
Energy Channelization Analysis of Rough Tools Developed by RM-MT-EDM Process during ECSM of Glass Substrates

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
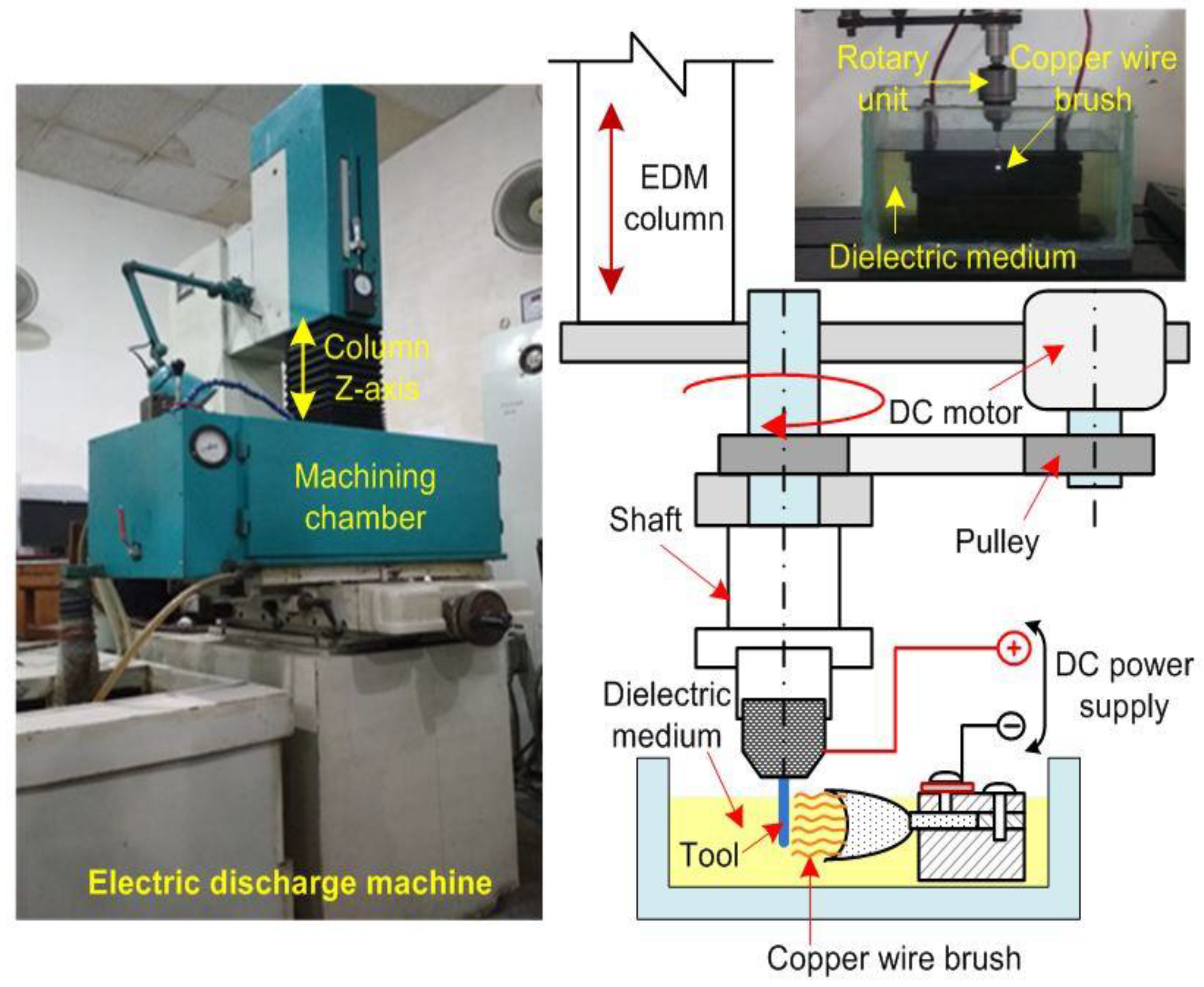
2. Materials and Methods
3. Results and Discussion
3.1. Fabrication of Rough Tools
3.2. Electrical Characterization of Rough Tools
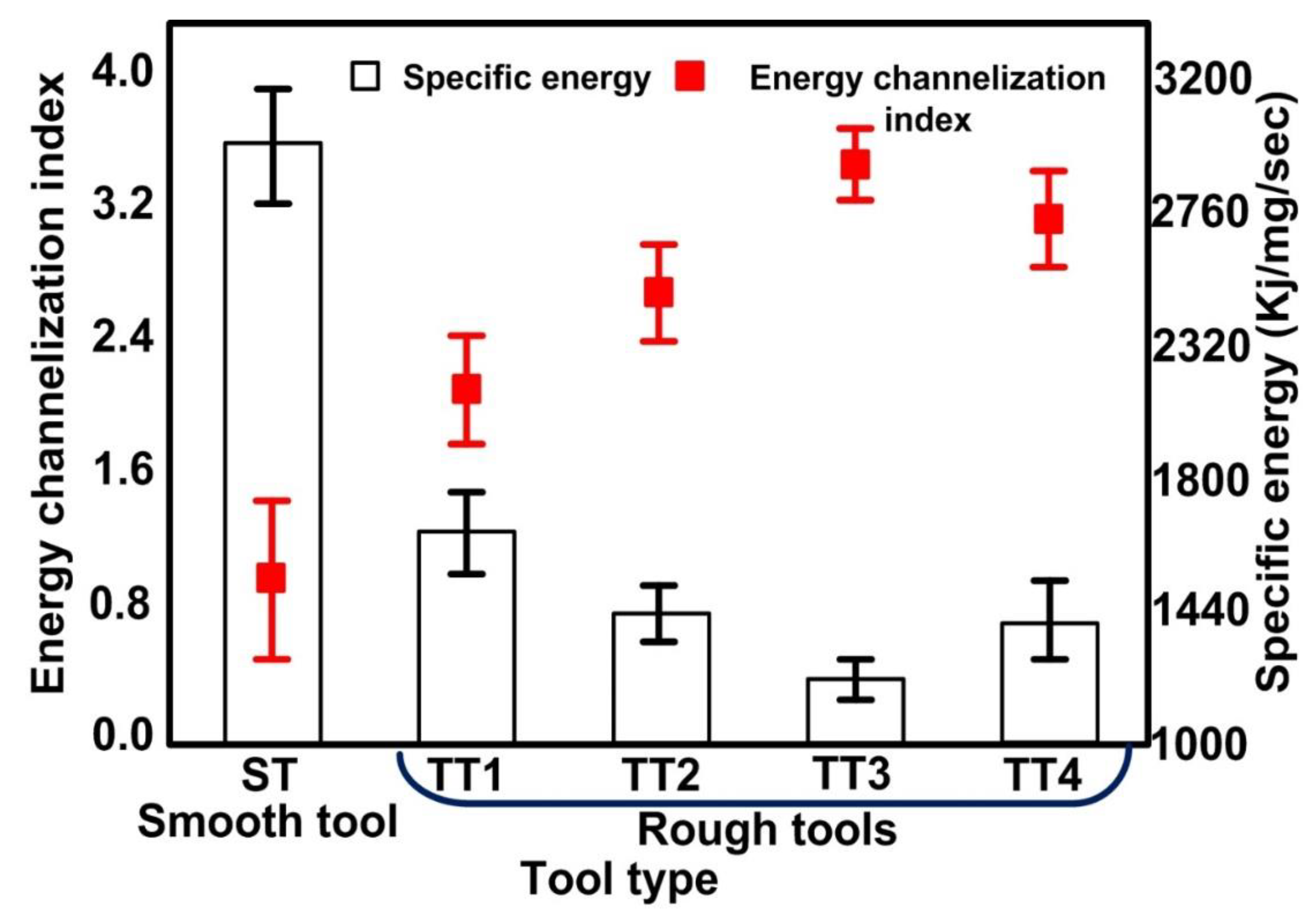
3.3. Energy Channelization Analysis of Rough Tools during ECSM
Future Scope
4. Conclusions
- The use of rough tools in ECSM process generates stable and thin gas film. Thereby, the breakdown of these stable and thin gas films results into the generation of high frequency spark discharges.
- The use of rough tools generates uniform electric field intensity over the surface of tool electrode and also improves the electric field intensity by 265.54% as compared to smooth surface tool electrodes.
- The tool electrodes with rough surface improves the energy channelization index by 248.40% than the smooth tools and also reduces the specific energy utilize to remove the per unit material in per unit time by 143.263%.
- The increase in surface roughness of rough tools increases the energy channelization index and decreases the consumption of energy required to remove the per unit material in per unit time. However, beyond a certain value (11.70 μm), the effect of increased surface roughness exhibits reverse trends due to an increase in the cavity size of the tool electrode.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chu, W.S.; Kim, C.S.; Lee, H.T.; Choi, J.O.; Park, J.I.; Song, J.H.; Jang, K.H.; Ahn, S.H. Hybrid manufacturing in micro/nano scale: A review. Int. J. Precis. Eng. Manuf. Green Technol. 2014, 1, 75–92. [Google Scholar] [CrossRef]
- Singh, T.; Dvivedi, A. Developments in electrochemical discharge machining: A review on electrochemical discharge machining, process variants and their hybrid methods. Int. J. Mach. Tools Manuf. 2016, 105, 1–13. [Google Scholar] [CrossRef]
- Singh, T.; Appalanaidu, B.; Dvivedi, A. Improvement in energy channelization behaviour during micro hole formation in Y-SZ ceramic with magnetic field assisted ECSM process. Measurement 2022, 194, 111079. [Google Scholar] [CrossRef]
- Singh, T.; Dvivedi, A. Impact of gas film thickness on the performance of RM-ECDM process during machining of glass. Mater. Manuf. Process. 2022, 37, 652–663. [Google Scholar] [CrossRef]
- Singh, T.; Arab, J.; Dixit, P. A review on microholes formation in glass-based substrates by electrochemical discharge drilling for MEMS applications. Mach. Sci. Technol. 2022, 26, 276–337. [Google Scholar] [CrossRef]
- Nguyen, K.H.; Lee, P.A.; Kim, B.H. Experimental investigation of ECDM for fabricating micro structures of quartz. Int. J. Precis. Eng. Manuf. 2015, 16, 5–12. [Google Scholar] [CrossRef]
- Singh, T.; Dvivedi, A. On energy channelization analysis for ECSM process during fabrication of microchannels in glass. Mater. Manuf. Process. 2021, 1–5. [Google Scholar] [CrossRef]
- Singh, Y.P.; Jain, V.K.; Kumar, P.; Agrawal, D.C. Machining piezoelectric (PZT) ceramics using an electrochemical spark machining (ECSM) process. J. Mater. Process. Technol. 1996, 58, 24–31. [Google Scholar] [CrossRef]
- Singh, T.; Dvivedi, A. Fabrication of micro holes in Yttria-stabilized zirconia (Y-SZ) by hybrid process of electrochemical discharge machining (ECDM). Ceram. Int. 2021, 47, 23677–23681. [Google Scholar] [CrossRef]
- Gupta, P.K.; Dvivedi, A.; Kumar, P. Developments on electrochemical discharge machining: A review of experimental investigations on tool electrode process parameters. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 910–920. [Google Scholar] [CrossRef]
- Singh, T.; Dvivedi, A. On performance evaluation of textured tools during micro-channeling with ECDM. J. Manuf. Process. 2018, 32, 699–713. [Google Scholar] [CrossRef]
- Arab, J.; Kannojia, H.K.; Dixit, P. Effect of tool electrode roughness on the geometric characteristics of through-holes formed by ECDM. Precis. Eng. 2019, 60, 437–447. [Google Scholar] [CrossRef]
- Sharma, V.; Pandey, P.M. Recent advances in turning with textured cutting tools: A review. J. Clean. Prod. 2016, 137, 701–715. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, I. Productivity improvement of micro EDM process by improvised tool. Precis. Eng. 2018, 51, 529–535. [Google Scholar] [CrossRef]
- Patel, D.; Jain, V.K.; Ramkumar, J. Surface texturing for inducing hydrophobicity. Directions 2015, 15, 46–53. [Google Scholar]
- Karmiris-Obratański, P.; Papazoglou, E.L.; Leszczyńska-Madej, B.; Karkalos, N.E.; Markopoulos, A.P. An Optimalization Study on the Surface Texture and Machining Parameters of 60CrMoV18-5 Steel by EDM. Materials 2022, 15, 3559. [Google Scholar] [CrossRef]
- Ishfaq, K.; Rehman, M.; Wang, Y. Toward the Targeted Material Removal with Optimized Surface Finish During EDM for the Repair Applications in Dies and Molds. Arab. J. Sci. Eng. 2022, 1–17. [Google Scholar] [CrossRef]
- Ishfaq, K.; Maqsood, M.A.; Anwar, S.; Alfaify, A.; Zia, A.W. Analyzing micromachining errors in EDM of Inconel 600 using various biodegradable dielectrics. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 1–12. [Google Scholar] [CrossRef]
- Ishfaq, K.; Maqsood, M.A.; Anwar, S.; Harris, M.; Alfaify, A.; Zia, A.W. EDM of Ti6Al4V under nano-graphene mixed dielectric: A detailed roughness analysis. Int. J. Adv. Manuf. Technol. 2022, 120, 7375–7388. [Google Scholar] [CrossRef]
- Ishfaq, K.; Waseem, M.U.; Sana, M. Investigating cryogenically treated electrodes’ performance under modified dielectric (s) for EDM of Inconel (617). Mater. Manuf. Process. 2022, 1–10. [Google Scholar] [CrossRef]
- Yang, C.K.; Cheng, C.P.; Mai, C.C.; Wang, A.C.; Hung, J.C.; Yan, B.H. Effect of surface roughness of tool electrode materials in ECDM performance. Int. J. Mach. Tools Manuf. 2010, 50, 1088–1096. [Google Scholar] [CrossRef]
- Jithin, S.; Bhandarkar, U.V.; Joshi, S.S. Analytical simulation of random textures generated in electrical discharge texturing. J. Manuf. Sci. Eng. 2017, 139, 111002. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chuang, F.P.; Wang, A.; Chow, H.M. Machining characteristics of hybrid EDM with ultrasonic vibration and assisted magnetic force. Int. J. Precis. Eng. Manuf. 2014, 15, 1143–1149. [Google Scholar] [CrossRef]
- Tzeng, C.J.; Chen, R.Y. Optimization of electric discharge machining process using the response surface methodology and genetic algorithm approach. Int. J. Precis. Eng. Manuf. 2013, 14, 709–717. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, T.; Dvivedi, A.; Sidhu, S.S.; Shlykov, E.S.; Muratov, K.R.; Ablyaz, T.R. Energy Channelization Analysis of Rough Tools Developed by RM-MT-EDM Process during ECSM of Glass Substrates. Materials 2022, 15, 5598. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15165598
Singh T, Dvivedi A, Sidhu SS, Shlykov ES, Muratov KR, Ablyaz TR. Energy Channelization Analysis of Rough Tools Developed by RM-MT-EDM Process during ECSM of Glass Substrates. Materials. 2022; 15(16):5598. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15165598
Chicago/Turabian StyleSingh, Tarlochan, Akshay Dvivedi, Sarabjeet Singh Sidhu, Evgeny Sergeevich Shlykov, Karim Ravilevich Muratov, and Timur Rizovich Ablyaz. 2022. "Energy Channelization Analysis of Rough Tools Developed by RM-MT-EDM Process during ECSM of Glass Substrates" Materials 15, no. 16: 5598. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15165598