
Experimental Analysis of the Influence of the Application of TiN, TiAlN, CrN and DLC1 Coatings on the Friction Losses in an Aviation Internal Combustion Engine Intended for the Propulsion of Ultralight Aircraft


Abstract
:1. Introduction
2. Materials and Methods
2.1. Initial Verification Tests of Rings with Anti-Wear Coatings
2.2. Measurements of the Shape of the Sliding Surfaces of Sealing Rings with a Profilograph and Devices for Measuring Selected Working Planes
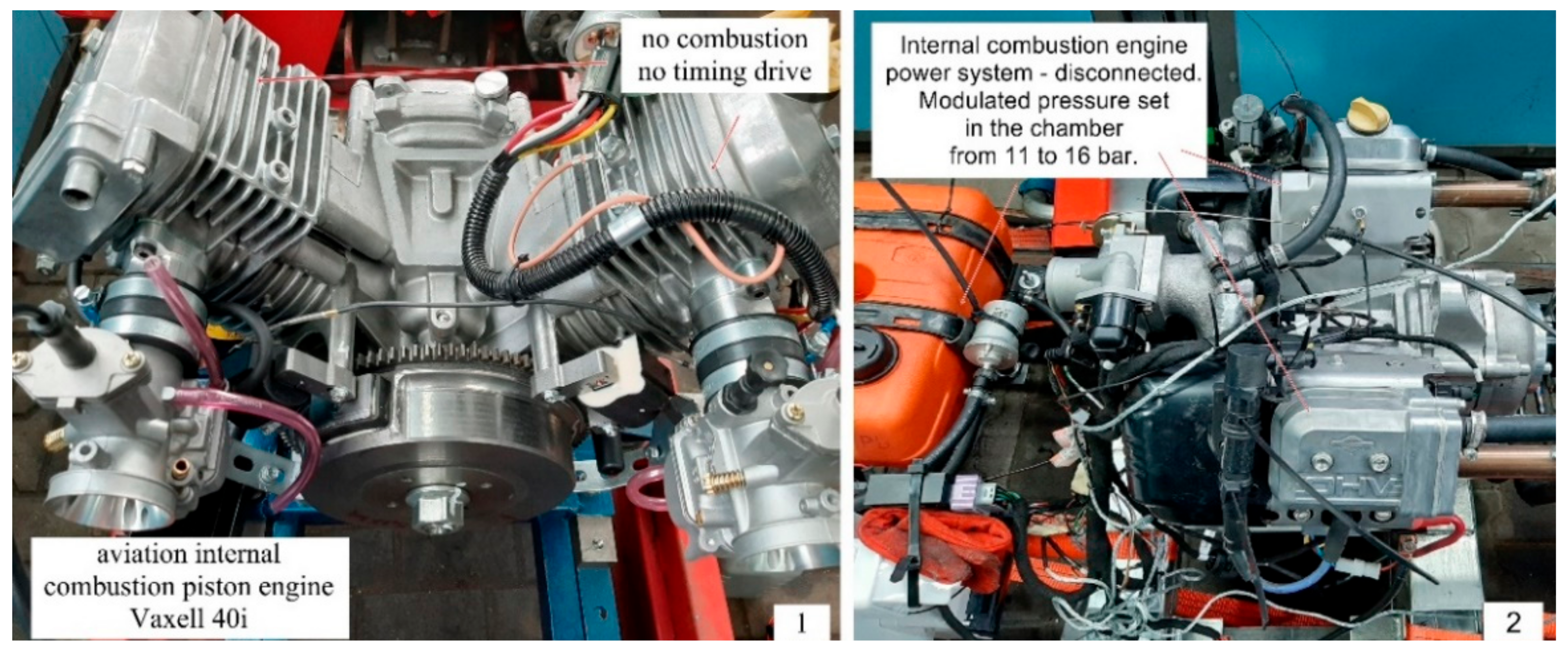
2.3. The Test Stand for Measuring the Moment of Resistance to Movement of the Main Engine Mechanisms
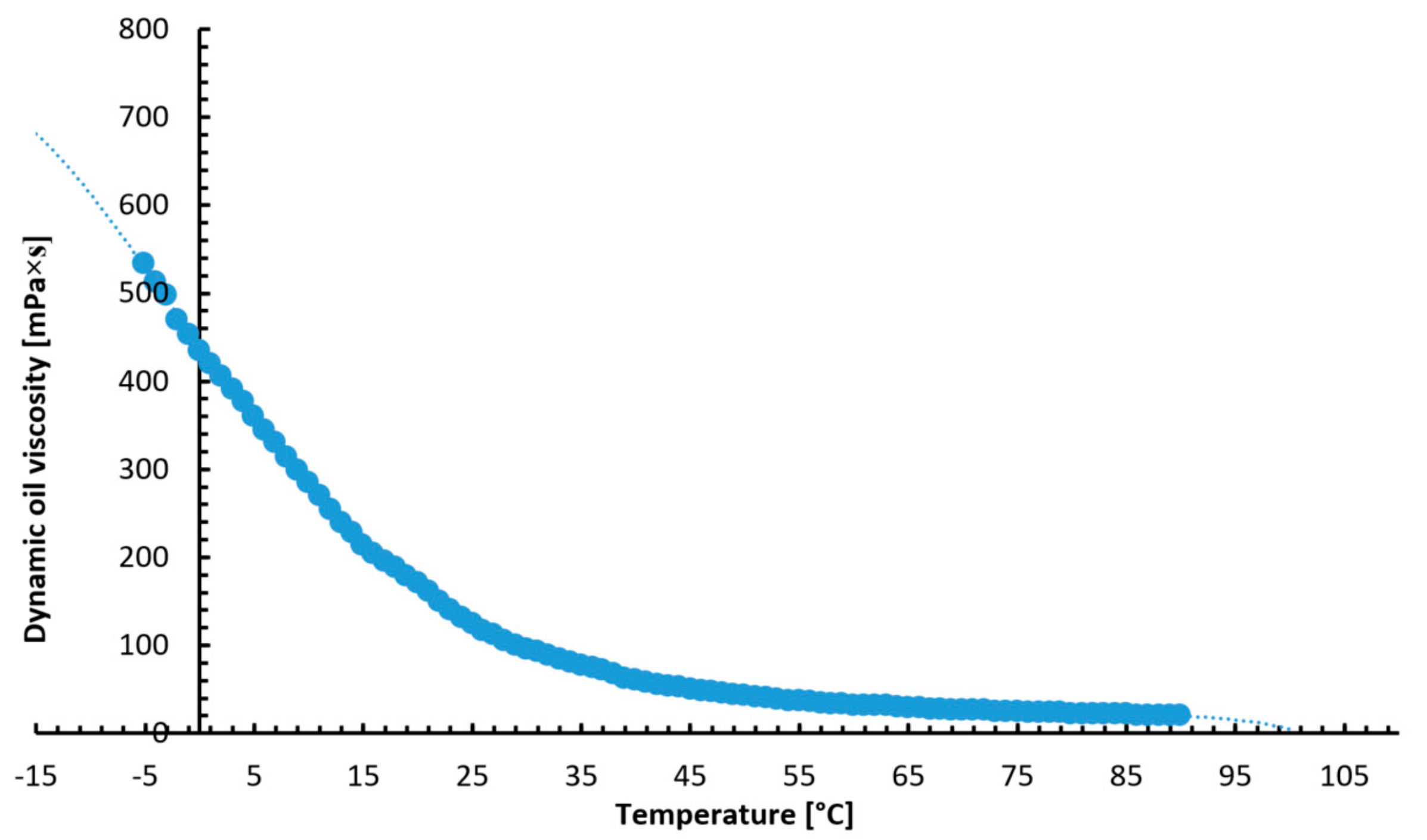
2.4. Measurements of Dynamic Viscosity of the Engine Oil Intended for Testing
2.5. The Measurement of the Moment of Resistance to Movement of the Piston–Piston Rings–Cylinder Mechanism on the Test Stand
2.6. Method of Testing for Coatings Used in the Engine Tests
3. Results and Discussion
Properties of the Coatings Used in Tests with an Engine Dynamometer
4. Conclusions
- (1)
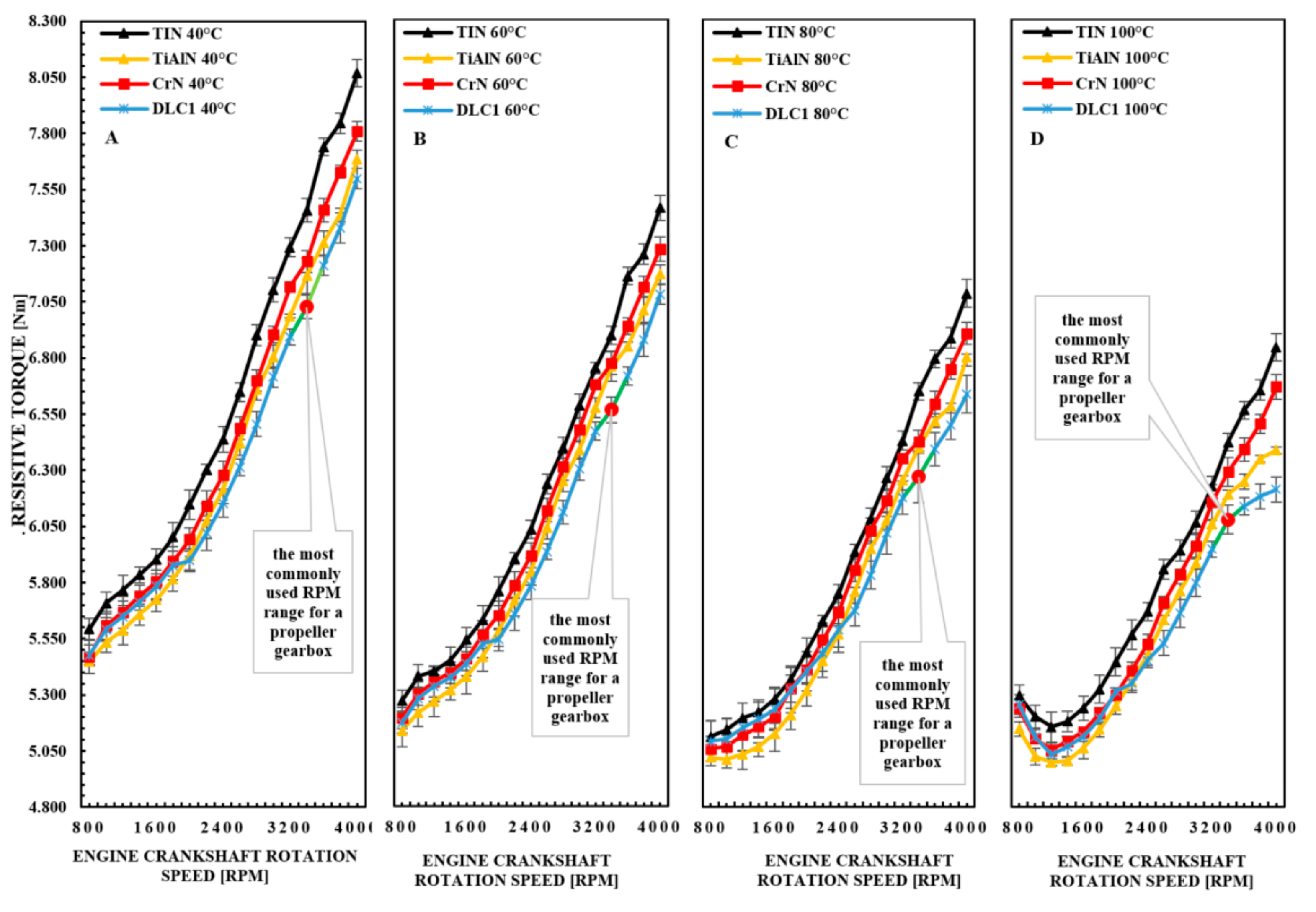
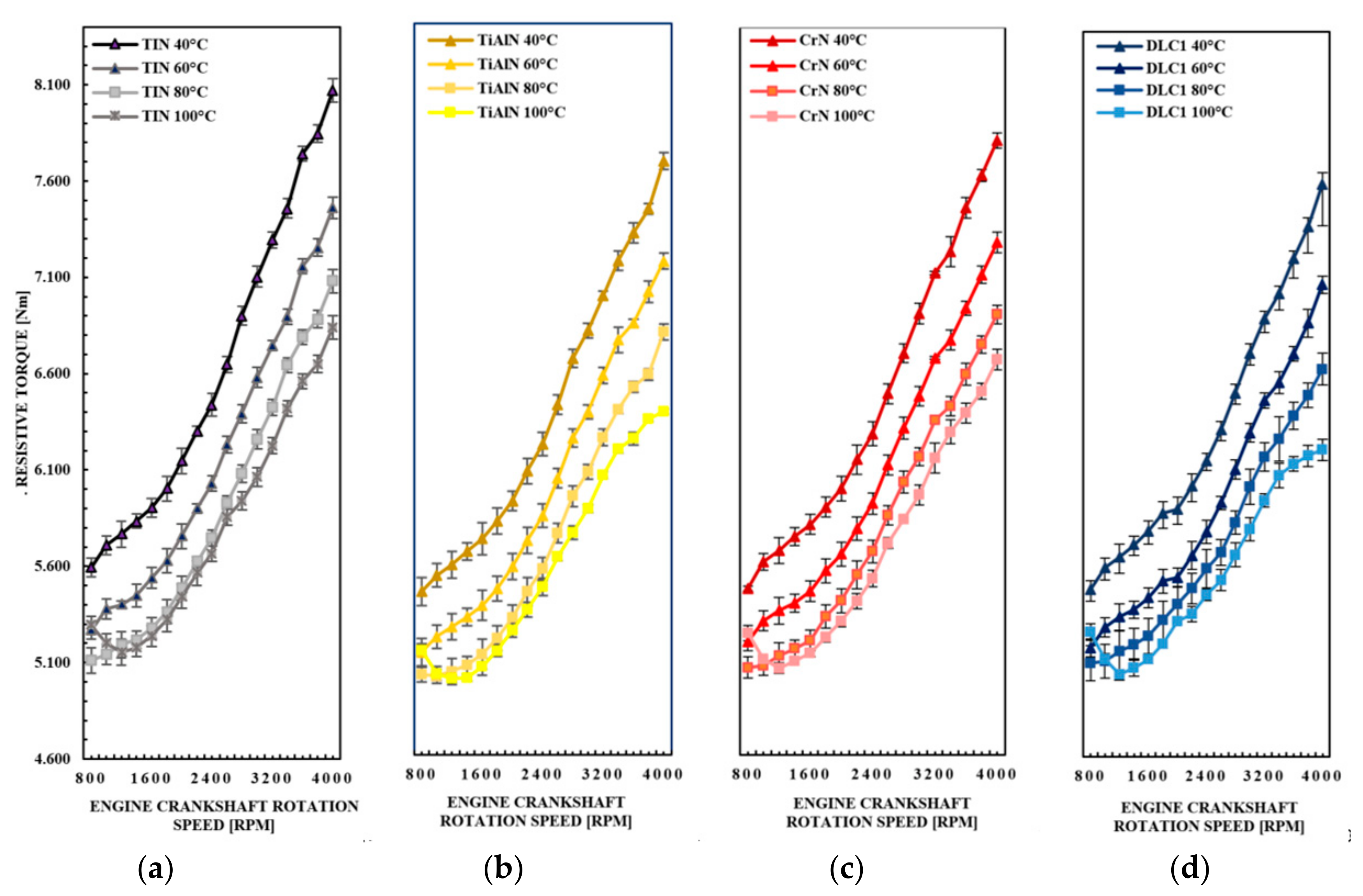
- DLC1 coatings, in relation to other anti-wear coatings, show the best ability to reduce friction losses of the sealing rings above 2000 rpm, which translates into a significant reduction in the engine resistance torque in the most frequently used crankshaft rotational speed range from 3200 to 3600 rpm. With regard to TiN coatings, assuming a 45% share of the friction losses per piston rings of the engine, it can be said that DLC1 coatings contribute to the reduction in friction losses of the rings by approximately 14.471%.
- (2)
- TiAlN coatings perform best in the range of crankshaft rotational speeds below 2000 rpm for all engine oil temperatures considered. In this range, the difference in the values of the moments of resistance to motion of the engine for the TiN and TiAl coatings ranges from 2.507 to 3.334%.
- (3)
- The TiN coating produces the greatest resistance to motion in relation to the TiAlN, CrN and DLC1 coatings, and the difference in these values for the temperature of 100 °C and the rotational speed of the crankshaft in the range from 3200 to 3600 rpm is follows: for the TiN and TiAlN coatings from 2.417 to 4.540%, and for TiN and DLC1 coatings from 4.174 to 6.512%.
- (4)
- The TiN, TiAlN, CrN and DLC1 coatings show the ability to increase the engine resistance torque in the range from 800 to 1000 rpm for an oil temperature of 100 °C in relation to higher rotational speeds of the engine crankshaft.
- (5)
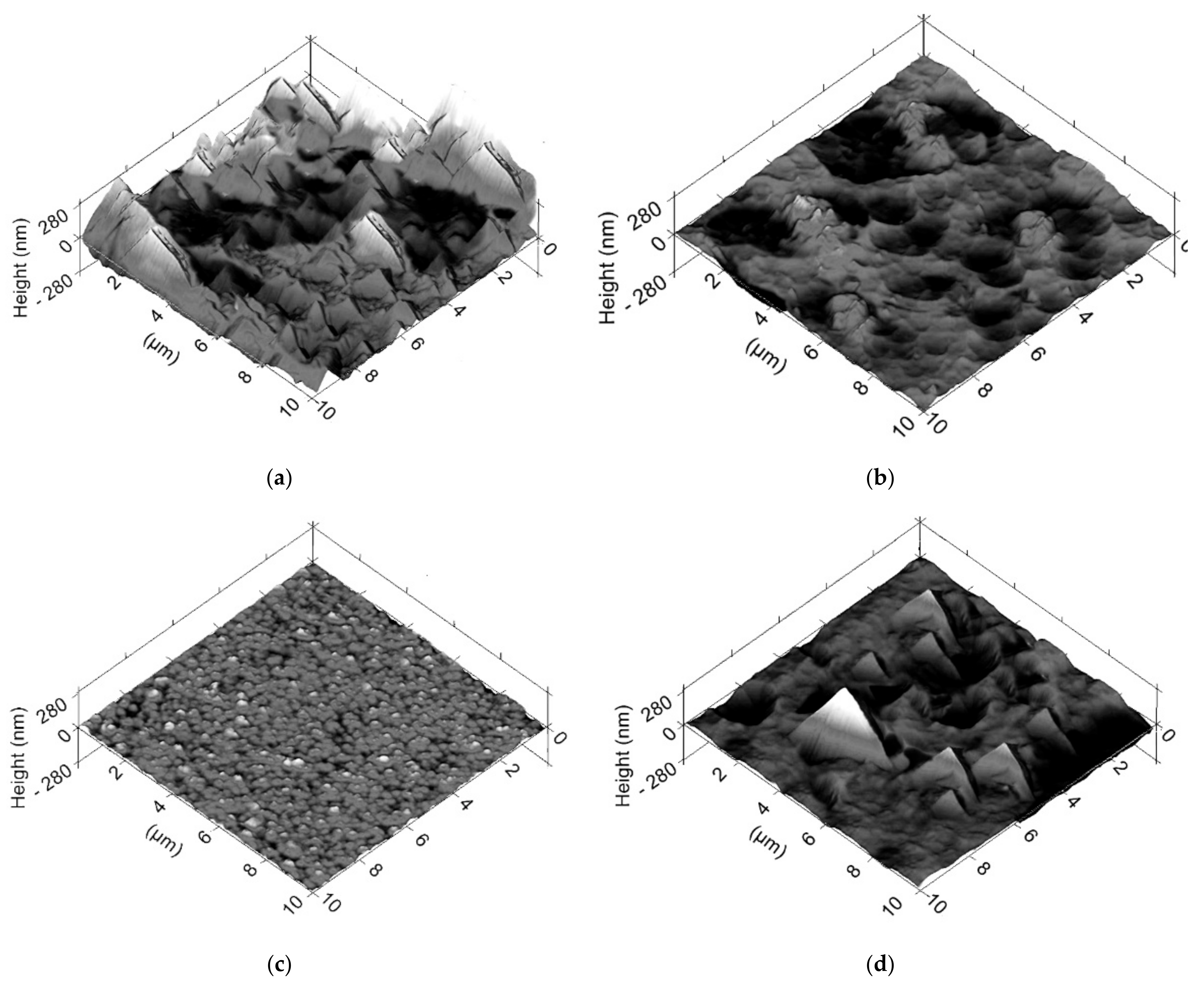
- Coatings with a low roughness value contribute to the effective reduction in friction losses, especially of the TiAlN and DLC1 coatings. It is also highly dependent on the correlation between the hardness and surface texture after the running-in period. The process itself and the accuracy of the surface preparation for the coating are also important.
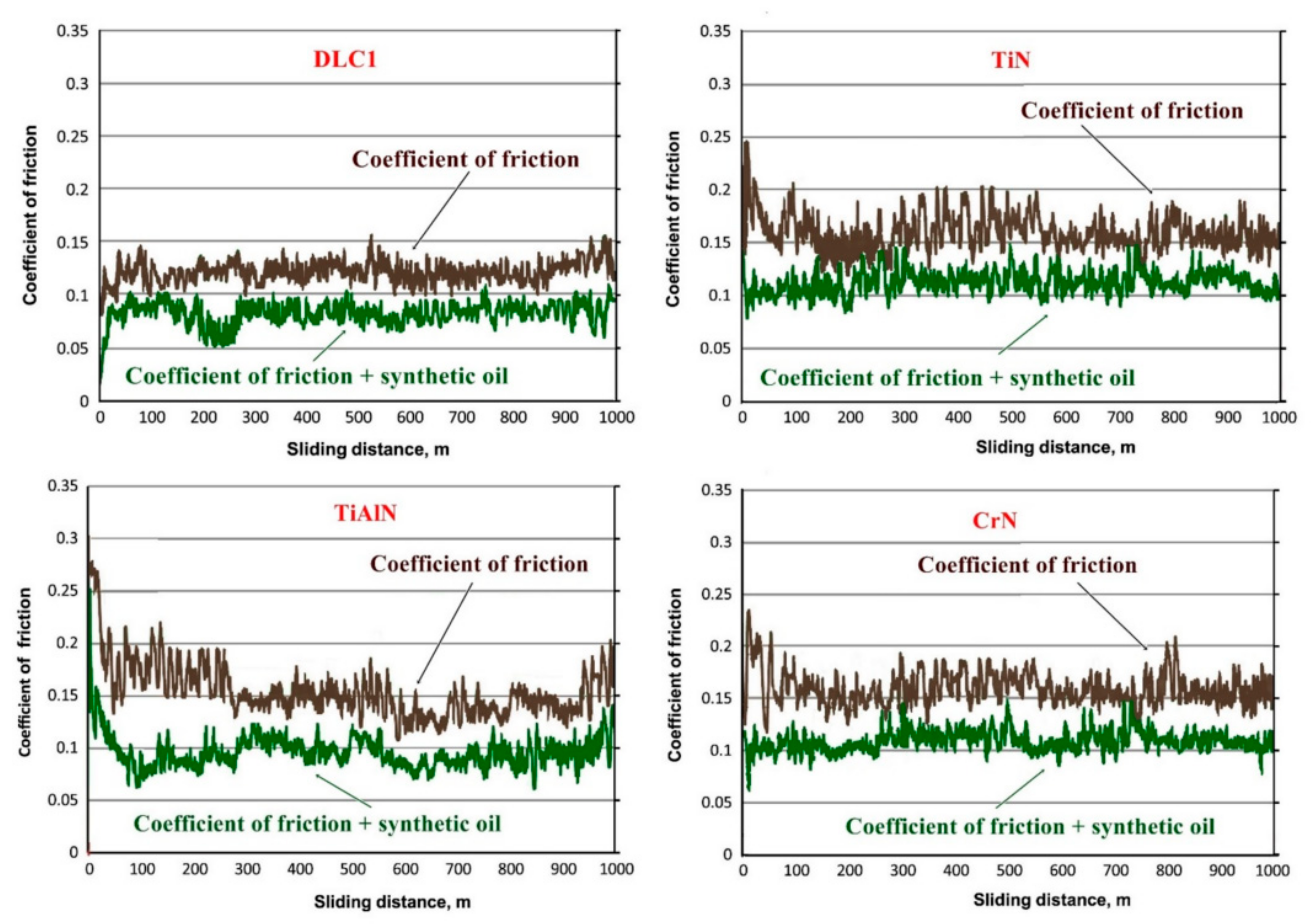
- (6)
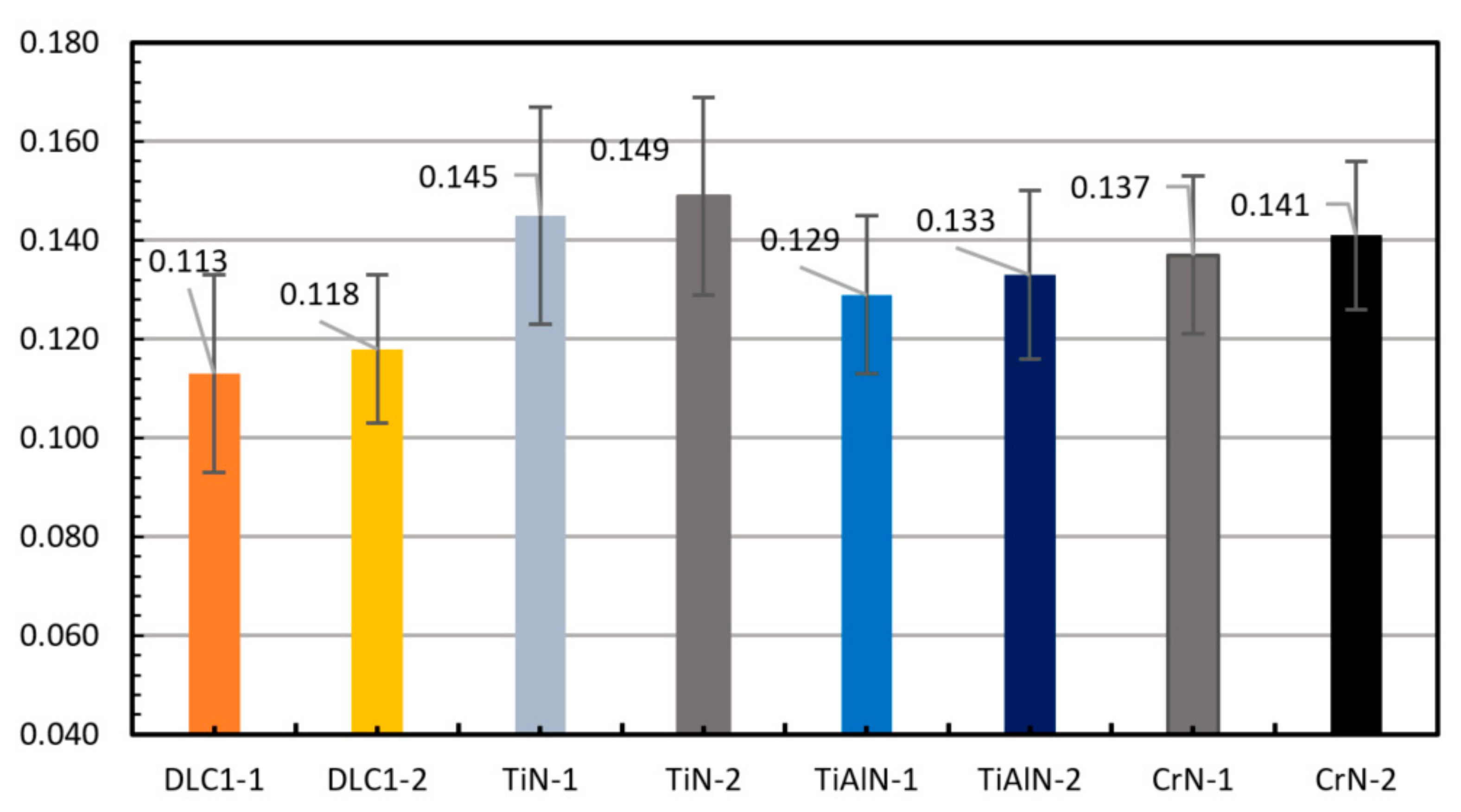
- Based on dry tribometric tests and with the use of oil mist, it was found that the lowest values of the friction coefficients have DLC1, TiAlN, CrN and TiN coatings. The value of the coefficient of friction closely depends on the conditions of the surface preparation for the applied coating, but also on the material used for the counter-sample.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wróblewski, P.; Iskra, A. Problems of Reducing Friction Losses of a Piston-Ring-Cylinder Configuration in a Combustion Piston Engine with an Increased Isochoric Pressure Gain. In SAE Technical Paper; 2020-01-2227; SAE: Warrendale, PA, USA, 2020. [Google Scholar] [CrossRef]
- Findik, F. Latest progress on tribological properties of industrial materials. Mater. Des. 2014, 57, 218–244. [Google Scholar] [CrossRef]
- Quentin, R. Wald, the Aerodynamics of Propellers. Prog. Aerosp. Sci. 2006, 42, 85–128. [Google Scholar] [CrossRef]
- Batchelor, G.K. An Introduction to Fluid Dynamics; Cambridge University Press: Cambridge, UK, 1967. [Google Scholar]
- Greeley, D.S.; Kerwin, J.E. Numerical methods for propeller design and analysis in steady flow. In Proceedings of the Annual Meeting, Society of Naval Architects and Marine Engineers, New York, NY, USA, 17–20 November 1982. Paper No. 14. [Google Scholar]
- Wróblewski, P. Effect of asymmetric elliptical shapes of the sealing ring sliding surface on the main parameters of the oil film. In Proceedings of the VII International Congress on Combustion Engines, Combustion Engines, Poznań, Poland, 27–29 June 2017; Volume 168, pp. 84–93. [Google Scholar] [CrossRef]
- Wróblewski, P. The effect of the distribution of variable characteristics determining the asymmetry of the sealing rings sliding surfaces on the values of friction loss coefficients and other selected parameters of oil film. In Proceedings of the VII International Congress on Combustion Engines, Combustion Engines, Poznań, Poland, 27–29 June 2017; Volume 171, pp. 107–116. [Google Scholar] [CrossRef]
- Zhang, Q.; Kalva, T.V.; Tian, T. Modeling the Evolution of Fuel and Lubricant Interactions on the Liner in Internal, Combustion Engines. In SAE Technical Paper; SAE: Warrendale, PA, USA, 2018. [Google Scholar] [CrossRef]
- Wróblewski, P. The Impact of the Asymetric Shapes of Sliding Surfaces of Sealing Rings on the Mechanical Efficiency of the Reciprocating Combustion Engine. Ph.D. Thesis, Poznań University of Technology, Poznan, Poland, 2018. [Google Scholar]
- API. Engine Oil Licensing and Certification System, Appendix E, API Base Oil Interchangeability Guidelines; API 1509: Littleton, LA, USA, 2007. [Google Scholar]
- Mortier, R.M.; Fox, M.F.; Orszulik, S.T. Chemistry and Technology of Lubricants, 3rd ed.; Springer: Dordrecht, The Netherlands; Heidelberg, Germany; London, UK; New York, NY, USA, 2010. [Google Scholar]
- Syed, Q.A.; Rizvi, P.D. A Comprehensive Review of Lubricant Chemistry, Technology, Selection and Design; American Society for Testing and Materials: Gaithersburg, MD, USA, 2009. [Google Scholar]
- Trivedia, H.K.N.H.; Forsterb, S.S. Rolling contact fatigue testing of a 3 cSt polyolester lubricant with and without TCP and DODPA/PANA at 177 oC. Tribol. Lett. 2004, 16, 231–237. [Google Scholar] [CrossRef]
- Yagi, K.; Kajita, S.; Izumi, T.; Koyamachi, J.; Tohyama, M.; Saito, K.; Sugimura, J. Simultaneous synchrotron X-ray diraction, near-infrared, and visible in situ observation of scung process of steel in sliding contact. Tribol. Lett. 2016, 61, 19. [Google Scholar] [CrossRef]
- Kamps, T.J.; Walker, J.C.; Wood, R.J.; Lee, P.M.; Plint, A.G. Scung mechanisms of EN-GJS 400-15 spheroidal graphite cast iron against a 52100 bearing steel in a PAO lubricated reciprocating contact. Wear 2017, 376, 1542–1551. [Google Scholar] [CrossRef] [Green Version]
- Lawrence, K.D.; Ramamoorthy, B. Multi-surface topography targeted plateau honing for the processing of cylinder liner surfaces of automotive engines. Appl. Surf. Sci. 2016, 365, 19–30. [Google Scholar] [CrossRef]
- Rudnick, L.R. Lubricant Additives: Chemistry and Applications, 2nd ed.; CRC Press: Boca Raton, FL, USA; London, UK; New York, NY, USA, 2009. [Google Scholar]
- Ramesh, A.; Akram, W.; Mishra, S.P.; Cannon, A.H.; Polycarpou, A.A.; King, W.P. Friction characteristics of microtextured surfaces under mixed and hydrodynamic lubrication. Tribol. Int. 2013, 57, 170–176. [Google Scholar] [CrossRef]
- Vladescu, S.C.; Medina, S.; Olver, A.V.; Pegg, I.G.; Reddyho, T. Lubricant film thickness and friction force measurements in a laser surface textured reciprocating line contact simulating the piston ring–liner pairing. Tribol. Int. 2016, 98, 317–329. [Google Scholar] [CrossRef] [Green Version]
- Nanbu, T. Friction Control by means of micro-textures. J. Jpn. Soc. Tribol. 2010, 55, 43–48. [Google Scholar]
- Huang, R.; Ma, S.; Zhang, M.; Xu, J.; Wang, Z. Dynamic deformation and failure process of quasi-closed-cell aluminum foam manufactured by direct foaming technique. Mat. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process 2019, 756, 302–311. [Google Scholar] [CrossRef]
- Zhmud, B.; Tomanik, E.; Grabon, W.; Schorr, D.; Brodmann, B. Optimizing the Piston/Bore Tribology: The Role of Surface Specifications, Ring Pack, and Lubricant. In SAE Technical Paper; SAE: Warrendale, PA, USA, 2020. [Google Scholar] [CrossRef]
- Koszalka, G.; Niewczas, A.; Guzik, M. Predicted and Actual Effect of Cylinder Liner Wear on the Blowby in a Truck Diesel Engine. In SAE Technical Paper; SAE: Warrendale, PA, USA, 2008. [Google Scholar] [CrossRef]
- Wu, D.; Wu, Z.; Zhang, L.; Hu, J. Safety and Airworthiness Design of Ultra-Light and Very Light Amphibious Aircrafts. Procedia Eng. 2011, 17, 212–225. [Google Scholar] [CrossRef] [Green Version]
- Xie, J.; Zhou, Y.; Tian, M. Study on Continuing Airworthiness of Reciprocating Aeroengine about Valve Sticking and Valve Breakage. Procedia Eng. 2014, 80, 445–455. [Google Scholar] [CrossRef]
- Dziubak, T. Performance characteristics of air intake pleated panel filters for internal combustion engines in a two-stage configuration. Aerosol Sci. Technol. 2018, 52, 1293–1307. [Google Scholar] [CrossRef]
- Dziubak, T.; Szwedkowicz, S. Operating properties of non-woven fabric panel filters for internal combustion engine inlet air in single and two-stage filtration systems. Eksploat. I Niezawodn. Maint. Reliab. 2015, 17, 519–527. [Google Scholar] [CrossRef]
- Dziubak, T. The effects of dust extraction on multi-cyclone and non-woven fabric panel filter performance in the air filters used in special vehicles. Eksploat. I Niezawodn. Maint. Reliab. 2016, 18, 348–357. [Google Scholar] [CrossRef]
- Koszałka, G.; Guzik, M. Mathematical model of piston ring sealing in combustion engine. Pol. Marit. Res. 2014, 21, 66–78. [Google Scholar] [CrossRef] [Green Version]
- Koszalka, G. The use of the gas flow model to improve the design of the piston-rings-cylinder system of a diesel engine IOP Conference Series. Mater. Sci. Eng. 2019, 659, 012072. [Google Scholar]
- Zhou, Q.; Shilling, I.; Richardson, S.H. Prediction of Total Engine Friction Power Loss from Detailed Component Models; Dowson, D., Priest, M., Dalmaz, G., Lubrecht, A.A., Eds.; Tribology Series, USA; Elsevier: Amsterdam, The Netherlands, 2003; Volume 41, pp. 761–766. ISBN 9780444512437. [Google Scholar] [CrossRef]
- Xu, Y.; Zheng, Q.; Geng, J.; Dong, Y.; Tian, M.; Yao, L.; Dearn, K.D. Synergistic Effects of Electroless Piston Ring Coatings and Nano-additives in OIL on the friction and Wear of a Piston Ring/Cylinder Liner Pair. Wear 2019, 422–423, 201–211. [Google Scholar] [CrossRef]
- Wróblewski, P. Technology for Obtaining Asymmetries of Stereometric Shapes of the Sealing Rings Sliding Surfaces for Selected Anti-Wear Coatings, 2020-01-2229. SAE Int. USA 2020. [Google Scholar] [CrossRef]
- Guu, Y.Y.; Lin, J.F.; Ai, C.F. The tribological characteristics of titanium nitride coatings Part, I. Coating thickness effects. Wear 1996, 194, 12–21. [Google Scholar] [CrossRef]
- Feng, W.; Yan, D.; He, J.; Li, X.; Dong, Y. Reactive plasma sprayed TiN coating and its tribological properties. Wear 2005, 258, 806–811. [Google Scholar] [CrossRef]
- Borgioli, F.; Galvanetto, E.; Galliano, F.P.; Bacci, T. Sliding wear resistance of reactive plasma sprayed Ti-TiN coatings. Wear 2006, 260, 832–837. [Google Scholar] [CrossRef]
- Cassar, G.; Wilson, J.C.A.B.; Banfield, S.; Housden, J.; Matthews, A.; Leyland, A. A study of the reciprocating-sliding wear performance of plasma surface treated titanium alloy. Wear 2010, 269, 60–70. [Google Scholar] [CrossRef]
- Grabon, W.; Pawlus, P.; Wos, S.; Koszela, W.; Wieczorowski, M. Effects of honed cylinder liner surface texture on tribological properties of piston ring-liner assembly in short time tests. Tribol. Int. 2017, 113, 137–148. [Google Scholar] [CrossRef]
- Skopp, A.; Kelling, N.; Woydt, M.; Berger, L.M. Thermally sprayed titanium suboxide coatings for piston ring/cylinder liners under mixed lubrication and dry-running conditions. Wear 2007, 262, 1061–1070. [Google Scholar] [CrossRef]
- Landa, J.; Illarramendi, I.; Kelling, N.; Woydt, M.; Skopp, A.; Hartelt, M. Potential of thermal sprayed TinO2n-1-coatings for substituting molybdenum-based ring coatings. Ind. Lubr. Tribol. 2007, 59, 217–229. [Google Scholar] [CrossRef]
- Wan, S.; Wang, H.; Xia, Y.; Tieu, A.K.; Tran, B.H.; Zhu, H.; Zhang, G.; Zhu, Q. Investigating the corrosion-fatigue wear on CrN coated piston rings from laboratory wear tests and field trial studies. Wear 2019, 432–433, 202940. [Google Scholar] [CrossRef]
- Cho, D.-H.; Lee, Y.-Z. Evaluation of ring surfaces with several coatings for friction, wear and scuffing life. Trans. Nonferrous Met. Soc. China 2009, 19, 992–996. [Google Scholar] [CrossRef]
- Wan, S.; Li, D.; Zhang, G.; Tieu, A.K.; Zhang, B. Comparison of the scuffing behaviour and wear resistance of candidate engineered coatings for automotive piston rings. Tribol. Int. 2017, 106, 10–22. [Google Scholar] [CrossRef]
- Vinoth, I.S.; Detwal, S.; Umasankar, V.; Sarma, A. Tribological studies of automotive piston ring by diamond-like carbon coating. Tribol. Mater. Surf. Interfaces 2019, 13. [Google Scholar] [CrossRef]
- Tyagi, A.; Pandey, S.M.; Murtaza, Q.; Walia, R.S.; Tyagi, M. Tribological behavior of carbon coating for piston ring applications using Taguchi approach. Mater. Today Proc. 2020, 25, 759–764. [Google Scholar] [CrossRef]
- Tung, S.C.; Gao, H. Tribological characteristics and surface interaction between piston ring coatings and a blend of energy-conserving oils and ethanol fuels. Wear 2003, 255, 1276–1285. [Google Scholar] [CrossRef]
- Bhowmick, S.; Banerji, A.; Alpas, A.T. Tribological behavior of Al–6.5%, –12%, –18.5% Si alloys during machining using CVD diamondand DLC coated tools. Surf. Coat. Technol. 2015, 284, 353–364. [Google Scholar] [CrossRef]
- Bhowmick, S.; Banerji, A.; Alpas, A.T. Friction reduction mechanisms in multi- layer grapheme sliding against hydrogenated diamond-like carbon. Carbon 2016, 109, 795–804. [Google Scholar] [CrossRef]
- Sui, X.; Liu, J.; Zhang, S.; Yang, J.; Hao, J. Microstructure, mechanical and tribological characterization of CrN/DLC/Cr-DLC multilayer coating with improved adhesive wear resistance. Appl. Surf. Sci. 2018, 439, 24–32. [Google Scholar] [CrossRef]
- Wróblewski, P. Analysis of Torque Waveforms in Two-Cylinder Engines for Ultralight Aircraft Propulsion Operating on 0W-8 and 0W-16 Oils at High Thermal Loads Using the Diamond- Like Carbon Composite Coating. SAE Int. J. Engines 2021, 15. [Google Scholar] [CrossRef]
- Wróblewski, P.; Koszalka, G. An Experimental Study on Frictional Losses of Coated Piston Rings with Symmetric and Asymmetric Geometry. SAE Int. J. Engines 2021, 14. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Engine Model | 40i |
| Total engine capacity (cm3) | 627 |
| Cylinder diameter (mm) | 75.5 |
| Piston stroke (mm) | 70.0 |
| Compression ratio | 8.5 |
| Axial height of the upper sealing ring (mm) | 1.50 |
| Axial height of the lower sealing ring (mm) | 1.75 |
| Axial height of the scraper ring shelf (mm) | 0.40 |
| Distance between the upper ring and the piston crown (mm) | 4.00 |
| Distance of the upper ring from the lower ring (mm) | 3.40 |
| Distance of the lower ring from the scraper ring (mm) | 5.20 |
| Medium pressure of the upper sealing ring (MPa) | 0.20 |
| Medium pressure of the lower sealing ring (MPa) | 0.20 |
| Mean pressure of the scraper ring (MPa) | 1.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wróblewski, P.; Rogólski, R. Experimental Analysis of the Influence of the Application of TiN, TiAlN, CrN and DLC1 Coatings on the Friction Losses in an Aviation Internal Combustion Engine Intended for the Propulsion of Ultralight Aircraft. Materials 2021, 14, 6839. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14226839
Wróblewski P, Rogólski R. Experimental Analysis of the Influence of the Application of TiN, TiAlN, CrN and DLC1 Coatings on the Friction Losses in an Aviation Internal Combustion Engine Intended for the Propulsion of Ultralight Aircraft. Materials. 2021; 14(22):6839. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14226839
Chicago/Turabian StyleWróblewski, Piotr, and Robert Rogólski. 2021. "Experimental Analysis of the Influence of the Application of TiN, TiAlN, CrN and DLC1 Coatings on the Friction Losses in an Aviation Internal Combustion Engine Intended for the Propulsion of Ultralight Aircraft" Materials 14, no. 22: 6839. https://0-doi-org.brum.beds.ac.uk/10.3390/ma14226839