
On-the-Fly Short-Pulse R2R Laser Patterning Processes for the Manufacturing of Fully Printed Semitransparent Organic Photovoltaics
 , , ,
, , ,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Experimental Details
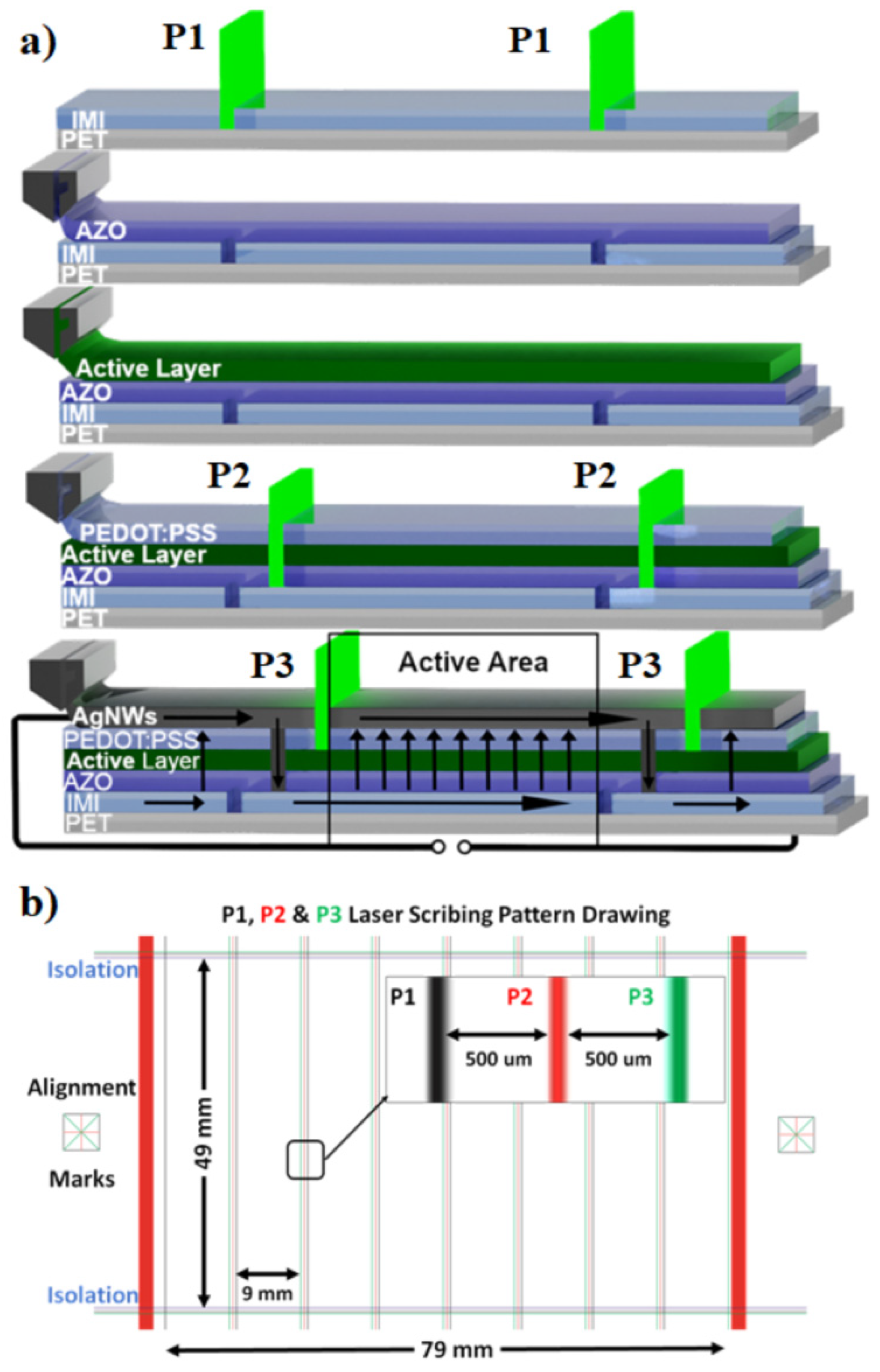
2.2. Laser Processes
3. Results and Discussion
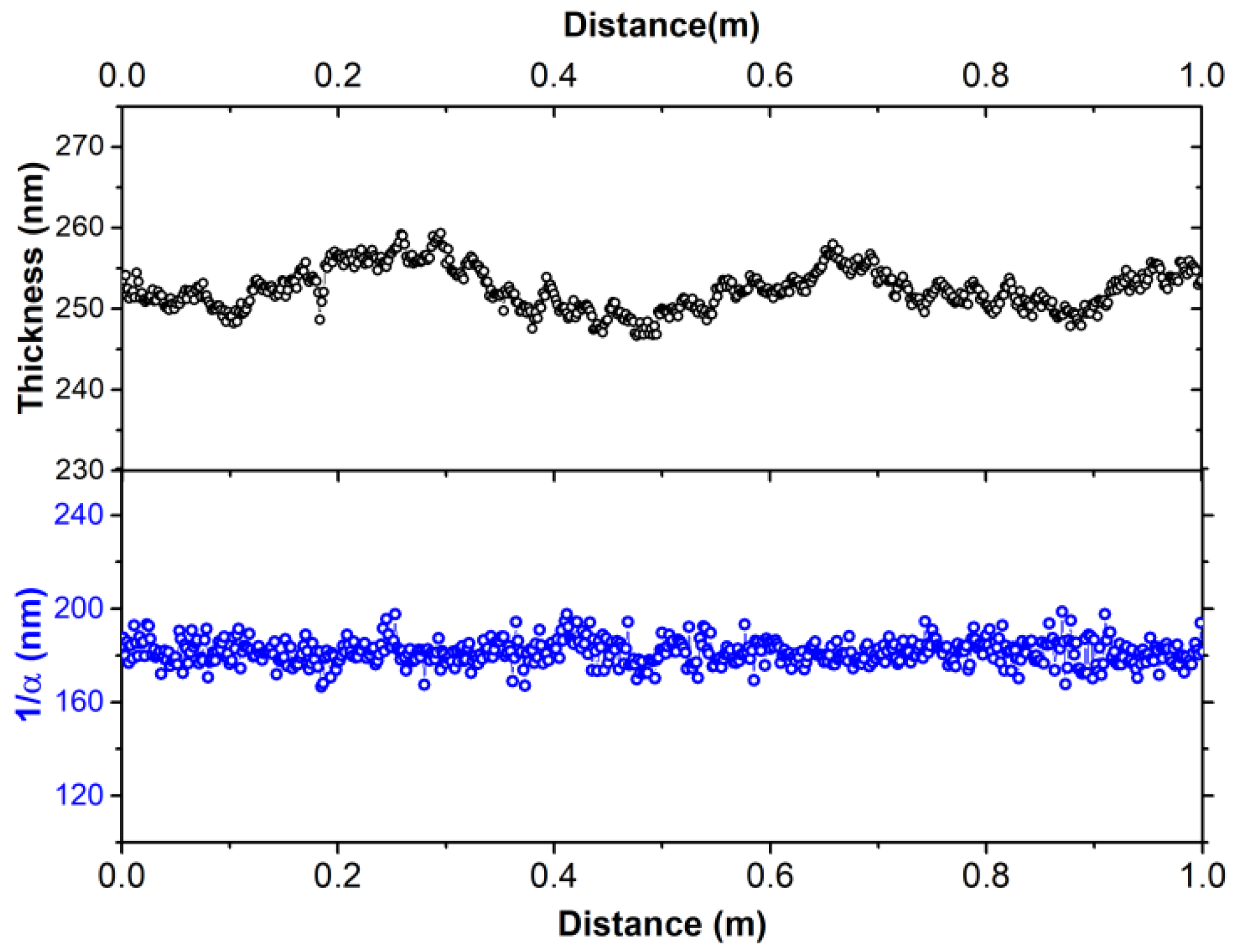
3.1. Thin Film Properties
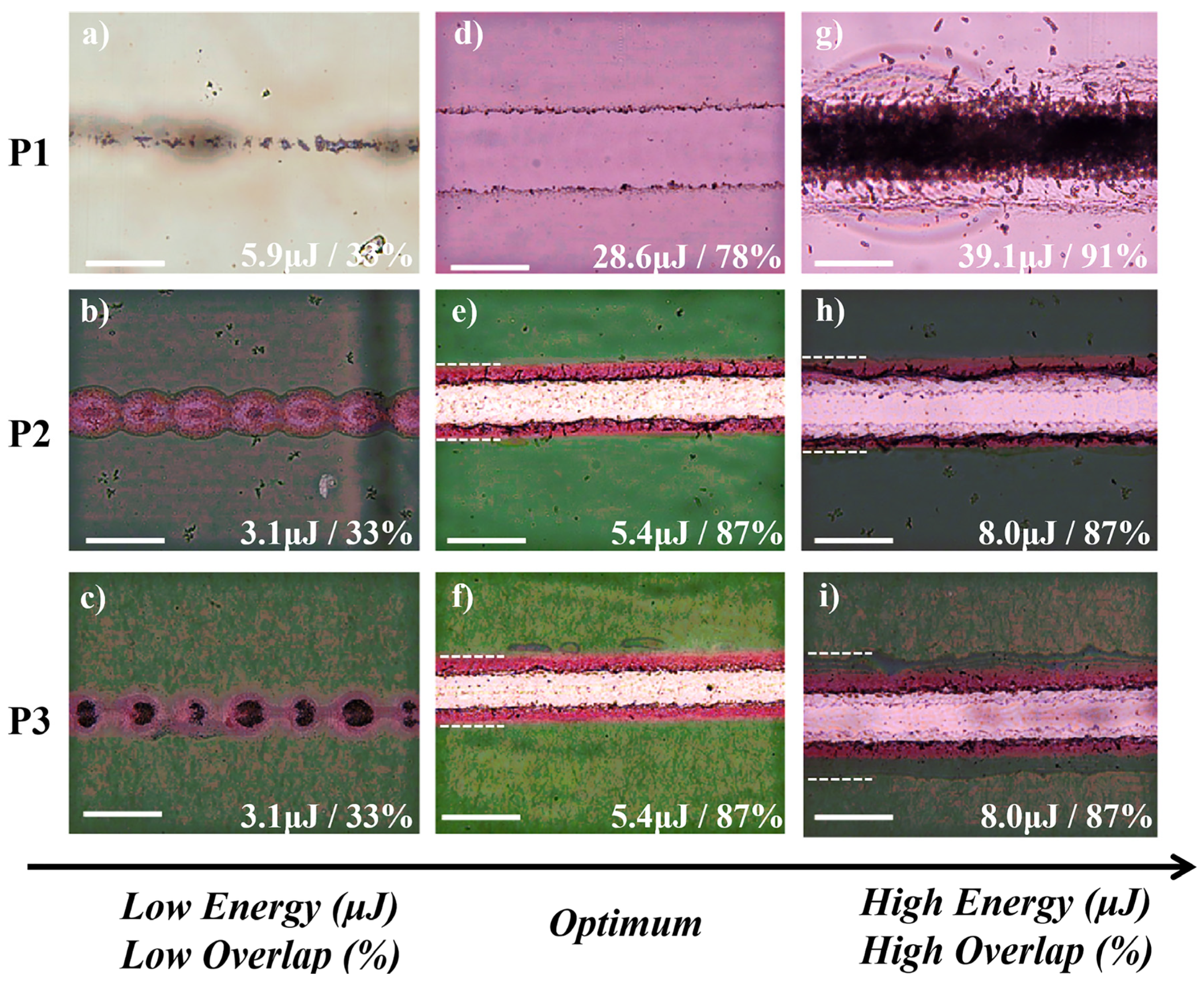
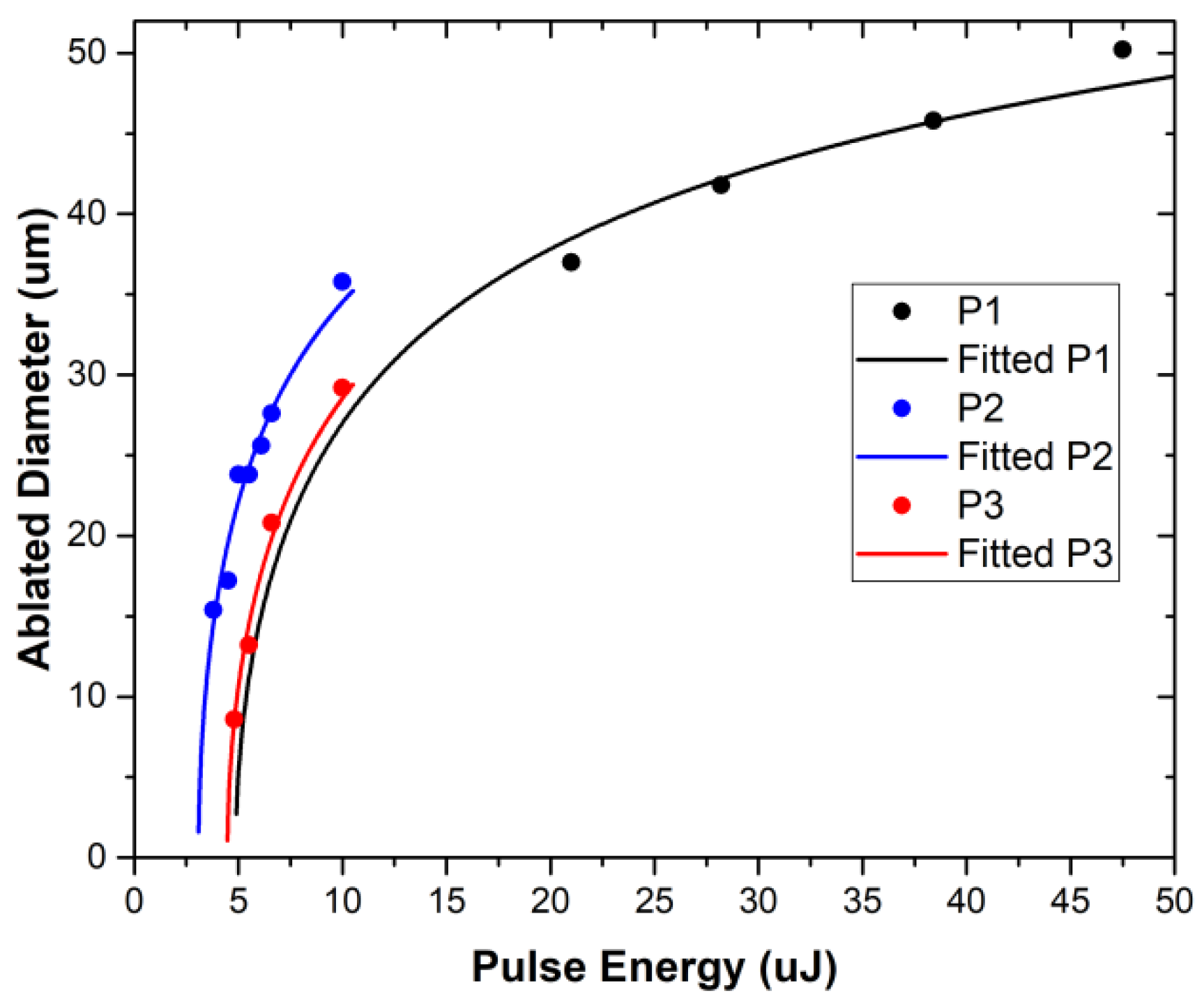
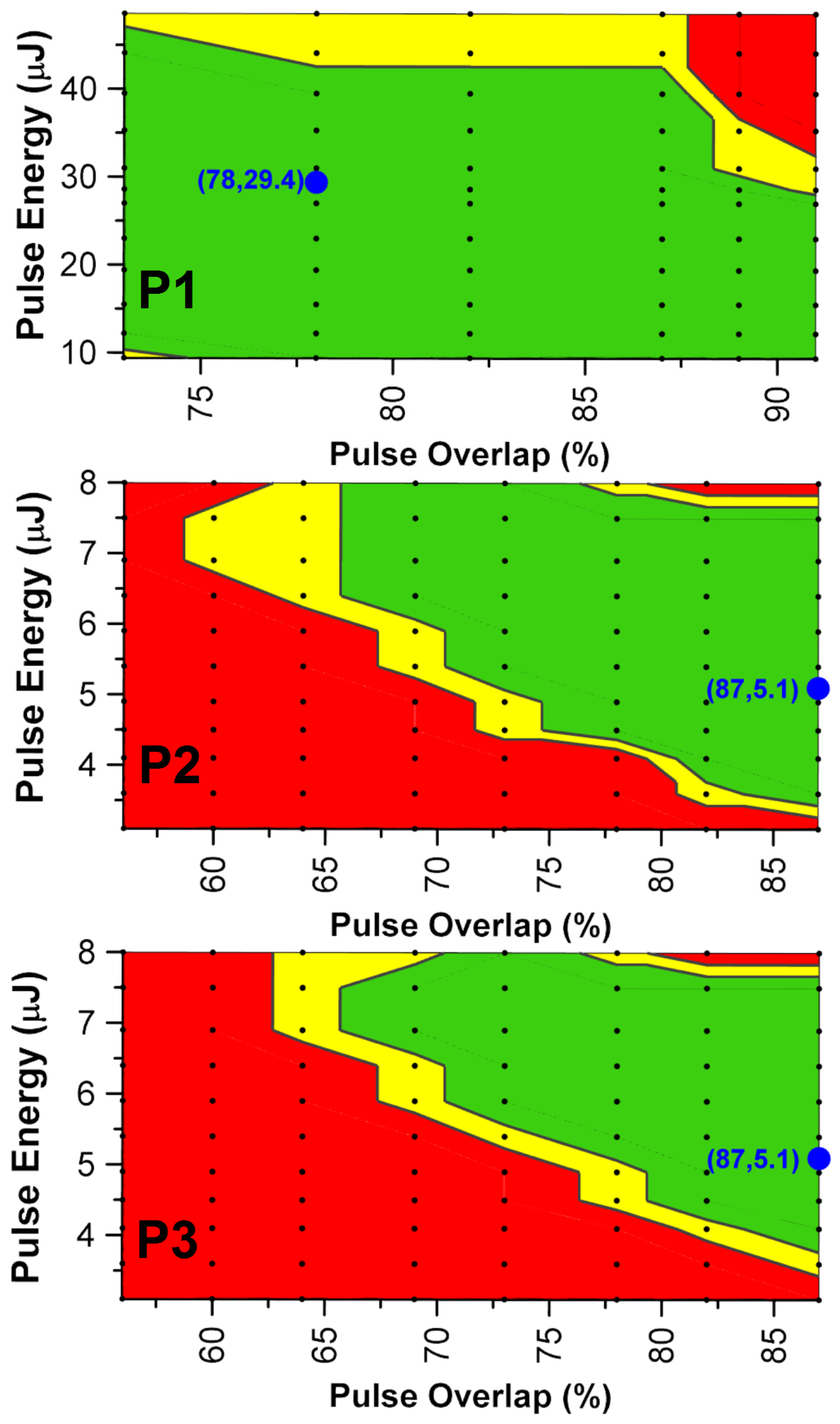
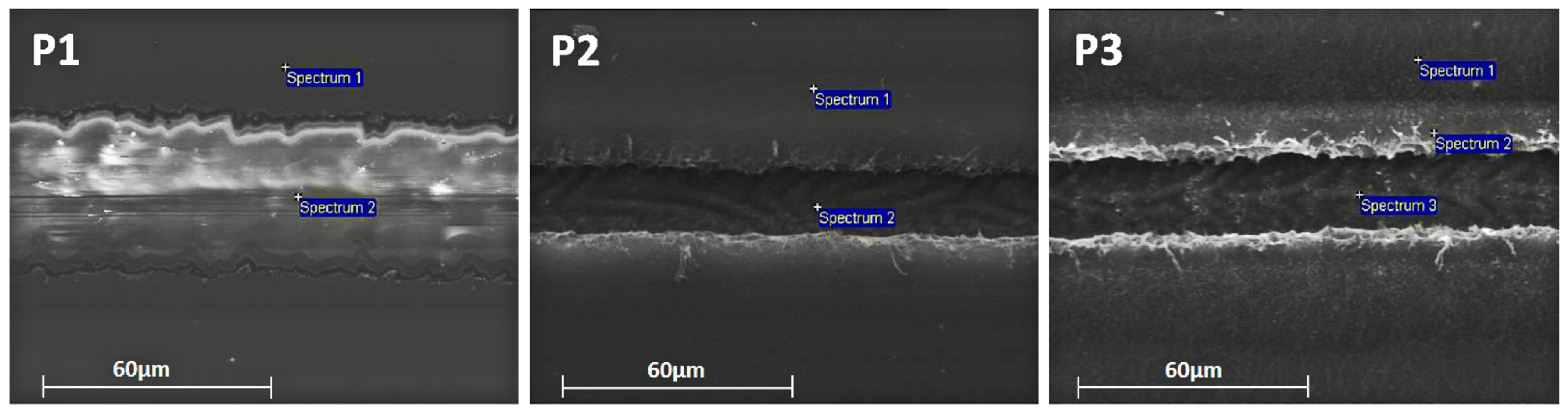
3.2. Laser Scribing
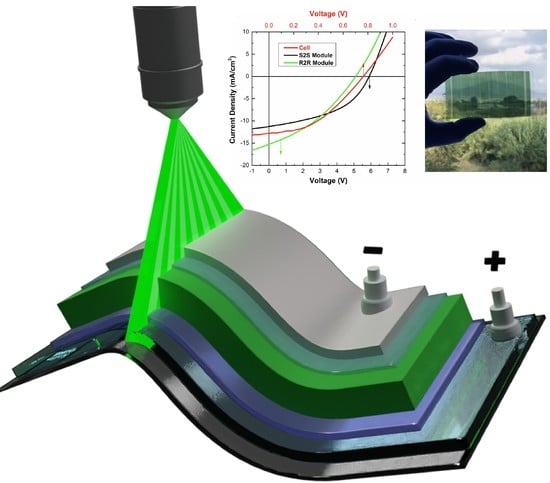
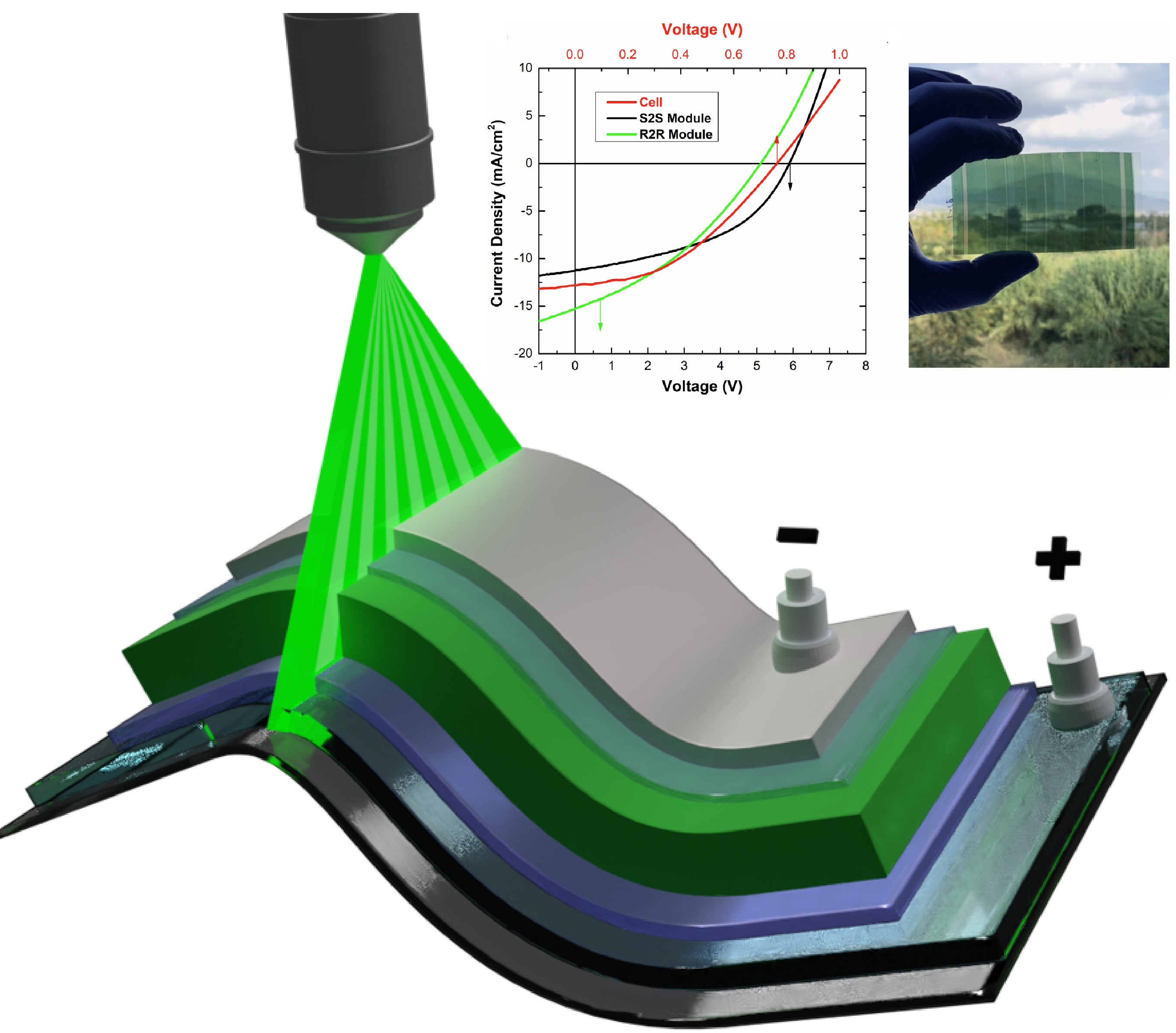
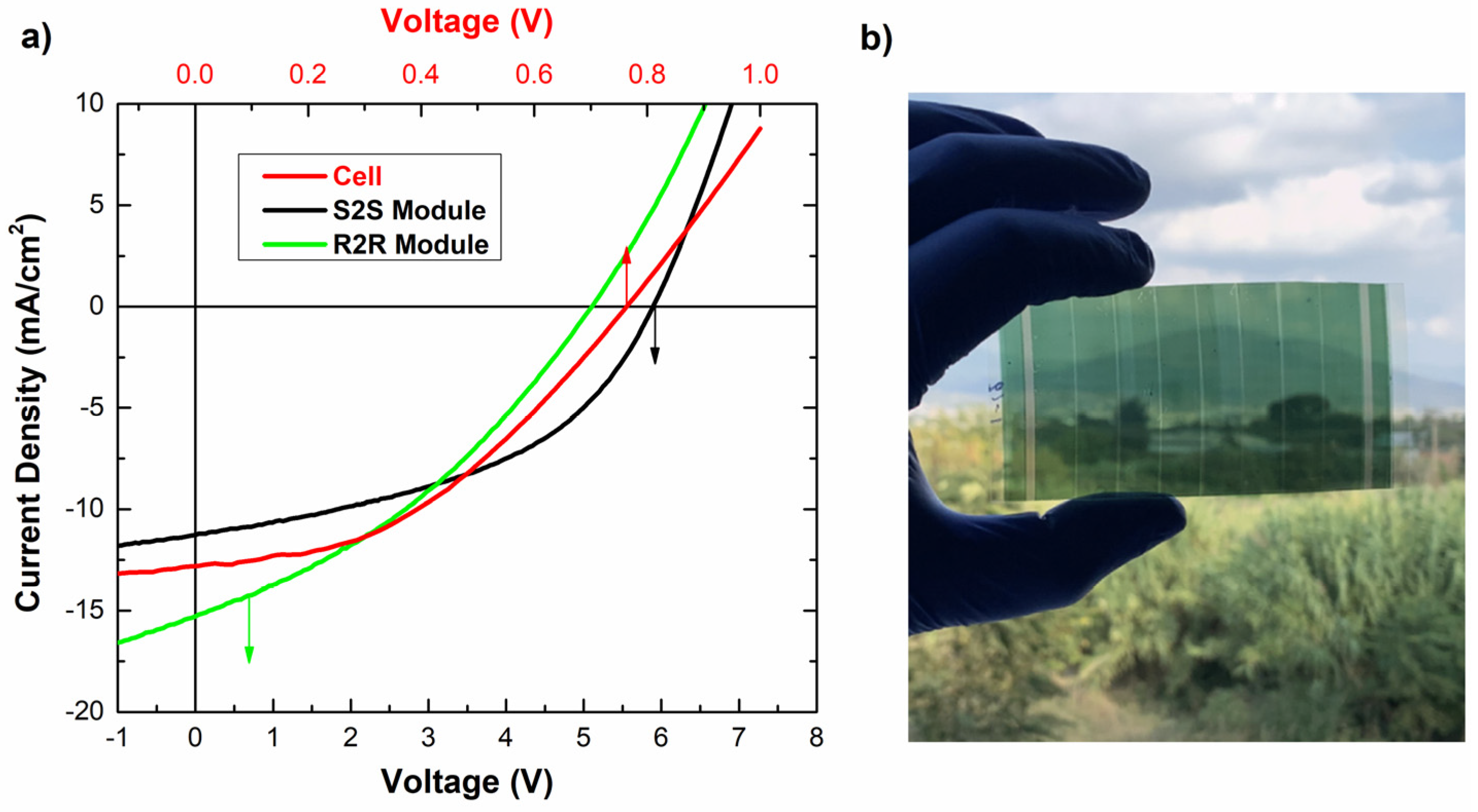
3.3. Fully Printed Semitransparent OPVs
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- OE-A. White Paper OE-A Roadmap, 8th ed.; VDMA Services GmbH: Frankfurt, Germany, 2020. [Google Scholar]
- Espinosa, N.; Lenzmann, F.O.; Ryley, S.; Angmo, D.; Hösel, M.; Søndergaard, R.R.; Huss, D.; Dafinger, S.; Gritsch, S.; Kroon, J.M.; et al. OPV for mobile applications: An evaluation of roll-to-roll processed indium and silver free polymer solar cells through analysis of life cycle, cost and layer quality using inline optical and functional inspection tools. J. Mater. Chem. A 2013, 1, 6971–7278. [Google Scholar] [CrossRef] [Green Version]
- Gevorgyan, S.A.; Madsen, M.V.; Roth, B.; Corazza, M.; Hösel, M.; Søndergaard, R.R.; Jørgensen, M.; Krebs, F.C. Lifetime of organic photovoltaics: Status and predictions. Adv. Energy Mater. 2016, 6, 1501208. [Google Scholar] [CrossRef] [Green Version]
- Kirchmeyer, S. The OE-A roadmap for organic and printed electronics: Creating a guidepost to complex interlinked technologies, applications and markets. Transl. Mater. Res. 2016, 3, 010301. [Google Scholar] [CrossRef] [Green Version]
- Krebs, F.C. Fabrication and processing of polymer solar cells: A review of printing and coating techniques. Sol. Energy Mater. Sol. Cells 2009, 93, 394–412. [Google Scholar] [CrossRef]
- Farahat, M.E.; Tsao, C.-S.; Huang, Y.-C.; Chang, S.H.; Budiawan, W.; Wu, C.-G.; Chu, C.-W. Toward Environmentally Compatible Molecular Solar Cells Processed from Halogen-Free Solvents. J. Mater. Chem. A 2016, 4, 7341–7351. [Google Scholar] [CrossRef]
- Logothetidis, S.; Laskarakis, A. Organic against inorganic electrodes grown onto polymer substrates for flexible organic electronics applications. Thin Solid Films 2009, 518, 1245–1249. [Google Scholar] [CrossRef]
- Vak, D.; Weerasinghe, H.; Ramamurthy, J.; Subbiah, J.; Brown, M.; Jones, D.J. Reverse gravure coating for roll-to-roll production of organic photovoltaics. Sol. Energy Mater. Sol. Cells 2016, 149, 154–161. [Google Scholar] [CrossRef]
- Rossander, L.H.; Zawacka, N.K.; Dam, H.F.; Krebs, F.C.; Andreasen, J.W. Andreasen, In situ monitoring of structure formation in the active layer of polymer solar cells during roll-to-roll coating. AIP Adv. 2014, 4, 087105. [Google Scholar] [CrossRef] [Green Version]
- Haldar, A.; Liao, K.-S.; Curran, S.A. Curran, Fabrication of inkjet printed organic photovoltaics on flexible Ag electrode with additives. Sol. Energy Mater. Sol. Cells 2014, 125, 283–290. [Google Scholar] [CrossRef]
- Krebs, F.C. Polymer solar cell modules prepared using roll-to-roll methods: Knife-over-edge coating, slot-die coating and screen printing. Sol. Energy Mater. Sol. Cells 2009, 93, 465–475. [Google Scholar] [CrossRef]
- Polyzoidis, C.; Kapnopoulos, C.; Mekeridis, E.; Tzounis, L.; Tsimikli, S.; Gravalidis, C.; Laskarakis, A.; Logothetidis, S. Improvement of Inverted OPV Performance by Enhancement of ZnO Layer Properties as an Electron Transfer Layer. Mater. Today Proc. 2016, 3, 758–771. [Google Scholar] [CrossRef]
- Koutsiaki, C.; Kaimakamis, T.; Zachariadis, A.; Papamichail, A.; Kamaraki, C.; Fachouri, S.; Gravalidis, C.; Laskarakis, A.; Logothetidis, S. Logothetidis, Efficient combination of Roll-to-Roll compatible techniques towards the large area deposition of a polymer dielectric film and the solution-processing of an organic semiconductor for the field-effect transistors fabrication on plastic substrate. Org. Electron. 2019, 73, 231–239. [Google Scholar] [CrossRef]
- Kamaraki, C.; Zachariadis, A.; Kapnopoulos, C.; Mekeridis, E.; Gravalidis, C.; Laskarakis, A.; Logothetidis, S. Efficient flexible printed perovskite solar cells based on lead acetate precursor. Sol. Energy 2018, 176, 406–411. [Google Scholar] [CrossRef]
- Logothetidis, S.; Laskarakis, A. Towards the optimization of materials and processes for flexible organic electronics devices. Eur. Phys. J. Appl. Phys. 2009, 46, 12502. [Google Scholar] [CrossRef]
- Kapnopoulos, C.; Mekeridis, E.D.; Tzounis, L.; Polyzoidis, C.; Zachariadis, A.; Tsimikli, S.; Gravalidis, C.; Laskarakis, A.; Vouroutzis, N.; Logothetidis, S. Fully gravure printed organic photovoltaic modules: A straightforward process with a high potential for large scale production. Sol. Energy Mater. Sol. Cells 2016, 144, 724–731. [Google Scholar] [CrossRef]
- Krebs, F.C.; Espinosa, N.; Hösel, M.; Søndergaard, R.R.; Jørgensen, M. 25th anniversary article: Rise to power—OPV-based solar parks. Adv. Mater. 2014, 26, 29–39. [Google Scholar] [CrossRef]
- Andersen, T.R.; Dam, H.F.; Hösel, M.; Helgesen, M.; Carlé, J.E.; Larsen-Olsen, T.T.; Gevorgyan, S.A.; Andreasen, J.W.; Adams, J.; Li, N.; et al. Scalable, ambient atmosphere roll-to-roll manufacture of encapsulated large area, flexible organic tandem solar cell modules. Energy Environ. Sci. 2014, 7, 2925–2933. [Google Scholar] [CrossRef] [Green Version]
- Välimäki, M.; Apilo, P.; Po, R.; Jansson, E.; Bernardi, A.; Ylikunnari, M.; Vilkman, M.; Corso, G.; Puustinen, J.; Tuominen, J.; et al. R2R-printed inverted OPV modules—Towards arbitrary patterned designs. Nanoscale 2015, 7, 9570–9580. [Google Scholar] [CrossRef]
- Kapnopoulos, C.; Mekeridis, E.; Tzounis, L.; Polyzoidis, C.; Tsimikli, S.; Gravalidis, C.; Zachariadis, A.; Laskarakis, A.; Logothetidis, S. Gravure Printed Organic Photovoltaic Modules Onto Flexible Substrates Consisting of a P3HT: PCBM Photoactive Blend. Mater. Today Proc. 2016, 3, 746–757. [Google Scholar] [CrossRef]
- Moorhouse, C.; Karnakis, D.; Kapnopoulos, C.; Laskarakis, A.; Mekeridis, E.; Logothetidis, S. Laser patterning of smart nanomaterials for reel-to-reel production of organic photovoltaic (OPV) devices. J. Laser Micro Nanoeng. 2015, 10, 195–201. [Google Scholar] [CrossRef]
- Hassinen, T.; Ruotsalainen, T.; Laakso, P.; Penttilä, R.; Sandberg, H.G. Roll-to-roll compatible organic thin film transistor manufacturing technique by printing, lamination, and laser ablation. Thin Solid Films 2014, 571, 212–217. [Google Scholar] [CrossRef]
- Zacharatos, F.; Makrygianni, M.; Geremia, R.; Biver, E.; Karnakis, D.; Leyder, S.; Puerto, D.; Delaporte, P.; Zergioti, I. Laser Direct Write micro-fabrication of large area electronics on flexible substrates. Appl. Surf. Sci. 2016, 374, 117–123. [Google Scholar] [CrossRef]
- Krebs, F.C.; Hösel, M.; Corazza, M.; Roth, B.; Madsen, M.V.; Gevorgyan, S.A.; Søndergaard, R.R.; Karg, D.; Jørgensen, M. Jørgensen, Freely available OPV-The fast way to progress. Energy Technol. 2013, 1, 378–381. [Google Scholar] [CrossRef]
- Krebs, F.C.; Tromholt, T.; Jørgensen, M. Upscaling of polymer solar cell fabrication using full roll-to-roll processing. Nanoscale 2010, 2, 873–886. [Google Scholar] [CrossRef]
- Ganesan, S.; Mehta, S.; Gupta, D. Opto-Electronics Review Fully printed organic solar cells—A review of techniques, challenges and their solutions. Opto-Electron. Rev. 2019, 27, 298–320. [Google Scholar] [CrossRef]
- Kubis, P.; Lucera, L.; Machui, F.; Spyropoulos, G.; Cordero, J.; Frey, A.; Kaschta, J.; Voigt, M.M.; Matt, G.J.; Zeira, E.; et al. High precision processing of flexible P3HT/PCBM modules with geometric fill factor over 95. Org. Electron. 2014, 15, 2256–2263. [Google Scholar] [CrossRef]
- Lucera, L.; Machui, F.; Kubis, P.; Schmidt, H.D.; Adams, J.; Strohm, S.; Ahmad, T.; Forberich, K.; Egelhaaf, H.-J.; Brabec, C.J. Highly efficient, large area, roll coated flexible and rigid OPV modules with geometric fill factors up to 98.5% processed with commercially available materials. Energy Environ. Sci. 2016, 9, 89–94. [Google Scholar] [CrossRef] [Green Version]
- Matylitsky, V.V.; Huber, H.; Kopf, D. Selective removal of transparent conductive oxide layers with ultrashort laser pulses: Front-vs. Back-side ablation. In Proceedings of the 30th International Congress on Applications of Lasers & Electro-Optics (ICALEO), Orlando, FL, USA, 23–27 October 2011; pp. 1022–1027. [Google Scholar] [CrossRef]
- Xiao, S.; Fernandes, S.A.; Ostendorf, A. Selective patterning of ITO on flexible PET Substrate by 1064nm picosecond Laser. Phys. Procedia 2011, 12, 125–132. [Google Scholar] [CrossRef]
- Bremner, S.P.; Levy, M.Y.; Honsberg, C.B. Analysis of Tandem Solar Cell Efficiencies Under AM1.5G Spectrum. Prog. Photovolt. Res. Appl. 2008, 16, 225–233. [Google Scholar] [CrossRef]
- Ben-Yakar, A.; Byer, R.L. Femtosecond laser ablation properties of borosilicate glass. J. Appl. Phys. 2004, 96, 5316–5323. [Google Scholar] [CrossRef] [Green Version]
- INNOLAS LASER APPLICATION NOTE, Selective Laser Structuring of Organic Solar Cells with Picolo sub-ns Laser. Available online: https://innolas-laser.com/Downloads/Application-Notes.html?s=ECD8A6A186A6932B2778FBDB651026F70EBA0021 (accessed on 16 November 2022).
- Lucera, L.; Machui, F.; Schmidt, H.; Ahmad, T.; Kubis, P.; Strohm, S.; Hepp, J.; Vetter, A.; Egelhaaf, H.-J.; Brabec, C. Printed semi-transparent large area organic photovoltaic modules with power conversion efficiencies of close to 5%. Org. Electron. Phys. Mater. Appl. 2017, 45, 209–214. [Google Scholar] [CrossRef]
- Gasparini, N.; Lucera, L.; Salvador, M.; Prosa, M.; Spyropoulos, G.D.; Kubis, P.; Egelhaaf, H.-J.; Brabec, C.J.; Ameri, T. High-performance ternary organic solar cells with thick active layer exceeding 11% efficiency. Energy Environ. Sci. 2017, 10, 885–892. [Google Scholar] [CrossRef]
- Di Giacomo, F.; Fakharuddin, A.; Jose, R.; Brown, T.M. Progress, challenges and perspectives in flexible perovskite solar cells. Energy Environ. Sci. 2016, 9, 3007–3035. [Google Scholar] [CrossRef] [Green Version]
- Gecys, P.; Raciukaitis, G.; Wehrmann, A.; Zimmer, K.; Braun, A.; Ragnow, S. Scribing of thin-film solar cells with picosecond and femtosecond lasers. J. Laser Micro Nanoeng. 2012, 7, 33–37. [Google Scholar] [CrossRef]
- Logothetidis, S.; Georgiou, D.; Laskarakis, A.; Koidis, C.; Kalfagiannis, N. In-line spectroscopic ellipsometry for the monitoring of the optical properties and quality of roll-to-roll printed nanolayers for organic photovoltaics. Sol. Energy Mater. Sol. Cells 2013, 112, 144–156. [Google Scholar] [CrossRef]
- Tompkins, H.G. Handbook of Ellipsometry; William Andrew: Norwich, NY, USA, 2005. [Google Scholar] [CrossRef]
- Jellison, J.G.; Modine, F.; Doshi, P.; Rohatgi, A. Spectroscopic ellipsometry characterization of thin-film silicon nitride. Thin Solid Films 1998, 313–314, 193–197. [Google Scholar] [CrossRef] [Green Version]
- Tomiyama, T.; Yamazaki, H. Optical anisotropy studies of silver nanowire/polymer composite films with Mueller matrix ellipsometry. Appl. Surf. Sci. 2017, 421, 831–836. [Google Scholar] [CrossRef]
- Žemaitis, A.; Gaidys, M.; Brikas, M.; Gečys, P.; Raciukaitis, G.; Gedvilas, M. Gedvilas, Advanced laser scanning for highly-efficient ablation and ultrafast surface structuring: Experiment and model. Sci. Rep. 2018, 8, 17376. [Google Scholar] [CrossRef]
- Sanner, N.; Bussiere, B.; Utéza, O.; Leray, A.; Itina, T.; Sentis, M.; Natoli, J.Y.; Commandré, M. Commandré, Influence of the beam-focus size on femtosecond laser-induced damage threshold in fused silica. Commer. Biomed. Appl. Ultrafast Lasers VIII 2008, 6881, 68810W. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nanolayer | n | k | α (1/cm) |
|---|---|---|---|
| Ag | 0.129 | 3.214 | 755,692 |
| ITO | 2.372 | 0.005 | 1275 |
| AZO | 1.749 | 0 | 0 |
| Photoactive | 1.876 | 0.228 | 54,891 |
| PEDOT:PSS | 1.451 | 0.036 | 8.375 |
| PET | 1.797 | 0 | 0 |
| Spec | C (%) | O (%) | S (%) | Zn (%) | Ag (%) | In (%) | |
|---|---|---|---|---|---|---|---|
| P1 | 1 | 50.3 | 36.2 | - | 4.6 | 2.2 | 6.8 |
| 2 | 68.8 | 31.2 | - | - | - | - | |
| P2 | 1 | 8.9 | 24.7 | 2.8 | 3.9 | 2 | 7.7 |
| 2 | 54.6 | 29.5 | 4.8 | 2.8 | 8.4 | ||
| P3 | 1 | 57.5 | 22.1 | 3.6 | 5.1 | 3.5 | 8.2 |
| 2 | 57.6 | 22.6 | 3.7 | 4.3 | 3.9 | 7.6 | |
| 3 | 54.1 | 30.2 | - | 4.6 | 2.7 | 8.4 |
| Jsc [mA/cm2] | Voc [V] | FF [%] | Rs [Ohm] | Rsh [Ohm] | PCE [%] | Active Area (cm2) | Average PCE Loss (%) | |
|---|---|---|---|---|---|---|---|---|
| Single Cell * | 12.8 (12.2) | 0.76 (0.76) | 42 (42.4) | 30 (31) | 751 (420) | 4.04 (3.91) | 1 | 0 |
| S2S Module 8 Cells ** | 11.2 (11.1) | 5.88 (5.45) | 46 (43.8) | 53 (59) | 582 (515) | 3.77 (3.30) | 35.3 | 15.6 |
| R2R Module 8 Cells *** | 15.2 (14.2) | 5.06 (5.02) | 36 (34) | 48 (58) | 168 (167) | 3.42 (3.05) | 32 | 22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kapnopoulos, C.; Zachariadis, A.; Mekeridis, E.; Kassavetis, S.; Gravalidis, C.; Laskarakis, A.; Logothetidis, S. On-the-Fly Short-Pulse R2R Laser Patterning Processes for the Manufacturing of Fully Printed Semitransparent Organic Photovoltaics. Materials 2022, 15, 8218. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15228218
Kapnopoulos C, Zachariadis A, Mekeridis E, Kassavetis S, Gravalidis C, Laskarakis A, Logothetidis S. On-the-Fly Short-Pulse R2R Laser Patterning Processes for the Manufacturing of Fully Printed Semitransparent Organic Photovoltaics. Materials. 2022; 15(22):8218. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15228218
Chicago/Turabian StyleKapnopoulos, Christos, Alexandros Zachariadis, Evangelos Mekeridis, Spyros Kassavetis, Christoforos Gravalidis, Argiris Laskarakis, and Stergios Logothetidis. 2022. "On-the-Fly Short-Pulse R2R Laser Patterning Processes for the Manufacturing of Fully Printed Semitransparent Organic Photovoltaics" Materials 15, no. 22: 8218. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15228218