According to the AISI (American Iron and Steel Institute) system of grading alloy steel, AISI 316 stainless steel (AISI 316 SS) is mostly utilized following AISI 304 [
1,
2]. A significant alloy with exceptional qualities, AISI 316 SS can be used in demanding and harsh environments [
3,
4]. Aerospace sector, nuclear plants [
5], food and medical industries [
6,
7], pipes for oil refineries [
8] and water filtration systems [
8] are just a few industries that frequently employ AISI 316 stainless steel. Because AISI 316 SS is a hard material and requires specialized tools for its machining, it can be difficult to machine. According to the literature, grade 316 is typically vulnerable to work hardening during machining; it is crucial to avoid this [
9]. The machining of AISI 316 SS is challenging due to the high adhesive affinity of the chips with the tool insert at high cutting speeds and high thermal loads. Using sharp tools and replacing worn-out tools right away could be one answer. The other option is to machine AISI 316 SS at a lower speed and a greater feed rate. The use of a carbide tool is appropriate given the aforementioned elements, as well as the makeup of AISI 316 steel [
10]. Today, CNC (computer numerical control) machining has almost become a necessary tool for manufacturing businesses to reduce vibration during conventional machining [
11]. High accuracy and precision are possible with CNC machines that are not possible with traditional manufacturing equipment [
12]. Additionally, CNC machining saves production costs and energy usage. Due of the many benefits that CNC machines provide, several researchers have utilized them to examine the machining capabilities of various materials, including AISI 316 SS.
Prajapati and Patel [
13] performed CNC turning of austenitic 316 SS using physical vapour deposition (PVD) coated ceramic insert and also carried out multi response optimization to optimize the surface roughness (
SR) and material removal rate (
MRR) of AISI 316 SS. They found that effect of the feed rate was more dominant on
SR, whereas
MRR was significantly affected by the depth of cut followed by feed rate. Further, they also observed that cutting speed was less significant for both responses. Hernández et al. [
14] carried out the milling of AISI 304 steel using the milling cutter of uncoated carbide inserts and studied the effect of machining parameters on
SR and hardness. They observed that the hardness of AISI 304 steel was the least affected by an increase in cutting speed and feed rate, however, cutting speed significantly affected
SR and better surface finish was achieved at higher cutting speeds and smaller feed rates. Chandrasheker et al. [
15] performed the turning of AISI 316 stainless using diamond tipped tool, since diamond is a super hard material and has many advantages, as compared to tools made with common abrasives. They concluded that surface finish was significantly affected by cutting speed and was followed by cutting fluid. Yasir et al. [
16] reported a significant impact of cutting speed (
v) and feed rate (
f) on
SR during the end milling of AISI 316 SS using a tungsten carbide tool. Based on the ANOVA results, they concluded that
f was the dominant factor, affecting the
SR, while
v had negligible impact on
SR. Their study established the effect of cutting parameters only on the
SR and did not consider other important performance measures. The impact of tool coating thickness in the pocket milling of austenite 316 steel was investigated by Santhakumar et al. [
17] and cycle time, surface quality, tool wear, microhardness and
MRR were investigated. Results of their study revealed that
d was the most influential input parameter for the considered performance measures. They also proposed the optimum coating thickness and validated their findings using the confirmation test. Sutar et al. [
18] investigated the influence of machining parameters and coolant types (dry and wet) on the
SR of the end milled AISI 316L SS. They reported that coolant type was the most dominant parameter affecting the
SR, followed by
v,
f and
d, respectively. They also considered
SR as the only output response and did not take into consideration other crucial performance measures. Singh et al. [
19] also studied the effect of machining parameters on the
SR of AISI 316 SS. They concluded that
SR was dominantly affected by
f and least effected by
v. Mashinini et al. [
20] used wire electrical discharge machining (WEDM) to produce micro-textures on the tool rake face of AISI 316 SS using tungsten carbide tool and studied the effect of machining parameters on
MRR,
SR and tool wear rate. They found feed rate (
f) to be the most important parameter that affected the machining performance of AISI 316 SS. The milling of AISI 316 SS using two different coated inserts (coated insert and MEGA coated insert) was performed by Shelar et al. [
21] and the effect of machining parameters on
SR and
MRR was studied. The authors concluded that output responses varied for different inserts used during machining. Dambhare et al. [
22] performed the dry and wet machining of AISI 316 SS and the impact of machining parameters on tool wear rate (
TWR) and
SR was observed. Their results showed that
SR and
TWR were lower in the wet environment than the dry environment. In a study conducted by Masek et al. [
23], the machinability of AISI 316 SS after processing by laser cladding (LC) of powder and welded arc additive manufacturing (WAAM) was compared with AISI 316 SS samples made by hot rolling process. They observed that the WAAM and LC specimens did not have deformation layers and their inner structure was not the same as the rolled specimen having uniform austenitic structure. In addition, they also found that WAAM samples showed maximum hardness and least hardness was possessed by rolling samples. They finally suggested that WAAM specimens had better machinability at low cutting conditions. Dry, wet and cryogenic turning of AISI 316 SS was performed by Jawade et al. [
24] and
SR was optimized using the grasshopper optimization algorithm. They observed that cryogenic condition displayed the minimum
SR and concluded that cryogenic processing resulted in improved productivity and better product quality. Kaayank and Kitoy [
25] examined the porosity, surface roughness, microhardness and microstructure of selectively laser melted (SLMed) 316L SS samples. They saw a strain-hardened layer on the surface and subsurface of the SLMed item, and that final machining reduced the SR of the 316L SS by up to 88%. They came to the conclusion that the density of porosity on the surface and subsurface is greatly reduced by the finishing machining process. Alfonso et al. [
26] turned AISI 316 L steel in order to determine the relationship between the machining parameters and the cutting regime’s parameters. The early progression of wear was significantly impacted by v and f, and they noted that v is the most important parameter controlling the cutting regime.
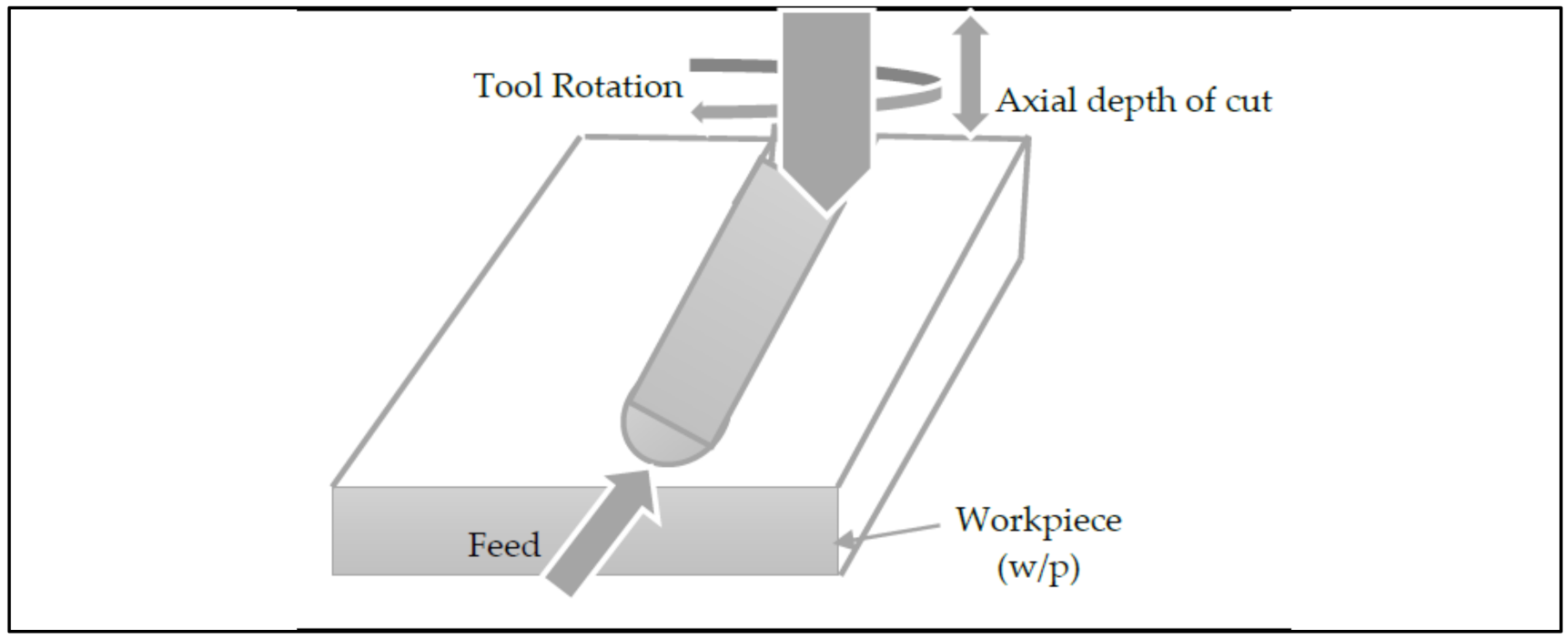
The AISI 316 SS grade is a tougher material, and it requires specialized tools for machining, according to a review of the literature. Additionally, it has been observed that the AISI 316 grade is more prone to work hardening. Therefore, additional related experiments are needed to evaluate the viability of machining and to support the work hardening statement. Additionally, research has been done to determine how machining parameters affect the machining of AISI 316 SS, according to the literature. However, the majority of research investigations looked at how machining factors affected the surface roughness (SR) of AISI 316 SS. Minimal research has looked at how machining parameters affect MRR and attempted to maximize the MRR when milling AISI 316 SS. More research must be performed to optimize the machining process parameters for a variety of output reactions, including MRR, as it is a highly important response from the standpoint of productivity. Research articles reveal that researchers have studied the effect of machining parameters on output responses; however, the reasoning behind the observed effect has not been properly explained. To broaden the research and to establish fruitful conclusions pertaining to the machining of AIS 316 SS, the authors present an investigation of the CNC milling of AISI 316 stainless steel using a carbide cutting tool insert. The method utilized in this work presents a systematic approach for experimentally examining the impact of critical machining parameters, including cutting speed (v), feed rate (f), and depth of cut (d), on the rate of material removal and surface roughness using a suitable design of experiment technique, namely RSM (response surface methodology) based FCCCD (faced centred central composite design). It also displays the use of appropriate statistical methods (ANOVA) and a straightforward way for optimizing several responses at once, known as the DEAR method. Thus, the present work makes a significant contribution, pertaining to the knowledge domain of AISI 316 SS machining.

 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}