
Cyclic Impact Compaction of an Ultra High Molecular Weight Polyethylene (UHMWPE) Powder and Properties of the Compacts
 ,
,
Abstract
:1. Introduction
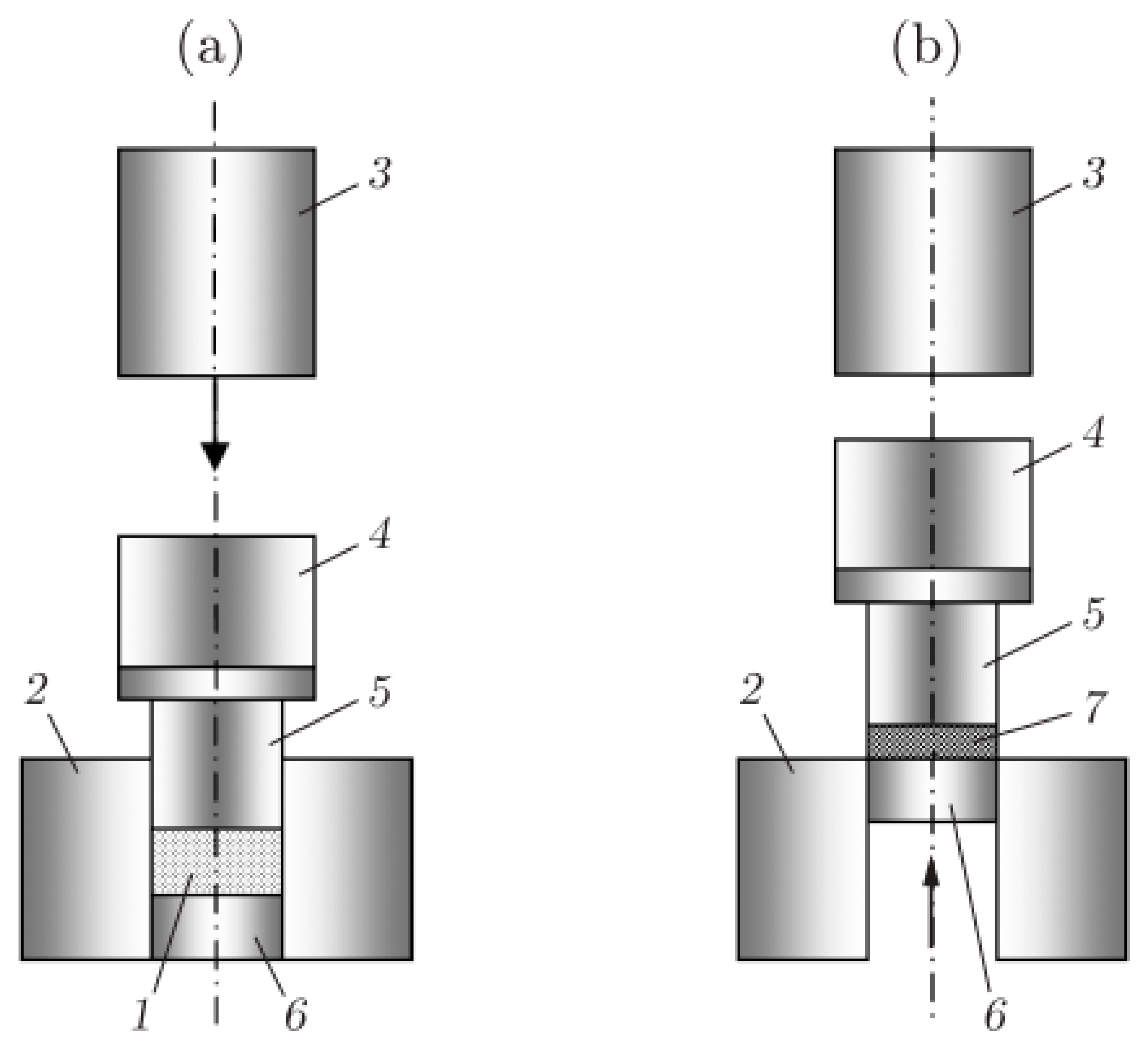
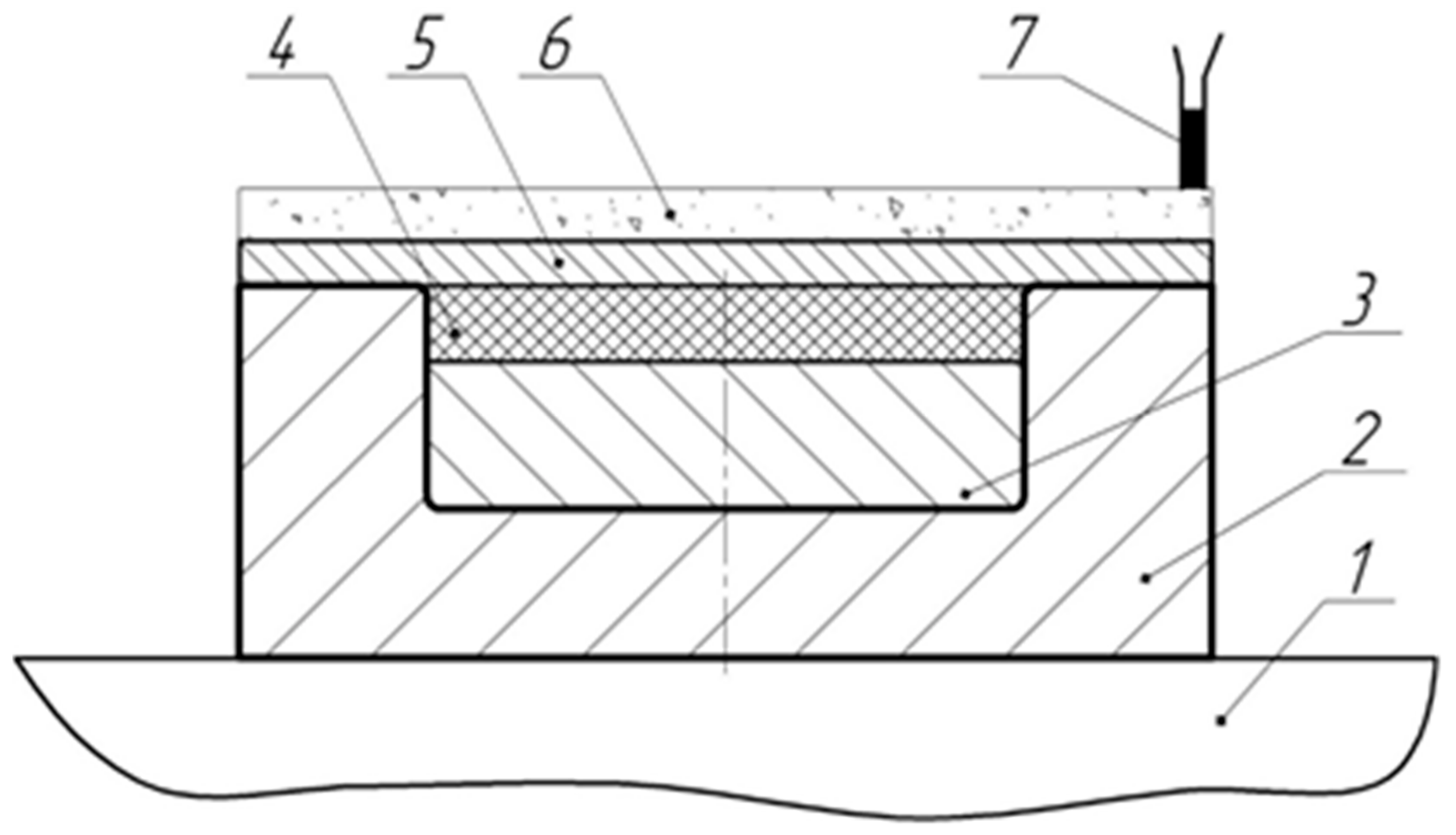
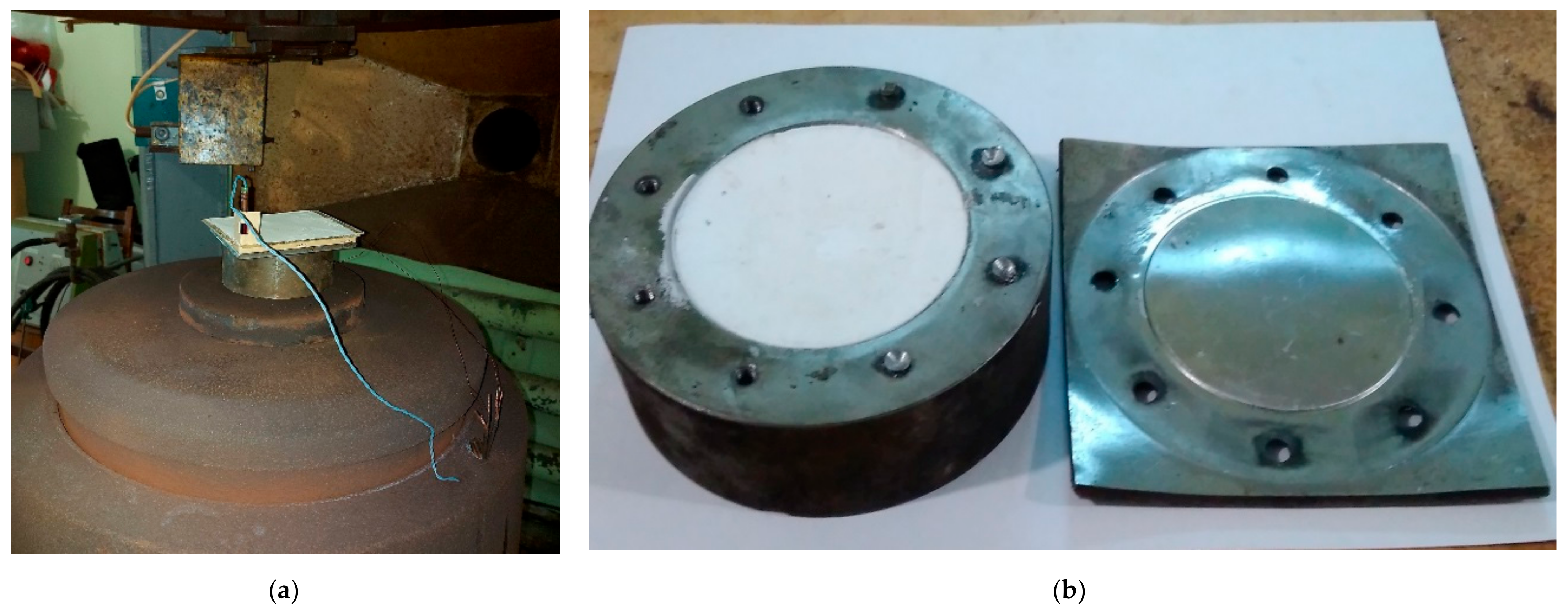
2. Materials and Methods
- (1)
- Holding the powder under static pressure of the impact press (5–10 s) after filling into the mold;
- (2)
- Heating the mold with the powder to a predetermined temperature;
- (3)
- Carrying out CIC;
- (4)
- Cooling the sample in the mold under the static pressure.
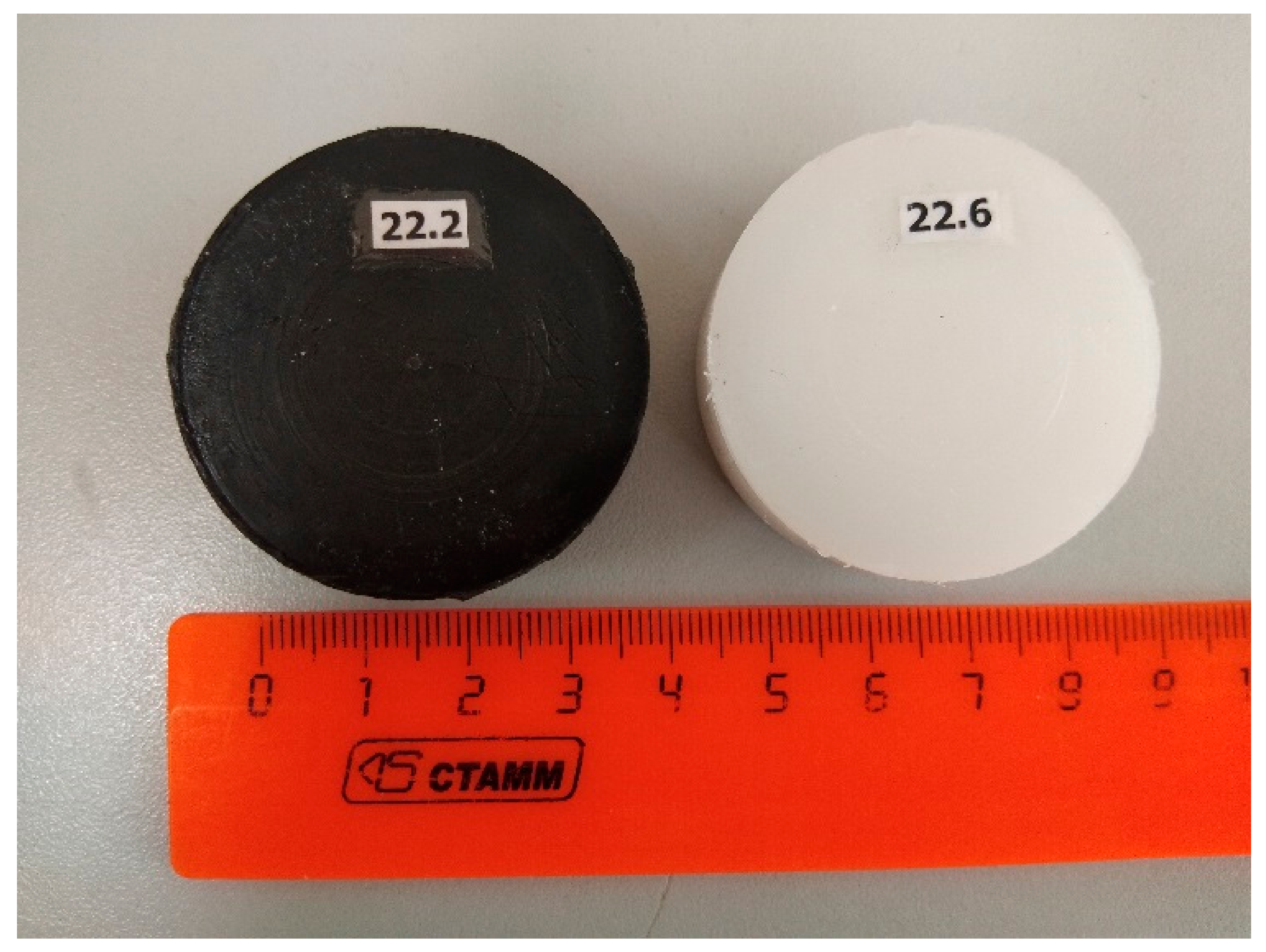
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kelly, J.M. Ultra-High Molecular Weight Polyethylene. J. Macromol. Sci. Polym. Rev. 2002, 42, 355–371. [Google Scholar] [CrossRef]
- Hussain, M.; Naqvi, R.A.; Abbas, N.; Khan, S.M.; Nawaz, S.; Hussain, A.; Zahra, N.; Khalid, M.W. Ultra-High-Molecular-Weight-Polyethylene (UHMWPE) as a Promising Polymer Material for Biomedical Applications: A Concise Review. Polymers 2020, 12, 323. [Google Scholar] [CrossRef] [PubMed]
- Ammarullah, M.I.; Afif, I.Y.; Maula, M.I.; Winarni, T.I.; Tauviqirrahman, M.; Jamari, J. Tresca stress evaluation of Metal-on-UHMWPE total hip arthroplasty during peak loading from normal walking activity. Mater. Today Proc. 2022, 63, 143–146. [Google Scholar] [CrossRef]
- Shen, Y.; Wang, Y.; Yan, Z.; Cheng, X.; Fan, Q.; Wang, F.; Miao, C. Experimental and Numerical Investigation of the Effect of Projectile Nose Shape on the Deformation and Energy Dissipation Mechanisms of the Ultra-High Molecular Weight Polyethylene (UHMWPE) Composite. Materials 2021, 14, 4208. [Google Scholar] [CrossRef]
- Dasgupta, K. Role of carbon nanotubes in the ballistic properties of boron carbide/carbon nanotube/ultrahigh molecular weight polyethylene composite armor. Ceram. Int. 2020, 46, 4137–4141. [Google Scholar] [CrossRef]
- Ziegler, K.; Breil, H.; Holzkamp, E.; Martin, H. Verfahren zur Herstellung von hochmolekularen Polyäthylenen. DE Patent 973,626, 14 April 1960. [Google Scholar]
- Natta, G. Stereospezifische Katalysen und isotaktische Polymere. Angew. Chem. 1956, 68, 393–403. [Google Scholar] [CrossRef]
- Lupton, J.M.; Regester, W. Exceptionally Rigid and Tough Ultrahigh Molecular Weight Linear Polyethylene. U.S. Patent 3,944,536, 16 March 1976. [Google Scholar]
- Truss, R.W.; Han, K.S.; Wallage, J.F.; Geil, P.H. Cold Compaction Molding and Sintering of Ultra High Molecular Weight Polyethylene. Polym. Eng. Sci. 1980, 20, 747–755. [Google Scholar] [CrossRef]
- Kulkarni, K.M. High-Pressure Non-Isotermal Processing of Linear Polyethylenes. Polym. Eng. Sci. 1976, 16, 15–24. [Google Scholar] [CrossRef]
- Yilmaz, G.; Ellingham, T.; Turng, L.-S. Injection and injection compression molding of ultra-high-molecular weight polyethylene powder. Polym. Eng. Sci. 2019, 59, E170–E179. [Google Scholar] [CrossRef]
- Smith, P.; Visjager, J.; Tervoort, T. Sintering Ultrahigh Molecular Weight Polyethylene. U.S. Patent 7,550,555, 23 January 2009. [Google Scholar]
- Sabater, M.; Garsia-Romeu, L.G.; Vives-Mestres, M.; Ferrer, I.; Bagudanch, I. Process parameter effects on biocompatible thermoplastic sheets produced by Incremental forming. Materials 2018, 11, 1377. [Google Scholar] [CrossRef] [Green Version]
- Gaspar-Cunha, A.; Covas, J.A.; Sikora, J. Optimization of Polymer Processing: A Review (Part I—Extrusion). Materials 2022, 15, 384. [Google Scholar] [CrossRef]
- Gaspar-Cunha, A.; Covas, J.A.; Sikora, J. Optimization of Polymer Processing: A Review (Part II—Molding Technologies). Materials 2022, 15, 1138. [Google Scholar] [CrossRef]
- Chen, X.; Wang, X.; Cao, C.; Yuan, Z.; Yu, D.; Li, F.; Chen, X. Elongational Flow Field Processed Ultrahigh Molecular Weight Polyethylene/Polypropylene Blends with Distinct Interlayer Phase for Enhanced Tribological Properties. Polymers 2021, 13, 1933. [Google Scholar] [CrossRef]
- Jauffres, D.; Lame, O.; Vigier, G.; Dore, F. Microstructural origin of physical and mechanical properties of ultra high molecular weight polyethylene processed by high velocity compaction. Polymer 2007, 48, 6374–6383. [Google Scholar] [CrossRef]
- Zlobin, B.S.; Shtertser, A.A.; Kiselev, V.V.; Shemelin, S.D.; Poluboyarov, V.A.; Zhdanok, A.A. Cyclic Impact Compaction of Ultra High Molecular Weight Polyethylene Powder. J. Appl. Mech. Tech. Phys. 2017, 58, 435–442. [Google Scholar] [CrossRef]
- Zlobin, B.S.; Shtertser, A.A.; Kiselev, V.V.; Shemelin, S.D. Impact Compaction of Ultra High Molecular Weight Polyethylene. J. Phys. Conf. Ser. 2017, 894, 012091. [Google Scholar] [CrossRef]
- Shtertser, A.A.; Zlobin, B.S.; Kiselev, V.V.; Shemelin, S.D.; Bukatnikov, P.A. Characteristics of Reinforced Ultra-High Molecular Weight Polyethylene during Its Ballistic Penetration. J. Appl. Mech. Tech. Phys. 2020, 61, 471–478. [Google Scholar] [CrossRef]
- Adamenko, N.A.; Arisova, V.N.; Fetisov, A.V. Structure and Properties of Fluoroplastic and Ultrahigh Molecular Weight Polyethylene Produced by Shock-Wave Pressing. Int. Polym. Sci. Technol. 2001, 28, 64–68. [Google Scholar] [CrossRef]
- Ravi, K.; Ichikawa, Y.; Ogawa, K.; Deplancke, T.; Lame, O.; Cavaille, J.Y. Mechanistic Study and Characterization of Cold-Sprayed Ultra-High Molecular Weight Polyethylene-Nano-Ceramic Composite Coating. J. Therm. Spray Technol. 2016, 25, 160–169. [Google Scholar] [CrossRef]
- Ravi, K.; Ichikawa, Y.; Deplancke, T.; Ogawa, K.; Lame, O.; Cavaille, J.Y. Development of Ultra-High Molecular Weight Polyethylene (UHMWPE) Coating by Cold Spray Technique. J. Therm. Spray Technol. 2015, 24, 1015–1025. [Google Scholar] [CrossRef]
- Panin, S.V.; Kornienko, L.A.; Alexenko, V.O.; Buslovich, D.G.; Bochkareva, S.A.; Lyukshin, B.A. Increasing Wear Resistance of UHMWPE by Loading Enforcing Carbon Fibers: Effect of Irreversible and Elastic Deformation, Friction Heating, and Filler Size. Materials 2020, 13, 338. [Google Scholar] [CrossRef]
- Panin, S.V.; Kornienko, L.A.; Huang, Q.; Buslovich, D.G.; Bochkareva, S.A.; Alexenko, V.O.; Panov, I.L.; Berto, F. Effect of Adhesion on Mechanical and Tribological Properties of Glass Fiber Composites, Based on Ultra-High Molecular Weight Polyethylene Powders with Various Initial Particle Sizes. Materials 2020, 13, 1602. [Google Scholar] [CrossRef]
- Panin, S.V.; Buslovich, D.G.; Dontsov, Y.V.; Bochkareva, S.A.; Kornienko, L.A.; Berto, F. UHMWPE-Based Glass-Fiber Composites Fabricated by FDM. Multiscaling Aspects of Design, Manufacturing and Performance. Materials 2021, 14, 1515. [Google Scholar] [CrossRef]
- Fan, W.; Fu, X.; Li, Z.; Ou, J.; Yang, Z.; Xiang, M.; Qin, Z. Porous Ultrahigh Molecular Weight Polyethylene/Functionalized Activated Nanocarbon Composites with Improved Biocompatibility. Materials 2021, 14, 6065. [Google Scholar] [CrossRef]
- Ferreira, E.H.C.; Vieira, A.A.; Vieira, L.; Fechine, G.J.M. High-Tribological-Performance Polymer Nanocomposites: An Approach Based on the Superlubricity State of the Graphene Oxide Agglomerates. Polymers 2021, 13, 2237. [Google Scholar] [CrossRef]
- Markevich, I.A.; Selyutin, G.E.; Drokin, N.A.; Selyutin, A.G. Electrical and Mechanical Properties of the High-Permittivity Ultra-High-Molecular-Weight Polyethylene-Based Composite Modified by Carbon Nanotubes. Tech. Phys. 2020, 65, 1106–1113. [Google Scholar] [CrossRef]
- Ushakov, A.V.; Karpov, I.V.; Fedorov, L.U.; Lepeshev, A.A. Mechanical and Tribological Properties of Complex-Modified Material Based on Ultra High Molecular Weight Polyethylene and CuO. J. Frict. Wear 2014, 35, 7–11. [Google Scholar] [CrossRef]
- Gogoleva, O.V.; Petrova, P.N.; Popov, S.N.; Okhlopkova, A.A. Wear-Resistant Composite Materials Based on Ultrahigh Molecular Weight Polyethylene and Basalt Fibers. J. Frict. Wear 2015, 36, 301–305. [Google Scholar] [CrossRef]
- Zhu, D.; Bin, Y.; Matsuo, M. Electrical Conducting Behaviors in Polymeric Composites with Carbonaceous Fillers. J. Polym. Sci. Part B Polym. Phys. 2007, 45, 1037–1044. [Google Scholar] [CrossRef]
- Shtertser, A.A.; Ulianitsky, V.Y.; Batraev, I.S.; Rybin, I.S. Production of Nanoscale Detonation Carbon using a Pulse Gas-Detonation Device. Tech. Phys. Lett. 2018, 44, 395–397. [Google Scholar] [CrossRef]
- Shtertser, A.A.; Rybin, D.K.; Ulianitsky, V.Y.; Park, W.; Datekyu, M.; Wada, T.; Kato, H. Characterization of Nanoscale Detonation Carbon Produced in a Pulse Gas-Detonation Device. Diam. Relat. Mater. 2020, 101, 107553. [Google Scholar] [CrossRef]
- Shaitanov, A.G.; Surovikin, Y.V.; Rezanov, I.V.; Shtertser, A.A.; Ul’yanitskii, V.Y.; Vasil’ev, A.A.; Likholobov, V.A. Synthesis and Study of Nanodispersed Carbonin the Combustion of Acetylene in a Flow Detonation Tube. Russ. J. Appl. Chem. 2018, 91, 2003–2011. [Google Scholar] [CrossRef]
- Nesterenko, V.F. Dynamics of Heterogeneous Materials, 1st ed.; Springer Science+Business Media: New York, NY, USA, 2001; ISBN 978-1-4419-2926-6. [Google Scholar]
- Malakhova, A.A.; Rybin, D.K.; Shtertser, A.A.; Dudina, D.V. Nanoscale Detonation Carbon Demonstrates Biosafety in Human Cell Culture. Micromachines 2022, 13, 1187. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Series Number | Air Pressure in a Pneumatic System, MPa | Impactor Kinetic Energy, J | Compact Parameters | CIC Processing Duration, s | Tensile Strength, MPa | ||
|---|---|---|---|---|---|---|---|
| Height mm | Mass, g | Density, g/cm3 | |||||
| 19.5 | 0.3 | 196 | 15.8 | 41.9 | 0.92 | 333 | - |
| 19.6 | 0.5 | 330 | 15.4 | 41.7 | 0.94 | 286 | - |
| 19.7 | 0.7 | 460 | 15.2 | 41.7 | 0.95 | 250 | 13.0 |
| 19.8 | 1.0 | 655 | 15.0 | 41.1 | 0.95 | 222 | 20.0 |
| 19.9 | 1.5 | 983 | 15.2 | 40.8 | 0.96 | 200 | 26.8 |
| Sample Series Number | CIC Processing Duration, s | Number of Impacts | Total Impact Energy, MJ | Tensile Strength, MPa | Relative Elongation, % |
|---|---|---|---|---|---|
| 19.8 | 222 | 2000 | 1.31 | 20.0 | 185 |
| 19.10 | 336 | 3024 | 1.98 | 20.9 | 255 |
| 19.11 | 556 | 5000 | 3.28 | 22.7 | 295 |
| Sample Series Number | HE | he, mm | D, km/s | P, GPa | ρ, g/cm3 | σ, MPa | δ, % | HB, MPa |
|---|---|---|---|---|---|---|---|---|
| 21.1 | Amatol | 6 | 2.36 | 1.43 | 0.92 | 25.8 | 390 | 56.8 |
| 21.2 | RDX + soda, 1:1 | 5 | 1.95 | 1.51 | 0.92 | 28.1 | 430 | 50.2 |
| 21.3 | RDX + soda, 2:1 | 5 | 3.16 | 3.45 | 0.92 | 27.4 | 430 | 46.7 |
| 21.4 | RDX + soda, 3:1 | 5 | 3.9 | 4.87 | 0.92 | 26.9 | 430 | 49.0 |
| 21.6 | - | - | - | - | 0.93 | 37.5 | 470 | 49.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shtertser, A.; Zlobin, B.; Kiselev, V.; Shemelin, S.; Ukhina, A.; Dudina, D. Cyclic Impact Compaction of an Ultra High Molecular Weight Polyethylene (UHMWPE) Powder and Properties of the Compacts. Materials 2022, 15, 6706. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15196706
Shtertser A, Zlobin B, Kiselev V, Shemelin S, Ukhina A, Dudina D. Cyclic Impact Compaction of an Ultra High Molecular Weight Polyethylene (UHMWPE) Powder and Properties of the Compacts. Materials. 2022; 15(19):6706. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15196706
Chicago/Turabian StyleShtertser, Alexandr, Boris Zlobin, Victor Kiselev, Sergei Shemelin, Arina Ukhina, and Dina Dudina. 2022. "Cyclic Impact Compaction of an Ultra High Molecular Weight Polyethylene (UHMWPE) Powder and Properties of the Compacts" Materials 15, no. 19: 6706. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15196706