1. Introduction
The current technological revolution has introduced several modern engineering materials, such as alloys and composites, to replace traditional materials in a variety of applications. Monel 400, a Nickel alloy subset, is one of the most widely used materials in engineering and structural applications due to its unique properties, which include a higher weight-to-strength ratio, improved corrosive resistance, and improved thermal properties [
1]. A number of secondary processes, such as cutting, milling, drilling, trimming, and so on, are required for effective utilization of these alloys in the aforementioned industries. Due to the increased toughness and lower thermal conductivity of Monel 400 alloys, producing geometrically complex end-use parts using traditional machining processes is more difficult, resulting in frequent tool damage and inferior surface quality [
2].
Numerous research studies have recently focused on improving the quality and performance characteristics of conventionally machined Monel 400 alloys by incorporating various accompanying factors during the machining process [
3,
4,
5,
6]. Even though previous research has significantly improved the performance of machined parts, achieving the expected part quality for high-precision applications remains difficult. As a result, non-traditional machining processes are required to overcome the shortcomings of traditional machining techniques. For the processing of these difficult-to-machine materials, several researchers have recently focused their attention on numerous non-traditional machining processes such as laser beam machining, abrasive waterjet cutting, electrical discharge machining, ultrasonic machining, and plasma arc cutting processes, etc. [
7,
8,
9,
10].
Among these non-traditional machining processes, plasma arc cutting (PAC) is a far-reaching thermal energy-based machining technique commonly used for processing diverse conductive materials to stringent design requirements and intricate geometrical profiles with manifest automation, higher cutting speed, and reasonable cutting cost [
11]. Despite its potential benefits, the realization of attractive cutting features such as improving the removal of substrate material, refining the kerf characteristics, and enhancing the surface quality in PAC processed parts are tedious due to the existence of plentiful process related control factors [
12]. Due to the abundance of process parameters and complexity in the PAC machining process, it is critical to develop the most precise mapping between the output responses and input parameters for understanding process behavior, parametric investigation, process simulation, and optimization [
13]. It also presents an opportunity to understand the shortcomings of the PAC process to attain the requirements of manufacturing industries. In recent years, several researchers have focused on developing comprehensive modeling techniques to predict the machining performance through considering diverse input parameters. Although different statistical approaches have been proposed for modeling the machining processes, such as regression models [
14], support vector machines [
15], and finite element models [
16], soft computing techniques such as fuzzy logic [
17], artificial neural networks [
18], and adaptive neuro-fuzzy inference system (ANFIS) [
19] are prominent in predicting the performance of machining processes because of their progressive computational capability.
Modeling the advanced machining processes through statistical techniques are tedious due to the existence of complexity and non-linearity in the machining processes, which requires further assumptions and validations and mathematical procedures; this also necessitates a significant amount of experiments. Therefore, these inadequacies restrict the utilization of classical statistical models in real-world industrial applications [
20]. On the other hand, due to the capability of model-free estimation, nonlinear mapping, and exceptional learning capability from the experimental data, soft computing techniques can be successfully applied for the intelligent modeling of machining processes.
Several studies have previously attempted to use soft computing techniques such as genetic programming, fuzzy logic, and artificial neural networks to correlate the relationships between quality and performance characteristics, as well as the input parameters of various machining processes. Fuzzy logic (FL) and artificial neural networks (ANN) have the common ability to solve non-linear and complex engineering problems that are combined with uncertainties and noise [
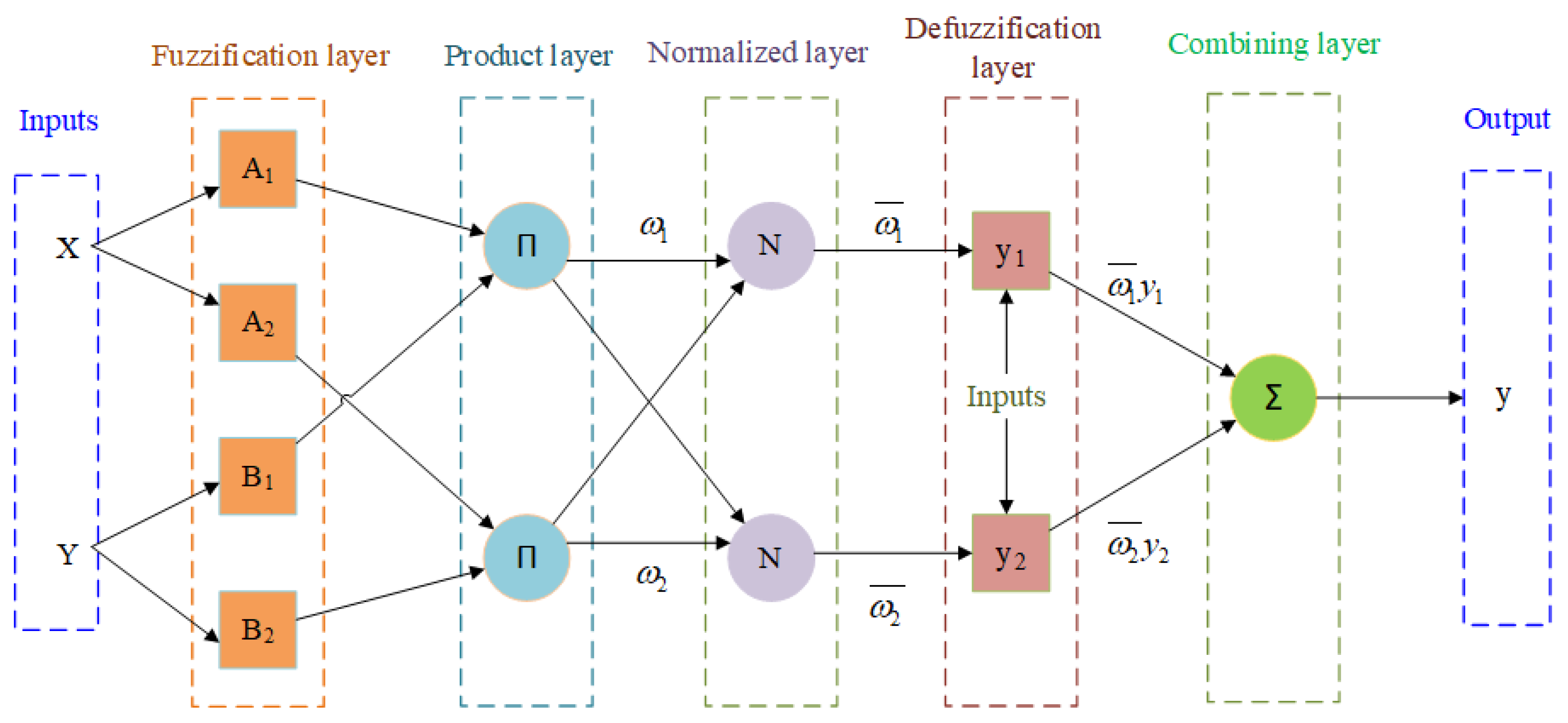
21]. However, ANFIS is a hybrid approach derived from the combinational merits of ANN and FL that includes the exceptional computational capability and supervised learning ability of ANN and the expert knowledge of FL. Combining ANN and fuzzy-set theory can provide benefits and overcome the drawbacks in both techniques. The ANFIS model can be trained without the need for the expert knowledge required for a fuzzy logic model. The ANFIS model benefits from both numerical and linguistic knowledge. ANFIS also makes use of the ANN’s ability to classify data and recognize patterns. The ANFIS model is more transparent to the user than the ANN model and causes fewer memorization errors. As a result, the ANFIS has several advantages, including its adaptability, nonlinear capability, and rapid learning capacity [
22]. Recently, ANFIS has been extensively used for the accurate modeling of the input–output relationships of conventional and non-conventional machining processes, such as drilling [
23], turning [
24], milling [
25], electrical discharge machining [
26], laser machining [
27], and abrasive aqua jet cutting [
28], etc., with a high degree of non-linearity. The performance of the ANFIS predictive model is solely dependent on its training parameters (premise and consequent parameters). The ANFIS training parameters that are often explored by trial-and-error methods for non-linear and complex systems, such as advanced machining processes, are tedious and time consuming [
29]. In recent years, some researchers have concentrated on improving the learning capabilities of the ANFIS approach by integrating the network with other intelligent tuning techniques. Song and Kasabov [
30] have proposed a transductive neuro-fuzzy inference system with weighted data normalization for creating a personalized predictive model. They found that the proposed model can be efficiently utilized for handling large datasets. Benmiloud [
31] proposed an improved ANFIS framework for solving non-linear functions. The result of the proposed approach was found to be good, and the approach is well-suited for solving complex problems with minimal error values. Furthermore, several researchers have focused on the classical models and metaheuristic optimization algorithms to optimize the ANFIS training parameters. Because classical approaches may have difficulty regarding local optimal values when training the network, the prediction accuracy declines. However, derivative-free algorithms such as genetic algorithm (GA), simulated annealing (SA), particle swarm optimization (PSO), the cuckoo search algorithm (CSO), and ant and bee colony optimization (ACO and BCO), have been satisfactorily used to deal with this issue during ANFIS training [
32,
33,
34].
Population-based metaheuristic algorithms, particularly GA, are widely used as the training algorithm to construct the most reliable and robust ANFIS networks for complex machining processes through optimizing their premise and consequent parameters by probability-based search strategies. The GA-ANFIS hybrid approach has been extensively used in the modeling of several machining processes such as drilling [
35], electrical discharge machining [
36], and milling [
37,
38]. However, the modeling of PAC parameters using a GA-ANFIS integrated approach has not been dealt with in the literature.
Apart from these extensive research efforts in the intelligent modelling of machining processes, various researchers from around the world have focused on a variety of traditional and contemporary metaheuristic optimization techniques to optimize process parameters. Traditional optimization techniques often produce discrete combinations of a predetermined level of process parameters, and these combinations are not always optimal [
39]. Due to there being less computational effort and with the prospect of searching for a large set of feasible solutions, metaheuristic optimization techniques such as GA, SA, PSO, teaching-learning based optimization (TLBO), etc., are often efficiently utilized for the optimization of non-linear processes such as machining and additive manufacturing. Because PAC is a highly non-linear and complex machining process governed by numerous processing parameters, a small deviation in process parameter can drastically affect the quality and performance characteristics of machined components. Recently, some researchers have utilized metaheuristic algorithms such as GA [
40,
41,
42] and the whale optimization algorithm [
43] for effective optimization of PAC processes and their characteristics. However, the artificial bee colony algorithm (ABC) has not been utilized previously to perform optimization studies on ABC processes. The main advantages of the ABC algorithm over other optimization methods for solving optimization problems are its simplicity, high flexibility, and robustness, and the fact that it has few control parameters, can be easily combined with other methods, has the ability to handle objectives with a stochastic nature, has fast convergence, and can be used for both exploration and exploitation [
44].
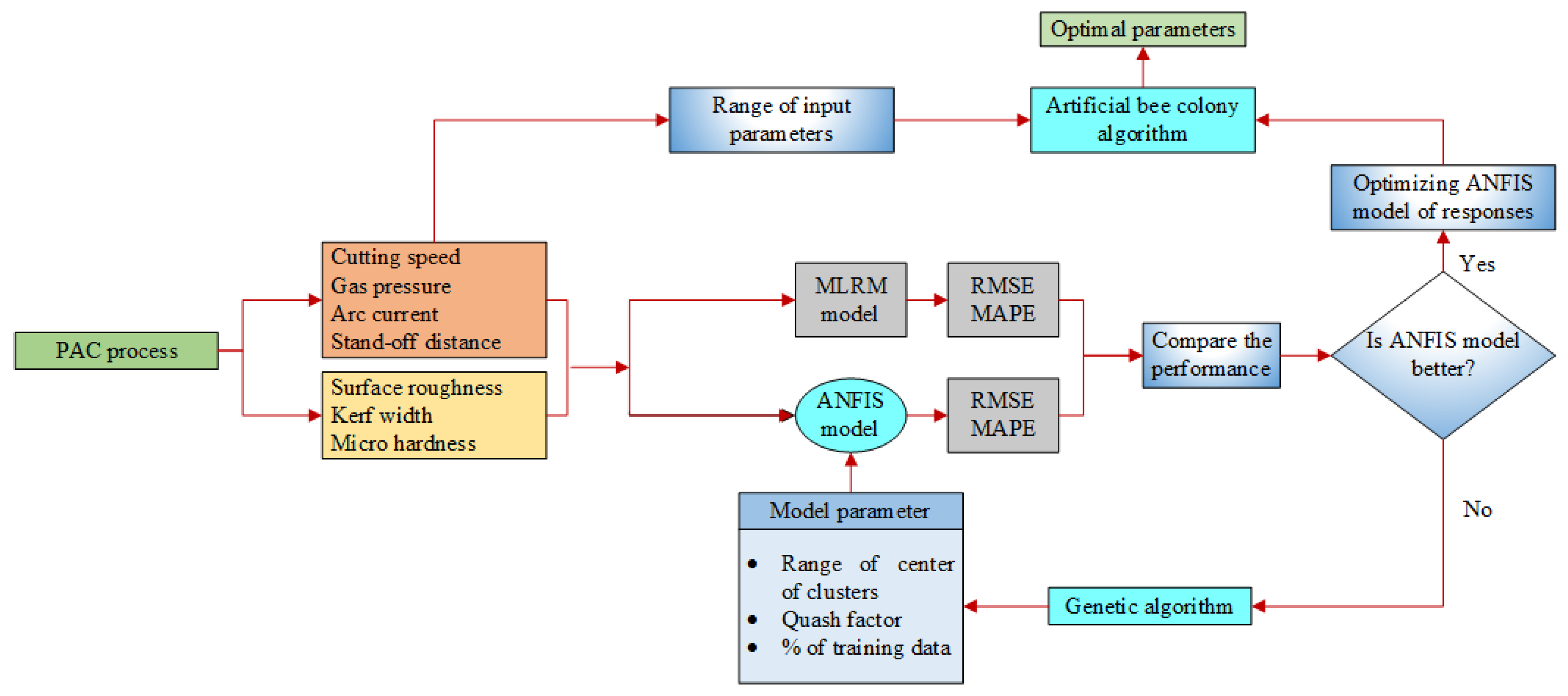
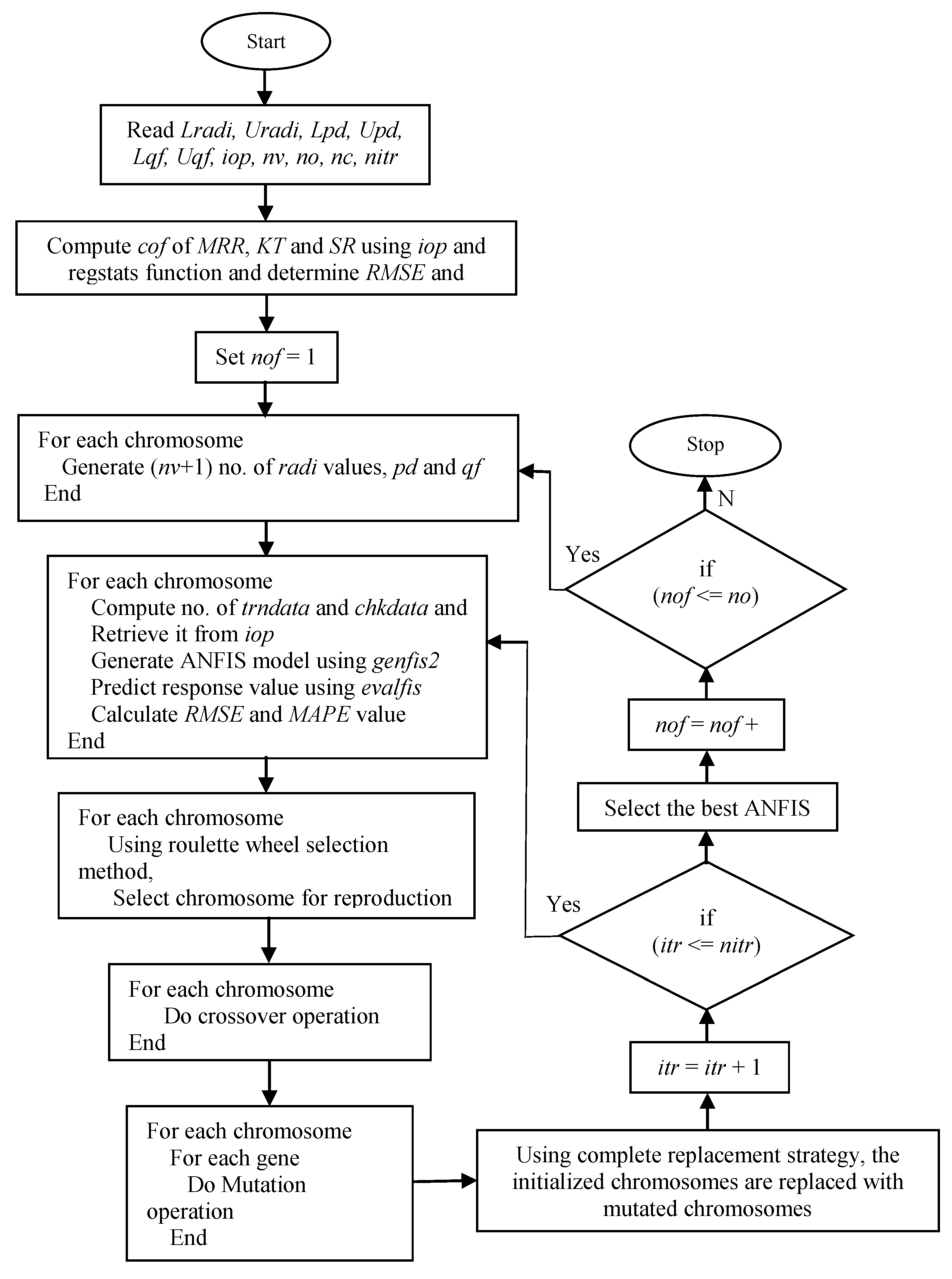
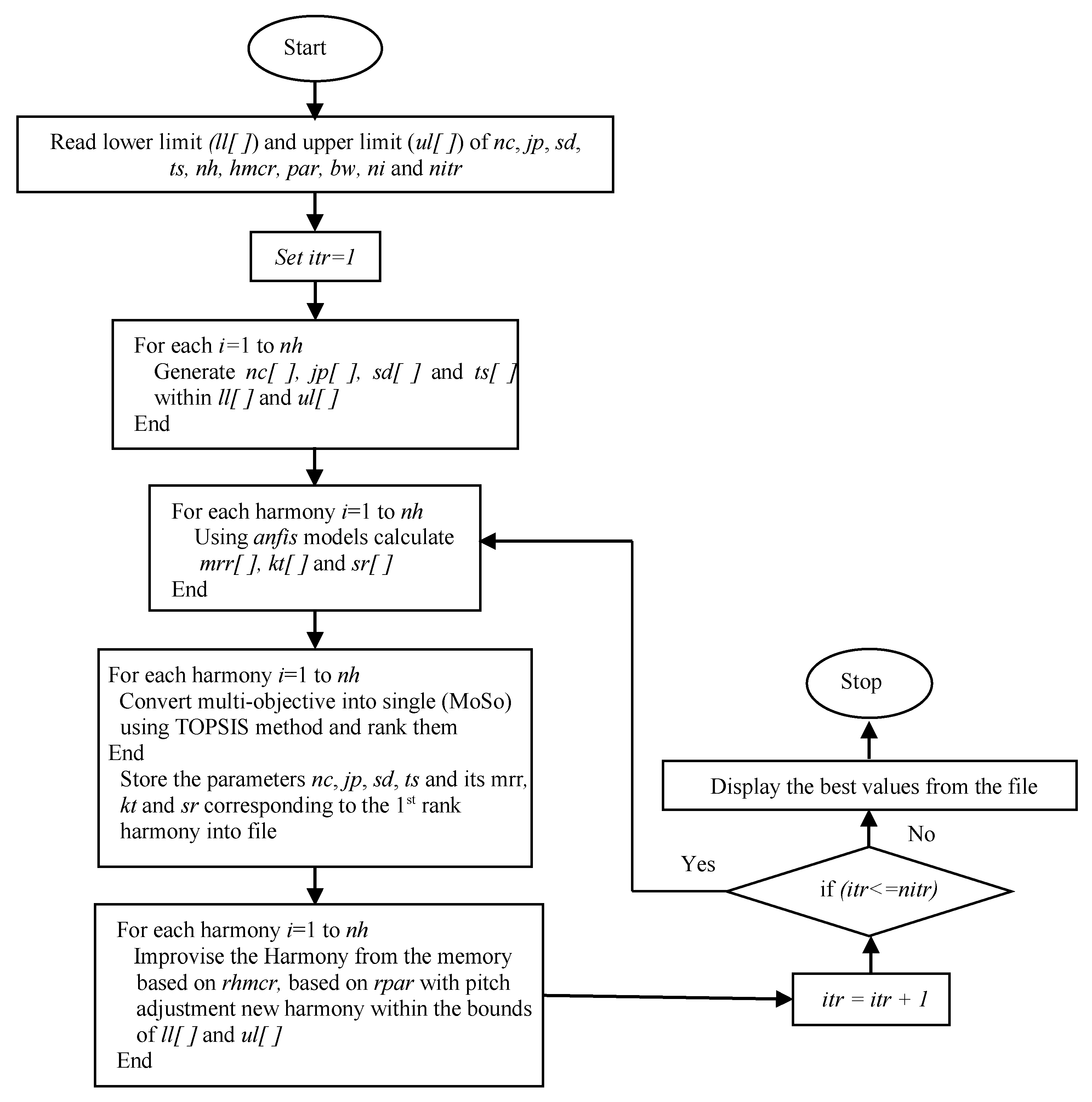
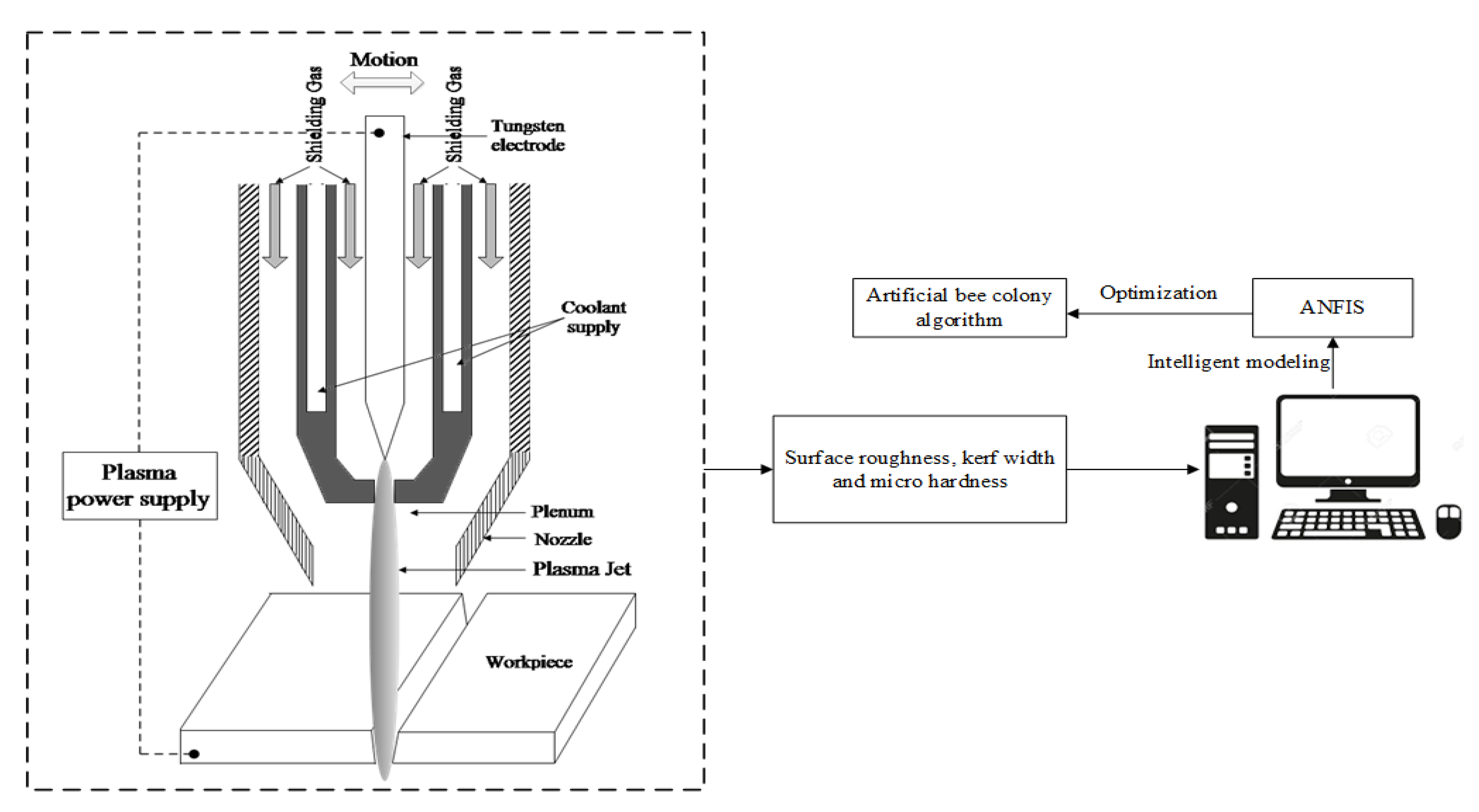
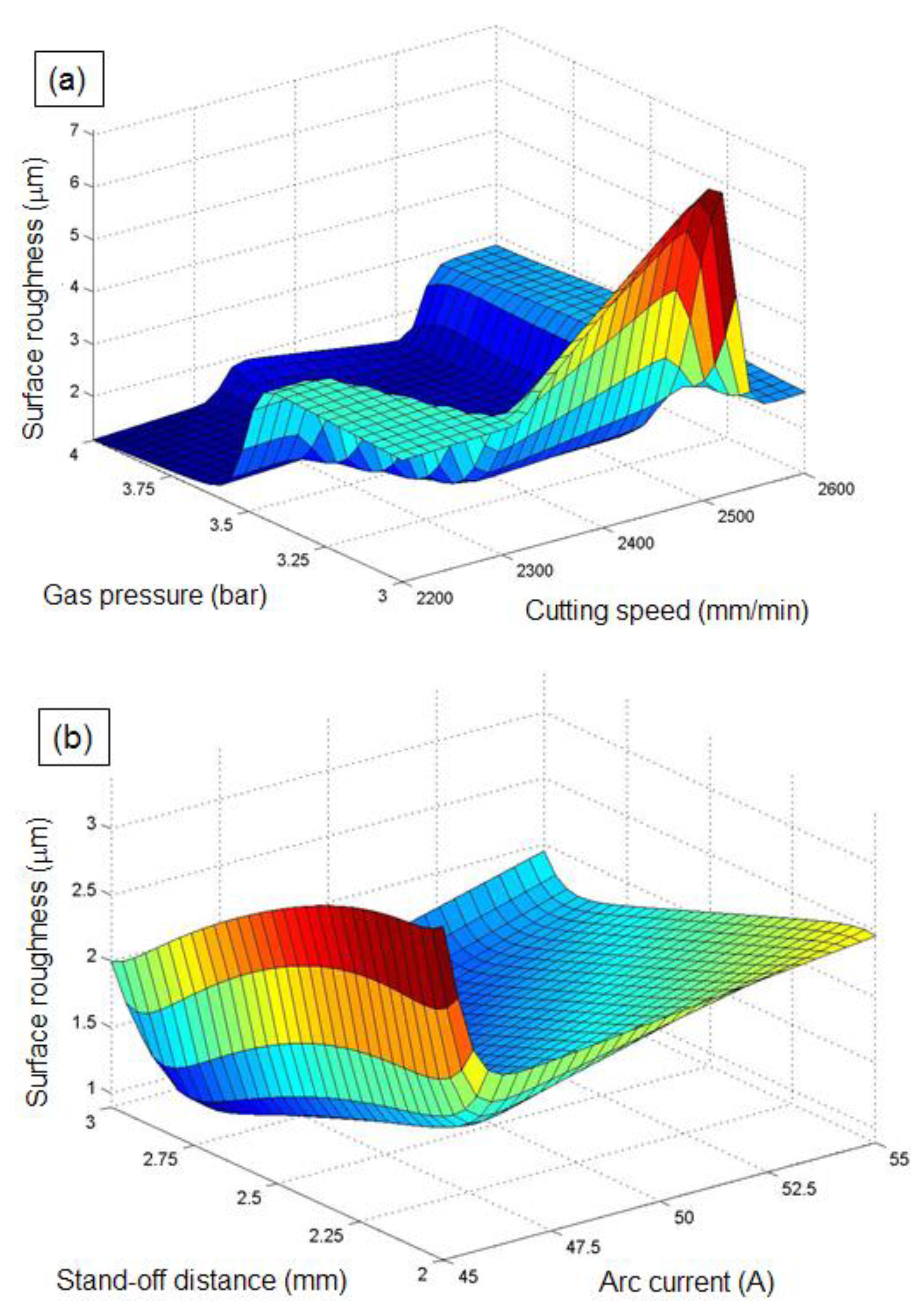
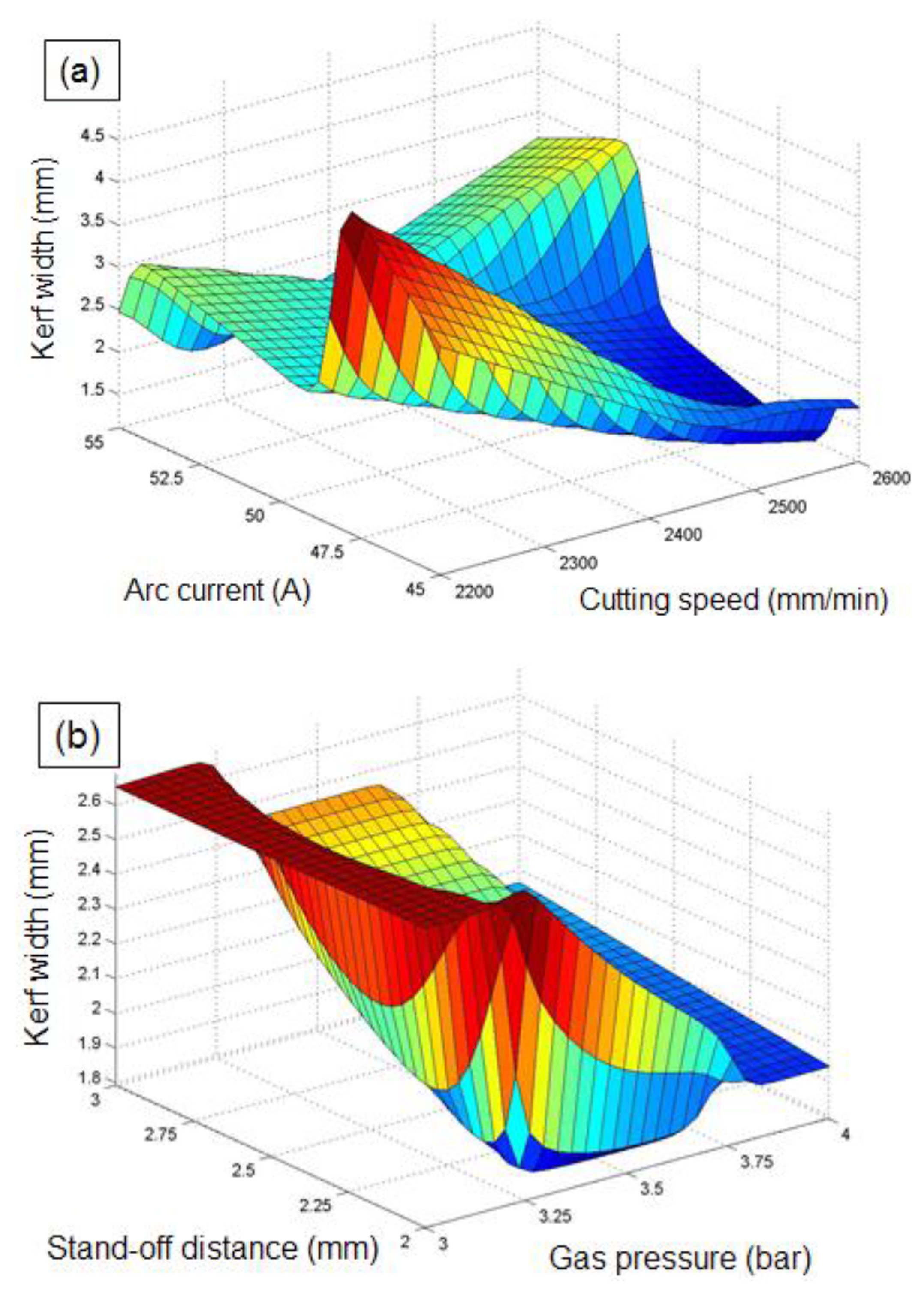
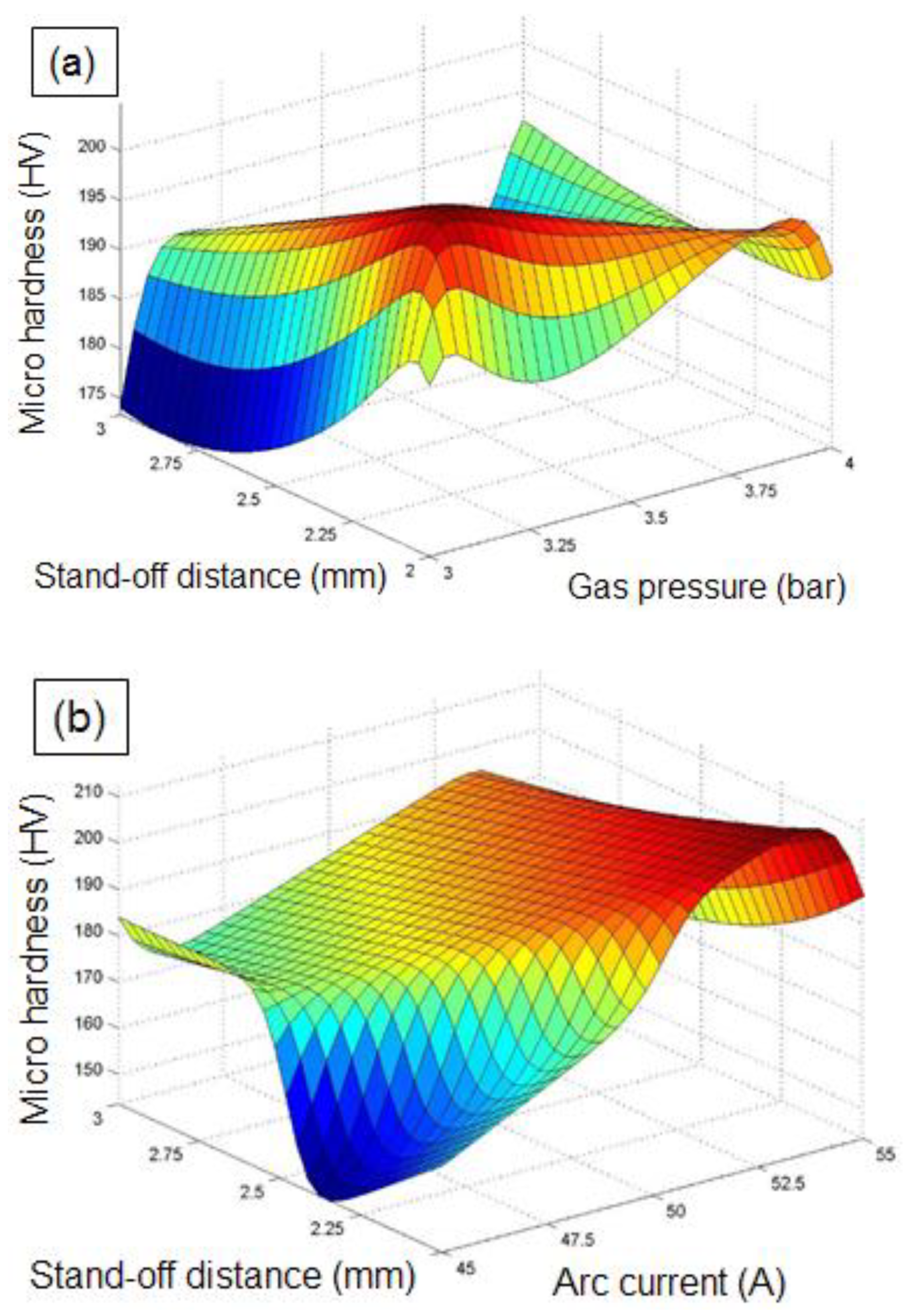
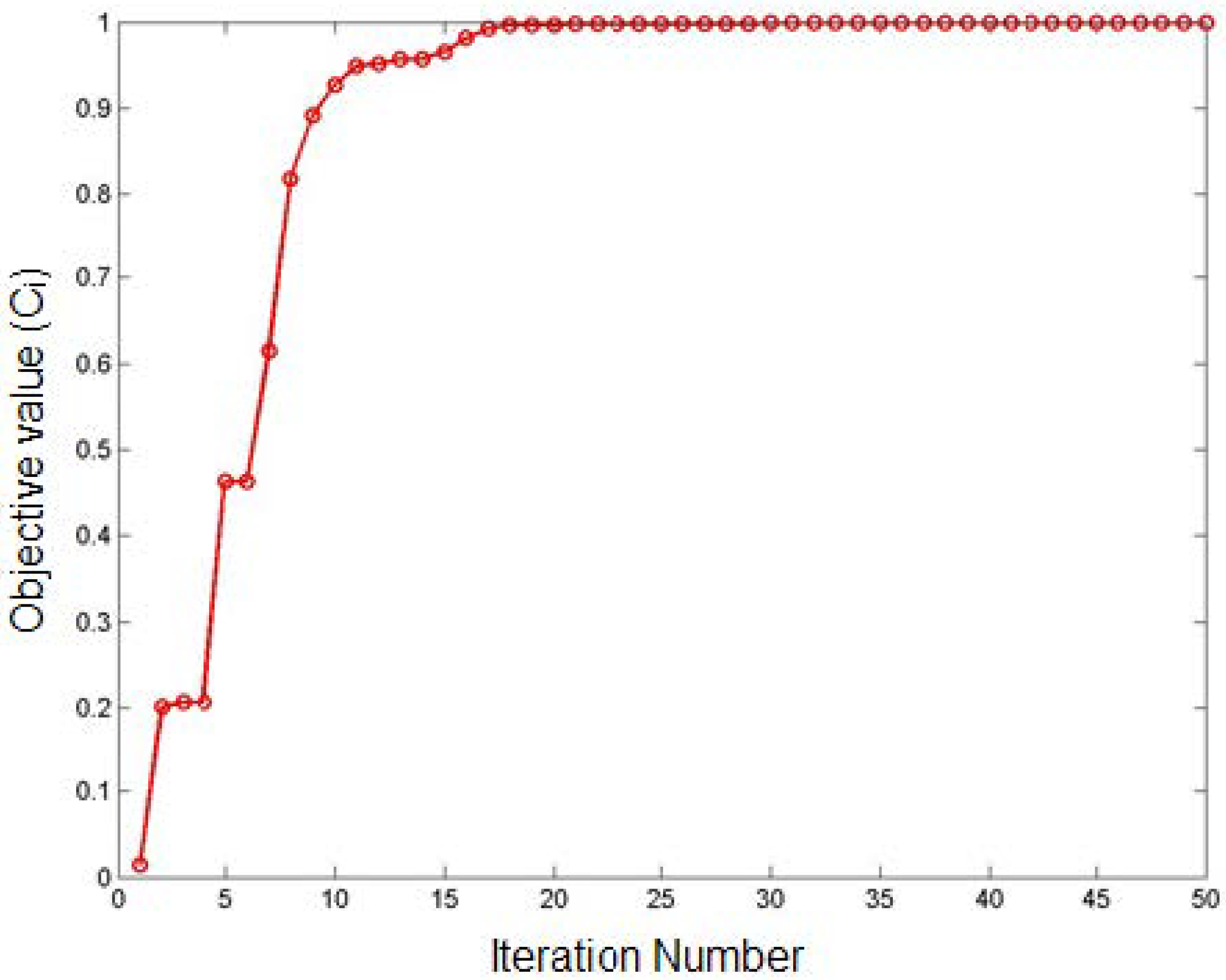
Therefore, the present work focuses on developing a soft computing approach for process modeling and optimization of PAC processes. The approach used consists of two elements: firstly, an integrated expert system of GA-ANFIS is proposed for the effective assessment of PAC performances, including surface roughness (Ra), kerf width (kw), and micro hardness (mh) by considering cutting speed, gas pressure, arc current, and stand-off distance as the independent variables. GA is effectively utilized as a training algorithm for the ANFIS network to estimate optimal network modeling parameters. The effectiveness of the proposed GA-ANFIS approach is evaluated using various statistical elements such as mean absolute percentage error and root-mean square error. Secondly, multi-objective optimization is performed to identify the optimal parameters for improving the performance characteristics of PAC processes using an artificial bee colony algorithm.
3. Plasma Arc Cutting Experiments
Experimental investigations on PAC of Monel 400 alloy, with the material composition of 63% nickel, 31.6% copper, 2.5% steel, 2% manganese, 0.5% silicon, and 0.3% carbon, was performed as per the experimental design. Specimens of 3 mm thickness with 200 mm width and 200 mm length were considered as the workpiece material. The PAC experiments were performed using an industrial purpose plasma arc cutting system (Pro arc CNC profile cutting system, Pro-arc welding and cutting systems private limited, Pune, India). The schematic of the PAC experimental system is presented in
Figure 5. The PAC setup was furnished with PlasmaCAM CNC software to confirm the accurate motion of the plasma jet through the nozzle. Compressed air was used as a shield gas to generate high-energy plasma to thaw out and spew the smelted metal onto the substrate surface. The precision in cutting operation was accomplished through a servo-operated torch comprising a copper nozzle with an air-cooled swirl.
The PAC of a 25 mm length was performed in each experimental run along the width of the specimen to appraise the surface roughness (
Ra), kerf width (
kw), and micro hardness (
mh). Four significant material and process related parameters, such as cutting speed (A), gas pressure (B), arc current (C), and stand-off distance (D), were used to regulate the PAC experiments and to assess the selected response characteristics. The levels of these parameters were finalized through conducting exhaustive preliminary experiments by changing one variable at a time. The numerical values of the selected parameters and their levels are presented in
Table 1.
The surface roughness of the kerf cut area was measured using a Universal 3D Profilometer (Rtec instruments, San Jose, CA, USA), and an average of three measurements was used in order to eliminate statistical errors. Similarly, the kerf width of the top cut surface was measured with the aid of a high precision optical microscope (RTM 900, Radical Scientific Equipments Private Limited, Ambala, Haryana, India) at 20× magnification. Micro hardness values were analyzed for evaluating the impact of the thermal effect on the sub-surface of the cutting zone using a Wolpert-micro-Vickers hardness tester (402 MVD, Wilson Instruments, Lake Bluff, IL, USA) with a load of 300 g and a dwell time of 10 s. The experimentally measured responses are presented in
Table 2.



 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}