
Low-Density Particleboards Modified with Expanded and Unexpanded Fillers—Characteristics and Properties


Abstract
:1. Introduction
2. Materials and Methods
2.1. Particleboards Manufacturing
- -
- expanded microspheres, made of polymethyl methacrylate (PMMA)—Expancel type 920 DE 40 d30 (Nouryon B.V., Amsterdam, The Netherlands);
- -
- unexpanded microspheres, increasing their volume under the influence of increased temperature—Expancel type 031 DU 40 (Nouryon B.V., Amsterdam, The Netherlands);
- -
- expanded polystyrene EPS (Unipol Holland BV, Oss, The Netherlands).
2.2. Particleboard Properties
3. Results and Discussion
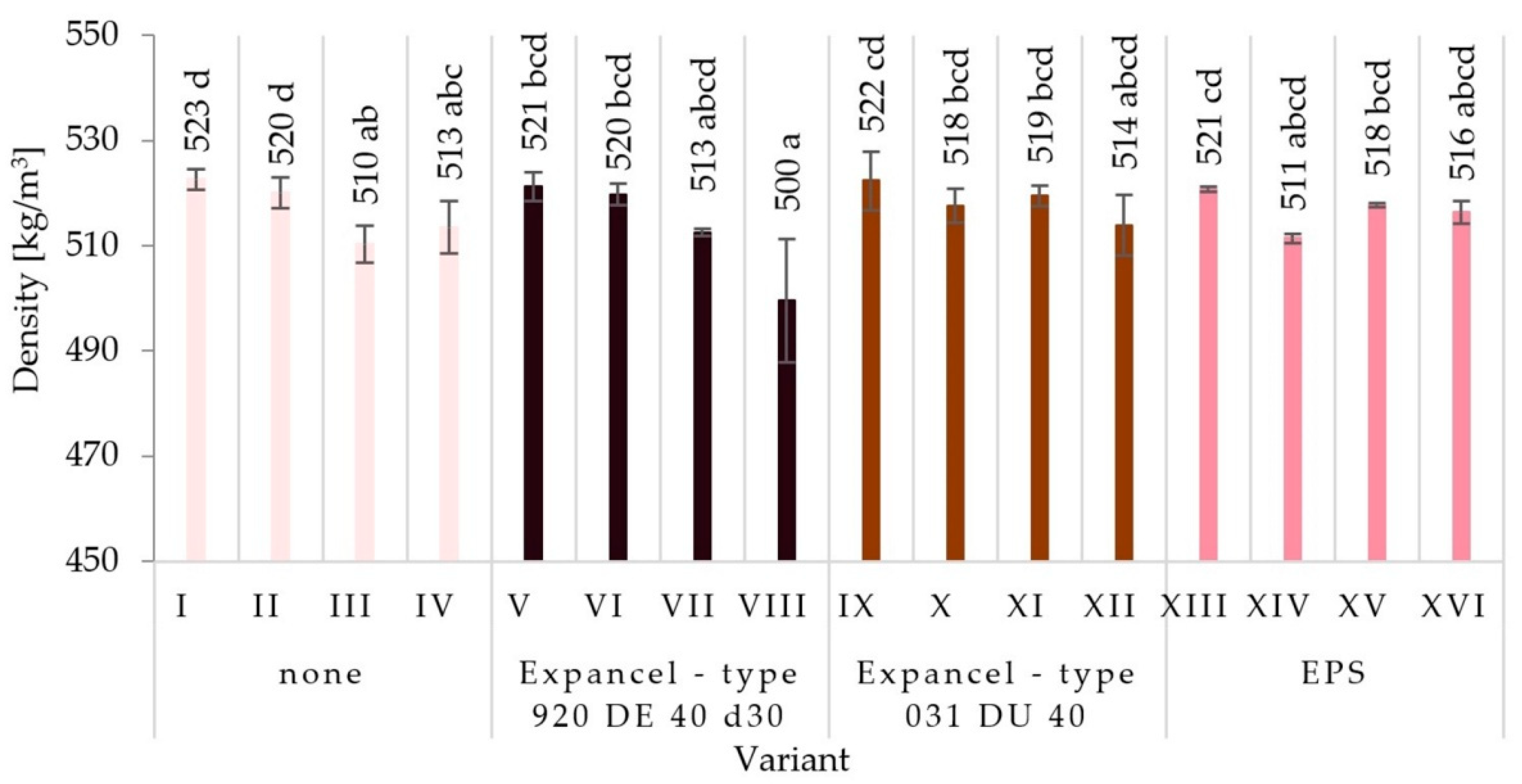
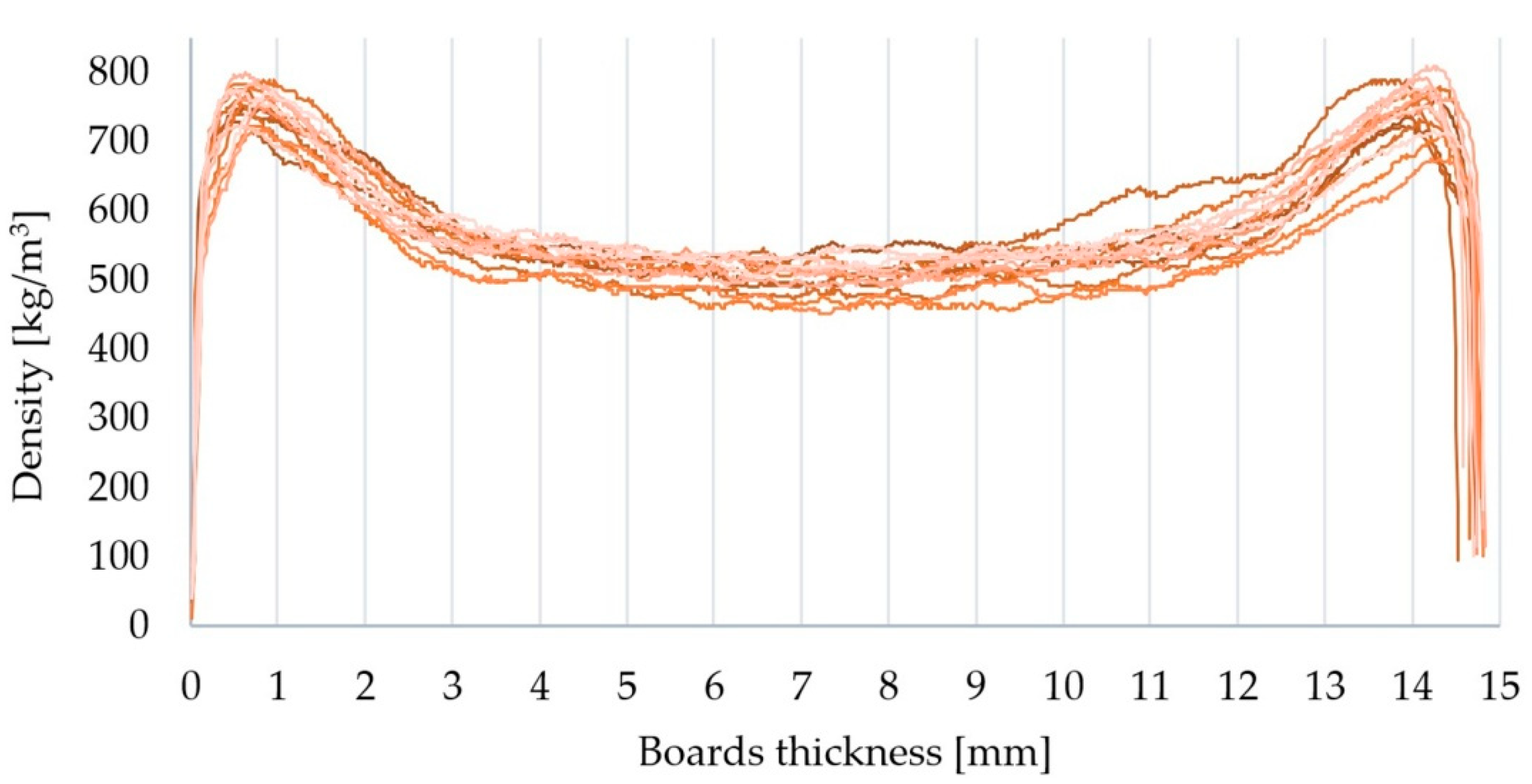
3.1. Density Profile
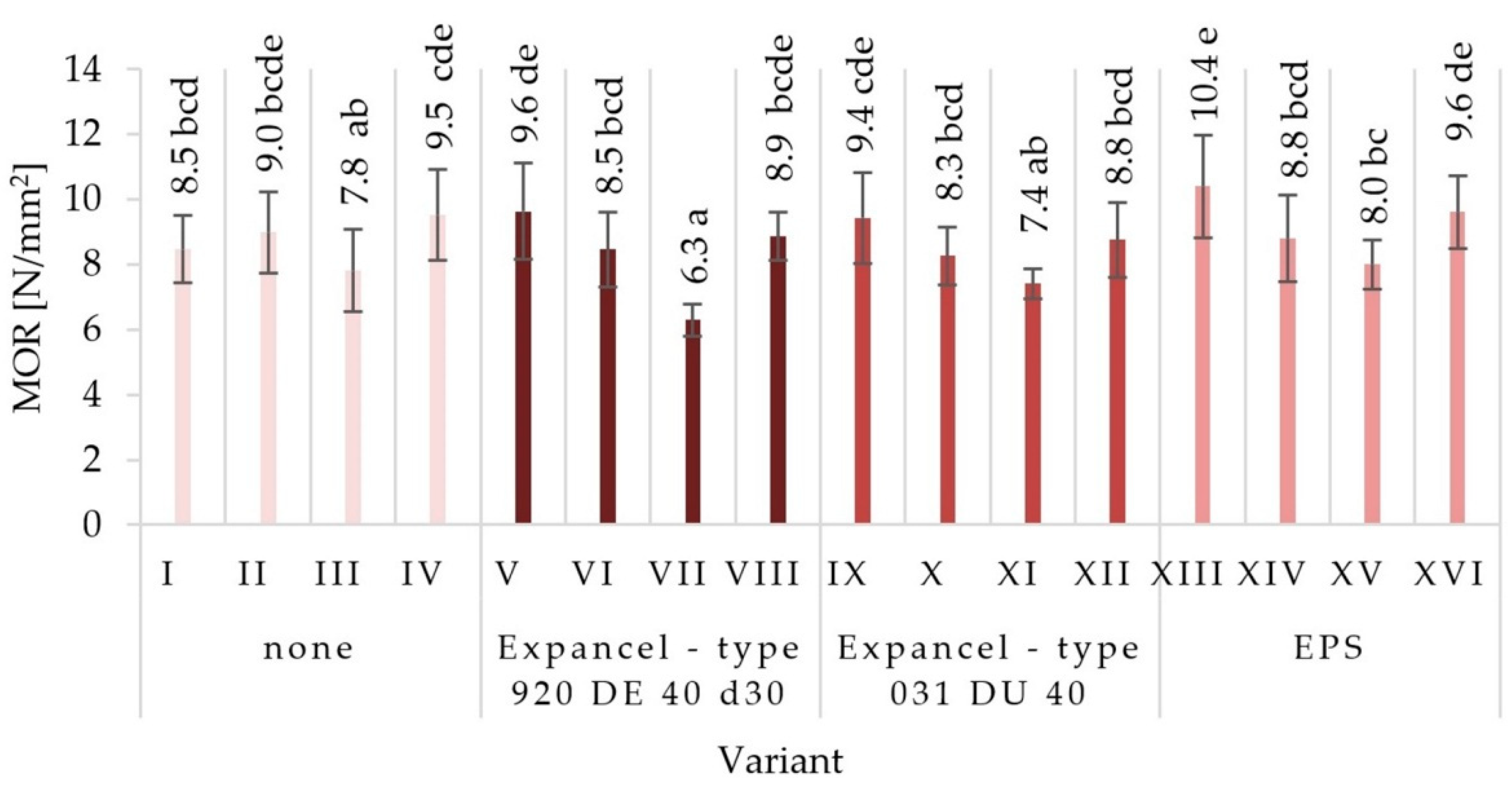
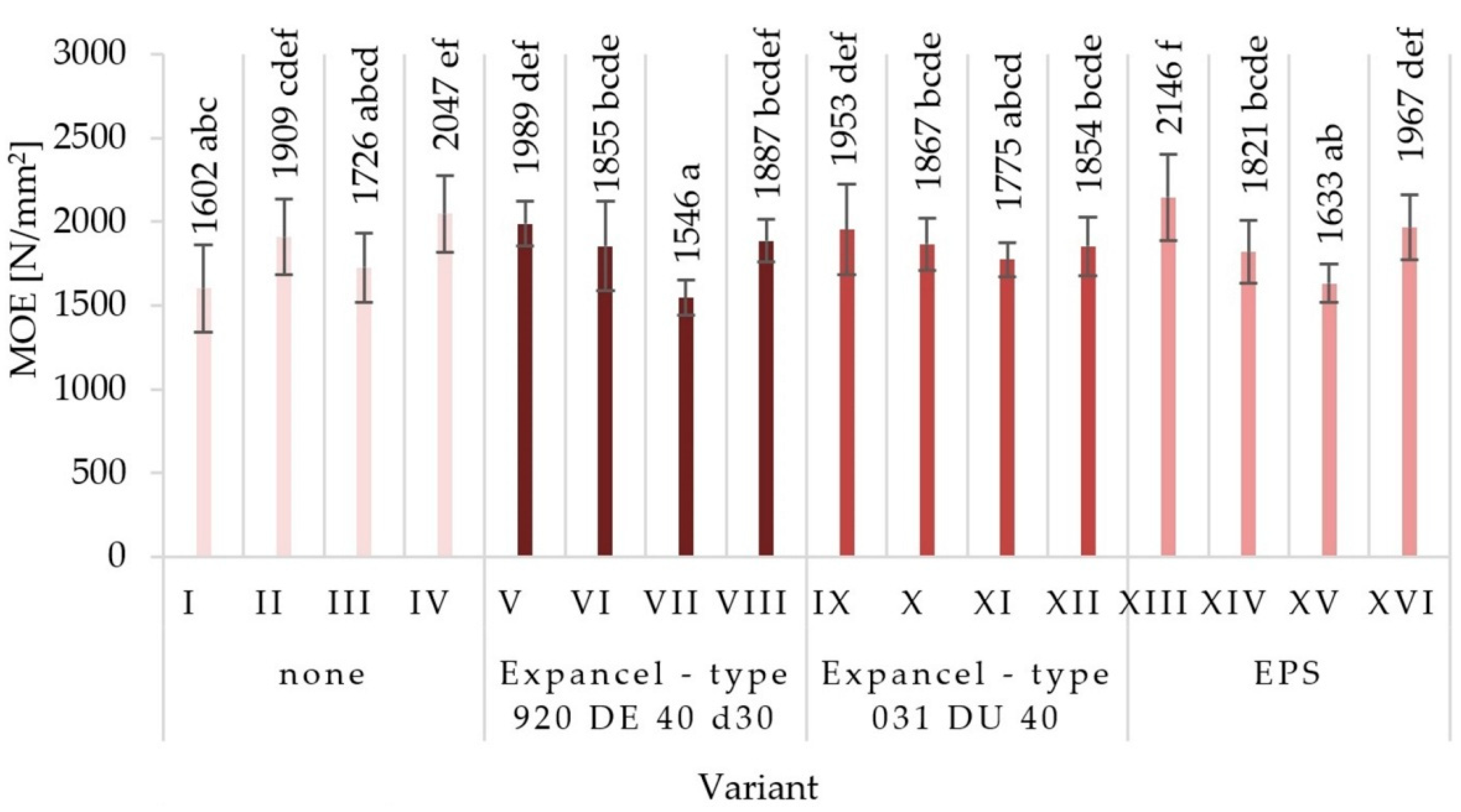
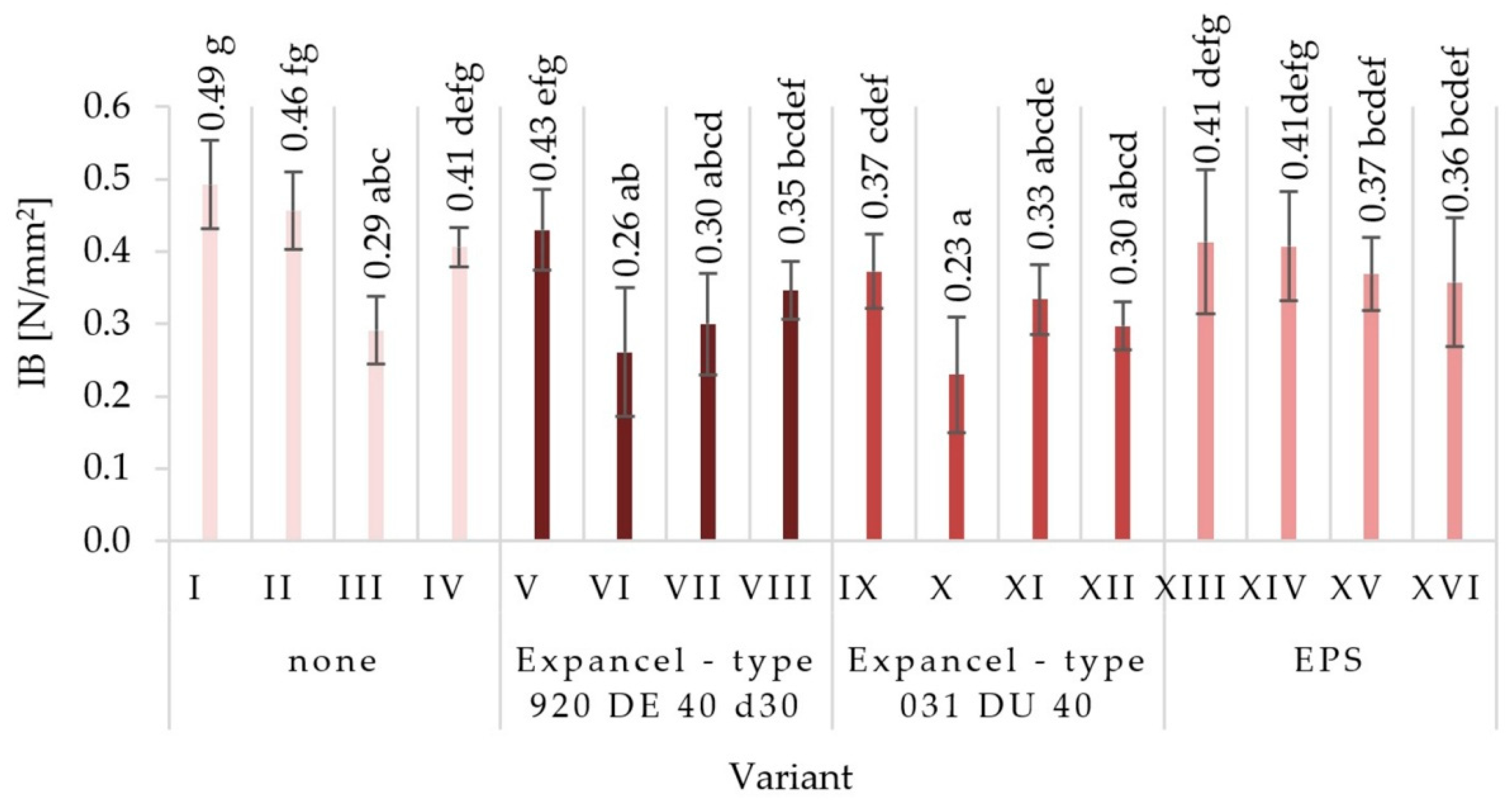
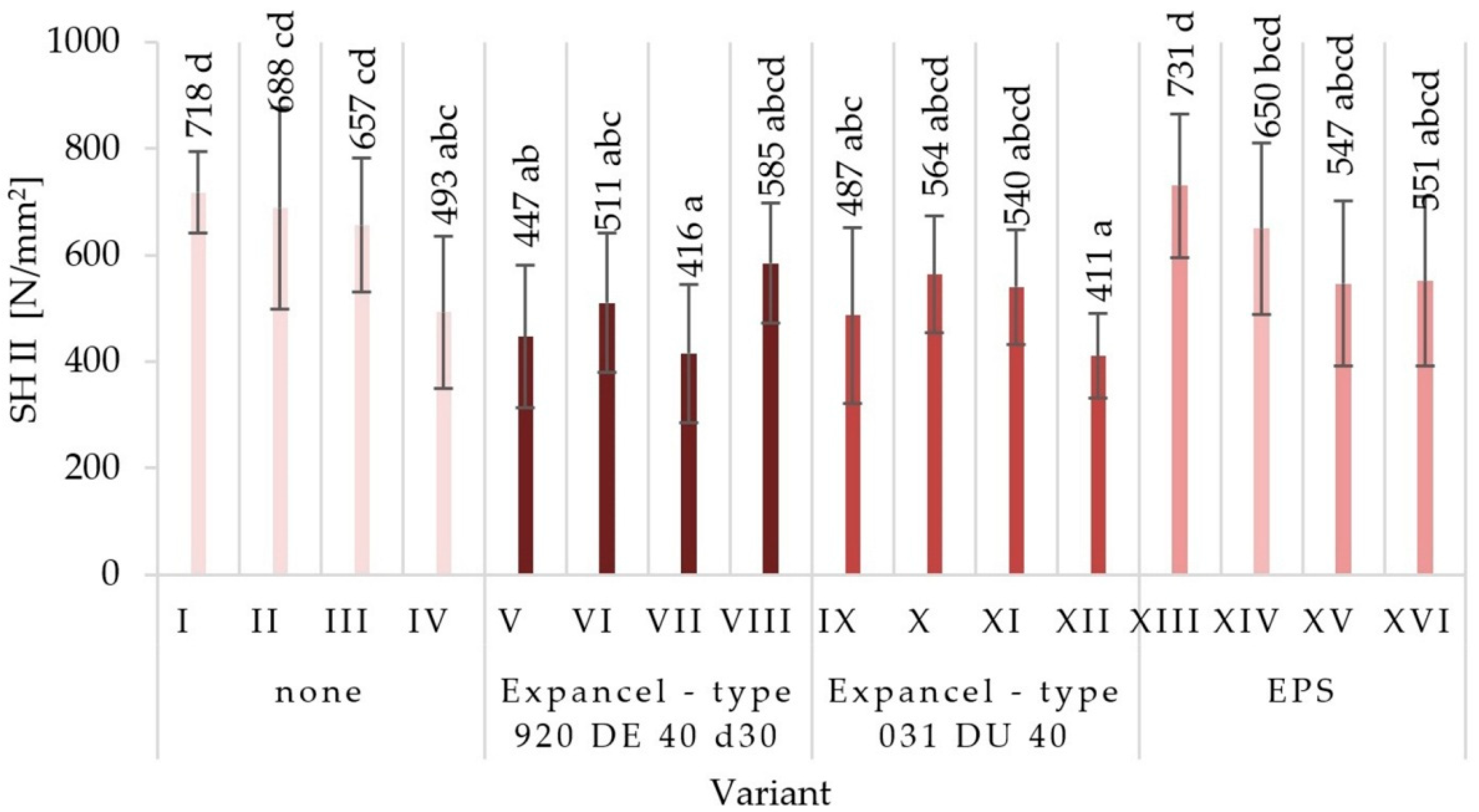
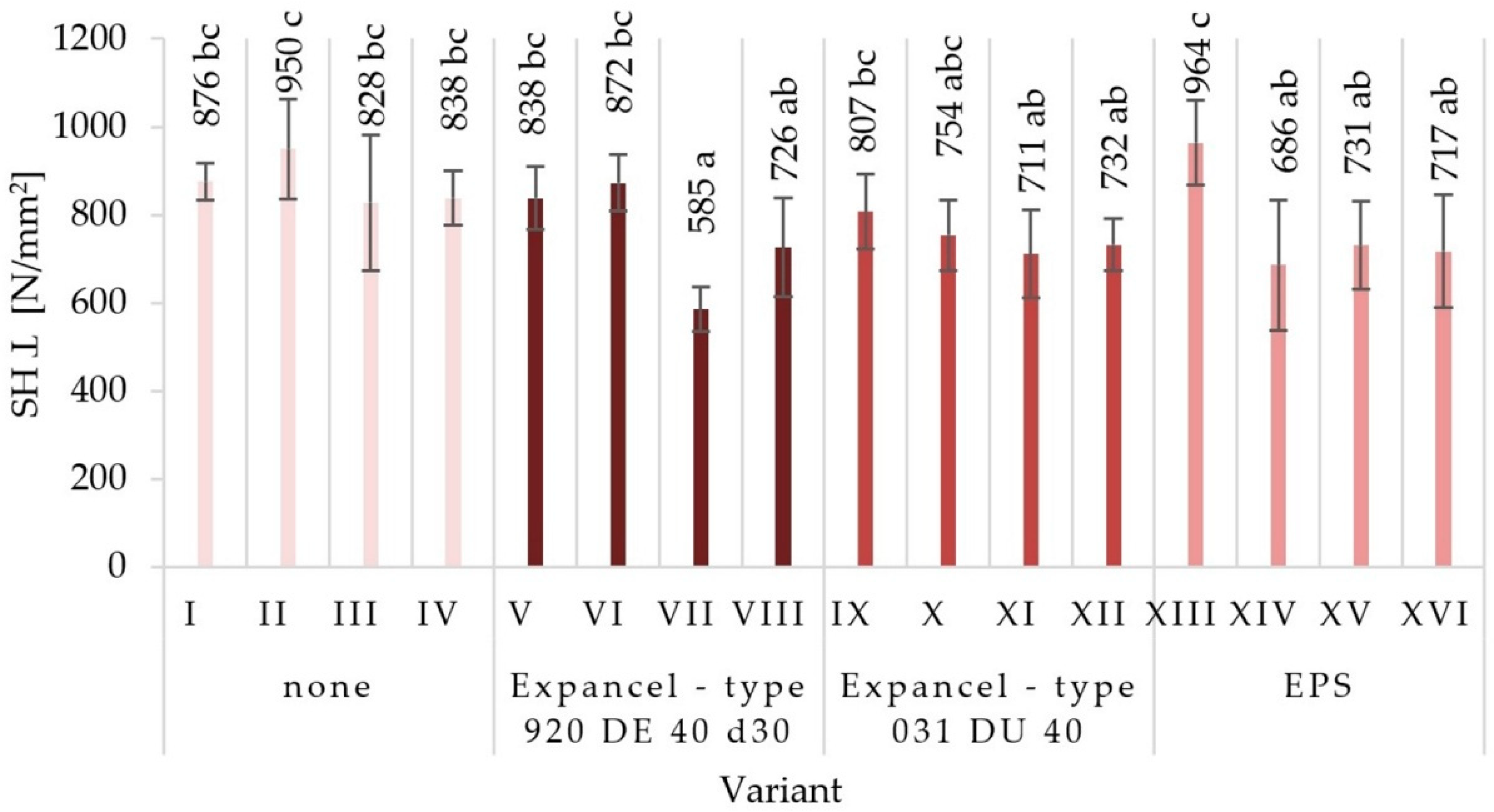
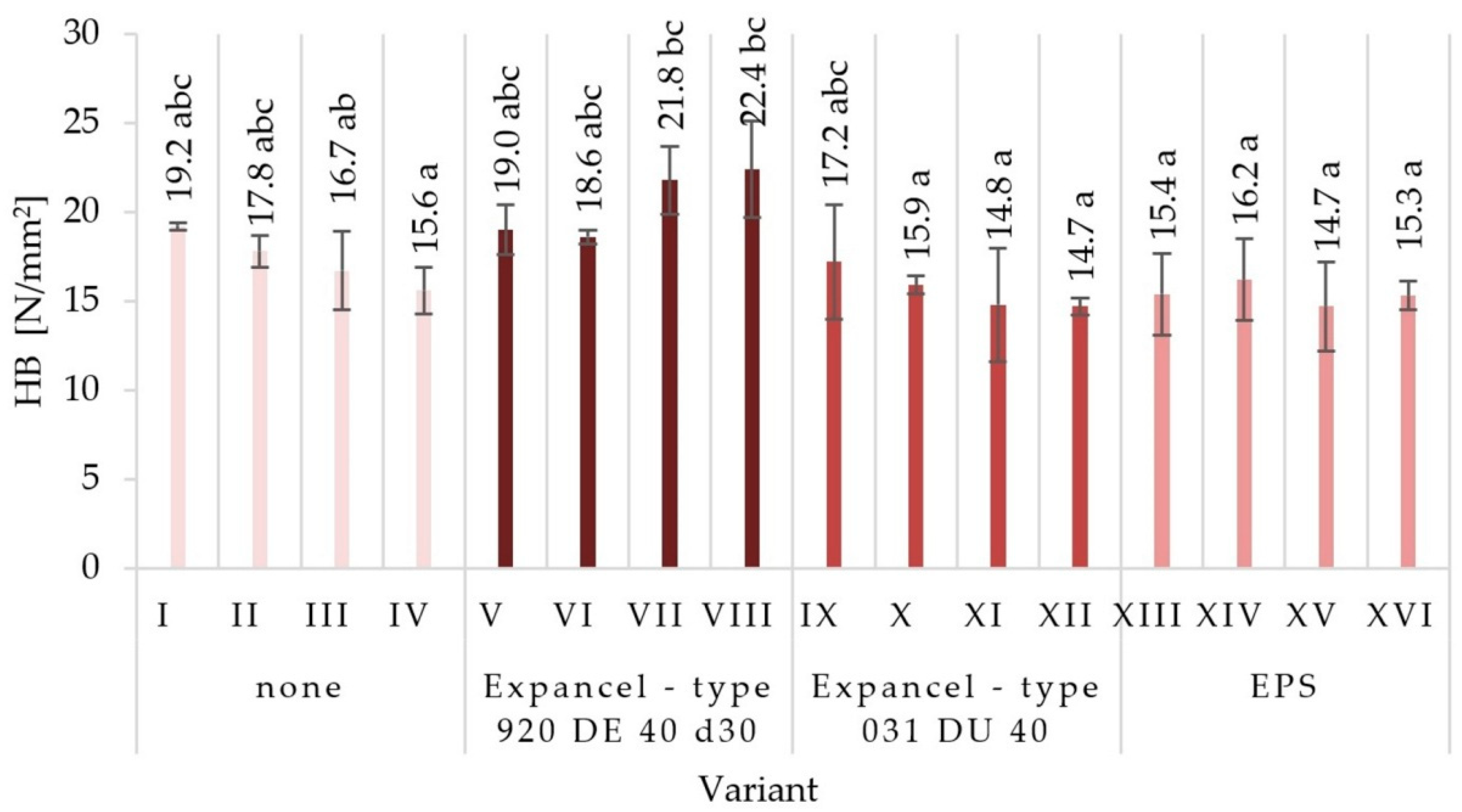
3.2. Mechanical Properties
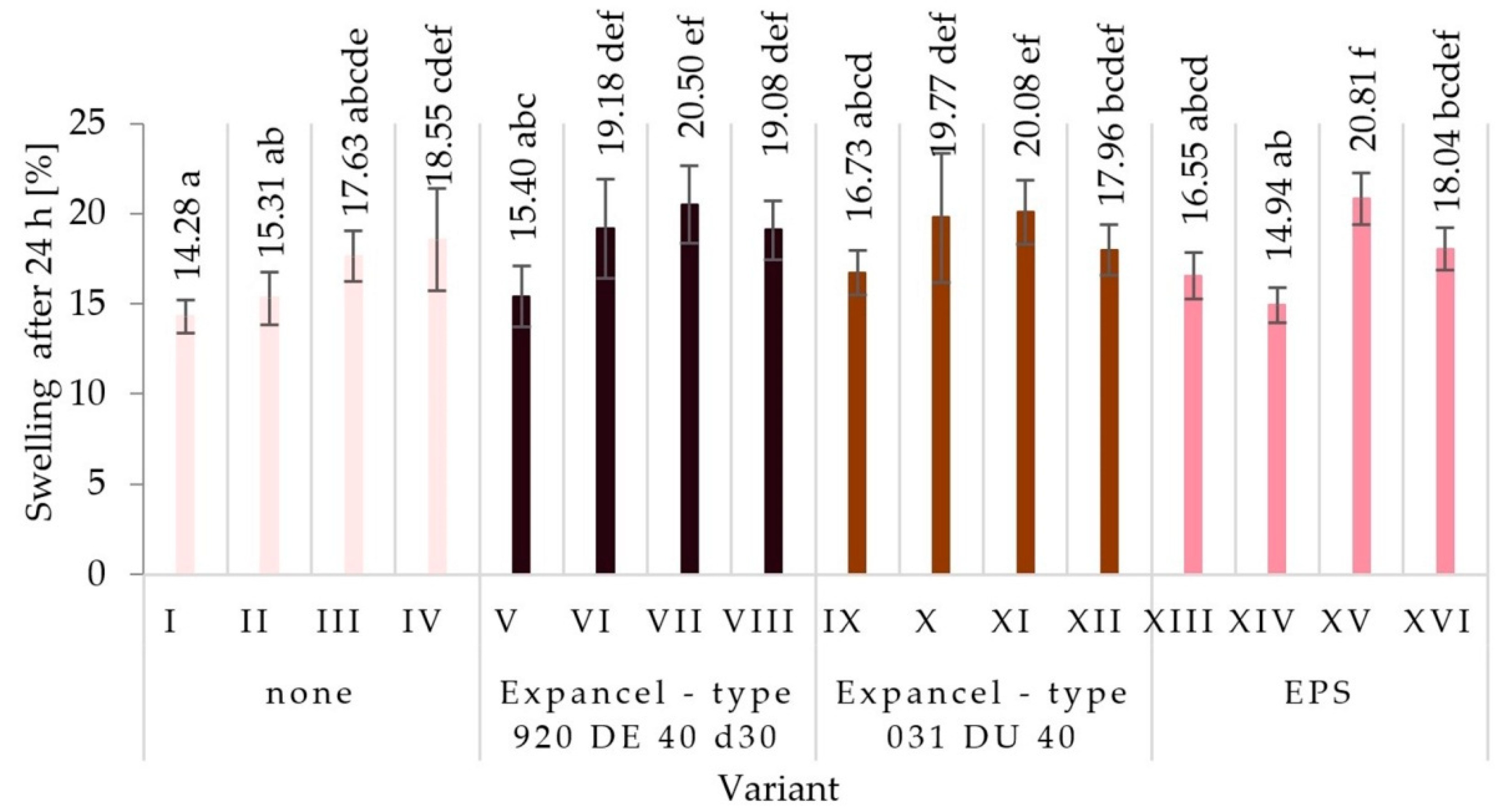
3.3. Swelling Thickness
4. Conclusions
- The addition of expanded polystyrene EPS (and to a lesser extent, Expancel-type 920 DE 40 d30) as a filler had a positive effect on the mechanical properties of the three-layer particleboards. Variant XIII (made with EPS) was characterized by the highest value of static bending strength. The highest value of tensile strength perpendicular to the planes was demonstrated by particleboards with fillers made from variants V (made with Expancel-type 920 DE 40 d30), XIII, and XIV (made with EPS). Particleboards from variant XIII (made with EPS) were distinguished by the highest resistance values when pulling out the screws axially.
- EPS had the most important influence on the mechanical properties of particleboards (also, partly, Expancel-type 031 DU 40, therefore it is recommended that research should continue with the inclusion of this filler). At the same time, higher values of static bending strength, modulus of elasticity, tensile strength, and the ability to hold onto the screws were achieved using pneumatic spraying and a lower glue content.
- The addition of EPS as the filler had a positive effect on dimensional stability. The smallest range of dimensional changes after 24 h of soaking in water was characteristic for particleboards from variant XIV, with a high degree of gluing, flow-dosing of the glue, and the use of larger particles (made with the participation of EPS).
- Both expanded and unexpanded fillers allow for the production of particleboards with reduced density and thus lead to savings in terms of wood raw material and, consequently, a reduction in the share of adhesive resins, which are largely responsible for the volatile organic compound emissions from the boards. Further research into the use of microspheres may also increase the percentage of fillers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thomen, H. Lightweight panels for the European furniture industry: Some recent developments. In Proceedings of the COST E49 Workshop on “Lightweight Wood based Composites”, Bled, Slovenia, 23–25 June 2008. [Google Scholar]
- Thole, V. Faserplatten aus Palmenresten. Holz Kunstst. 2001, 4, 90–92. [Google Scholar]
- Boquillon, N.; Elbez, G.; Schönfeld, U. Properties of wheat straw particleboards bonded with different types of resin. J. Wood Sci. 2004, 50, 230–235. [Google Scholar] [CrossRef]
- Zhang, Y.; Lu, X.; Pizzi, A.; Delmotte, L. Wheat straw particleboard bonding improvements by enzyme pretreatment. Holz als Roh- und Werkst. 2003, 61, 49–54. [Google Scholar] [CrossRef]
- Dai, C.; Wasylciw, W.; Jin, J. Comparison of the pressing behaviour of wood particleboard and strawboard. Wood Sci. Technol. 2004, 38, 529–537. [Google Scholar] [CrossRef]
- Mo, X.; Cheng, E.; Wang, D.; Sun, X. Physical properties of medium-density wheat straw particleboard using different adhesives. Ind. Crop. Prod. 2003, 18, 47–53. [Google Scholar] [CrossRef]
- Guler, C.; Ozen, R. Some properties of particleboards made from cotton stalks (Gossypium hirsitum L.). Holz als Roh- und Werkst. 2004, 62, 40–43. [Google Scholar] [CrossRef]
- Alma, M.H.; Kalaycıoğlu, H.; Bektaş, I.; Tutus, A. Properties of cotton carpel-based particleboards. Ind. Crop. Prod. 2005, 22, 141–149. [Google Scholar] [CrossRef]
- Dziurka, D.; Mirski, R. Lightweight boards from wood and rape straw particles. Drewno 2013, 190, 19–31. [Google Scholar]
- Tröger, F.; Wegener, G.; Seemann, C. Miscanthus and flax as raw material for reinforced particleboards. Ind. Crop. Prod. 1998, 8, 113–121. [Google Scholar] [CrossRef]
- Ghalehno, M.D.; Nazerian, M.; Bayatkashkooli, A. Influence of utilization of bagasse in surface layer on bending strength of three-layer particleboard. Holz als Roh- und Werkst. 2010, 69, 533–535. [Google Scholar] [CrossRef]
- Wang, D.; Sun, X.S. Low density particleboard from wheat straw and corn pith. Ind. Crop. Prod. 2002, 15, 43–50. [Google Scholar] [CrossRef]
- Sekaluvu, L.; Tumutegyereize, P.; Kiggundu, N. Investigation of Factors Affecting the Production and Properties of Maize Cob-Particleboards. Waste Biomass-Valorization 2013, 5, 27–32. [Google Scholar] [CrossRef]
- Tangjuank, S. Thermal insulation and physical properties of particleboards from pineapple leaves. Int. J. Phys. Sci. 2011, 6, 4528–4532. [Google Scholar]
- Guuntekin, E.; Uner, B.; Karakus, B. Chemical composition of tomato (Solanum lycopersicum) stalk and suitability in the particleboard production. J. Environ. Biol. 2009, 30, 731–734. [Google Scholar]
- Guntekin, E.; Karakus, B. Feasibility of using eggplant (Solanum melongena) stalks in the production of experimental particleboard. Ind. Crop. Prod. 2008, 27, 354–358. [Google Scholar] [CrossRef]
- Ntalos, G.A.; Grigoriou, A.H. Characterization and utilisation of vine prunings as a wood substitute for particleboard production. Ind. Crop. Prod. 2002, 16, 59–68. [Google Scholar] [CrossRef]
- Borysiuk, P.; Jenczyk-Tolloczko, I.; Auriga, R.; Kordzikowski, M. Sugar beet pulp as raw material for particleboard production. Ind. Crop. Prod. 2019, 141, 111829. [Google Scholar] [CrossRef]
- Borysiuk, P.; Szołucha, M.; Jaskółowski, W.; Czechowska, J. Low-density particleboards with foamed polystyrene additive. Ann Wars Univ Life Sci-SGGW. For. Wood Technol. 2010, 71, 62–66. [Google Scholar]
- Shalbafan, A.; Tackmann, O.; Welling, J. Using of expandable fillers to produce low density particleboard. Holz als Roh- und Werkst. 2015, 74, 15–22. [Google Scholar] [CrossRef]
- Lu, J.; Wang, D.; Jiang, P.; Zhang, S.; Chen, Z.; Bourbigot, S.; Fontaine, G.; Wei, M. Design of fire resistant, sound-absorbing and thermal-insulated expandable polystyrene based lightweight particleboard composites. Constr. Build. Mater. 2021, 305, 124773. [Google Scholar] [CrossRef]
- Czechowska, J.; Borysiuk, P.; Mamiński, M.; Boruszewski, P. Low-density particleboards filled with waste PUR foam. Ann. Wars Univ. Life Sci-SGGW. For. Wood Technol. 2008, 63, 156–160. [Google Scholar]
- Okino, E.Y.A.; Santana, M.A.E.; de Souza, M.R. Utilization of wastepaper to manufacture low density boards. Bioresour. Technol. 2000, 73, 77–79. [Google Scholar] [CrossRef]
- Taramian, A.; Doosthoseini, K.; Mirshokraii, S.A.; Faezipour, M. Particleboard manufacturing: An innovative way to recycle paper sludge. Waste Manag. 2007, 27, 1739–1746. [Google Scholar] [CrossRef]
- Luedtke, J.; Thoemen, H.; Welling, J.; Barbu, C.M. Lightweight Wood-Based Board and Process for Producing It. Worldwide Patent WO2008071618 A3, 31 July 2008. [Google Scholar]
- Jarusombuti, S.; Hiziroglu, S.; Bauchongkol, P.; Fueangvivat, V. Properties of Sandwich-Type Panels Made from Bamboo and Rice Straw. For. Prod. J. 2009, 59, 52–57. [Google Scholar] [CrossRef]
- Chen, Z.; Yan, N.; Deng, J.; Smith, G. Flexural creep behavior of sandwich panels containing Kraft paper honeycomb core and wood composite skins. Mater. Sci. Eng. A 2011, 528, 5621–5626. [Google Scholar] [CrossRef]
- Shalbafan, A.; Luedtke, J.; Welling, J.; Thoemen, H. Comparison of foam core materials in innovative lightweight wood-based panels. Holz als Roh- und Werkst. 2011, 70, 287–292. [Google Scholar] [CrossRef]
- Ritter, N.; Kharazipour, A. Development of three-layered popcorn based particleboards by a combinition of maize and wood. In Review of Forests, Wood Products and Wood Biotechnology of Iran and Germany—Part III, Universitätsverlag Göttingen; Universitätsdrucke Göttingen: Göttingen, Germany, 2009; pp. 1–10. [Google Scholar]
- Niemz, P.; Sandberg, D. Critical wood-particle properties in the production of particleboard. Wood Mater. Sci. Eng. 2022, 1–2. [Google Scholar] [CrossRef]
- Zvirgzds, K.; Kirilovs, E.; Kukle, S.; Gross, U. Production of Particleboard Using Various Particle Size Hemp Shives as Filler. Materials 2022, 15, 886. [Google Scholar] [CrossRef]
- Regmi, S.; Bajwa, D.; Igathinathane, C.; Nahar, N. High fiber fraction DDGS—A functional filler for manufacturing low-density particleboards. Ind. Crop. Prod. 2022, 181, 114793. [Google Scholar] [CrossRef]
- Ndiwe, B.; Konai, N.; Pizzi, A.; Karga, L.; Kaoutoing, M.D.; Danwe, R. Mechanical performance of a particleboard based on natural hardener. Wood Mater. Sci. Eng. 2022, 1–9. [Google Scholar] [CrossRef]
- Clad, W. Die Rohdichtesenkung bei Spanplatten Eine Literaturübersicht. Holz als Roh- und Werkst. 1982, 40, 387–393. [Google Scholar] [CrossRef]
- Sellers, T., Jr.; Miller, G.D.; Fuller, M.J. Kenaf core as a board raw material. For. Prod. J. 1993, 43, 69–71. [Google Scholar]
- Meinlschmidt, P.; Schirp, A.; Dix, B.; Thole, V.; Brinker, N. Agricultural residues with light parenchyma cells and expandable filler materials for the production of lightweight particleboards. In Proceedings of the International Panel Products Symposium, Espoo, Finland, 24–26 September 2008; pp. 179–188. [Google Scholar]
- Irle, M.; Barbu, M.C. Wood-based panels technology. In Wood-Based Panels—An Introduction for Specialists; Brunel University Press: London, UK, 2010; pp. 1–94. [Google Scholar]
- Boruszewski, P.; Borysiuk, P.; Mamiński, M.; Czechowska, J. Mat compression measurements during low-density particleboard manufacturing. BioResources 2016, 11, 6909–6919. [Google Scholar] [CrossRef] [Green Version]
- Subiyanto, B.; Takino, S.; Kawai, S.; Sasaki, H. Production of thick low-density particleboard with a semicontinuous steam-injection press. Mokuzai Gakkaishi 1991, 37, 24–30. [Google Scholar]
- Stosch, M. Leichtbauwerkstoffe; BM Special; Konradin Verlag: Leinfelden Echterdingen, Germany, 2006. [Google Scholar]
- Guo, G.; Rizvi, G.M.; Park, C.B.; Lin, W.S. Critical processing temperature in the manufacture of fine-celled plastic/wood-fiber composite foams. J. Appl. Polym. Sci. 2004, 91, 621–629. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Matuana, L.M. Microcellular Foamed Wood-Plastic Composites by Different Processes: A Review. Macromol. Mater. Eng. 2007, 292, 113–127. [Google Scholar] [CrossRef]
- Matuana-Malanda, L.; Park, C.B.; Balatinecz, J.J. Production of Microcellular Foamed PVC/Wood-Fiber Composites: Processing and Cell Morphology Relationship. In Proceedings of the Society of Plastics Engineers, Annual Technical—ANTEC, Indianapolis, IN, USA, 5–10 May 1996. [Google Scholar]
- Martini-Vvedensky, J.E.; Suh, N.P.; Waldman, F.A. Microcellular Closed Cell Foams and the Method of Manufacture. U.S. Patent 4,473,665, 25 September 1984. [Google Scholar]
- Moslemi, A.A. Particleboard Vol. 2: Technology; Southern Illinois University Press: Carbondal, IL, USA, 1974. [Google Scholar]
- EN 323; Wood-Based Panels—Determination of Density. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 310; Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardization: Brussels, Belgium, 1994.
- EN 319; Particleboards and Fibreboards. Determination of Tensile Strength Perpendicular to the Plane of the Board. European Committee for Standardization: Brussels, Belgium, 1999.
- EN 320; Particleboards and Fibreboards. Determination of Resistance to Axial Withdrawal of Screws. European Committee for Standardization: Brussels, Belgium, 2011.
- EN 1534; Wood Flooring and Parquet. Determination of Resistance to Indentation. Test Method. European Committee for Standardization: Brussels, Belgium, 2020.
- EN 317; Particleboards and Fibreboards. Determination of Swelling in Thickness after Immersion in Water. European Committee for Standardization: Brussels, Belgium, 1999.
- Humphrey, P.E. Physical Aspects of Wood Particleboard Manufacture. Ph.D. Thesis, University College of N. Wales, Bangor, UK, 1982. [Google Scholar]
- Humphrey, P.E.; Bolton, A.J. The hot pressing of dry-formed wood-based composites, Part II: A simulation model for heat and moisture transfer and typical results. Holzforschung 1989, 43, 199–206. [Google Scholar] [CrossRef]
- Kelly, M.W. Critical Literature Review on Relationships between Processing Parameters and Physical Properties of Particleboards; General Technical Report FPL-20; Forest Products Laboratory, US Department of Agriculture: Pullman, WA, USA, 1977. [Google Scholar]
- Wong, E.D.; Zhang, M.; Wang, Q.; Kawai, S. Effects of mat moisture content and press closing speed on the formation of density profile and properties of particleboard. J. Wood Sci. 1998, 44, 287–295. [Google Scholar] [CrossRef]
- Wong, E.D.; Zhang, M.; Wang, Q.; Kawai, S. Formation of the density profile and its effects on the properties of particleboard. Wood Sci. Technol. 1999, 33, 327–340. [Google Scholar] [CrossRef]
- Gamage, N.; Setunge, S. Modelling of vertical density profile of particleboard, manufactured from hardwood sawmill residue. Wood Mater. Sci. Eng. 2014, 10, 157–167. [Google Scholar] [CrossRef]
- Dunky, M. Particle size distribution and glue resin consumption: How to spare costs. In Proceedings of the Second European Panel Products Symposium, Llandudno, UK, 21–22 October 1998; pp. 206–217. [Google Scholar]
- Liri, O.; Kivistö, A.; Saarinen, A. Der Einfluβ von Holzarten Spangröβ und Bindemittel auf Festigkeit und die Quellung von Spanpaltten mit höheren elastomechanischen Eigenschaften. Holzforsch. Und Holzverwert. 1977, 29, 117–122. [Google Scholar]
- Medved, S.; Resnik, J. Impact of beech particle size on compaction ratio of the surface layer. Wood Res. 2006, 52, 101–108. [Google Scholar]
- Dziurka, D.; Mirski, R.; Dukarska, D.; Derkowski, A. Possibility of using the expanded polystyrene and rape straw to the manufacture of lightweight particleboards. Maderas. Cienc. Y Tecnol. 2015, 17, 647–656. [Google Scholar] [CrossRef] [Green Version]
- Mir, S.; Farrokhpayam, S.R.; Nazerian, M.; Mansouri, H.R. Light weight particle board using expanded polystyrene. J. Wood For. Sci. Technol. 2016, 22, 239–253. [Google Scholar]
- Luo, S.; Gao, L.; Guo, W. Effect of expanded polystyrene content and press temperature on the properties of low-density wood particleboard. Maderas. Cienc. Y Tecnol. 2020, 22, 549–558. [Google Scholar] [CrossRef]
- Technical Specification CEN/TS 16368; Lightweight Particleboards—Specifications. European Committee for Standardization: Brussels, Belgium, 2014.
- Stosch, M. Leichtbau-Werkstoffe, Technologie, Verarbaitung; BM Bau- und Möbelschreiner, BM Special; Konradin Verlag: Leinfelden-Echterdingen, Germany, 2009. [Google Scholar]
- Thoemen, H.; Irle, M.; Sernek, M. Wood-Based Panels: An Introduction for Specialists, 1st ed.; Brunel University Press: London, UK, 2010; Volume 1, pp. 293–322. [Google Scholar]
- Roffael, E.; Rauch, W. Influence of density on the swelling behaviour of phenolic resin bonded particle. Holz Roh Werkst. 1972, 30, 178–181. [Google Scholar] [CrossRef]
- Boehme, C. Thickness swelling of chip boards for furniture in view of the CEN-standardization. Holz Roh Werkst. 1991, 49, 239–241. [Google Scholar] [CrossRef]
- Horvath, J. Expanded Polystyrene (EPS) geofoam: An introduction to material behavior. Geotext. Geomembr. 1994, 13, 263–280. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variant | Type of Filler | Glue Content of the Core/Surface Layer (%) | Glue Dosing | Length of Core Layer Particles (mm) |
|---|---|---|---|---|
| I | - | 10/12 | pneumatic spraying | 8 |
| II | - | 10/12 | flow dosing | 4 |
| III | - | 8/10 | flow dosing | 8 |
| IV | - | 8/10 | pneumatic spraying | 4 |
| V | Expancel-type 920 DE 40 d30 * | 10/12 | pneumatic spraying | 8 |
| VI | Expancel-type 920 DE 40 d30 | 10/12 | flow dosing | 4 |
| VII | Expancel-type 920 DE 40 d30 | 8/10 | flow dosing | 8 |
| VIII | Expancel-type 920 DE 40 d30 | 8/10 | pneumatic spraying | 4 |
| IX | Expancel-type 031 DU 40 * | 10/12 | pneumatic spraying | 4 |
| X | Expancel-type 031 DU 40 | 10/12 | flow dosing | 8 |
| XI | Expancel-type 031 DU 40 | 8/10 | flow dosing | 4 |
| XII | Expancel-type 031 DU 40 | 8/10 | pneumatic spraying | 8 |
| XIII | EPS | 10/12 | pneumatic spraying | 4 |
| XIV | EPS | 10/12 | flow dosing | 8 |
| XV | EPS | 8/10 | flow dosing | 4 |
| XVI | EPS | 8/10 | pneumatic spraying | 8 |
| Source of Variation | MOR | MOE | IB | SH II | SH Ʇ | HB | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| p | P (%) | p | P (%) | p | P (%) | p | P (%) | p | P (%) | p | P (%) | |
| Filler | 0.002 | 5.32 | 0.417 | 1.21 | 0.000 | 20.04 | 0.000 | 17.73 | 0.001 | 14.57 | 0.000 | 53.66 |
| Glue content | 0.000 | 6.98 | 0.000 | 5.35 | 0.001 | 6.14 | 0.002 | 5.06 | 0.000 | 18.62 | 0.490 | 0.53 |
| Particle size | 0.014 | 2.16 | 0.011 | 2.77 | 0.123 | 1.27 | 0.330 | 0.48 | 0.003 | 7.42 | 0.604 | 0.30 |
| Glue dosing | 0.000 | 20.88 | 0.000 | 15.06 | 0.000 | 10.61 | 0.383 | 0.39 | 0.052 | 3.05 | 0.624 | 0.27 |
| Error | 64.66 | 75.62 | 61.94 | 76.34 | 56.34 | 45.24 | ||||||
| Source of Variation | TS | |
|---|---|---|
| p | P (%) | |
| Filler | 0.000 | 10.35 |
| Glue content | 0.000 | 25.87 |
| Particle size | 0.005 | 3.82 |
| Glue dosing | 0.000 | 6.66 |
| Error | 53.29 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boruszewski, P.; Borysiuk, P.; Jankowska, A.; Pazik, J. Low-Density Particleboards Modified with Expanded and Unexpanded Fillers—Characteristics and Properties. Materials 2022, 15, 4430. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15134430
Boruszewski P, Borysiuk P, Jankowska A, Pazik J. Low-Density Particleboards Modified with Expanded and Unexpanded Fillers—Characteristics and Properties. Materials. 2022; 15(13):4430. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15134430
Chicago/Turabian StyleBoruszewski, Piotr, Piotr Borysiuk, Agnieszka Jankowska, and Jolanta Pazik. 2022. "Low-Density Particleboards Modified with Expanded and Unexpanded Fillers—Characteristics and Properties" Materials 15, no. 13: 4430. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15134430