
Study on Microstructural Characterization, Mechanical Properties and Residual Stress of GTAW Dissimilar Joints of P91 and P22 Steels

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Characterization of the Weldments
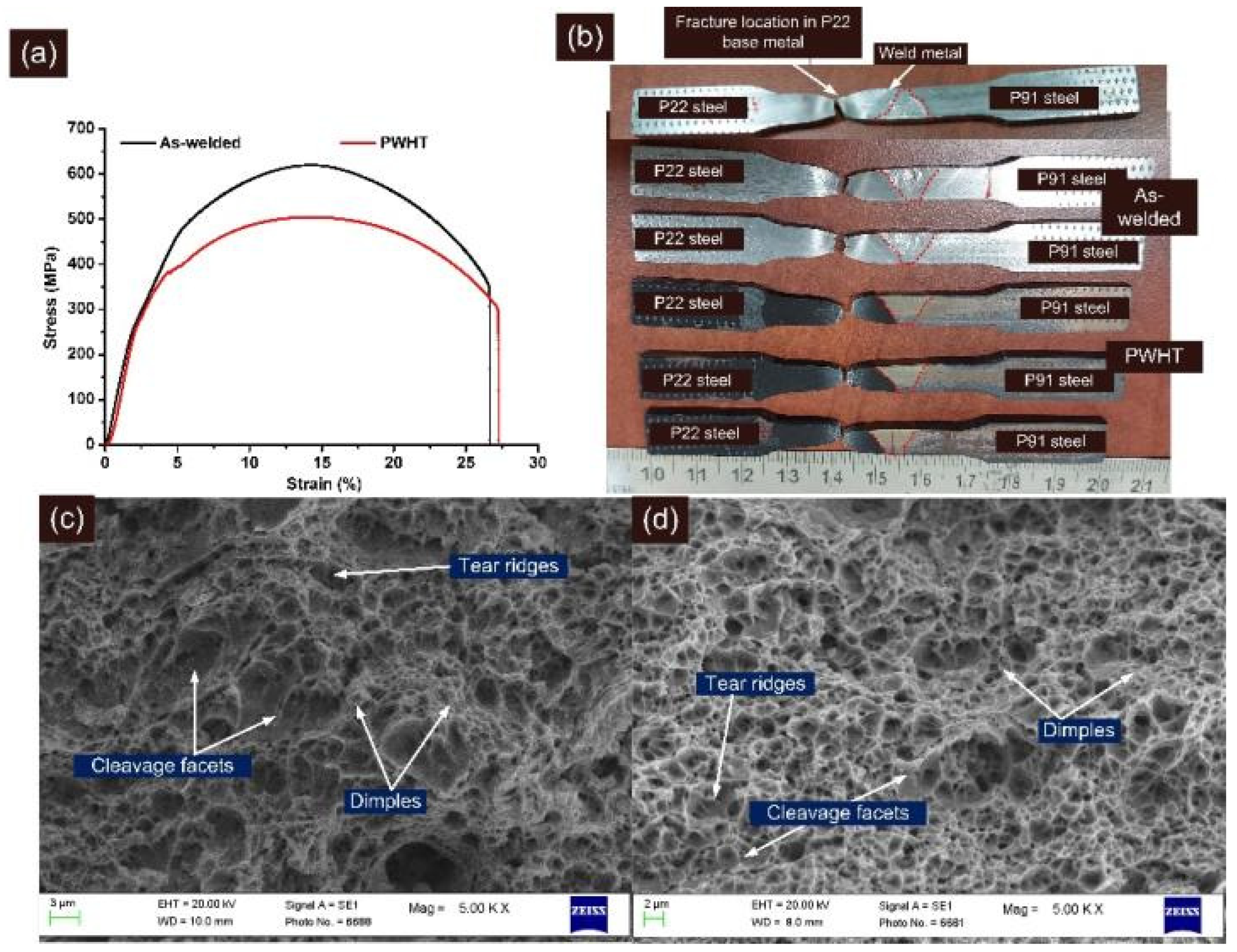
3.2. Tensile Properties
3.3. Microhardness Variation
3.4. Charpy Impact Toughness
3.5. Residual Stresses
4. Conclusions
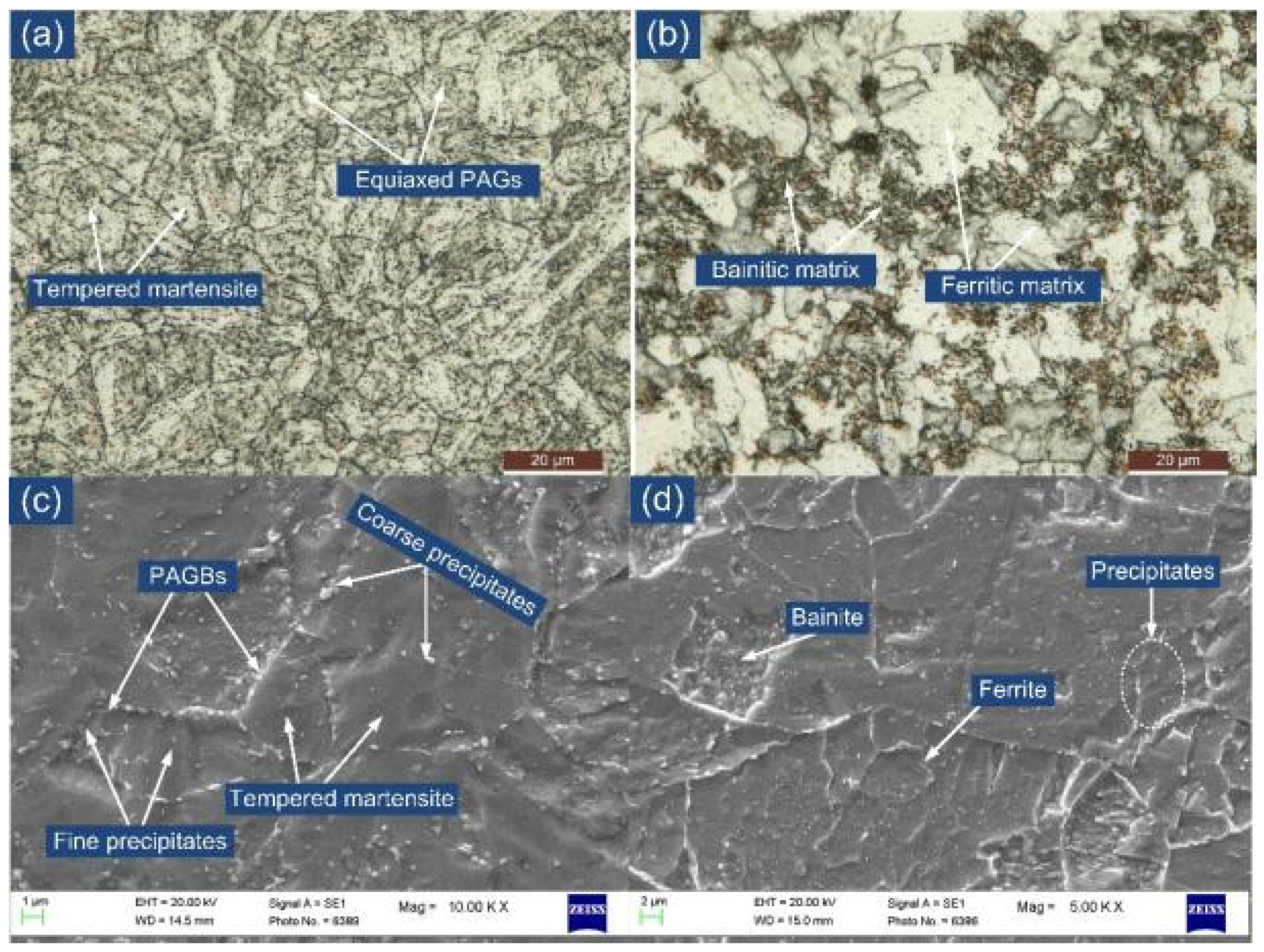
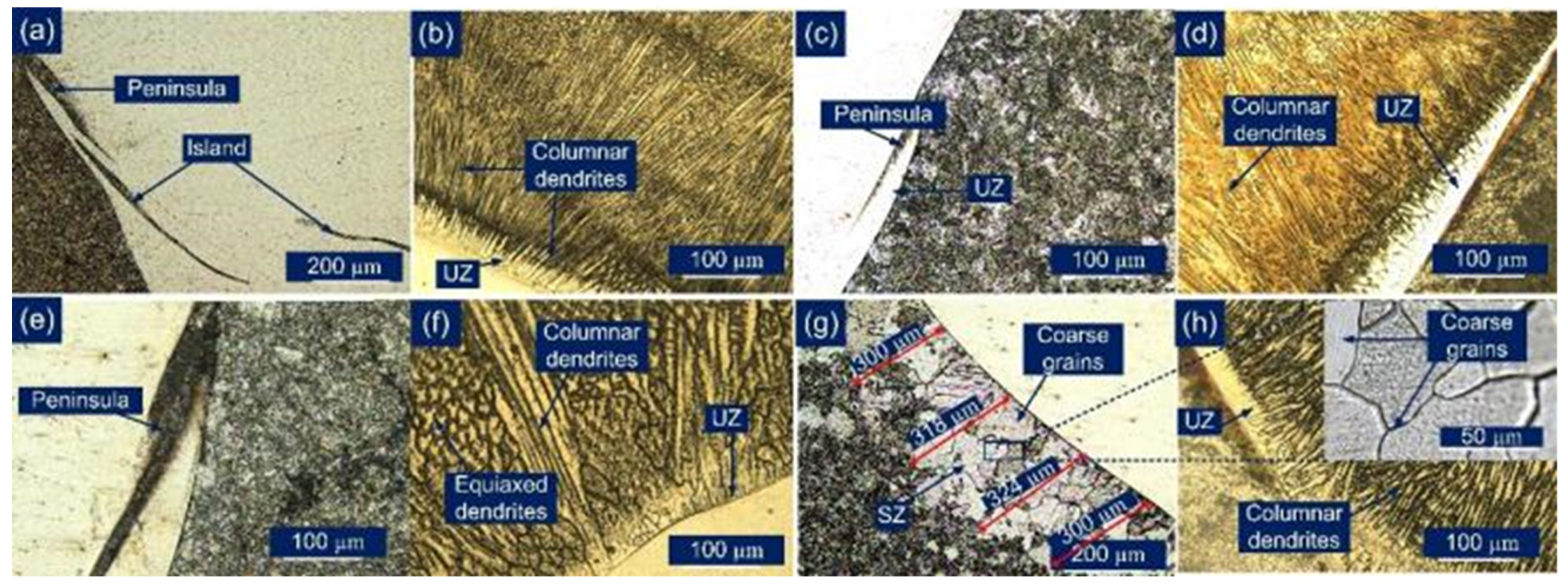
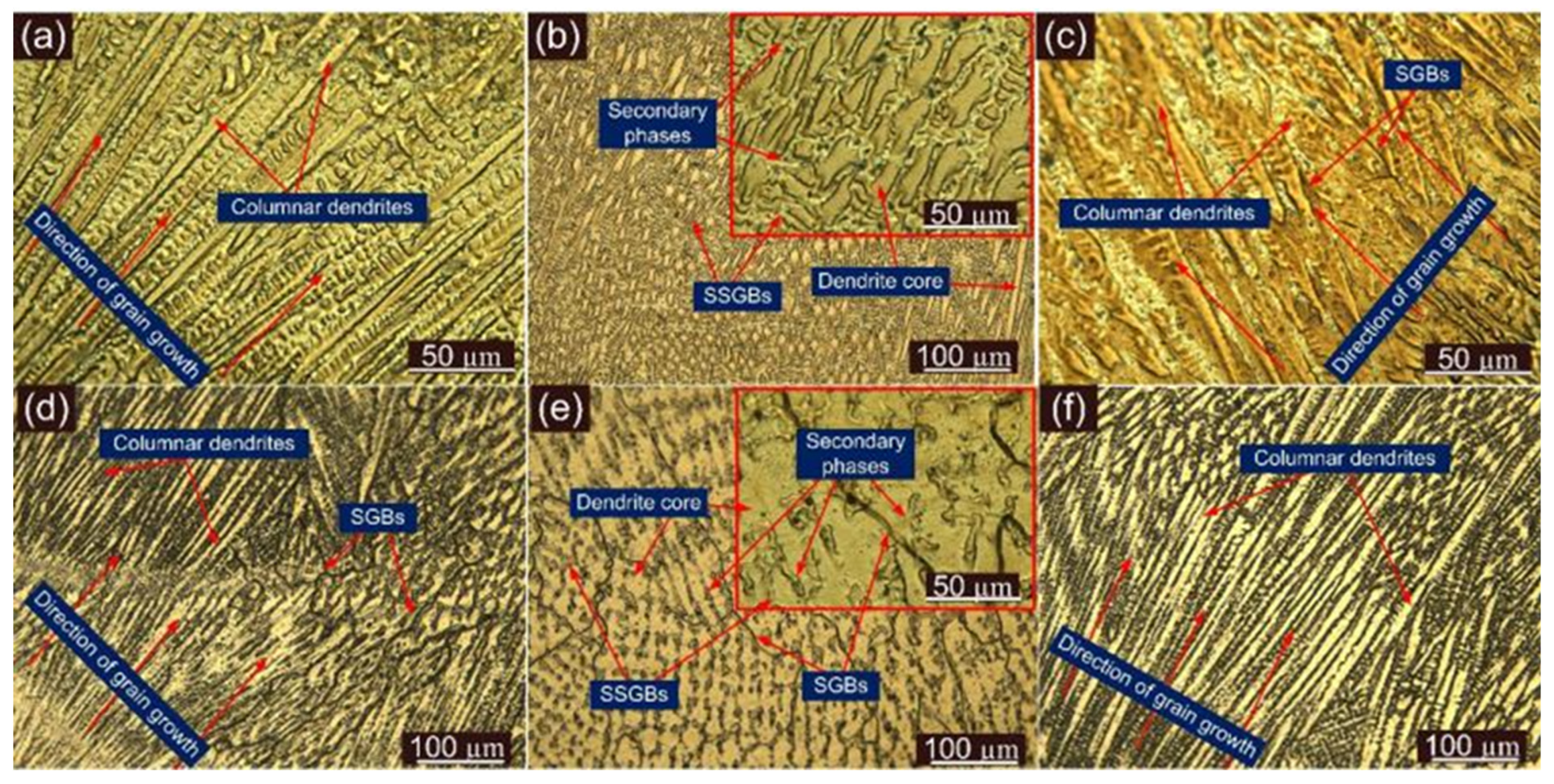
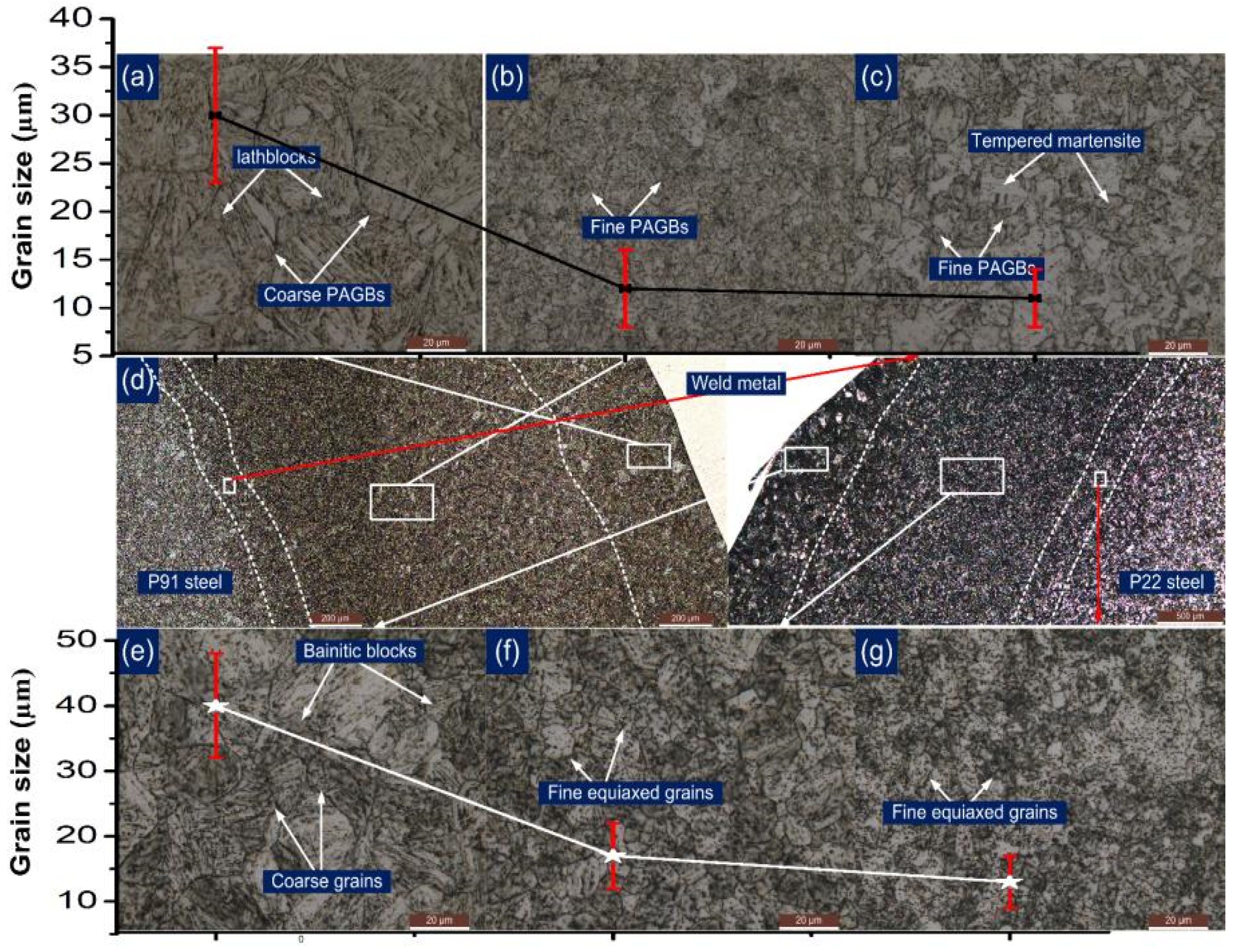
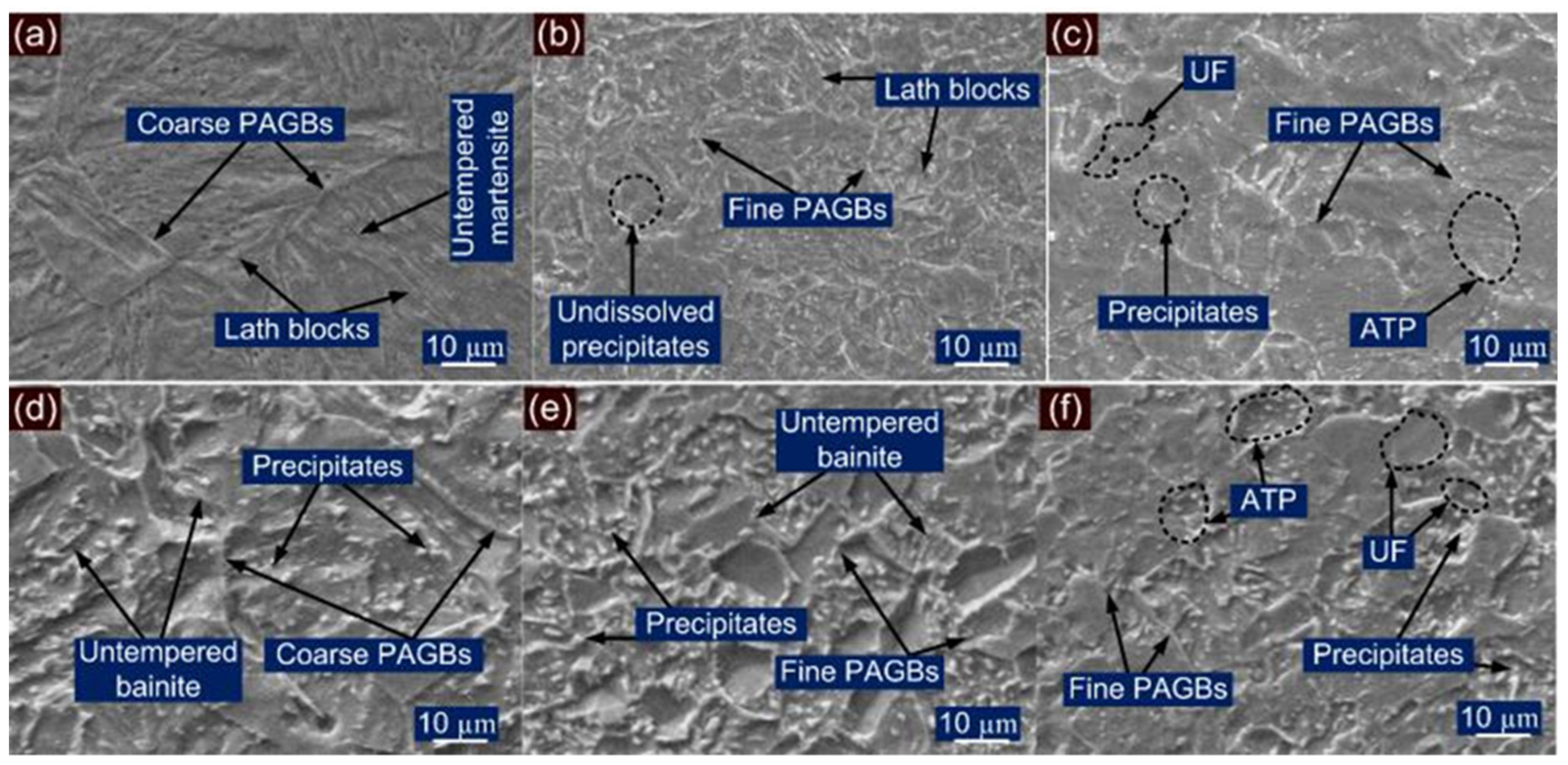
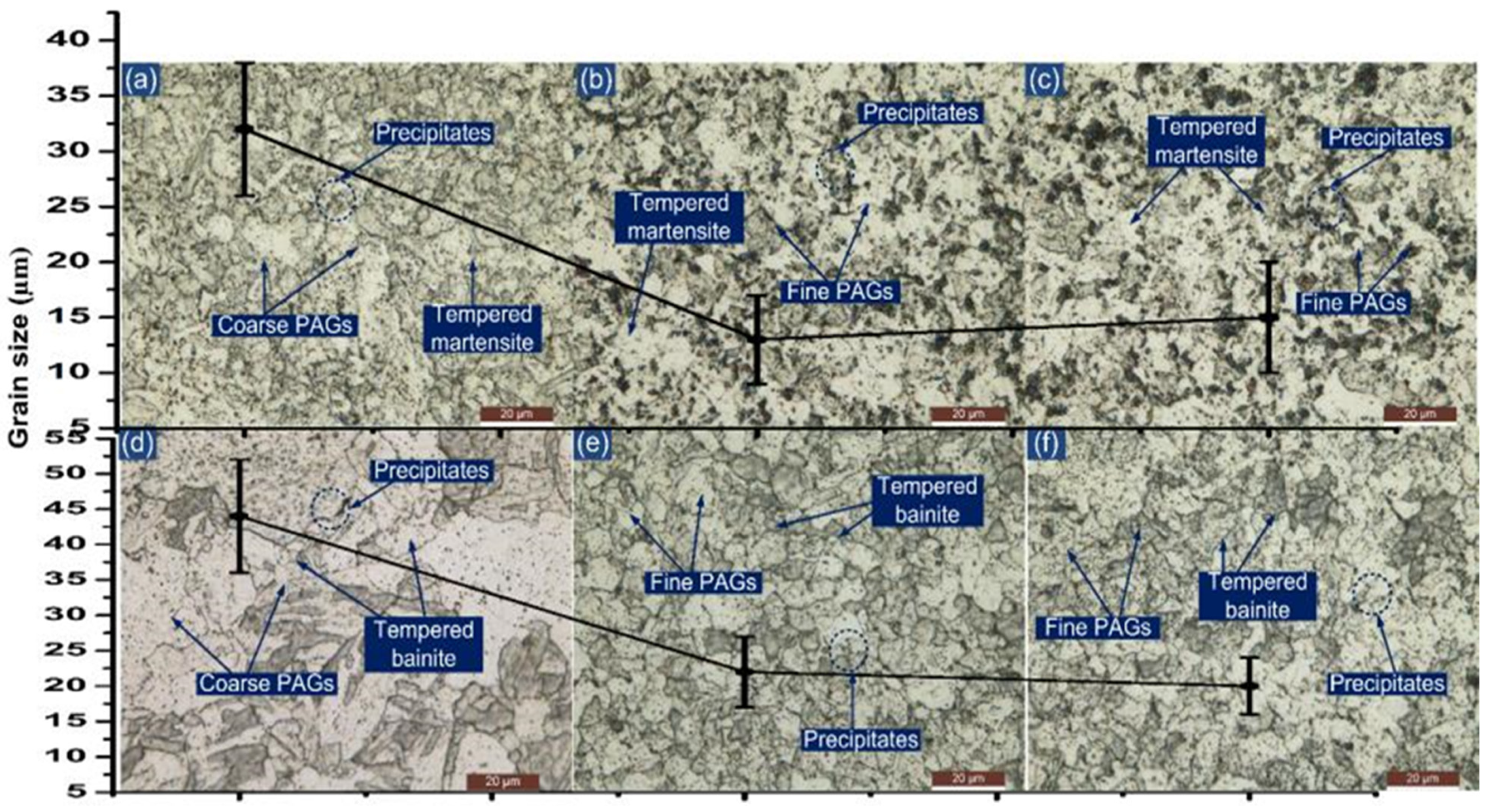
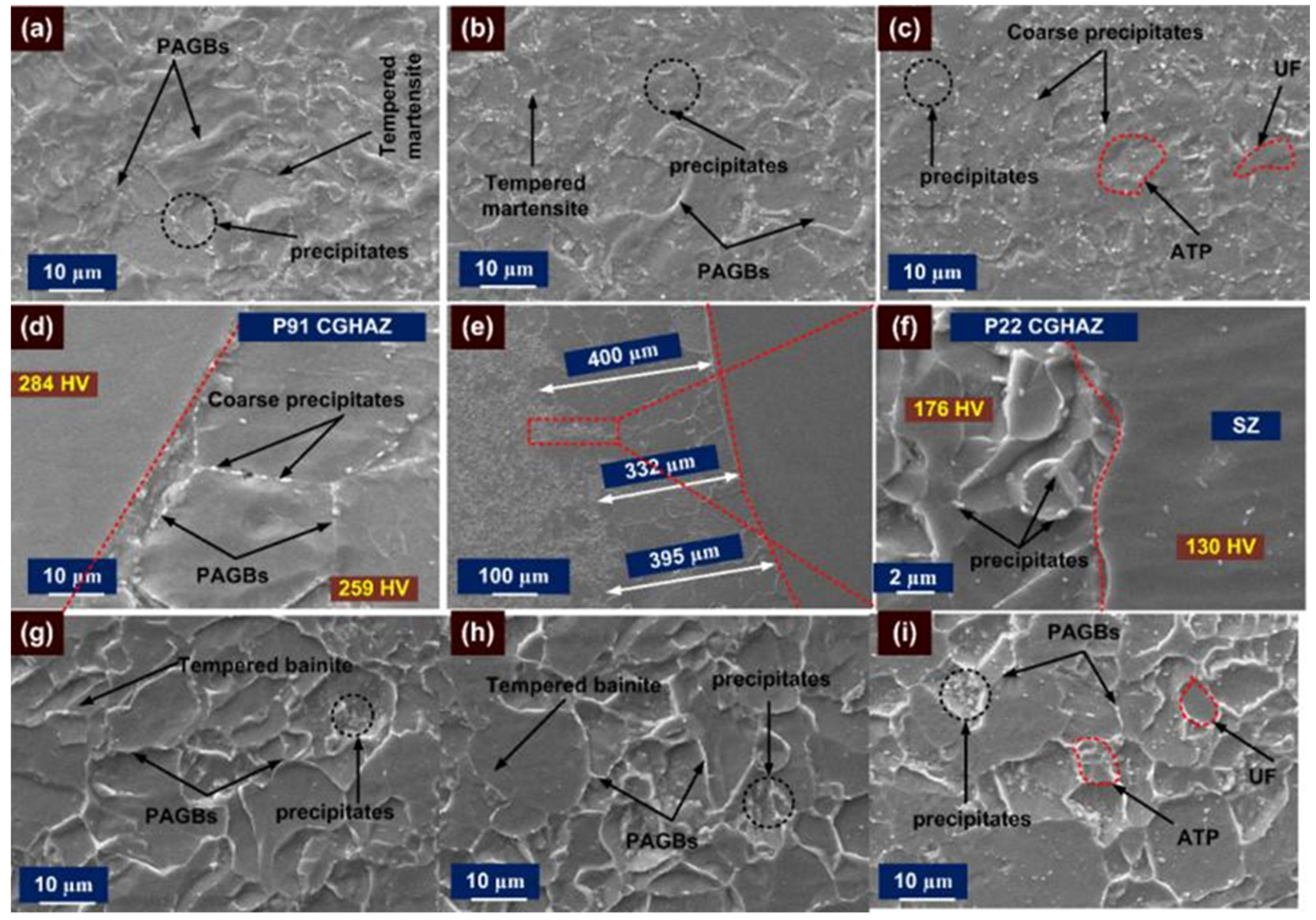
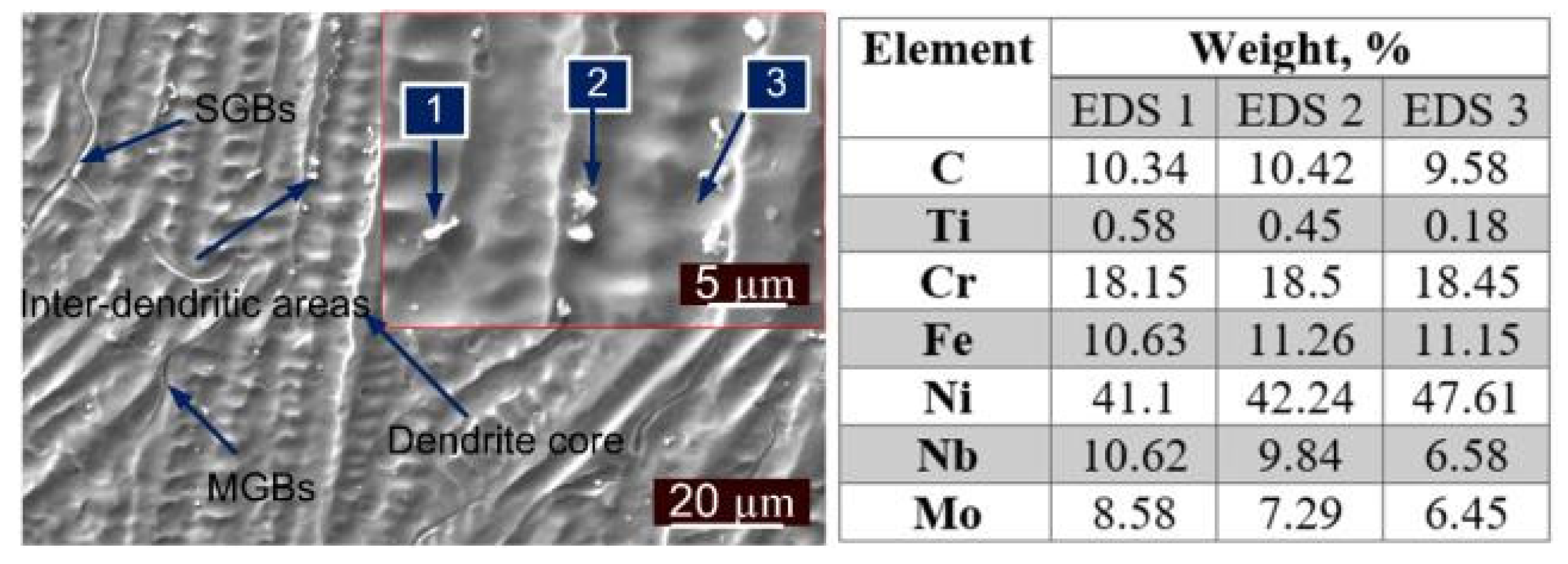
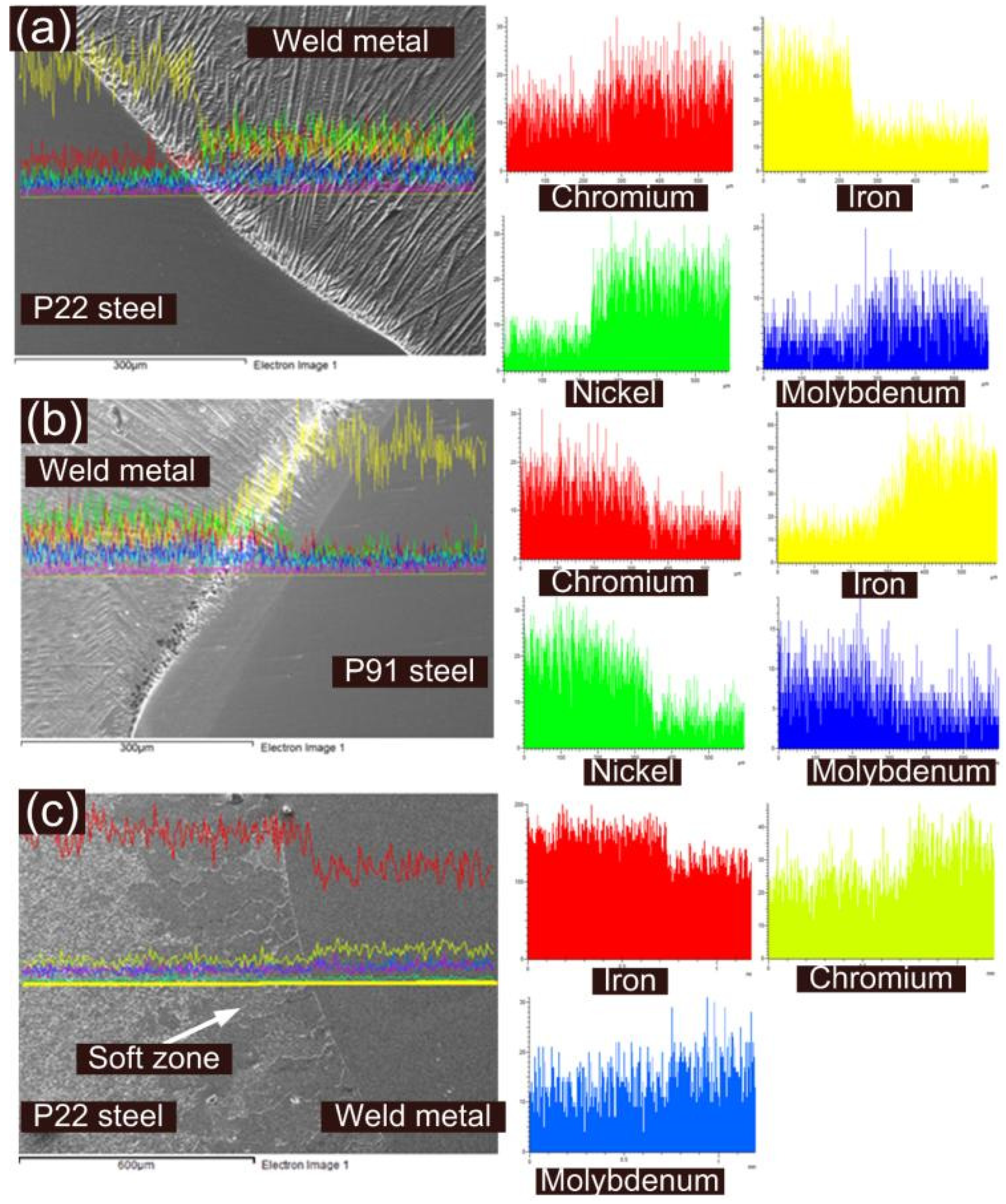
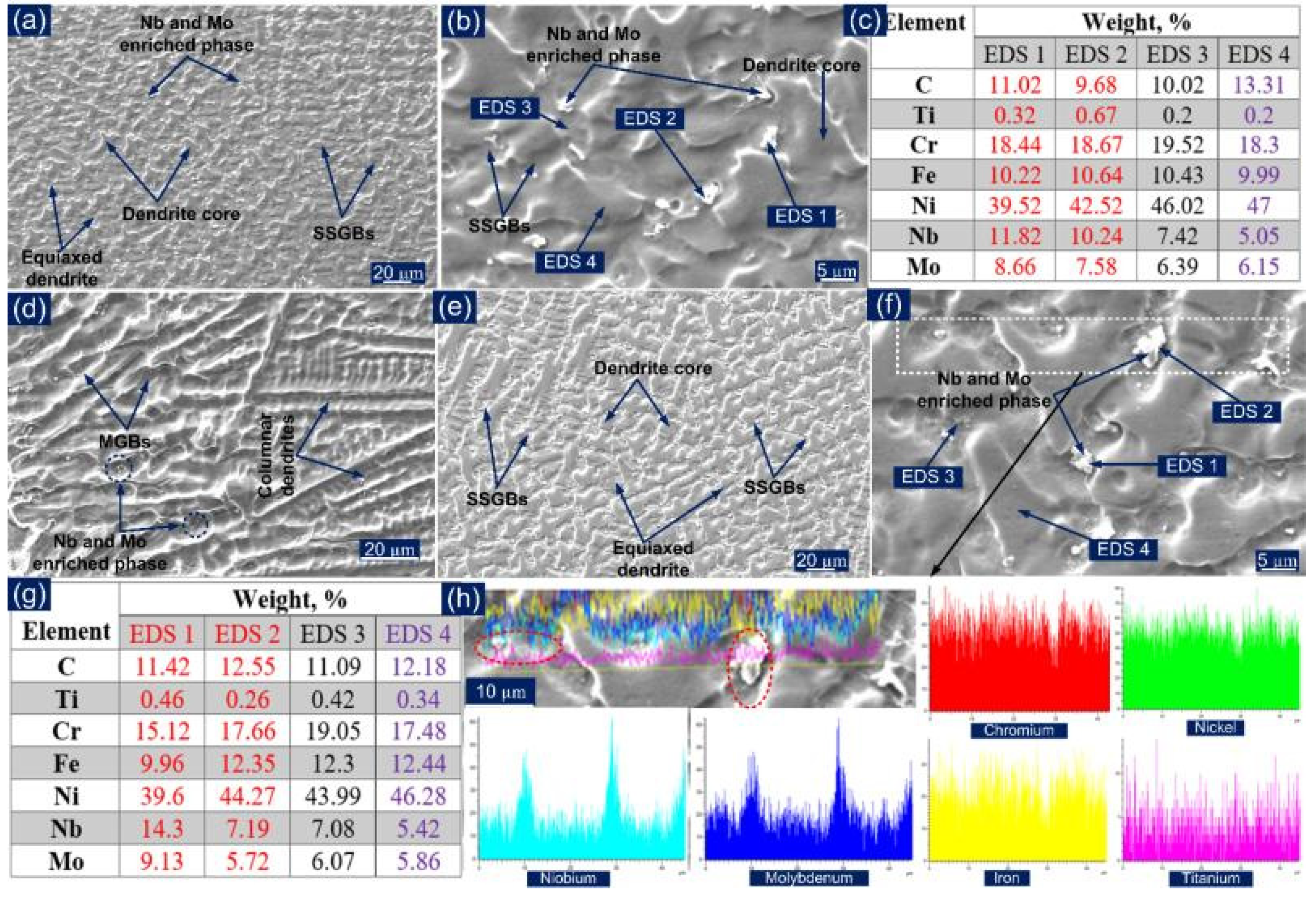
- Inhomogeneity in the microstructure was observed along the weldments for the AW and PWHT joint. The weld metal near the interface solidified as columnar dendrites, while equiaxed dendrites were observed in the centre region of the weld metal. The compositional analysis showed segregation of the Nb and Mo at inert-dendritic areas and along the SGBs while the dendrite core showed the presence of Ni, Cr and Fe as major alloying elements. A wide region of HAZ was observed on both sides of the weld metal and a significant level of heterogeneity in microstructure existed. The interface of between the ERNiCrMo-3 weld metal and base metals was characterized by an unmixed zone (peninsula and island). PWHT had a minute effect on the microstructural behaviour of the austenitic weld metal and interface region while tempering of the martensite and bainite occurred in P91 and P22 HAZ, respectively.
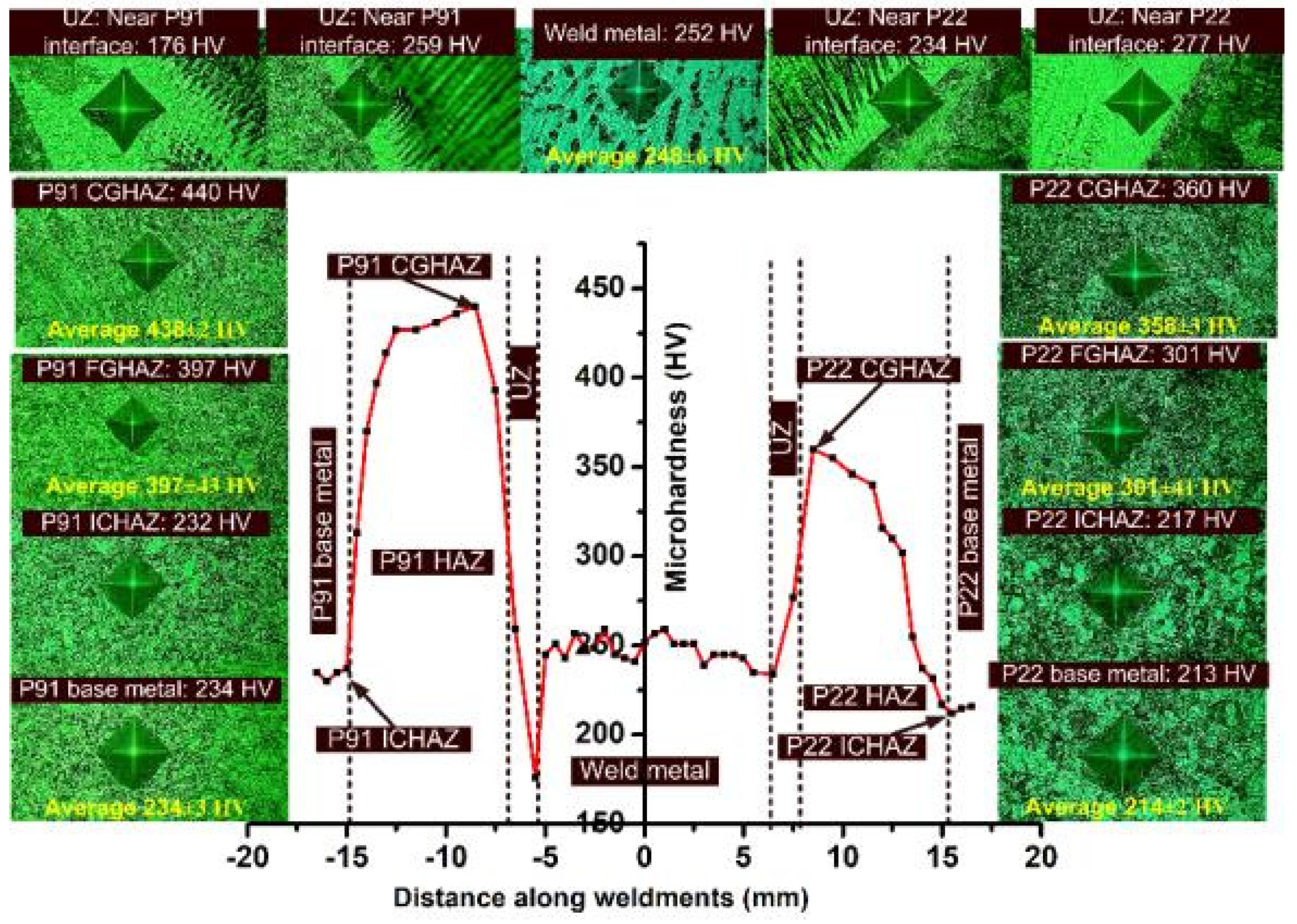
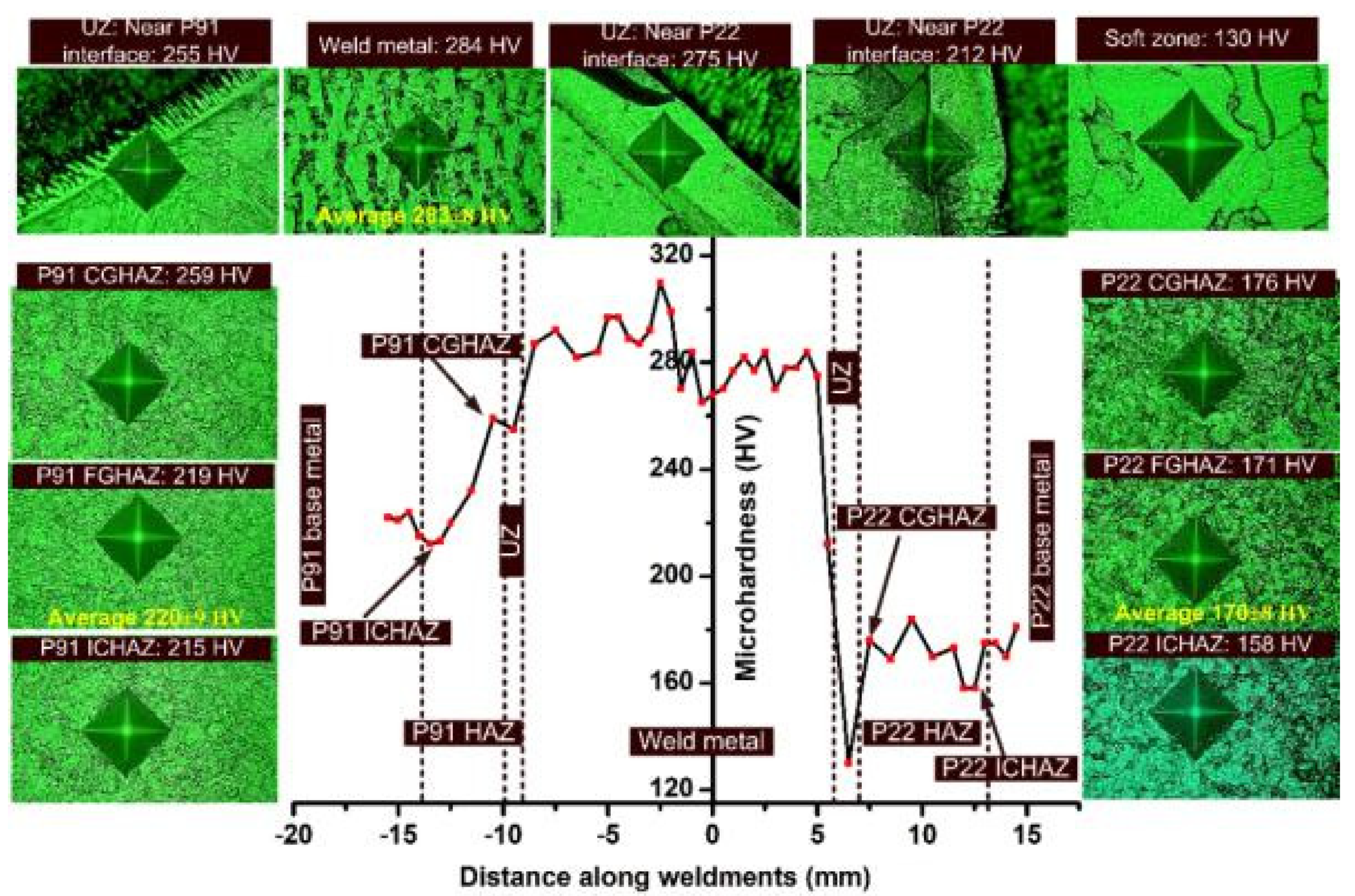
- In AW condition, peak hardness was measured in P91 CGHAZ and it was 440 HV. The hardness of the weld metal was 248 ± 6 HV. At the interface of P91 steel, hardness was measured in a range of 176–259 HV, while at P22 interface, it was 277 HV. After PWHT, both CGHAZ and FGHAZ of P22 and P91 steel showed a drastic reduction in hardness while a region of ICHAZ remained unaffected. The hardness of the weld metal increased from 248 ± 6 HV to 283 ± 8 HV after the PWHT, which might be due to the increase in density of the segregated particles. No carbon migration zones (SZ and HZ) were detected in the AW joint at the interface of P22 steel and ERNiCrMo-3 weld metal. After PWHT, a narrow band of the SZ (130 HV) and HZ (275 HV) formed near the interface P22 steel and ERNiCrMo-3 weld metal and the width of the SZ was measured 310 µm.
- The tensile test specimen showed a failure from the region of P22 base metal for both AW and PWHT joint, which indicates that the weld joint was safe for application in super-critical power plants and that it was also stronger than the base metal. The tensile strength was measured at 615 ± 4 MPa and 493 ± 11 MPa for the AW and PWHT joints, respectively. The reduction in tensile strength after PWHT might be due to over-tempering of the bainite present in P22 steel.
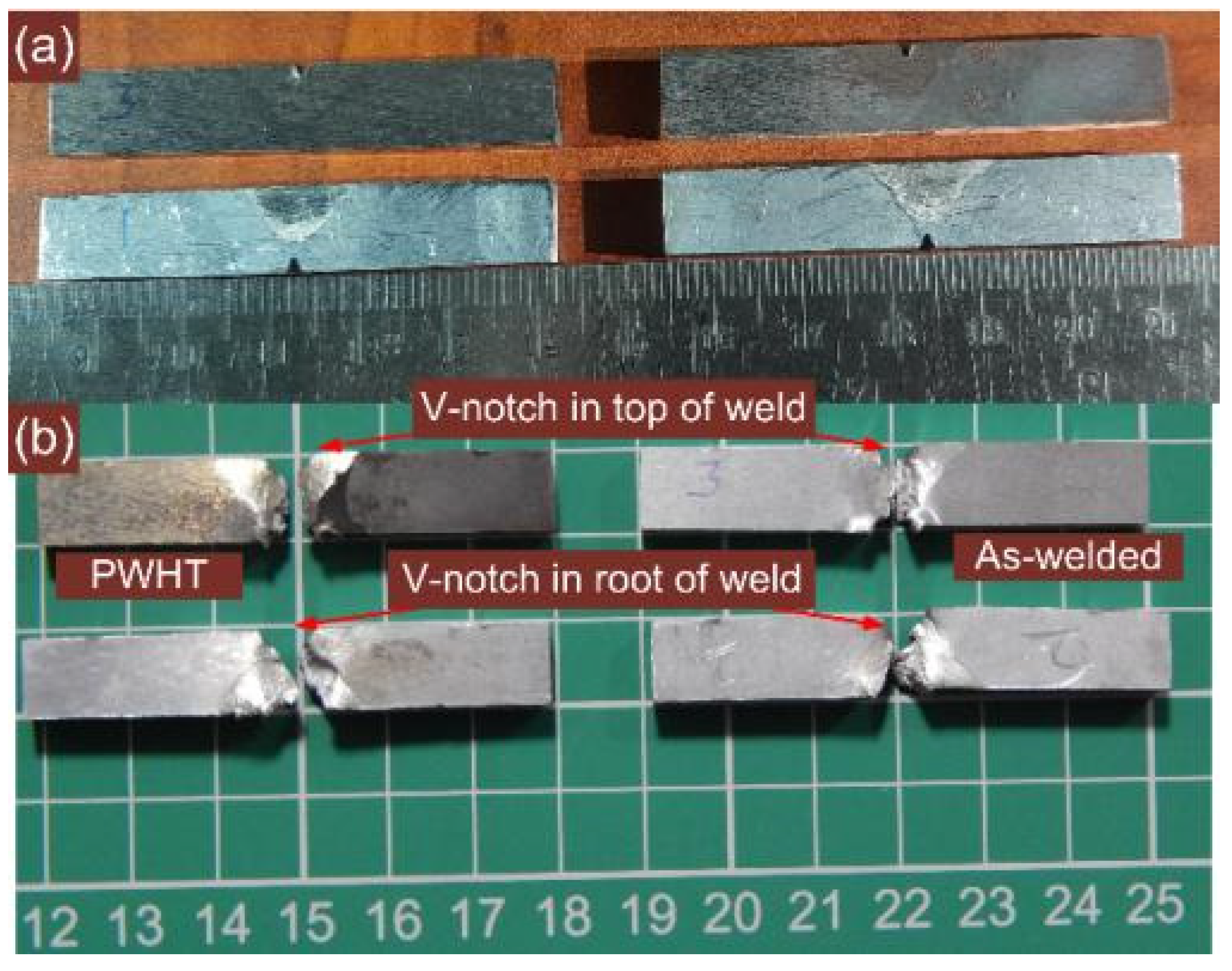
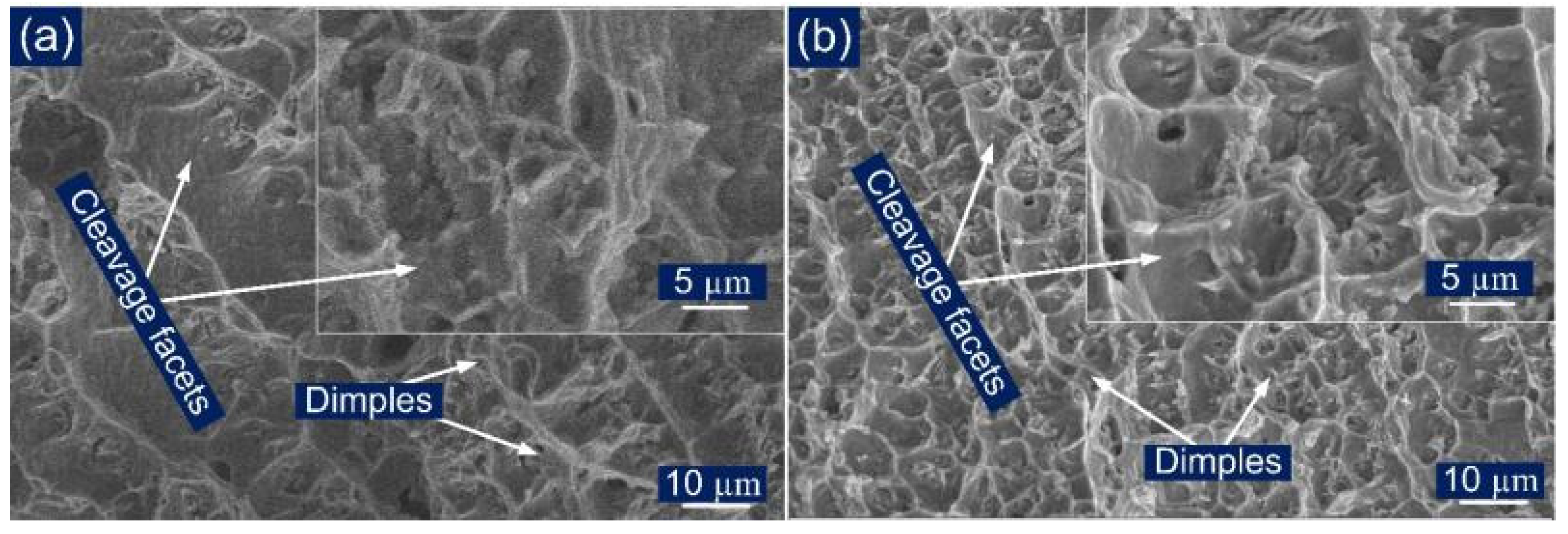
- A variation in impact toughness along the weldments was also measured. However, an acceptable level of impact toughness was measured for the weld metal in both AW and PWHT conditions, i.e., more than the minimum recommended value of 47 J. A difference in impact toughness was also measured for the root and top V-notch impact test. However, weld metal was found to be the weakest region regarding impact strength, while the P22 base metal was the strongest. In the AW joint, the impact strength of the P22 and P91 HAZ was measured at 130 ± 4 J and 75 ± 3 J, respectively, while after PWHT an increase was measured for both the regions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Di Gianfrancesco, A.; Blum, R. 24—A-USC programs in the European Union. In Materials for Ultra-Supercritical and Advanced Ultra-Supercritical Power Plants; Elsevier: Amsterdam, The Netherland, 2017; pp. 773–846. [Google Scholar]
- Rogalski, G.; Świerczyńska, A.; Landowski, M.; Fydrych, D. Mechanical and microstructural characterization of tig welded dissimilar joints between 304l austenitic stainless steel and incoloy 800ht nickel alloy. Metals 2020, 10, 559. [Google Scholar] [CrossRef]
- Sunilkumar, D.; Mathew, J.; Muthukumaran, S.; Vasudevan, M. Friction Stir Welding of 2.25Cr–1Mo Steel to AISI 316LN Stainless Steel. Trans. Indian Inst. Met. 2020, 73, 1689–1693. [Google Scholar] [CrossRef]
- Akram, J.; Kalvala, P.R.; Chalavadi, P.; Misra, M. Dissimilar metal weld joints of P91/Ni alloy: Microstructural characterization of HAZ of P91 and stress analysis at the weld interfaces. J. Mater. Eng. Perform. 2018, 27, 4115–4128. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N. Some studies on P91 steel and their weldments. J. Alloys Compd. 2018, 743, 332–364. [Google Scholar] [CrossRef]
- Bhanu, V.; Fydrych, D.; Gupta, A.; Pandey, C. Study on microstructure and mechanical properties of laser welded dissimilar joint of P91 steel and INCOLOY 800HT nickel alloy. Materials 2021, 14, 5876. [Google Scholar] [CrossRef] [PubMed]
- Akram, J.; Kalvala, P.R.; Misra, M.; Charit, I. Creep behavior of dissimilar metal weld joints between P91 and AISI 304. Mater. Sci. Eng. A 2017, 688, 396–406. [Google Scholar] [CrossRef] [Green Version]
- Vaillant, J.C.; Vandenberghe, B.; Hahn, B.; Heuser, H.; Jochum, C. T/P23, 24, 911 and 92: New grades for advanced coal-fired power plants—Properties and experience. Int. J. Press. Vessel. Pip. 2008, 85, 38–46. [Google Scholar] [CrossRef]
- Jandová, D.; Kasl, J.; Kanta, V. Creep resistance of similar and dissimilar weld joints of P91 steel. Mater. High Temp. 2006, 23, 165–170. [Google Scholar] [CrossRef]
- Laha, K. Integrity Assessment of Similar and Dissimilar Fusion Welded Joints of Cr-Mo-W ferritic Steels under Creep Condition. Procedia Eng. 2014, 86, 195–202. [Google Scholar] [CrossRef] [Green Version]
- Kulkarni, A.; Dwivedi, D.K.; Vasudevan, M. Study of mechanism, microstructure and mechanical properties of activated flux TIG welded P91 Steel-P22 steel dissimilar metal joint. Mater. Sci. Eng. A. 2018, 731, 309–323. [Google Scholar] [CrossRef]
- Sultan, A.R.; Ravibharath, R.; Narayanasamy, R. Study of dissimilar header welding between 2.25Cr–1Mo steel and 9Cr–1Mo steel with 9018 B9 electrode under various conditions of post weld heat treatment. Trans. Indian Inst. Met. 2017, 70, 2079–2092. [Google Scholar] [CrossRef]
- Mahajan, S.; Chhibber, R. Experimental investigations on P22/P91 dissimilar shielded metal arc welds for power plant applications. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2020, 234, 1313–1324. [Google Scholar] [CrossRef]
- Sudha, C.; Terrance, A.L.E.; Albert, S.K.; Vijayalakshmi, M. Systematic study of formation of soft and hard zones in the dissimilar weldments of Cr-Mo steels. J. Nucl. Mater. 2002, 302, 193–205. [Google Scholar] [CrossRef]
- Sudha, C.; Paul, V.T.; Terrance, A.L.E.; Saroja, S.; Vijayalakshmi, M. Microstructure and microchemistry of hard zone in dissimilar weldments of Cr-Mo steels. Weld. J. 2006, 85, 71–80. [Google Scholar]
- Vidyarthy, R.S.; Kulkarni, A.; Dwivedi, D.K. Study of microstructure and mechanical property relationships of A-TIG welded P91–316L dissimilar steel joint. Mater. Sci. Eng. A. 2017, 695, 249–257. [Google Scholar] [CrossRef]
- Kumar, S.; Sirohi, S.; Vidyarthy, R.S.; Gupta, A.; Pandey, C. Role of the Ni-based filler composition on microstructure and mechanical behavior of the dissimilar welded joint of P22 and P91 steel. Int. J. Press. Vessel. Pip. 2021, 193, 104473. [Google Scholar] [CrossRef]
- Tammasophon, N.; Homhrajai, W. Effect of postweld heat treatment on microstructures and hardness of TIG weldment between P22 and P91 steels with inconel 625 filler metal. J. Met. Mater. Miner. 2011, 21, 93–99. [Google Scholar]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Daniel, F.; Adhithan, B. Softening mechanism of P91 steel weldments using heat treatments. Arch. Civ. Mech. Eng. 2019, 19, 297–310. [Google Scholar] [CrossRef]
- Sirohi, S.; Kumar, S.; Bhanu, V.; Pandey, C.; Gupta, A. Study on the variation in mechanical properties along the dissimilar weldments of P22 and P91 steel. J. Mater. Eng. Perform. 2021, 1–25. [Google Scholar] [CrossRef]
- Albert, S.K.; Gill, T.P.S.; Tyagi, A.K.; Mannan, S.L.; Kulkarni, S.D.; Rodriguez, P. Soft zone formation in dissimilar welds between two Cr-Mo steels. Weld. J. 1997, 76, 135–142. [Google Scholar]
- Sunilkumar, D.; Muthukumaran, S.; Vasudevan, M.; Reddy, G.M. Microstructure and mechanical properties relationship of friction stir- and A-GTA-welded 9Cr-1Mo to 2.25Cr-1Mo steel. J. Mater. Eng. Perform. 2021, 30, 1221–1233. [Google Scholar] [CrossRef]
- Dittrich, F.; Mayr, P.; Martin, D.; Siefert, J.A. Characterization of an ex-service P22 to F91 ferritic dissimilar metal weld. Weld. World 2018, 62, 793–800. [Google Scholar] [CrossRef]
- Laha, K.; Latha, S.; Rao, K.B.S.; Mannan, S.L.; Sastry, D.H. Comparison of creep behaviour of 2.25Cr–1Mo/9Cr–1Mo dissimilar weld joint with its base and weld metals. Mater. Sci. Technol. 2001, 17, 1265–1272. [Google Scholar] [CrossRef]
- Sirohi, S.; Gupta, A.; Pandey, C.; Vidyarthy, R.S.; Guruloth, K.; Natu, H. Investigation of the microstructure and mechanical properties of the laser welded joint of P22 and P91 steel. Opt. Laser Technol. 2022, 147, 107610. [Google Scholar] [CrossRef]
- Panait, C.G.; Bendick, W.; Fuchsmann, A.; Gourgues-Lorenzon, A.F.; Besson, J. Study of the microstructure of the Grade 91 steel after more than 100,000 h of creep exposure at 600 °C. Int. J. Press. Vessel. Pip. 2010, 87, 326–335. [Google Scholar] [CrossRef] [Green Version]
- Pandey, C.; Mahapatra, M.M. Effect of groove design and post-weld heat treatment on microstructure and mechanical properties of P91 steel weld. J. Mater. Eng. Perform. 2016, 25, 2761–2775. [Google Scholar] [CrossRef]
- Pandey, C.; Giri, A.; Mahapatra, M.M. Evolution of phases in P91 steel in various heat treatment conditions and their effect on microstructure stability and mechanical properties. Mater. Sci. Eng. A 2016, 664, 58–74. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Giri, A. Microstructure characterization and charpy toughness of P91 weldment for as-welded, post-weld heat treatment and normalizing & tempering heat treatment. Met. Mater. Int. 2017, 23, 900–914. [Google Scholar] [CrossRef]
- Dak, G.; Pandey, C. Experimental investigation on microstructure, mechanical properties, and residual stresses of dissimilar welded joint of martensitic P92 and AISI 304L austenitic stainless steel. Int. J. Press. Vessel. Pip. 2021, 194, 104536. [Google Scholar] [CrossRef]
- Safyari, M.; Moshtaghi, M. Role of ultrasonic shot peening in environmental hydrogen embrittlement behavior of 7075-T6 Alloy. Hydrogen 2021, 2, 377–385. [Google Scholar] [CrossRef]
- Taraphdar, P.K.; Kumar, R.; Giri, A.; Pandey, C.; Mahapatra, M.M.; Sridhar, K. Residual stress distribution in thick double-V butt welds with varying groove configuration, restraints and mechanical tensioning. J. Manuf. Process. 2021, 68, 1405–1417. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N. Effect of weld consumable conditioning on the diffusible hydrogen and subsequent residual stress and flexural strength of multipass welded P91 steels. Metall. Mater. Trans. B 2018, 49, 2881–2895. [Google Scholar] [CrossRef]
- Chandrasekar, G.; Kailasanathan, C.; Vasundara, M. Investigation on un-peened and laser shock peened dissimilar weldments of Inconel 600 and AISI 316L fabricated using activated-TIG welding technique. J. Manuf. Process. 2018, 35, 466–478. [Google Scholar] [CrossRef]
- Kumar, S.; Chaudhari, G.P.; Nath, S.K.; Basu, B. Effect of Preheat Temperature on Weldability of Martensitic Stainless Steel. Mater. Manuf. Process. 2012, 27, 1382–1386. [Google Scholar] [CrossRef]
- Pandey, C.; Thakare, J.G.; Taraphdar, P.K.; Kumar, P.; Gupta, A.; Sirohi, S. Characterization of the soft zone in dissimilar welds joint of 2.25Cr-1Mo and lean duplex LDX2101 steel. Fusion Eng. Des. 2021, 163, 112147. [Google Scholar] [CrossRef]
- Kumar, S.; Yadav, V.; Sharma, S.; Pandey, C.; Goyal, A.; Kumar, P. Role of dissimilar Ni-based ERNiCrMo-3 filler on the microstructure, mechanical properties and weld induced residual stresses of the ferritic/martensitic P91 steel welds joint. Int. J. Press. Vessel. Pip. 2021, 193, 104443. [Google Scholar] [CrossRef]
- Jula, M.; Dehmolaei, R.; Zaree, S.R.A. The comparative evaluation of AISI 316/A387-Gr.91 steels dissimilar weld metal produced by CCGTAW and PCGTAW processes. J. Manuf. Process. 2018, 36, 272–280. [Google Scholar] [CrossRef]
- Prabu, S.S.; Ramkumar, K.D.; Arivazhagan, N. Microstructural evolution and precipitation behavior in heat affected zone of Inconel 625 and AISI 904L dissimilar welds. IOP Conf. Ser. Mater. Sci. Eng. 2017, 263, 062073. [Google Scholar] [CrossRef] [Green Version]
- Hosseini, H.S.; Shamanian, M.; Kermanpur, A. Characterization of microstructures and mechanical properties of Inconel 617/310 stainless steel dissimilar welds. Mater. Charact. 2011, 62, 425–431. [Google Scholar] [CrossRef]
- Chen, Z.R.; Lu, Y.H.; Ding, X.F.; Shoji, T. Microstructural and hardness investigations on a dissimilar metal weld between low alloy steel and Alloy 82 weld metal. Mater. Charact. 2016, 121, 166–174. [Google Scholar] [CrossRef]
- Reddy, G.M.; Gokhale, A.A.; Prasad, K.S.; Rao, K.P. Chill zone formation in Al-Li alloy welds. Sci. Technol. Weld. Join. 1998, 3, 208–212. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Varma, J.L.N.; Chaitanya, G.; Choudhary, A.; Arivazhagan, N.; Narayanan, S. Effect of autogeneous GTA welding with and without flux addition on the microstructure and mechanical properties of AISI 904L joints. Mater. Sci. Eng. A 2015, 636, 1–9. [Google Scholar] [CrossRef]
- Adhithan, B.; Pandey, C. Study on effect of grain refinement of P92 steel base plate on mechanical and microstructural features of the welded joint. Int. J. Press. Vessel. Pip. 2021, 192, 104426. [Google Scholar] [CrossRef]
- Wang, Q.; Shao, C.; Cui, H.; Gao, Y.; Lu, F. Effect of carbon migration on interface fatigue crack growth behavior in 9Cr/CrMoV dissimilar welded joint. Acta Metall. Sin. (Engl. Lett.) 2021. [Google Scholar] [CrossRef]
- Bunaziv, I.; Olden, V.; Akselsen, O.M. Metallurgical aspects in the welding of clad pipelines—A global outlook. Appl. Sci. 2019, 9, 3118. [Google Scholar] [CrossRef] [Green Version]
- DuPont, J.N.; Lippold, J.C.; Kiser, S.D. Welding Metallurgy and Weldability of Nickel-Base Alloys; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2009. [Google Scholar]
- Ramkumar, K.D.; Kumar, P.S.G.; Krishna, V.R.; Chandrasekhar, A.; Dev, S.; Abraham, W.S.; Prabhakaran, S.; Kalainathan, S.; Sridhar, R. Influence of laser peening on the tensile strength and impact toughness of dissimilar welds of Inconel 625 and UNS S32205. Mater. Sci. Eng. A 2016, 676, 88–99. [Google Scholar] [CrossRef]
- Sirohi, S.; Pandey, C.; Goyal, A. Role of the Ni-based filler (IN625) and heat-treatment on the mechanical performance of the GTA welded dissimilar joint of P91 and SS304H steel. J. Manuf. Process. 2021, 65, 174–189. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Oza, S.; Periwal, S.; Arivazhagan, N.; Sridhar, R.; Narayanan, S. Characterization of weld strength and toughness in the multi-pass welding of Inconel 625 and Super-duplex stainless steel UNS S32750. Ciência Tecnologia dos Materiais 2015, 27, 41–52. [Google Scholar] [CrossRef]
- Inconel, W.; Superalloys, N. Temperature-based prediction of joint hardness in TIG welding of inconel 600, 625 and 718 nickel superalloys. Materials 2021, 14, 442. [Google Scholar] [CrossRef]
- Thakare, J.G.; Pandey, C.; Mahapatra, M.M.; Mulik, R.S. An assessment for mechanical and microstructure behavior of dissimilar material welded joint between nuclear grade martensitic P91 and austenitic SS304 L steel. J. Manuf. Process. 2019, 48, 249–259. [Google Scholar] [CrossRef]
- Sridhar, R.; Ramkumar, K.D.; Arivazhagan, N. Characterization of microstructure, strength, and toughness of dissimilar weldments of inconel 625 and duplex stainless steel SAF 2205. Acta Metall. Sin. (Engl. Lett.) 2014, 27, 1018–1030. [Google Scholar] [CrossRef] [Green Version]
- Sirohi, S.; Kumar, P.; Gupta, A.; Kumar, S.; Pandey, C. Role of Ni-based filler on charpy impact toughness of the P91 welds joint. Mater. Today Proc. 2021, 44, 1043–1049. [Google Scholar] [CrossRef]
- Standard, S. Welding Consumables—Covered Electrodes for Manual Metal arc Welding of Creep-Resisting Steels—Classification (ISO 3580:2004); Polski Komitet Normalizacyjny: Warsaw, Poland, 2008. [Google Scholar]
- Silwal, B.; Li, L.; Deceuster, A.; Griffiths, B. Effect of postweld heat treatment on the toughness of heat-affected zone for Grade 91 steel. Weld. J. 2013, 92, 80s–87s. [Google Scholar]
- Pandey, C.; Mahapatra, M.M.; Kumar, P. A comparative study of transverse shrinkage stresses and residual stresses in P91 welded pipe including plasticity error. Arch. Civ. Mech. Eng. 2018, 18, 1000–1011. [Google Scholar] [CrossRef]
- Maduraimuthu, V.; Vasudevan, M.; Muthupandi, V.; Bhaduri, A.K. Effect of activated flux on the microstructure, mechanical properties, and residual stresses of modified 9Cr-1Mo steel weld joints. Metall. Mater. Trans. B 2012, 43, 123–132. [Google Scholar] [CrossRef]
- Sirohi, S.; Taraphdar, P.K.; Dak, G.; Pandey, C.; Sharma, S.K.; Goyal, A. Study on evaluation of through-thickness residual stresses and microstructure-mechanical property relation for dissimilar welded joint of modified 9Cr–1Mo and SS304H steel. Int. J. Press. Vessel. Pip. 2021, 194, 104557. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | P91 Base Plate | P22 Base Plate | ERNiCrMo-3 Filler Metal |
|---|---|---|---|
| C | 0.08 | 0.11 | 0.012 |
| Si | 0.25 | 0.28 | 0.09 |
| Mn | 0.38 | 0.45 | 0.37 |
| Cr | 8.18 | 1.95 | 20.67 |
| Mo | 0.90 | 0.92 | 9.23 |
| Ni | 0.12 | 0.05 | 64.89 |
| Nb | 0.05 | - | 3.96 |
| V | 0.22 | 0.09 | - |
| Ti | - | - | 0.12 |
| Al | - | - | 0.08 |
| Fe | Rest | Rest | 0.36 |
| Position | Welding Current (A) | Arc Voltage (V) |
|---|---|---|
| Root pass | 125 | 12–14 |
| Filling pass 1 | 145 | 16–18 |
| 2 | 152 | 20–22 |
| 3 | 152 | 20–22 |
| 4 | 158 | 20–22 |
| 5 | 160 | 22–24 |
| 6 | 160 | 22–24 |
| Sample | Yield Strength (MPa) | Tensile Strength (MPa) | % Elongation (%e) | Fracture Location | Joint Efficiency (%) [52] | ||||
|---|---|---|---|---|---|---|---|---|---|
| P91 base metal [28] | 475 ± 25 | 715 ± 15 | 20 ± 2 | - | - | ||||
| P22 base metal | 495 ± 5 | 610 ± 2 | 35 | - | - | ||||
| AW | Sample 1 | 420 | 415 ± 5 | 619 | 615 ± 4 | 27 | 26.67 ± 0.57 | P22 base | 86 |
| Sample 2 | 415 | 611 | 27 | P22 base | |||||
| Sample 3 | 410 | 615 | 26 | P22 base | |||||
| PWHT | Sample 1 | 384 | 382 ± 5 | 505 | 493 ± 11 | 27 | 28.67±1.52 | P22 base | 69 |
| Sample 2 | 376 | 490 | 29 | P22 base | |||||
| Sample 3 | 385 | 484 | 30 | P22 base | |||||
| Impact Toughness | AW | PWHT |
|---|---|---|
| Impact toughness (weld metal: top) | 65 ± 3 J | 58 ± 4 J |
| Impact toughness (weld metal: root) | 74 ± 3 J | 69 ± 5 J |
| Impact toughness (P91 side HAZ) | 75 ± 3 J | 108 ± 2 J |
| Impact toughness (P22 side HAZ) | 130 ± 4 J | 172 ± 5 J |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sauraw, A.; Sharma, A.K.; Fydrych, D.; Sirohi, S.; Gupta, A.; Świerczyńska, A.; Pandey, C.; Rogalski, G. Study on Microstructural Characterization, Mechanical Properties and Residual Stress of GTAW Dissimilar Joints of P91 and P22 Steels. Materials 2021, 14, 6591. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14216591
Sauraw A, Sharma AK, Fydrych D, Sirohi S, Gupta A, Świerczyńska A, Pandey C, Rogalski G. Study on Microstructural Characterization, Mechanical Properties and Residual Stress of GTAW Dissimilar Joints of P91 and P22 Steels. Materials. 2021; 14(21):6591. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14216591
Chicago/Turabian StyleSauraw, Anupam, Atul Kumar Sharma, Dariusz Fydrych, Sachin Sirohi, Ankur Gupta, Aleksandra Świerczyńska, Chandan Pandey, and Grzegorz Rogalski. 2021. "Study on Microstructural Characterization, Mechanical Properties and Residual Stress of GTAW Dissimilar Joints of P91 and P22 Steels" Materials 14, no. 21: 6591. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14216591