
Duplex Nucleation and Its Effect on the Grain Size and Properties of Near Eutectic Al-Si Alloys


Key Laboratory for Liquid-Solid Structural Evolution and Processing of Materials, Ministry of Education, Shandong University, Jinan 250061, China
*
Author to whom correspondence should be addressed.
Materials 2022, 15(7), 2507; https://0-doi-org.brum.beds.ac.uk/10.3390/ma15072507
Submission received: 18 February 2022
/
Revised: 21 March 2022
/
Accepted: 25 March 2022
/
Published: 29 March 2022
(This article belongs to the Special Issue Structural Materials for Nuclear Applications)
Abstract
:Duplex nucleation and its effect on the grain size and properties of near eutectic Al-Si alloys were investigated in this work. It is found that the grain size of Al-13Si-1Cu alloy can be greatly refined by addition of Al-2Ti-0.5B-0.5C and Al-P master alloys, and TiB2/AlP duplex nucleation was observed at the nuclei of primary silicon in the process of studying the refinement mechanism. TiB2 phase coated by Al co-existed with AlP in the nuclei of primary Si. The existence of Al phase should not only guarantee the promotion of TiB2 particles on the nucleation of AlP particles, but also made TiB2 particle stable in the core of primary silicon through the interaction with the Si phase. Duplex nucleation can not only affect the grain size of Al-Si alloy, but also effect of the distribution of strengthening phases in Al-Si alloy and improve the properties. Compared with single Al-P master alloy treatment, the tensile strength of Al-12Si-4Cu-2Ni-1Mg alloy after duplex nucleation treatment are improved obviously. The fatigue performance of Al-12Si-4Cu-2Ni-1Mg alloy is also improved significantly by the duplex nucleation.
1. Introduction
Aluminum alloys are increasingly used in the automotive industry. Since its excellent wear resistance and corrosion resistance, low thermal expansion coefficient, high elevated-temperature strength and specific strength, Al-Si alloys were used to produce automobile engine components such as cylinder blocks, cylinder heads and pistons [1,2,3,4,5,6,7]. Alloying and fine grain strengthening are common strengthening methods for casting Al-Si alloys. The alloying is adding Cu, Mg, Ni and other alloying elements to form complex intermetallic phases such as Al2Cu, Mg2Si, Al3Ni, Al3CuNi and Al7Cu4Ni to improve the mechanical properties of Al-Si alloys [5,8,9], especially the high temperature performance. The fine grain strengthening improves the mechanical and surface properties of the alloy.
The refinements of Al-Si series alloys include the refinements of Al dendrite and primary silicon. The grain refinement is closely related to the two factors mentioned above. AlP can be used as the heterogeneous nuclei of primary silicon [10,11,12], as well as Al-Ti-B/Al-Ti-C intermediate alloys were often used to refine aluminum dendrites. Xiangfa Liu et al. reported an Al-2Ti-0.5B-0.5C intermediate alloy [13], which has a better refinement effect on silicon containing hypoeutectic aluminum alloy. Several experiments have found duplex nucleation [14,15,16,17,18,19,20,21], especially at the core of primary silicon. L.N. Yu et al. [18,19] found that TiB2 or Al4C3 particles can absorb AlP particles and have a peritectic-like coupling with them, forming a large number of coupling compounds that serve as heterogeneous nucleating substrates for primary silicon grains. Wu, Y. Y et al. [20] found that even when P content is lower than the AlP nucleation threshold concentration, AlP can nucleate on the surface of AlB2 to form a catalytic AlP layer, and finally primary silicon nucleate. Wang, K. et al. [21] found that AlP particles combined with γ-Al2O3 particles had enhanced the nucleation ability and efficiency of Al-P-O master alloy and promote the refinement of primary Si, and γ-Al2O3 nanoparticles could modify eutectic Si by inducing TPRE(twin plane re-entrant edge) poisoning.
However, most of the studies focus on the effect of duplex nucleation on primary silicon, but do not pay attention to the effect of duplex nucleation on grain refinement of near-eutectic Al-Si alloys. The grain refinement of materials has an important effect on their properties, especially plasticity and fatigue properties, but it is difficult to refine the grain of near-eutectic Al-Si alloys. In this work, the grain size of the near eutectic Al-Si alloy was refined by 75.2% by duplex nucleation. We will also study the duplex nucleation and its effect on the grain size and properties of near-eutectic Al-Si alloys by addition of Al-2Ti-0.5B-0.5C [22] and Al-P master alloys. The mechanism of duplex nucleation will be analyzed by focusing ion beam scanning electron microscopy (SEM) and high resolution transmission electron microscopy (HTEM).
2. Experimental Materials and Methods
2.1. Material Preparation
The alloys prepared and analyzed in the experiment were Al-13Si-1Cu and Al-12Si-4Cu-2Ni-1Mg (all compositions are in wt.% unless otherwise stated), and the materials used in this work were pure aluminum (99.7%), silicon (99.7%), pure magnesium (99.97%), copper (99.7%) and nickel (99.8%). The master alloy used in the experiment were Al-3.5P and Al-2Ti-0.5B-0.5C (provided by Shandong Al and Mg Melt Technology Co. Ltd., Jinan, China).
Firstly, Al-13Si-1Cu and Al-12Si-4Cu-2Ni-1Mg alloys were prepared in a 5 kW resistance furnace. After the temperature of melt stabilized, 0.7% C2Cl6 was added at 780 °C for degassing and slag removal, then, placed the alloy in the resistance furnace and hold for 15 min at 760 °C. Stirring master alloy after adding 1.5% Al-3.5P and holding for 30 min at 760 °C, the melt was divided into four parts and poured into four graphite crucible. 0%, 1.0%, 1.5%, and 2.0% Al-2Ti-0.5B-0.5C master alloy were added, respectively. After holding for 5 min, the melt was poured into molds. Al-13Si-1Cu alloy was poured into KBI ring iron mold and rectangular cast iron mold (The molds were preheated to 270 °C) to obtain four groups of samples A1, A2, A3 and A4. Al-12Si-4Cu-2Ni-1Mg alloy was poured into the rectangular cast iron mold and the tensile test bar mold (The preheating temperature of the mold was the same as above) to obtain four groups of samples B1, B2, B3, B4. Among them, the size of the rectangular cast iron mold is 30 mm × 170 mm × 40 mm, and the KBI ring mold has a certain slope, in which the maximum inner diameter is 55 mm, the minimum is 52 mm, and the height of the mold is 25 mm.
2.2. Material Characterization
The chemical composition of samples was determined by an Inductively Coupled Plasma-Atomic Emission Spectrometer PE8000 machine (MAXx, Spectro, Kleve, Germany), and the sample composition was shown in Table 1.
The A1, A2, A3, A4 alloys were etched with 0.4% HF, and the change of samples’ grain size with the addition of Al-2Ti-0.5B-0.5C master alloy was observed. The metallographic samples were taken from the same position of the strip samples and mechanically polished according to the program. The microstructure of sample was observed by optical microscope (LMCG, Wetzlar, Germany) and the field emission scanning electron microscope (FESEM, SU-70,Hitachi, Tokyo, Japan) with an energy dispersive spectroscopy (EDS, EX-250, Horiba, Kyoto, Japan) detector at 15 kV. Focused ion beam scanning electron microscopy (Lyra 3 XMU, TESCAN, Brno, Czech Republic) was used to analyze the element distribution and phase composition of particles in the samples.
The B1, B2, B3 and B4 alloy test bars were processed into standard “dog-bone” type specimens. The specimens were subjected to T6 heat treatment under the following conditions: solution treatment at 510 °C for 2 h and aging treatment at 180 °C for 8 h. The fatigue life of the specimens after heat treatment was measured by PWS-50 electro-hydraulic servo dynamic and static universal testing machine under different stress amplitudes. Hardness blocks with a thickness of 10 mm were taken from the B1, B2, B3 and B4 alloy strip samples, and the blocks were subjected to T6 heat treatment under the same conditions. In addition, the hardness of the obtained samples was measured by a digital Brinell hardness tester (HBST-3000AET, Huayu, Yantai, China).
Samples with a size of 1 mm × 1 mm × 1 mm were cut from the tensile test bars of B1 and B4 alloys, The internal microstructure of the samples was characterized by microscopic CT (SkyScan2211, Bruker, Antwerp, Belgium) with a resolution of 200 nm, and the volume, quantity and connection degree of the phase to be measured inside the sample were calculated and analyzed by software. The Al-2Ti-0.5B-0.5C master alloy was characterized by the field emission scanning electron microscope with an energy dispersive spectroscopy detector at 15 kV.
3. Result and Discussion
3.1. Effect of Duplex Nucleation on the Grain Size and Microstructure of Near Eutectic Al-Si Alloy
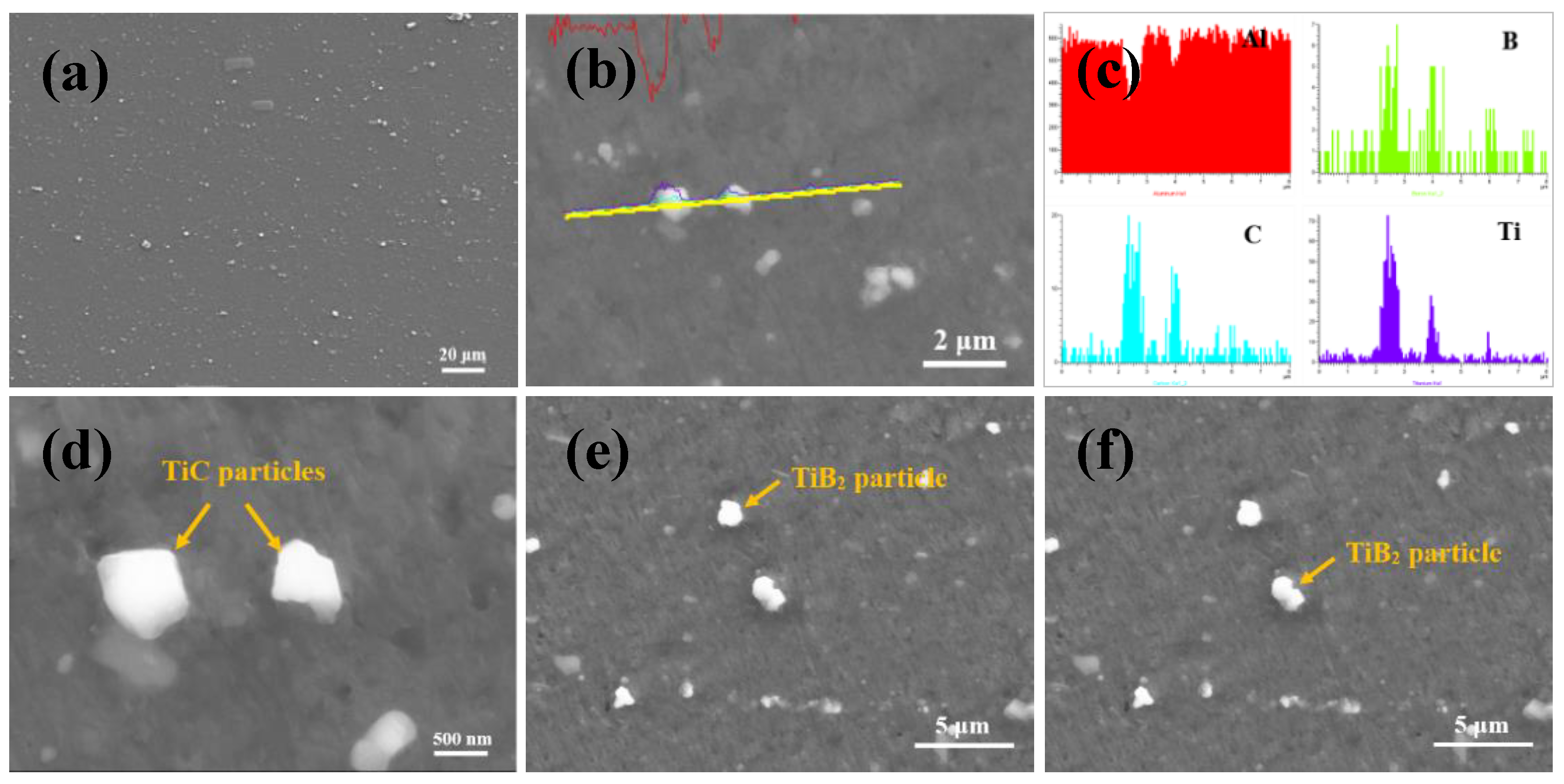
Al-Ti-C-B master alloy was characterized and the microstructure of the master alloy was obtained as shown in Figure 1. It can be seen from the figure that the Al-Ti-C-B master alloy contains TiB2 and TiC particles with sub-micron size and uniform distribution in the master alloy. The Al-3.5P master alloy used in the experiment is composed of aluminum matrix and AlP particles [23].
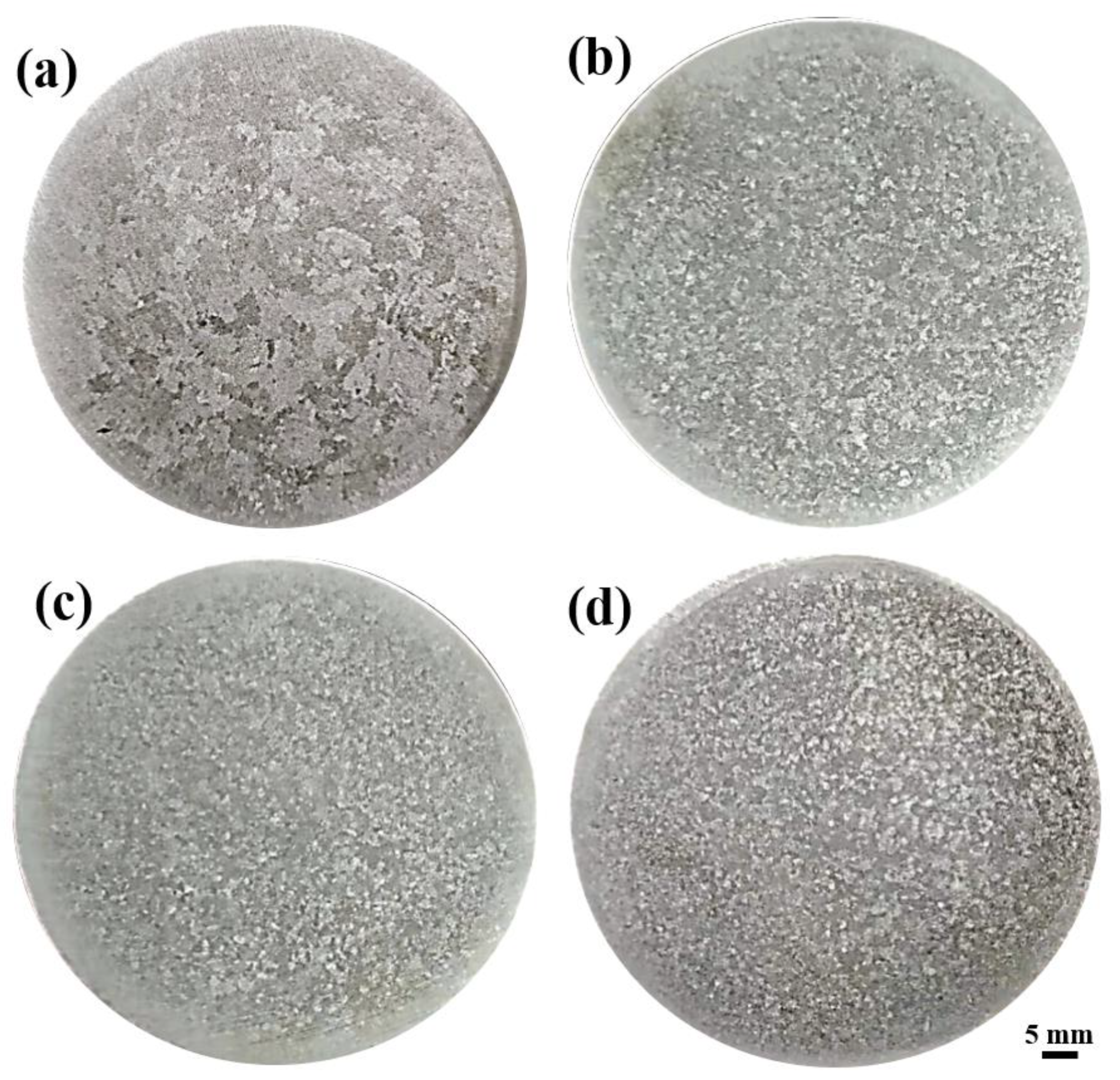
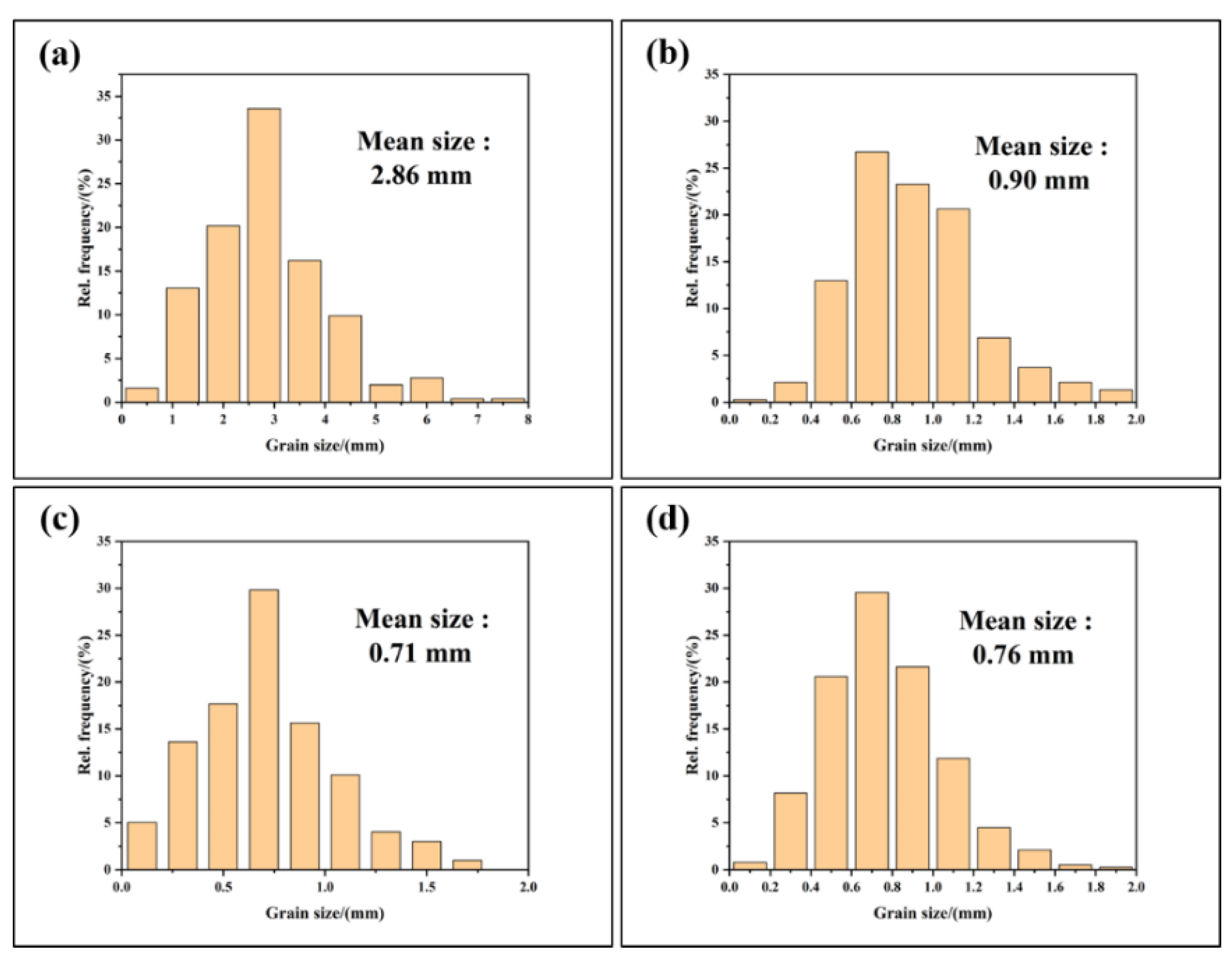
In order to study the effect of Al-2Ti-0.5B-0.5C master alloy on grain size of Al-13Si-1Cu alloy, A1, A2, A3 and A4 samples were etched by 0.4% HF. Figure 2 shows the different samples after being etched. It can be seen from the Figure 2 that the grain size decreases after the addition of Al-2Ti-0.5B-0.5C master alloy, indicating that Al-2Ti-0.5B-0.5C master alloy has a refining effect on Al-13Si-1Cu alloy. Nano Measure software was used to make statistics on the grain size of the alloy, and the grain size distribution of the four gold combinations was obtained as shown in Figure 3. It can be seen from the figure that when the addition amount of Al-2Ti-0.5B-0.5C master alloy is 1.5%, the grain size of the alloy is the finest, and this amount has the best refining effect.
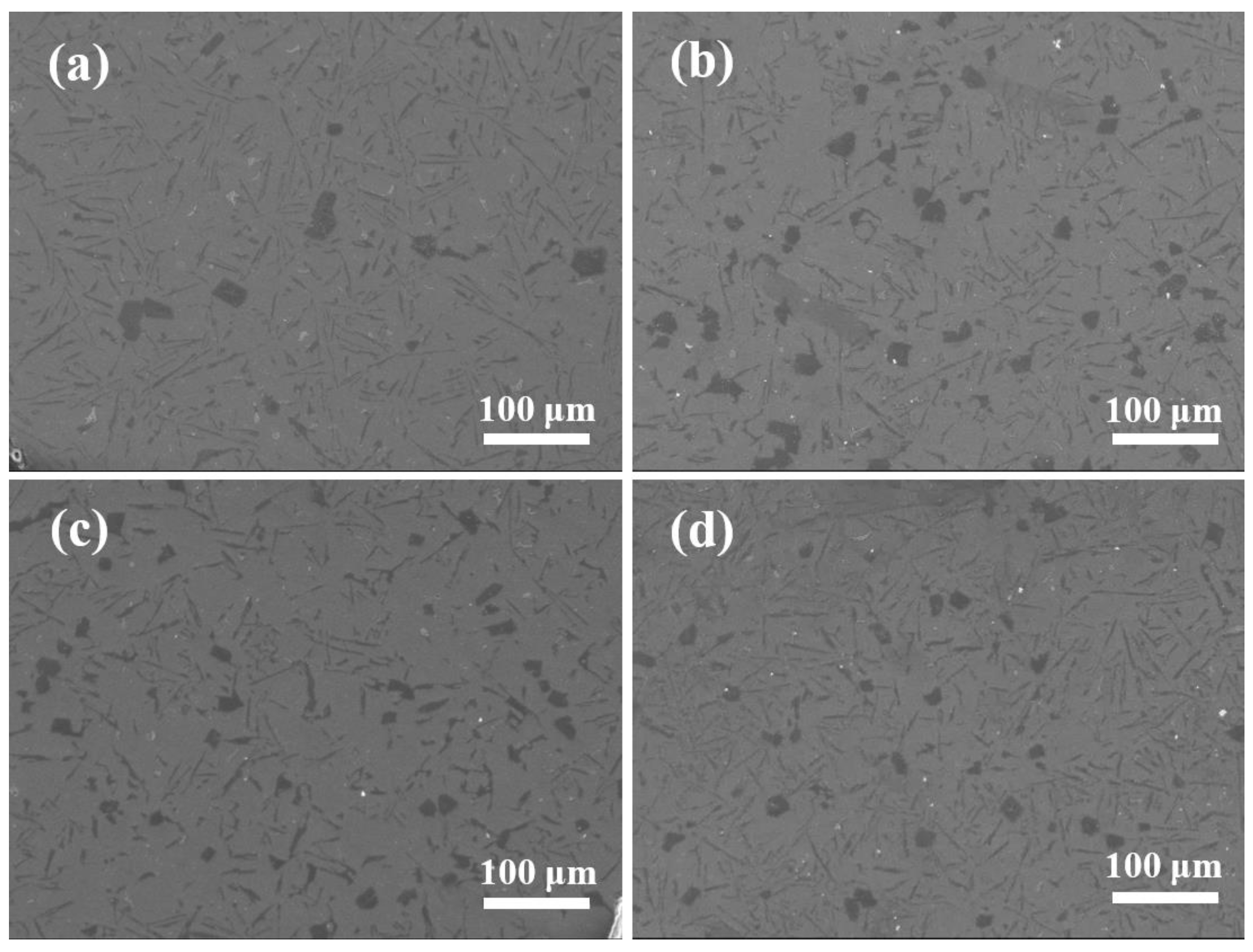
Figure 4 is the SEM image shows the microstructure of the four samples. It can be seen from the figure that after the addition of Al-2Ti-0.5B-0.5C master alloy in the alloy, the precipitation amount of primary silicon increases. As shown in Figure 4c, the effect was most obvious when the addition amount was 1.5%, compared with Figure 4a, the amount of primary silicon increases by about 4.4 times and the size of primary silicon decreases by about 47%.
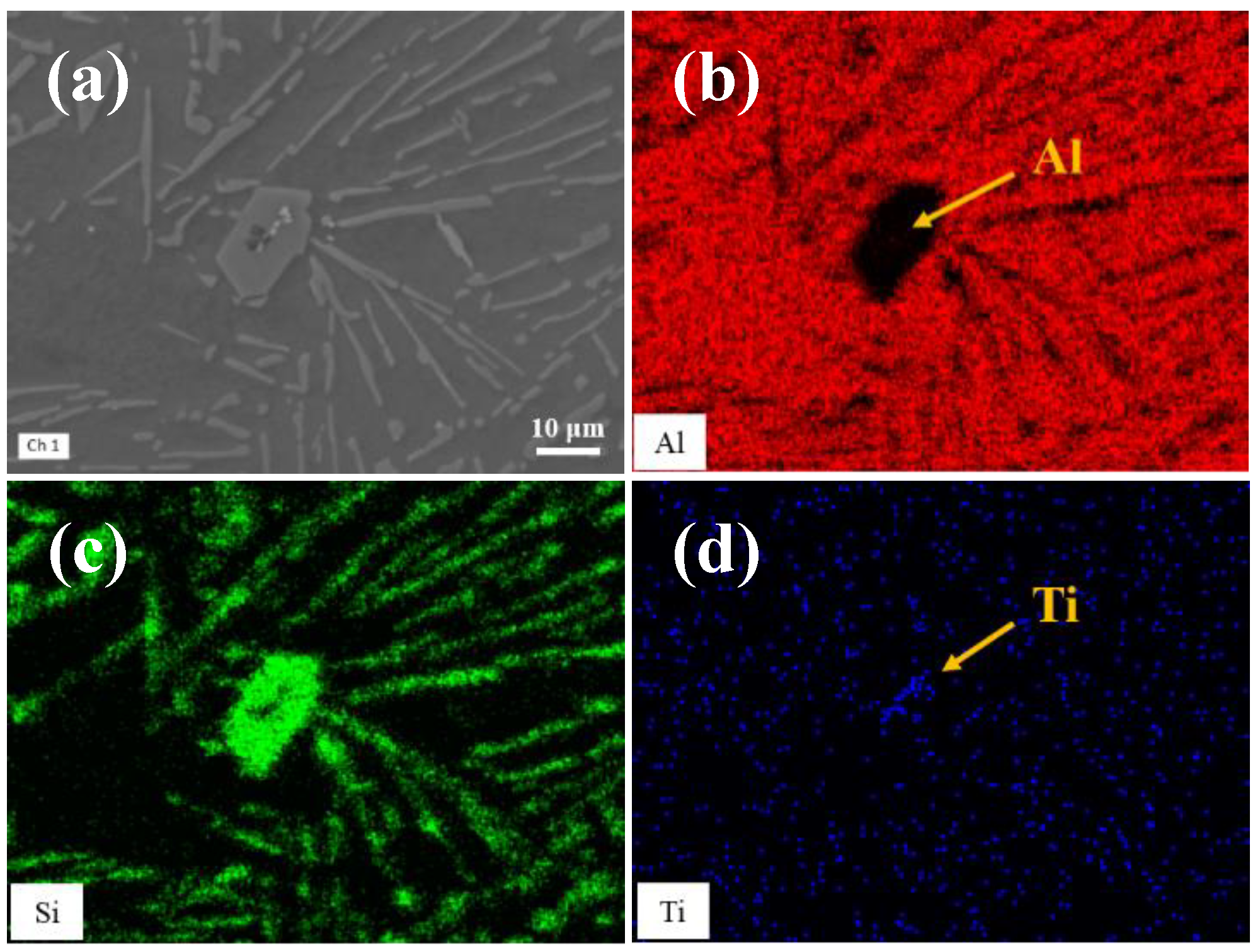
The microstructure of the alloy was further analyzed by scanning electron microscopy (SEM). As shown in Figure 5, different phases were found in the core of primary silicon of A2 alloy. The enrichment of element Ti and Al was found by surface scanning analysis. The TiC and TiB2 particles can promote the nucleation of primary silicon with AlP through the duplex nucleation [18,19], but scanning electron microscopy alone can’t tell what the nucleation core is.
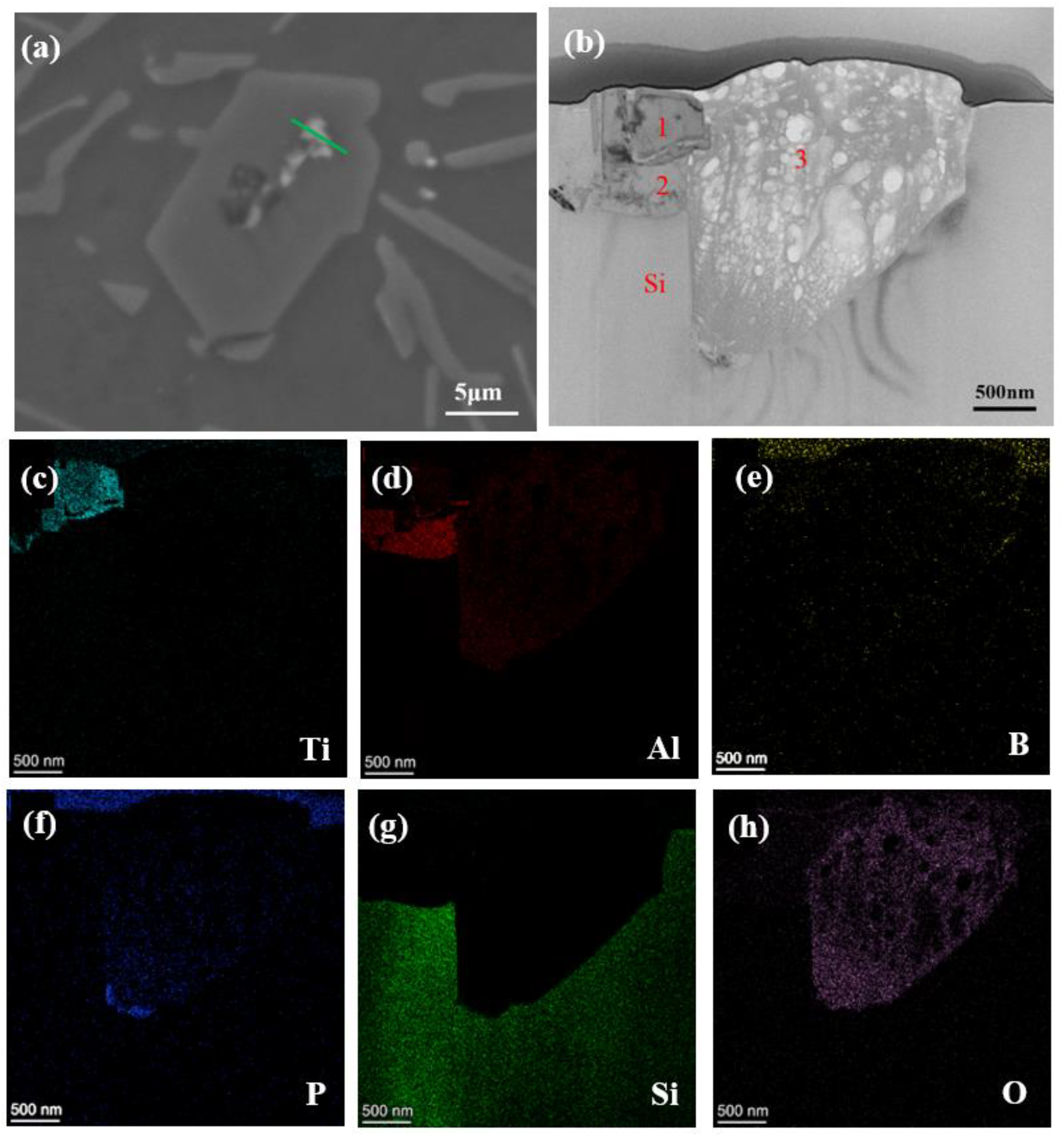
To investigate the duplex nucleation further, focused ion beam (FIB) was used to cut the core of primary silicon, and the section was characterized by scanning electron microscopy. The cutting position and section morphology were shown in Figure 6a,b. From the morphology diagram, it could be seen that there were three kinds of phases in the core of primary silicon, which indicated that the nucleation of primary silicon was the result of the interaction of multiple phases. Figure 6c–h shows the element distribution at the section. It can be seen from the figure that phase 1 is composed of element Ti and B, phase 2 is composed of Al element, and phase 3 is composed of Al element, P element and O element.
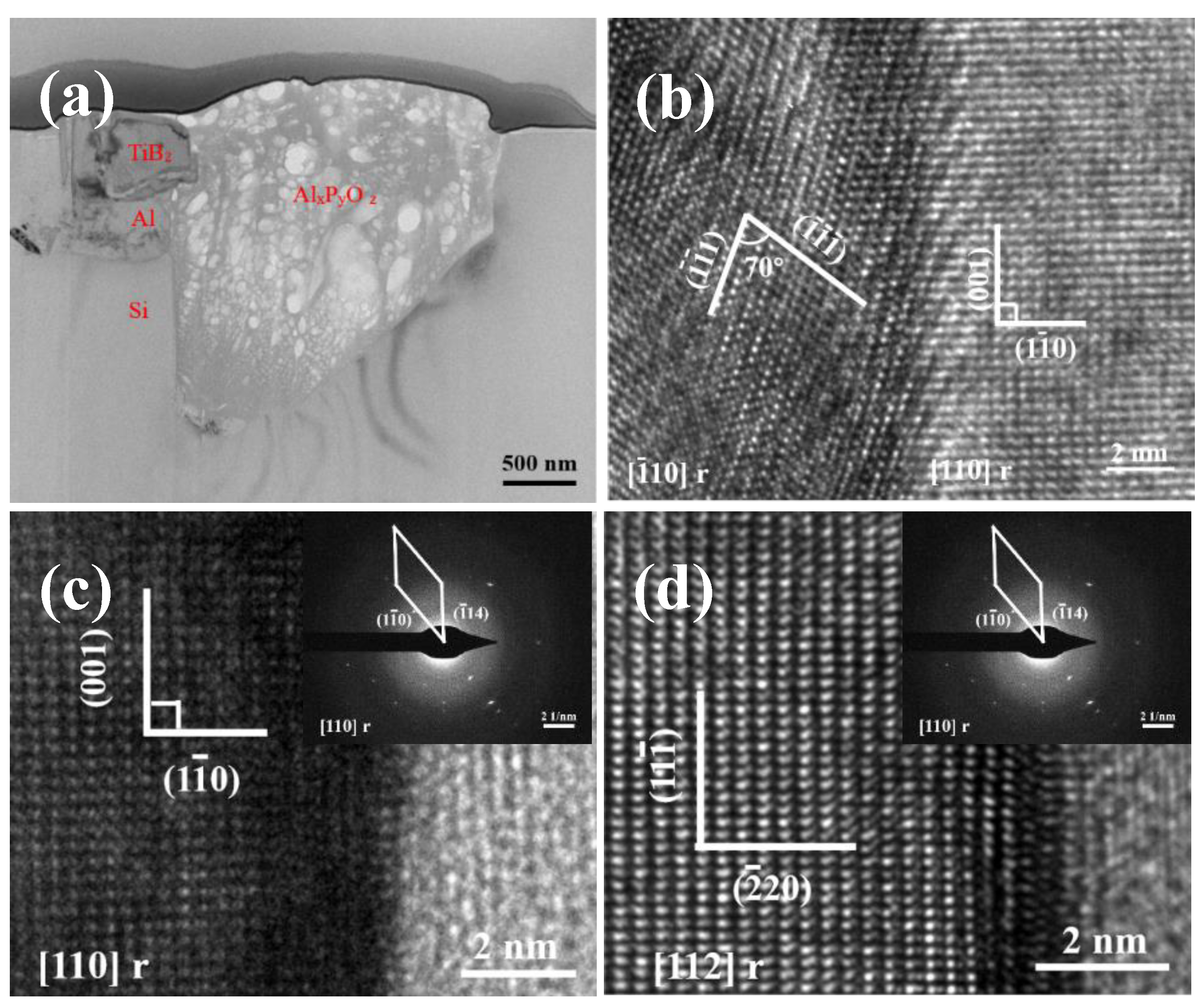
In order to further confirm the composition of the phases, high resolution transmission electron microscopy (HRTEM) was used to characterize the interfaces between these three phases, as shown in Figure 7. Combining element distribution and high-resolution analysis, phase 1 is TiB2, phase 2 is Al, and phase 3 is AlxPyOz. High resolution interface display that all of Al/TiB2, TiB2/AlxPyOz and Si/AlxPyOz have good interface relations. For the sources of AlxPyOz, combined with the addition of Al-3.5P master alloy in the experimental process, it should be that the AlP particles obtained after the addition of master alloy hydrolyzed in the mechanical polishing process, and finally obtained the AlxPyOz multicomponent compound.
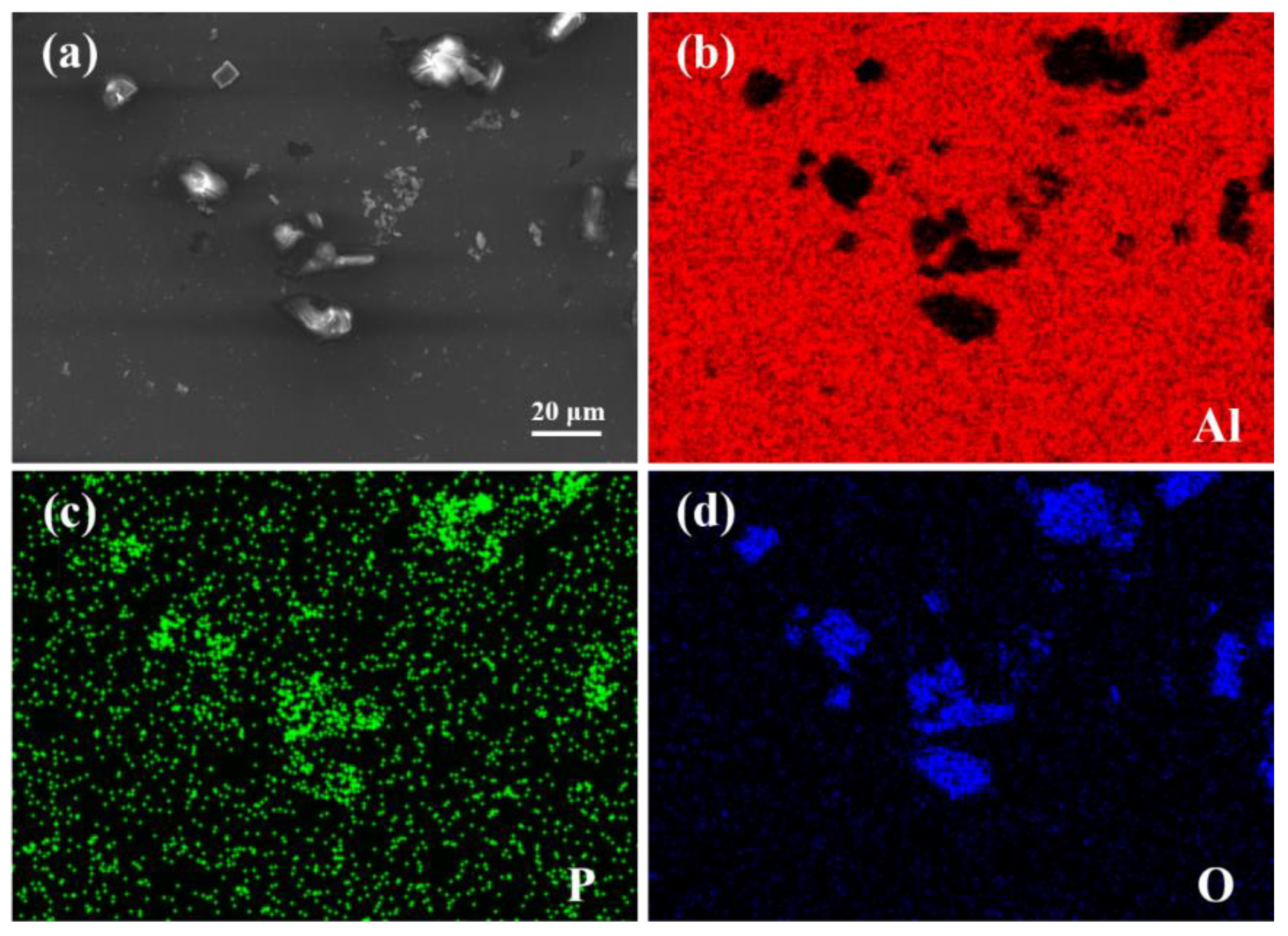
In order to verify this speculation, we conducted mechanical polishing on the Al-3.5P master alloy and observed it under the scanning electron microscopy as shown in Figure 8. It can be seen that the AlP particles contained in the Al-3.5P master alloy hydrolyzed during sample treatment to obtain AlxPyOz multicomponent compounds, which confirmed our previous speculation.
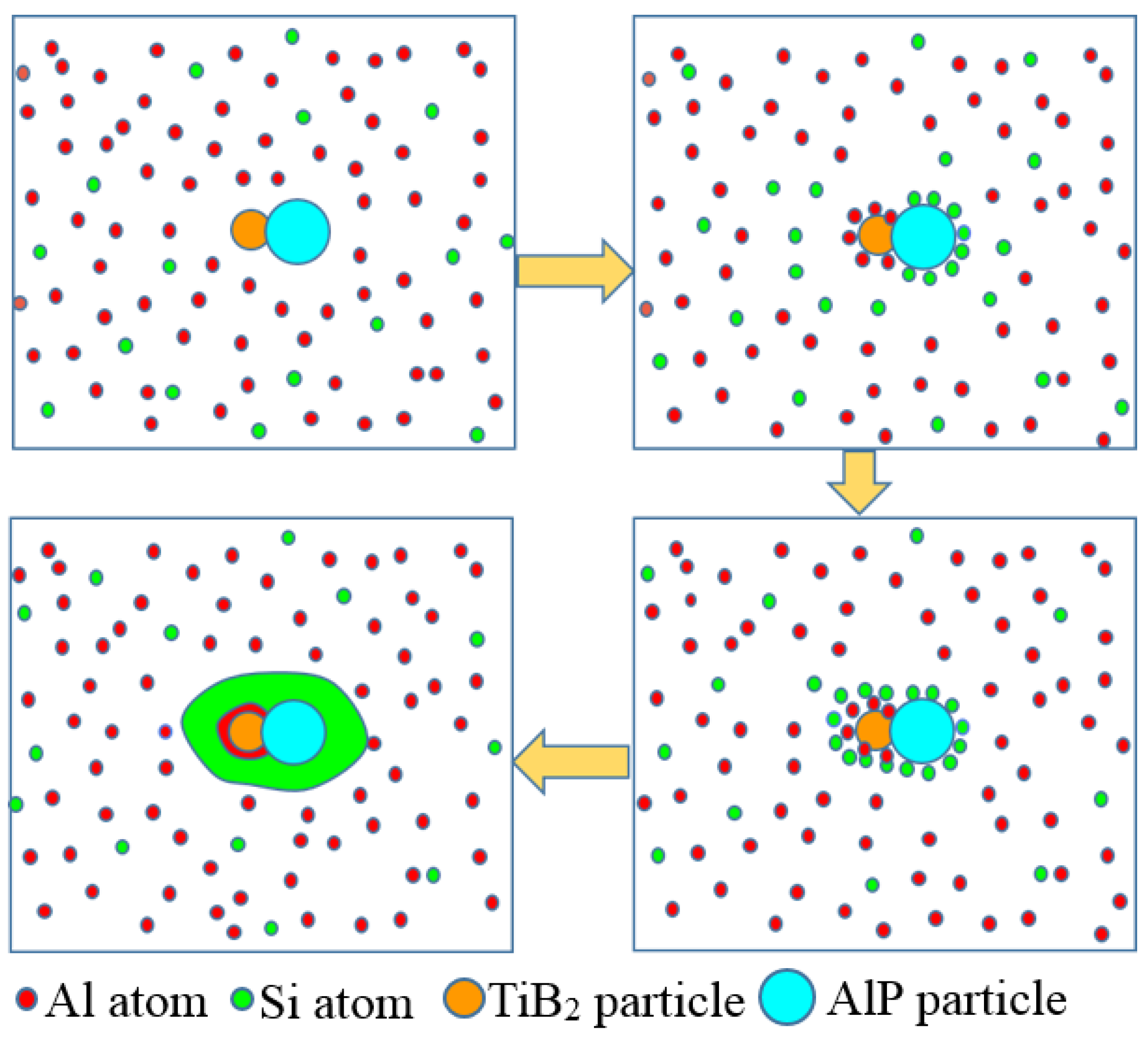
In previous studies, AlP can be used as the nucleation core of primary silicon [10,11,24], and TiB2 can be coupled with AlP as the nucleation core of primary silicon through peritectic coupling [19]. However, TiB2 particles which was observed to nucleate diphasically with AlP particles in the primary silicon core, was coated with Al phase in this work. We think Al plays a very important role in diphasic nucleation. The schematic description of the duplex nucleation mechanism of AlP and TiB2 in the near-eutectic Al-Si alloy is shown in Figure 9. First of all, AlP nucleates on the surface of TiB2 particles, Si element aggregates near AlP particles and primary silicon begins to form [11]. Al phase nucleates and grows on TiB2 particles [25,26], the content of Al element around the particles’ changes, and the eutectic component is reached in a small area. When the primary silicon grows near TiB2 particles, it continues to grow on the surface of Al phase in a manner similar to the formation of eutectic tissue [27]. Finally, the nucleation and growth of primary silicon are achieved by synergistic action of TiB2 and AlP particles. In the process of sample treatment, AlP hydrolyzes when it meets with water [28,29], therefore, we observe the co-existence of AlxPyOz multicomponent compound and TiB2 particle coated by Al phase at the core of primary silicon.
Al-2Ti-0.5B-0.5C master alloy has grain refinement effect on near-eutectic Al-Si alloy. Combined with scanning electron microscopy and section analysis, TiB2/AlP duplex nucleation can improve the refining efficiency of AlP particles during the refining process, and Al phase plays an important role in the process of duplex nucleation. The primary silicon phase cannot directly nucleate and grow on the surface of TiB2 particles. However, after being coated with Al, TiB2 particles and AlP particles can coexist in the core of primary silicon particles. The existence of Al phase not only ensures that TiB2 particles promote the nucleation of AlP particles. The TiB2 particles can exist stably in the core of the primary silicon through the interaction with the primary silicon phase. The existence of Al phase not only guaranteed the promotion of TiB2 particles on the nucleation of AlP particles, but also made TiB2 particles can exist stably in the core of the primary silicon through the interaction with the primary silicon phase.
3.2. Effect of Al-2Ti-0.5B-0.5C on the Microstructure and Properties of Al-12Si-4Cu-2Ni-1Mg Alloys
For investigating the effect of Al-2Ti-0.5B-0.5C master alloy to the near-eutectic Al-Si alloy on the microstructure and properties, Al-12Si-4Cu-2Ni-1Mg was selected as the base alloy, and after modification with 1.5% Al-3.5P master alloy. The B1, B2, B3 and B4 alloys were obtained by adding 0%, 1.0%, 1.5% and 2.0% Al-2Ti-0.5B-0.5C master alloy, respectively. The microstructure changes of the alloy were analyzed and the properties of the alloy were tested.
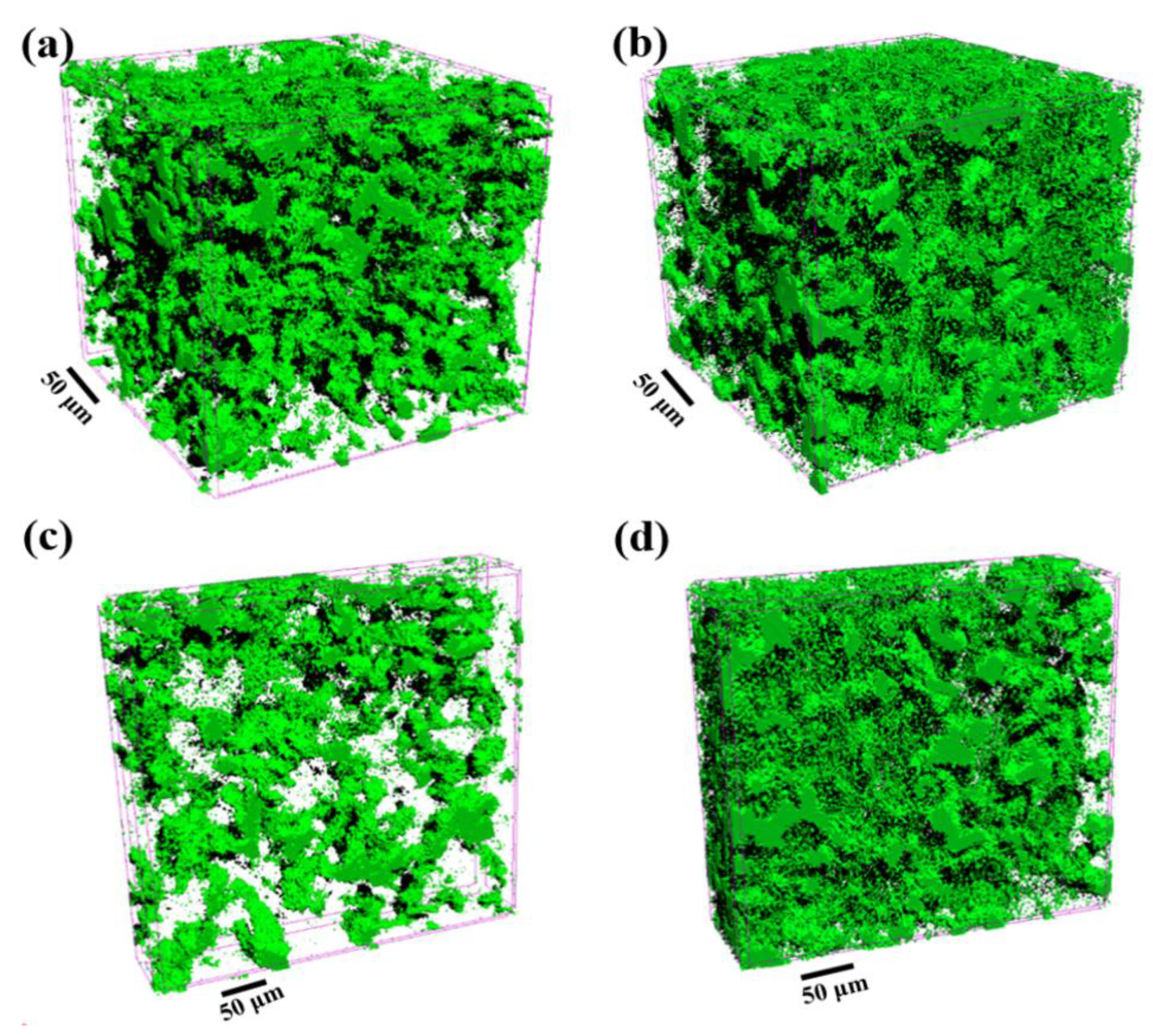
For the sake of studying the effect of Al-2Ti-0.5B-0.5C master alloy on the near-eutectic Al-Si alloy, the three-dimensional structure of B1 and B4 alloy was tested by microscopic CT, as shown in Figure 10. Meanwhile, software was used to calculate the characteristic values of the three-dimensional structure constructed by the alloy phase and eutectic silicon [30,31,32], the calculation results were shown in Table 2. Compared with 12.24% of the original alloy, the connectivity rate is increased by 58.3%, which indicates that the alloy phase and eutectic silicon are connected more closely after the addition of Al-2Ti-0.5B-0.5C master alloy.
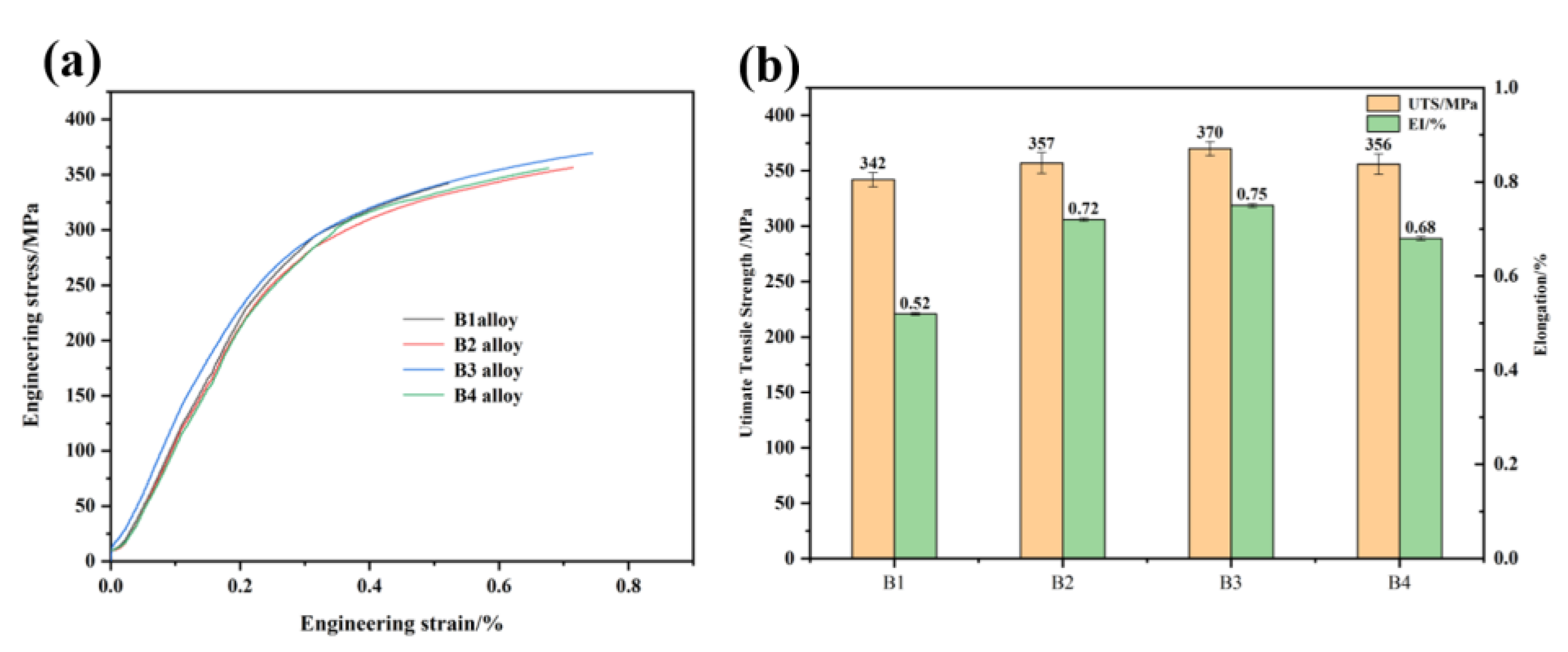
The change of microstructure will affect the properties of the alloy. Therefore, we further studied the influence of the addition of master alloy on the properties of the alloy. Figure 11 shows the tensile properties of Al-12Si-4Cu-2Ni-1Mg alloy at room temperature. Figure 11a shows the tensile curve, and Figure 11b shows the tensile strength and elongation. Without refinement, the ultimate tensile strength and elongation of Al-12Si-4Cu-2Ni-1Mg alloy at room temperature are about 342 MPa and 0.52%, respectively. After adding 1.5% Al-2Ti-0.5B-0.5C master alloy, the ultimate tensile strength and elongation of Al-12Si-4Cu-2Ni-1Mg alloy at room temperature are about 370 MPa and 0.75%, respectively. Compared with no refinement, the ultimate tensile strength of Al-12Si-4Cu-2Ni-1Mg alloy after refinement with 1.5% Al-2Ti-0.5B-0.5C master alloy increases by about 8.2% at room temperature.
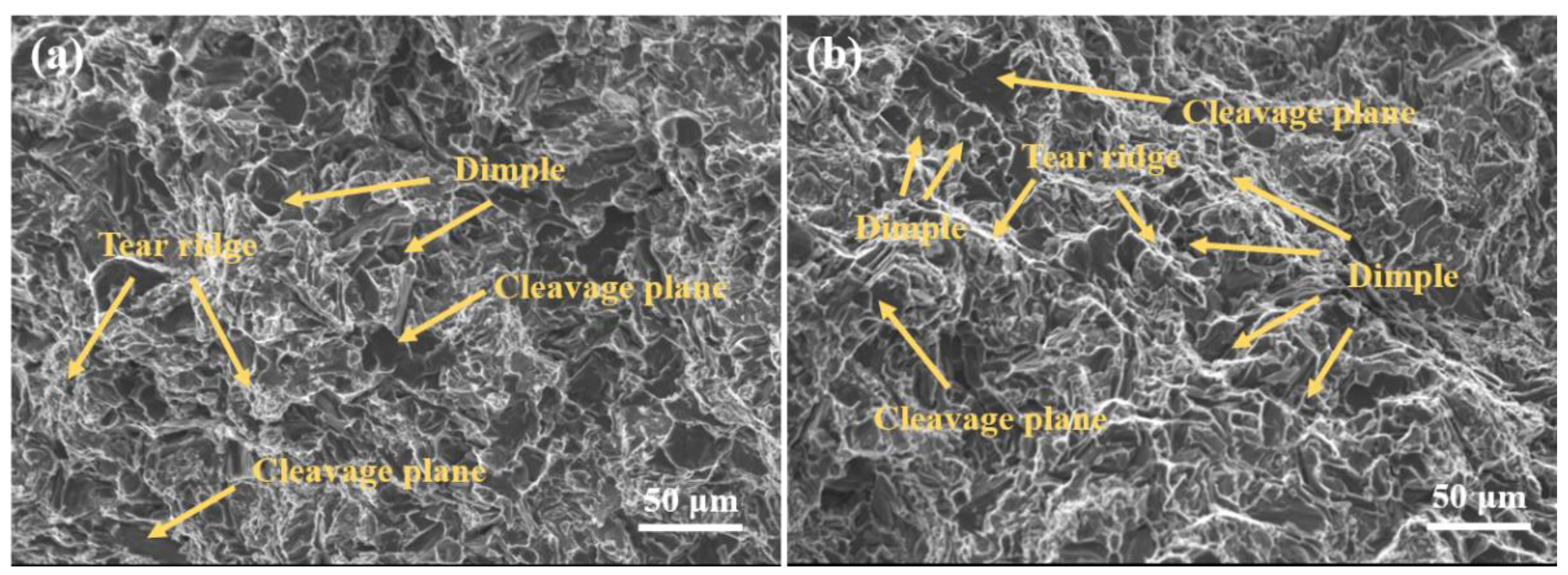
The fracture of tensile specimen at room temperature is shown in Figure 12. As can be seen from the figure, cleavage planes exist at the fracture of the sample before and after the addition of Al-Ti-C-B master alloy, and the fracture mechanism of the sample is brittle fracture. However, in comparison with the samples without refinement, after adding Al-Ti-C-B master alloy for refinement, the dimple and tear edge of the alloy increase, and the dimple becomes deeper, so the tensile strength and elongation of the alloy are improved at room temperature, but the elongation is still lower than that of other alloys. The addition of Al-Ti-C-B intermediate alloy did not change the fracture mechanism of the alloy, but changed the microstructure of the alloy, and affected the tensile properties of the alloy at room temperature.
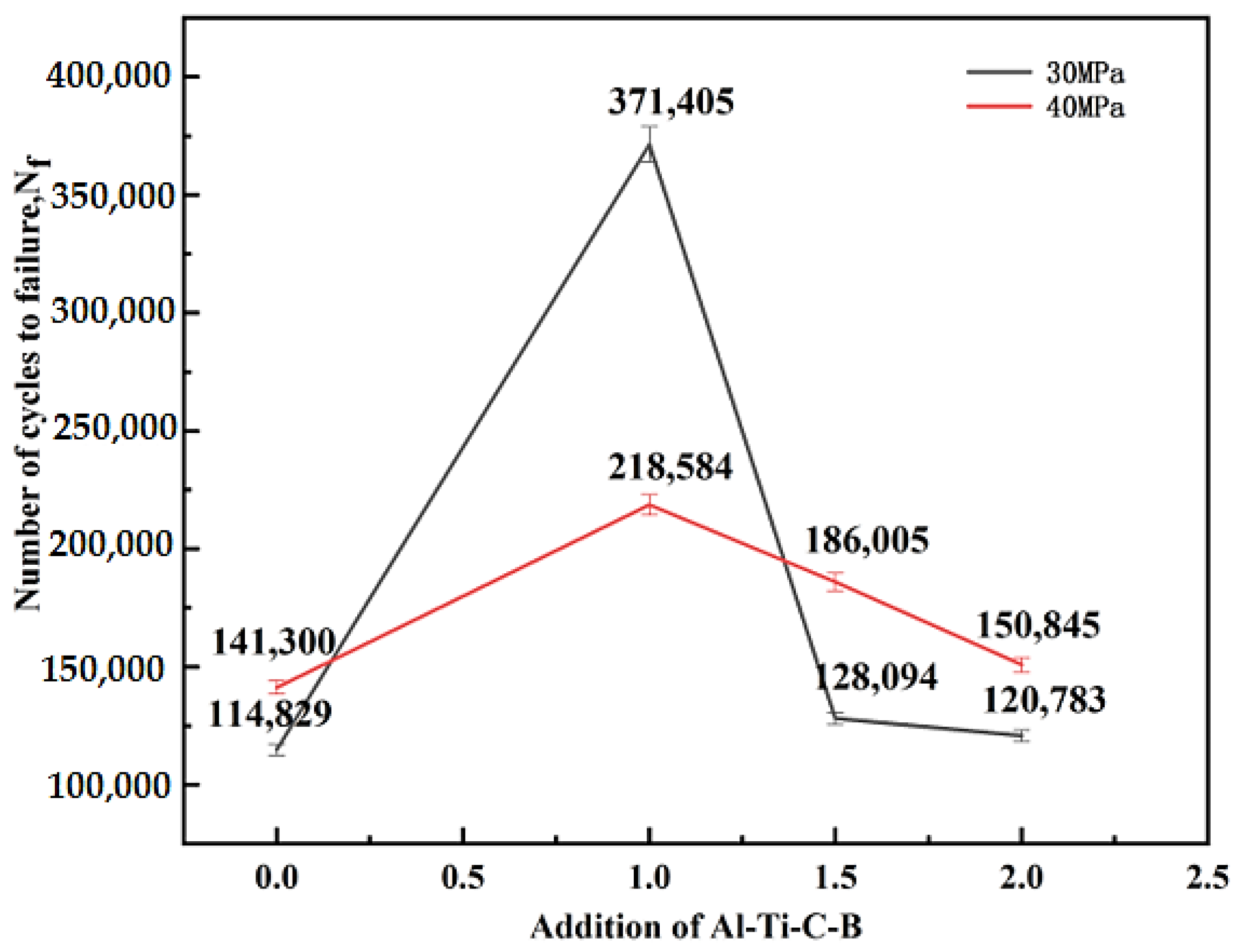
Moreover, the addition of Al-2Ti-0.5B-0.5C master alloy has a greater effect on the fatigue properties of the alloy. As shown in Figure 13, the fatigue life of the alloy with stress amplitude of 30 MPa and 40 MPa is measured. It can be seen from the broken line chart that the alloy has the longest fatigue life when the addition amount of the Al-2Ti-0.5B-0.5C master alloy is 1.0%. Therefore, for the fatigue properties of the alloy, 1.0% is the best addition.
4. Conclusions
Duplex nucleation and its effect on the grain size and properties of near eutectic Al-Si alloys were investigated in this work. The effect of Al-2Ti-0.5B-0.5C master alloy on the microstructure and properties of the near-eutectic Al-Si alloy modified by Al-3.5P master alloy were investigated. The conclusions are summarized as follows:
- (1)
- TiB2 particles can improve the nucleation efficiency of AlP particles by duplex nucleation with AlP particles. During the duplex nucleation process, The Al phase coating on the surface of TiB2 particles not only ensures that TiB2 particles can promote the nucleation of AlP particles, but also ensures that TiB2 particles can coexist with AlP particles in the core of primary silicon
- (2)
- The Al-2Ti-0.5B-0.5C master alloy can play a role in grain refinement of near-eutectic Al-Si alloy, it can affect the three-dimensional structure constructed by the alloy phase and eutectic silicon of Al-12Si-4Cu-2Ni-1Mg, and improve the fatigue property of the alloy. After adding 0.5% Al-2Ti-0.5B-0.5C master alloy, the ultimate tensile strength and elongation of Al-12Si-4Cu-2Ni-1Mg alloy at room temperature are about 355 MPa and 0.25%, respectively. The ultimate tensile strength at 350 °C is about 89 MPa, and the elongation is about 10.5%. The fatigue property of the alloy can be greatly improved when adding 1% Al-2Ti-0.5B-0.5C master alloy.
Author Contributions
Conceptualization, W.L. and Y.W. (Yuying Wu); methodology, W.L.; validation, W.L. and Y.W. (Yongjie Wu); investigation, A.E. and Y.L.; resources, X.L., and Y.W. (Yuying Wu); writing—original draft preparation, W.L.; writing—review and editing, W.L., Y.W. (Yuying Wu), Y.W. (Yongjie Wu) and Y.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by by the National Key Research and Development Program, Grant number 2021YFB3400800; National Natural Science Foundation of China, Grant number 51731007 and Key Research and Development Project in Shandong Province, Grant number 2019GGX102013.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Wang, E.R.; Hui, X.D.; Chen, G.L. Eutectic Al-Si-Cu-Fe-Mn alloys with enhanced mechanical properties at room and elevated temperature. Mater. Des. 2011, 32, 4333–4340. [Google Scholar] [CrossRef]
- Soleymanpour, M.; Aval, H.J.; Jamaati, R. Achieving high strength and superior ductility in Al-Si alloy by cold rolling and friction stir processing. J. Alloys Compd. 2022, 896, 163102. [Google Scholar] [CrossRef]
- Saravanan, T.T.; Kamaraj, M.; Sharma, S.C.; Anoop, S.; Manwatkar, S.K.; Ravikanth, K.V.; Venugopal, A.; Kumaran, S. Influence of characteristic eutectic free microstructure on mechanical and corrosion response of spark plasma sintered hypereutectic Al-Si alloy. Mater. Lett. 2022, 308, 4. [Google Scholar] [CrossRef]
- Sanil, H.; Deepak, T.K.; Ravi, M. Experimental and numerical evaluation of squeeze cast Al-Si-Cu-Ni-Mg alloy for piston applications. Mater. Manuf. Process. 2021, 11. [Google Scholar] [CrossRef]
- Gomes, L.F.; Kugelmeier, C.L.; Garcia, A.; Della Rovere, C.A.; Spinelli, J.E. Influences of alloying elements and dendritic spacing on the corrosion behavior of Al-Si-Ag alloys. J. Mater. Res. Technol. 2021, 15, 5880–5893. [Google Scholar] [CrossRef]
- Ammar, H.R.; Samuel, A.M.; Samuel, F.H.; Doty, H.W. Premium Strength and Optimum Quality in Al-Si-Mg/Al-Si-Mg-Cu Cast Alloys Using Two Different Types of Molds. Int. J. Met. 2021, 682, 9. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Das, A. Modification of solidification microstructure in hypo- and hyper-eutectic Al-Si alloys under high-intensity ultrasonic irradiation. J. Alloys Compd. 2015, 620, 1–4. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Zuo, L.J.; Feng, J.; Ye, B.; Kong, X.Y.; Jiang, H.Y.; Ding, W.J. Effect of thermal exposure on microstructure and mechanical properties of Al-Si-Cu-Ni-Mg alloy produced by different casting technologies. T. Nonferr. Metal. Soc. 2020, 30, 1717–1730. [Google Scholar] [CrossRef]
- Yang, Y.; Li, Y.G.; Wu, W.Y.; Zhao, D.G.; Liu, X.F. Effect of existing form of alloying elements on the microhardness of Al-Si-Cu-Ni-Mg piston alloy. Mater. Sci. Eng. A 2011, 528, 5723–5728. [Google Scholar] [CrossRef]
- Jung, J.-G.; Cho, Y.-H.; Ahn, T.Y.; Yoon, J.-H.; Lee, S.-H.; Lee, J.-M. Correlation Between Primary Si and Silicide Refinement Induced by Ultrasonic Treatment of Multicomponent Al-Si Alloy Containing Ti, Zr, V. and P. Met. Mater. Int. 2019, 25, 1235–1245. [Google Scholar] [CrossRef]
- Njuguna, B.K.; Li, J.Y.; Tan, Y.; Sun, Q.Q.; Li, P.T. Grain refinement of primary silicon in hypereutectic Al-Si alloys by different P-containing compounds. China Foundry 2021, 18, 37–44. [Google Scholar] [CrossRef]
- Rakhmonov, J.; Timelli, G.; Basso, G. Interaction of Ca, P trace elements and Sr modification in AlSi5Cu1Mg alloys. J. Therm. Anal. Calorim. 2018, 133, 123–133. [Google Scholar] [CrossRef]
- Nie, J.F.; Ma, X.G.; Ding, H.M.; Liu, X.F. Microstructure and grain refining performance of a new Al-Ti-C-B master alloy. J. Alloys Compd. 2009, 486, 185–190. [Google Scholar] [CrossRef]
- Schempp, P.; Cross, C.E.; Pittner, A.; Oder, G.; Neumann, R.S.; Rooch, H.; Dorfel, I.; Osterle, W.; Rethmeier, M. Solidification of GTA Aluminum Weld Metal: Part 1-Grain Morphology Dependent upon Alloy Composition and Grain Refiner Content. Weld. J. 2014, 93, 53S–59S. [Google Scholar]
- Nimityongskul, S.; Jones, M.; Choi, H.; Lakes, R.; Kou, S.; Li, X.C. Grain refining mechanisms in Mg-Al alloys with Al4C3 microparticles. Mater. Sci. Eng. A 2010, 527, 2104–2111. [Google Scholar] [CrossRef]
- Saber, A.; Haghayeghi, R.; Najafi, H.; Shahbeigi-Roodposhti, P. An Investigation on Duplex Nucleation in AZ91 Magnesium Alloy and Its Influence on High Temperature Mechanical Properties. J. Eng. Mater. Technol. 2018, 140, 6. [Google Scholar] [CrossRef]
- Opprecht, M.; Garandet, J.P.; Roux, G.; Flament, C. An understanding of duplex microstructures encountered during high strength aluminium alloy laser beam melting processing. Acta Mater. 2021, 215, 14. [Google Scholar] [CrossRef]
- Yu, L.N.; Liu, X.F.; Ding, H.M.; Bian, X.F. A new nucleation mechanism of primary Si by like-peritectic coupling of AlP and Al4C3 in near eutectic Al-Si alloy. J. Alloys Compd. 2007, 429, 119–125. [Google Scholar] [CrossRef]
- Yu, L.N.; Liu, X.F.; Ding, H.M.; Bian, X.F. A new nucleation mechanism of primary Si by peritectic-like coupling of AlP and TiB2 in near eutectic Al-Si alloy. J. Alloys Compd. 2007, 432, 156–162. [Google Scholar] [CrossRef]
- Wu, Y.Y.; Liu, X.F. Effect of AlB2 on the P-threshold in Al-Si alloy. Results Phys. 2018, 9, 734–739. [Google Scholar] [CrossRef]
- Wang, K.; Lu, X.; Zhu, Y.M.; Jiang, H.Y.; Wang, Q.D.; Ye, B.; Ding, W.J. In-situ synthesis of novel Al-P-O master alloy and its refinement and modification effects on Si phases in hypereutectic Al-30Si alloys. Mater. Charact. 2019, 157, 109900. [Google Scholar] [CrossRef]
- Zhao, K.; Gao, T.; Yang, H.B.; Liu, G.L.; Sun, Q.Q.; Wu, C.C.; Nie, J.F.; Liu, X.F. Influence of a new AlTiC-B master alloy on the casting and extruding behaviors of 7050 alloys. J. Alloys Compd. 2020, 820, 153089. [Google Scholar] [CrossRef]
- Zhu, X.; Wu, Y.; Li, C.; Li, P.; Qiao, H.; Liu, X. The dispersive orientated-precipitation of AlP on alumina film and its effect on the primary Si gathering behavior in the Al-Si alloy surface layer. Crystengcomm 2014, 16, 5583–5590. [Google Scholar] [CrossRef]
- Li, J.H.; Hage, F.S.; Liu, X.F.; Ramasse, Q.; Schumacher, P. Revealing heterogeneous nucleation of primary Si and eutectic Si by AlP in hypereutectic Al-Si alloys. Sci. Rep. 2016, 6, 25244. [Google Scholar] [CrossRef] [Green Version]
- Jones, G.P.; Pearson, J. Factors affecting grain refinement of Aluminum using Titanium and Boron additives. Metall. Mater. Trans. B 1976, 7, 223–234. [Google Scholar] [CrossRef]
- Zhang, M.X.; Kelly, P.M.; Easton, M.A.; Taylor, J.A. Crystallographic study of grain refinement in aluminum alloys using the edge-to-edge matching model. Acta Mater. 2005, 53, 1427–1438. [Google Scholar] [CrossRef]
- Li, J.H.; Hage, F.S.; Ramasse, Q.M.; Schumacher, P. The nucleation sequence of alpha-Al on TiB2 particles in Al-Cu alloys. Acta Mater. 2021, 206, 116652. [Google Scholar] [CrossRef]
- Bao, G.J.; Zuo, M.; Li, D.K.; Li, Y.G.; Liu, X.F. The improvement of microstructures and mechanical properties of near eutectic Al-Si multicomponent alloy by an Al-8Zr-2P master alloy. Mater. Sci. Eng. A 2012, 531, 55–60. [Google Scholar] [CrossRef]
- Nogita, K.; McDonald, S.D.; Tsujimoto, K.; Yasuda, K.; Dahle, A.K. Aluminium phosphide as a eutectic grain nucleus in hypoeutectic Al-Si alloys. J. Electron. Microsc. 2004, 53, 361–369. [Google Scholar] [CrossRef]
- Maire, E.; Withers, P.J. Quantitative X-ray tomography. Int. Mater. Rev. 2014, 59, 1–43. [Google Scholar] [CrossRef] [Green Version]
- Plancher, E.; Gravier, P.; Chauvet, E.; Blandin, J.J.; Boller, E.; Martin, G.; Salvo, L.; Lhuissier, P. Tracking pores during solidification of a Ni-based superalloy using 4D synchrotron microtomography. Acta Mater. 2019, 181, 1–9. [Google Scholar] [CrossRef]
- Garcia-Moreno, F.; Kamm, P.H.; Neu, T.R.; Bulk, F.; Noack, M.A.; Wegener, M.; von der Eltz, N.; Schleputz, C.M.; Stampanoni, M.; Banhart, J. Tomoscopy: Time-Resolved Tomography for Dynamic Processes in Materials. Adv. Mater. 2021, 33, 13. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
(a) Morphology of Al-Ti-C-B master alloy, (b–d) TiC particles, (e,f) TiB2 particles.

Figure 2.
Grain image of Al-13Si-1Cu alloy with different addition amounts of Al-2Ti-0.5B-0.5C master alloy: (a) A1 alloy, (b) A2 alloy, (c) A3 alloy, (d) A4 alloy.
Figure 2.
Grain image of Al-13Si-1Cu alloy with different addition amounts of Al-2Ti-0.5B-0.5C master alloy: (a) A1 alloy, (b) A2 alloy, (c) A3 alloy, (d) A4 alloy.

Figure 3.
Statistics of grain size of Al-13Si-1Cu alloy with different addition amounts of Al-2Ti-0.5B-0.5C master alloy: (a) A1 alloy, (b) A2 alloy, (c) A3 alloy, (d) A4 alloy.
Figure 3.
Statistics of grain size of Al-13Si-1Cu alloy with different addition amounts of Al-2Ti-0.5B-0.5C master alloy: (a) A1 alloy, (b) A2 alloy, (c) A3 alloy, (d) A4 alloy.

Figure 4.
Microstructure diagram of Al-13Si-1Cu alloy with different addition amounts of Al-2Ti-0.5B-0.5C master alloy: (a) A1 alloy, (b) A2 alloy, (c) A3 alloy, (d) A4 alloy.
Figure 4.
Microstructure diagram of Al-13Si-1Cu alloy with different addition amounts of Al-2Ti-0.5B-0.5C master alloy: (a) A1 alloy, (b) A2 alloy, (c) A3 alloy, (d) A4 alloy.

Figure 5.
Element distribution at the primary silicon of the A2 alloy. (a) Morphology of primary Si, (b) Al element, (c) Si element, (d) Ti element.
Figure 5.
Element distribution at the primary silicon of the A2 alloy. (a) Morphology of primary Si, (b) Al element, (c) Si element, (d) Ti element.

Figure 6.
FIB analysis of the nucleation site of primary Si (a) cutting position, (b) section morphology, (c–h) HADDF diagram of the section.
Figure 6.
FIB analysis of the nucleation site of primary Si (a) cutting position, (b) section morphology, (c–h) HADDF diagram of the section.

Figure 7.
HRTEM diagram of interface in the primary Si (a) Section morphology of primary Si, (b) Al-TiB2 interface, (c) TiB2-AlxPyOz interface, (d) Si-AlxPyOz interface.
Figure 7.
HRTEM diagram of interface in the primary Si (a) Section morphology of primary Si, (b) Al-TiB2 interface, (c) TiB2-AlxPyOz interface, (d) Si-AlxPyOz interface.

Figure 8.
EDS composition of Al-3.5P master alloy (a) Morphology of Al-3.5P alloy, (b) Al element, (c) P element, (d) O element.
Figure 8.
EDS composition of Al-3.5P master alloy (a) Morphology of Al-3.5P alloy, (b) Al element, (c) P element, (d) O element.

Figure 9.
Schematic description of the duplex nucleation mechanism of AlP and TiB2 in the near-eutectic Al-Si alloy.
Figure 9.
Schematic description of the duplex nucleation mechanism of AlP and TiB2 in the near-eutectic Al-Si alloy.

Figure 10.
3D structure rendering of alloy phase and eutectic Si: (a,c) B1 alloy; (b,d) B4 alloy.

Figure 11.
Tensile properties of Al-12Si-4Cu-2Ni-1Mg alloy at room temperature: (a) tensile curve; (b) tensile strength and elongation.
Figure 11.
Tensile properties of Al-12Si-4Cu-2Ni-1Mg alloy at room temperature: (a) tensile curve; (b) tensile strength and elongation.

Figure 12.
Tensile fracture at room temperature of B1 alloy (a), B3 alloy (b).

Figure 13.
Fatigue properties of Al-12Si-4Cu-2Ni-1Mg alloy with different amounts of Al-2Ti-0.5B-0.5C master alloy.
Figure 13.
Fatigue properties of Al-12Si-4Cu-2Ni-1Mg alloy with different amounts of Al-2Ti-0.5B-0.5C master alloy.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of A1, B1 alloy (wt. %).
| Al | Si | Cu | Mg | Ni | |
|---|---|---|---|---|---|
| A1 | 85.82 | 13.09 | 1.09 | 0 | 0 |
| B1 | 79.88 | 13.32 | 3.56 | 0.91 | 2.33 |
Table 2.
Eigenvalues of 3D network structure of alloys.
| Alloys | Connectivity Rate I (%) | Euler Number Χ | Structure Thickness Φ (μm) |
|---|---|---|---|
| B1 | 12.24 | 26,602 | 5.03 |
| B4 | 19.38 | 75,132 | 6.04 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Li, W.; Wu, Y.; Wu, Y.; Li, Y.; Ehti, A.; Liu, X. Duplex Nucleation and Its Effect on the Grain Size and Properties of Near Eutectic Al-Si Alloys. Materials 2022, 15, 2507. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15072507
AMA Style
Li W, Wu Y, Wu Y, Li Y, Ehti A, Liu X. Duplex Nucleation and Its Effect on the Grain Size and Properties of Near Eutectic Al-Si Alloys. Materials. 2022; 15(7):2507. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15072507
Chicago/Turabian StyleLi, Wenbo, Yuying Wu, Yongjie Wu, Yang Li, Amanisha Ehti, and Xiangfa Liu. 2022. "Duplex Nucleation and Its Effect on the Grain Size and Properties of Near Eutectic Al-Si Alloys" Materials 15, no. 7: 2507. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15072507
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.