
An Overview of the Stability and Fretting Corrosion of Microgrooved Necks in the Taper Junction of Hip Implants

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Taper Junctions of Hip Implants
2.1. Stability and Integrity
2.2. Wear, Corrosion, and Material Loss
3. Discussion
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Hussenbocus, S.; Kosuge, D.; Solomon, L.B.; Howie, D.W.; Oskouei, R.H. Head-Neck Taper Corrosion in Hip Arthroplasty. BioMed Res. Int. 2015, 2015, 1–9. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Oskouei, R.H.; Barati, M.R.; Farhoudi, H.; Taylor, M.; Solomon, L.B. A new finding on the in-vivo crevice corrosion damage in a CoCrMo hip implant. Mater. Sci. Eng. C 2017, 79, 390–398. [Google Scholar] [CrossRef] [PubMed]
- Hernigou, P.; Queinnec, S.; Lachaniette, C.-H.F. One hundred and fifty years of history of the Morse taper: From Stephen A. Morse in 1864 to complications related to modularity in hip arthroplasty. Int. Orthop. 2013, 37, 2081–2088. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Feyzi, M.; Fallahnezhad, K.; Taylor, M.; Hashemi, R. A review on the finite element simulation of fretting wear and corrosion in the taper junction of hip replacement implants. Comput. Biol. Med. 2020, 130, 104196. [Google Scholar] [CrossRef] [PubMed]
- Feyzi, M.; Fallahnezhad, K.; Taylor, M.; Hashemi, R. The mechanics of head-neck taper junctions: What do we know from finite element analysis? J. Mech. Behav. Biomed. Mater. 2021, 116, 104338. [Google Scholar] [CrossRef]
- Haschke, H.; Konow, T.; Huber, G.; Morlock, M.M. Influence of flexural rigidity on micromotion at the head-stem taper interface of modular hip prostheses. Med. Eng. Phys. 2019, 68, 1–10. [Google Scholar] [CrossRef]
- Fallahnezhad, K.; Farhoudi, H.; Oskouei, R.H.; Taylor, M. Influence of geometry and materials on the axial and torsional strength of the head–neck taper junction in modular hip replacements: A finite element study. J. Mech. Behav. Biomed. Mater. 2016, 60, 118–126. [Google Scholar] [CrossRef]
- Lee, Y.-K.; Lee, J.-C.; Ha, Y.-C.; Koo, K.-H. Effect of neck length on third-generation ceramic head failure; finite element and retrieval analysis. J. Orthop. Sci. 2014, 19, 587–597. [Google Scholar] [CrossRef]
- Mistry, J.B.; Chughtai, M.; Elmallah, R.K.; Diedrich, A.; Le, S.; Thomas, M.; Mont, M.A. Trunnionosis in total hip arthroplasty: A review. J. Orthop. Traumatol. 2016, 17, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Wight, C.M.; Lanting, B.; Schemitsch, E.H. Evidence Based Recommendations for Reducing Head-Neck Taper Connection Fretting Corrosion in Hip Replacement Prostheses. HIP Int. 2017, 27, 523–531. [Google Scholar] [CrossRef]
- Fallahnezhad, K.; Feyzi, M.; Ghadirinejad, K.; Hashemi, R.; Taylor, M. Finite element based simulation of tribocorrosion at the head-neck junction of hip implants. Tribol. Int. 2021, 165, 107284. [Google Scholar] [CrossRef]
- Fallahnezhad, K.; Oskouei, R.H.; Badnava, H.; Taylor, M. An adaptive finite element simulation of fretting wear damage at the head-neck taper junction of total hip replacement: The role of taper angle mismatch. J. Mech. Behav. Biomed. Mater. 2017, 75, 58–67. [Google Scholar] [CrossRef]
- Shareef, N.; Levine, D. Effect of manufacturing tolerances on the micromotion at the Morse taper interface in modular hip implants using the finite element technique. Biomaterials 1996, 17, 623–630. [Google Scholar] [CrossRef]
- Raji, H.Y.; Shelton, J.C. Prediction of taper performance using quasi static FE models: The influence of loading, taper clearance and trunnion length. J. Biomed. Mater. Res. Part B Appl. Biomater. 2018, 107, 138–148. [Google Scholar] [CrossRef] [PubMed]
- Lavernia, C.J.; Iacobelli, D.S.; Villa, J.M.; Jones, K.; Gonzalez, J.L.; Jones, W.K. Trunnion–Head Stresses in THA: Are Big Heads Trouble? J. Arthroplast. 2015, 30, 1085–1088. [Google Scholar] [CrossRef] [PubMed]
- Vogel, D.; Falkenberg, A.; Bierbaum, S.; Schulze, C.; Bader, R.; Kluess, D. Mechanical Stability of the Taper Connection of Large Metal Femoral Heads With Adapter Sleeves in Total Hip Arthroplasty Analyzed Using Explicit Finite Element Simulations. J. Arthroplast. 2017, 32, 2580–2586. [Google Scholar] [CrossRef]
- Fernandez-Fairen, M. CORRInsights®: Does Surface Topography Play a Role in Taper Damage in Head-neck Modular Junctions? Clin. Orthop. Relat. Res. 2016, 474, 2243–2245. [Google Scholar] [CrossRef] [Green Version]
- Brock, T.M.; Sidaginamale, R.; Rushton, S.; Nargol, A.V.; Bowsher, J.G.; Savisaar, C.; Joyce, T.J.; Deehan, D.J.; Lord, J.K.; Langton, D.J. Shorter, rough trunnion surfaces are associated with higher taper wear rates than longer, smooth trunnion surfaces in a contemporary large head metal-on-metal total hip arthroplasty system. J. Orthop. Res. 2015, 33, 1868–1874. [Google Scholar] [CrossRef]
- Fallahnezhad, K.; Farhoudi, H.; Oskouei, R.H.; Taylor, M. A finite element study on the mechanical response of the head-neck interface of hip implants under realistic forces and moments of daily activities: Part 2. J. Mech. Behav. Biomed. Mater. 2018, 77, 164–170. [Google Scholar] [CrossRef] [Green Version]
- Farhoudi, H.; Fallahnezhad, K.; Oskouei, R.H.; Taylor, M. A finite element study on the mechanical response of the head-neck interface of hip implants under realistic forces and moments of daily activities: Part 1, level walking. J. Mech. Behav. Biomed. Mater. 2017, 75, 470–476. [Google Scholar] [CrossRef]
- Fallahnezhad, K.; Oskouei, R.H.; Badnava, H.; Taylor, M. The Influence of Assembly Force on the Material Loss at the Metallic Head-Neck Junction of Hip Implants Subjected to Cyclic Fretting Wear. Metals 2019, 9, 422. [Google Scholar] [CrossRef] [Green Version]
- Danoff, J.R.; Longaray, J.; Rajaravivarma, R.; Gopalakrishnan, A.; Chen, A.F.; Hozack, W.J. Impaction Force Influences Taper-Trunnion Stability in Total Hip Arthroplasty. J. Arthroplast. 2018, 33, S270–S274. [Google Scholar] [CrossRef] [PubMed]
- Grosso, M.J.; Jang, E.S.; Longaray, J.; Buell, S.; Alfonso, E.; Shah, R.P. Influence of Assembly Force and Distraction on the Femoral Head-Taper Junction. J. Arthroplast. 2018, 33, S275–S279. [Google Scholar] [CrossRef]
- Jauch-Matt, S.; Miles, A.; Gill, H. Effect of trunnion roughness and length on the modular taper junction strength under typical intraoperative assembly forces. Med Eng. Phys. 2016, 39, 94–101. [Google Scholar] [CrossRef] [Green Version]
- Dransfield, K.; Racasan, R.; Williamson, J.; Bills, P. Changes in the morphology of microgrooved stem tapers with differing assembly conditions. Biotribology 2019, 18, 100096. [Google Scholar] [CrossRef]
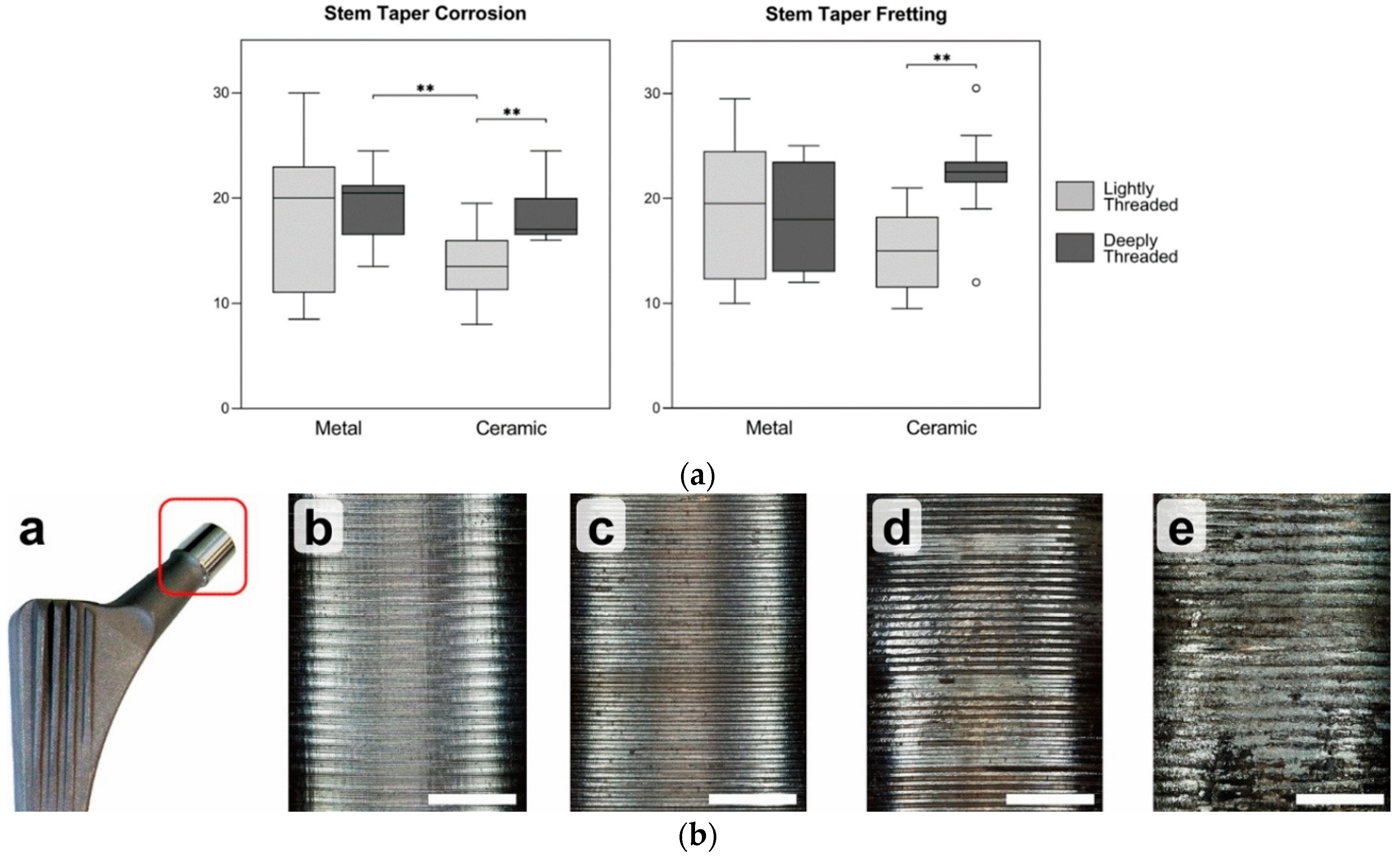
- Stockhausen, K.E.; Riedel, C.; Belinski, A.V.; Rothe, D.; Gehrke, T.; Klebig, F.; Gebauer, M.; Amling, M.; Citak, M.; Busse, B. Variability in stem taper surface topography affects the degree of corrosion and fretting in total hip arthroplasty. Sci. Rep. 2021, 11, 9348. [Google Scholar] [CrossRef] [PubMed]
- Döbberthin, C.; Herbster, M.; Karpuschewski, B. A novel approach for a modular taper junction in hip stems using turn-milling. CIRP J. Manuf. Sci. Technol. 2021, 33, 256–263. [Google Scholar] [CrossRef]
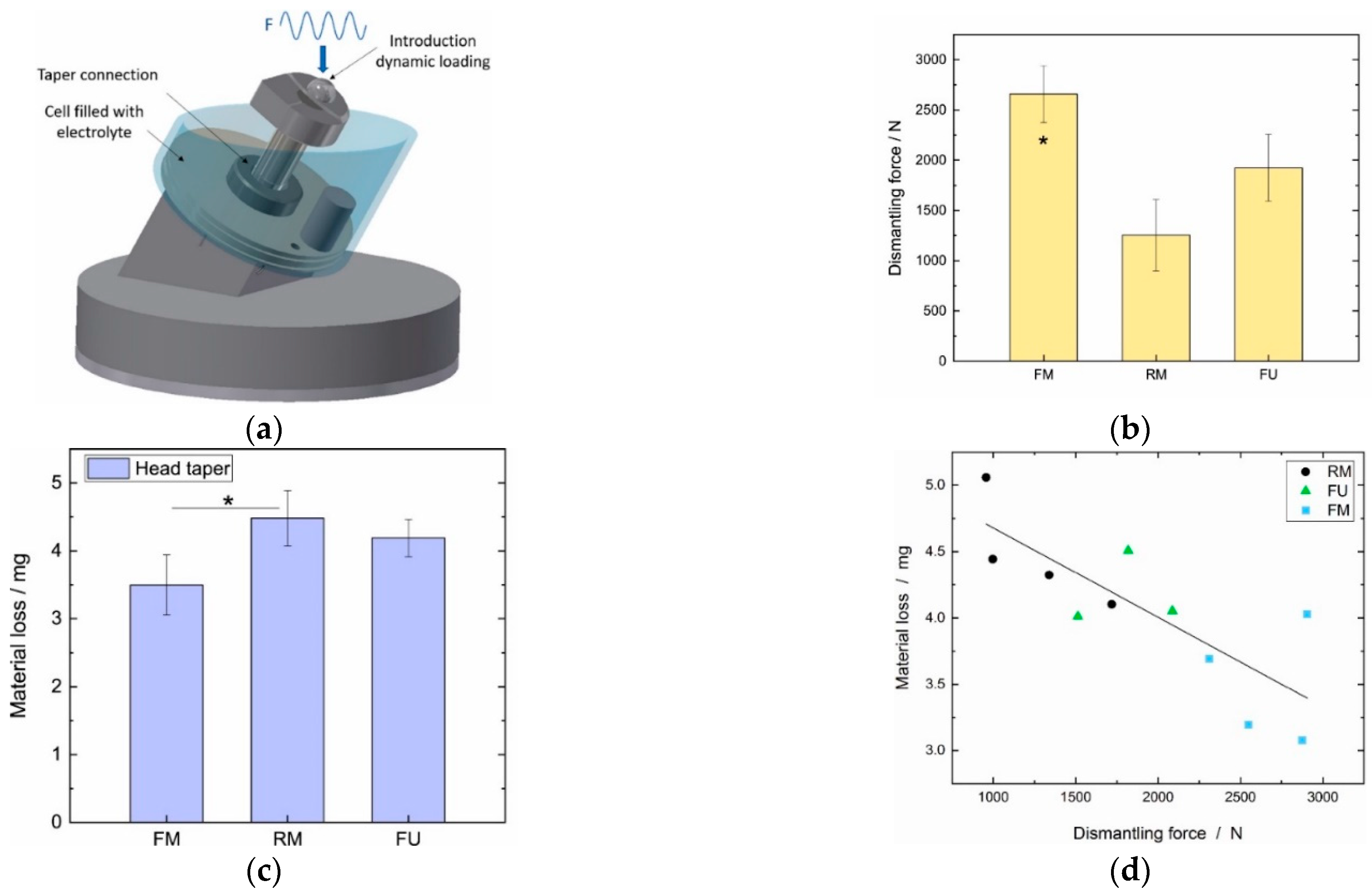
- Mai, P.T.; Bormann, T.; Müller, U.; Kretzer, J.P.; Gibmeier, J. Effect of surface topography and residual stress on the taper connection stability in total hip arthroplasty. J. Mech. Behav. Biomed. Mater. 2022, 128, 105119. [Google Scholar] [CrossRef]
- Arnholt, C.; Underwood, R.; MacDonald, D.W.; Higgs, G.B.; Chen, A.F.; Klein, G.; Hamlin, B.; Lee, G.-C.; Mont, M.; Cates, H.; et al. Microgrooved Surface Topography does not Influence Fretting Corrosion of Tapers in Total Hip Arthroplasty: Classification and Retrieval Analysis. In Modularity and Tapers in Total Joint Replacement Devices; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Arnholt, C.M.; MacDonald, D.W.; Underwood, R.J.; Guyer, E.P.; Rimnac, C.M.; Kurtz, S.M.; Mont, M.A.; Klein, G.R.; Lee, G.-C.; Chen, A.F.; et al. Do Stem Taper Microgrooves Influence Taper Corrosion in Total Hip Arthroplasty? A Matched Cohort Retrieval Study. J. Arthroplast. 2016, 32, 1363–1373. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bechstedt, M.; Gustafson, J.A.; Mell, S.P.; Gührs, J.; Morlock, M.M.; Levine, B.R.; Lundberg, H.J. Contact conditions for total hip head-neck modular taper junctions with microgrooved stem tapers. J. Biomech. 2020, 103, 109689. [Google Scholar] [CrossRef]
- Godoy, M.; Gustafson, J.A.; Hertzler, J.S.; Bischoff, J.E.; Pourzal, R.; Lundberg, H.J. Model validation for estimating taper microgroove deformation during total hip arthroplasty head-neck assembly. J. Biomech. 2022, 140, 111172. [Google Scholar] [CrossRef] [PubMed]
- Gustafson, J.A.; Pourzal, R.; Levine, B.R.; Jacobs, J.J.; Lundberg, H.J. Modelling changes in modular taper micromechanics due to surgeon assembly technique in total hip arthroplasty. Bone Jt. J. 2020, 102-B, 33–40. [Google Scholar] [CrossRef] [PubMed]
- Gustafson, J.A.; Mell, S.P.; Levine, B.R.; Pourzal, R.; Lundberg, H.J. Interaction of surface topography and taper mismatch on head-stem modular junction contact mechanics during assembly in modern total hip replacement. J. Orthop. Res. 2022. [Google Scholar] [CrossRef] [PubMed]
- Mueller, U.; Bormann, T.; Schroeder, S.; Kretzer, J.P. Taper junctions in modular hip joint replacements: What affects their stability? J. Mech. Behav. Biomed. Mater. 2021, 116, 104258. [Google Scholar] [CrossRef] [PubMed]
- Falkenberg, A.; Biller, S.; Morlock, M.M.; Huber, G. Micromotion at the head-stem taper junction of total hip prostheses is influenced by prosthesis design-, patient- and surgeon-related factors. J. Biomech. 2019, 98, 109424. [Google Scholar] [CrossRef] [PubMed]
- Donaldson, F.E.; Coburn, J.C.; Siegel, K.L. Total hip arthroplasty head–neck contact mechanics: A stochastic investigation of key parameters. J. Biomech. 2014, 47, 1634–1641. [Google Scholar] [CrossRef] [PubMed]
- Panagiotidou, A.; Meswania, J.; Hua, J.; Muirhead-Allwood, S.; Hart, A.; Blunn, G. Enhanced wear and corrosion in modular tapers in total hip replacement is associated with the contact area and surface topography. J. Orthop. Res. 2013, 31, 2032–2039. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pourzal, R.; Hall, D.J.; Ha, N.Q.; Urban, R.M.; Levine, B.R.; Jacobs, J.J.; Lundberg, H.J. Does Surface Topography Play a Role in Taper Damage in Head-neck Modular Junctions? Clin. Orthop. Relat. Res. 2016, 474, 2232–2242. [Google Scholar] [CrossRef] [Green Version]
- Kop, A.M.; Keogh, C.; Swarts, E. Proximal Component Modularity in THA—At What Cost?: An Implant Retrieval Study. Clin. Orthop. Relat. Res. 2012, 470, 1885–1894. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hothi, H.S.; Whittaker, R.K.; Meswania, J.M.; Blunn, G.W.; A Skinner, J.; Hart, A.J. Influence of stem type on material loss at the metal-on-metal pinnacle taper junction. Proc. Inst. Mech. Eng. Part H J. Eng. Med. 2015, 229, 91–97. [Google Scholar] [CrossRef] [PubMed]
- Goldberg, J.R.; Gilbert, J.L.; Jacobs, J.; Bauer, T.; Paprosky, W.; Leurgans, S. A Multicenter Retrieval Study of the Taper Interfaces of Modular Hip Prostheses. Clin. Orthop. Relat. Res. 2002, 401, 149–161. [Google Scholar] [CrossRef] [PubMed]
- Ashkanfar, A.; Langton, D.J.; Joyce, T.J. Does a micro-grooved trunnion stem surface finish improve fixation and reduce fretting wear at the taper junction of total hip replacements? A finite element evaluation. J. Biomech. 2017, 63, 47–54. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, T.; Harrison, N.M.; McDonnell, P.F.; E McHugh, P.; Leen, S.B. Micro–macro wear–fatigue of modular hip implant taper-lock coupling. J. Strain Anal. Eng. Des. 2013, 49, 2–18. [Google Scholar] [CrossRef]
- Capitanu, L.; Badita, L.-L.; Tiganesteanu, C.; Florescu, V. Influence of the taper on the fretting wear of the femoral stem-femoral head taper junction in total hip prosthesis. Ind. Lubr. Tribol. 2021, 74, 385–391. [Google Scholar] [CrossRef]
- Mueller, U.; Braun, S.; Schroeder, S.; Sonntag, R.; Kretzer, J.P. Same Same but Different? 12/14 Stem and Head Tapers in Total Hip Arthroplasty. J. Arthroplast. 2017, 32, 3191–3199. [Google Scholar] [CrossRef] [PubMed]
- Lundberg, H.J.; Ha, N.Q.; Hall, D.J.; Urban, R.M.; Levine, B.R.; Pourzal, R. Contact Mechanics and Plastic Deformation at the Local Surface Topography Level After Assembly of Modular Head-Neck Junctions in Modern Total Hip Replacement Devices. In Modularity and Tapers in Total Joint Replacement Devices; ASTM International: Conshohocken, PA, USA, 2015. [Google Scholar]
- Runa, M.; Mathew, M.; Rocha, L. Tribocorrosion response of the Ti6Al4V alloys commonly used in femoral stems. Tribol. Int. 2013, 68, 85–93. [Google Scholar] [CrossRef]
- Feyzi, M.; Fallahnezhad, K.; Taylor, M.; Hashemi, R. The Tribocorrosion Behaviour of Ti-6Al-4 V Alloy: The Role of Both Normal Force and Electrochemical Potential. Tribol. Lett. 2022, 70, 83. [Google Scholar] [CrossRef]
- Sadiq, K.; Black, R.; Stack, M. Bio-tribocorrosion mechanisms in orthopaedic devices: Mapping the micro-abrasion–corrosion behaviour of a simulated CoCrMo hip replacement in calf serum solution. Wear 2014, 316, 58–69. [Google Scholar] [CrossRef] [Green Version]
- Maldonado, S.G.; Mischler, S.; Cantoni, M.; Chitty, W.-J.; Falcand, C.; Hertz, D. Mechanical and chemical mechanisms in the tribocorrosion of a Stellite type alloy. Wear 2013, 308, 213–221. [Google Scholar] [CrossRef]
- Namus, R.; Nutter, J.; Qi, J.; Rainforth, W. Sliding speed influence on the tribo-corrosion behaviour of Ti6Al4V alloy in simulated body fluid. Tribol. Int. 2021, 160, 107023. [Google Scholar] [CrossRef]
- Swaminathan, V.; Gilbert, J.L. Potential and frequency effects on fretting corrosion of Ti6Al4V and CoCrMo surfaces. J. Biomed. Mater. Res. Part A 2013, 101A, 2602–2612. [Google Scholar] [CrossRef] [PubMed]
- Feyzi, M.; Fallahnezhad, K.; Taylor, M.; Hashemi, R. What role do normal force and frequency play in the tribocorrosion behaviour of Ti-6Al-4 V alloy? Tribol. Int. 2022, 172, 107634. [Google Scholar] [CrossRef]
- Çaha, I.; Alves, A.; Chirico, C.; Tsipas, S.; Rodrigues, I.; Pinto, A.; Grandini, C.; Rocha, L.; Gordo, E.; Toptan, F. Interactions between wear and corrosion on cast and sintered Ti-12Nb alloy in comparison with the commercial Ti-6Al-4V alloy. Corros. Sci. 2020, 176, 108925. [Google Scholar] [CrossRef]
- Doni, Z.; Alves, A.; Toptan, F.; Gomes, J.; Ramalho, A.; Buciumeanu, M.; Palaghian, L.; Silva, F. Dry sliding and tribocorrosion behaviour of hot pressed CoCrMo biomedical alloy as compared with the cast CoCrMo and Ti6Al4V alloys. Mater. Des. 2013, 52, 47–57. [Google Scholar] [CrossRef]
- Swaminathan, V.; Gilbert, J.L. Fretting corrosion of CoCrMo and Ti6Al4V interfaces. Biomaterials 2012, 33, 5487–5503. [Google Scholar] [CrossRef] [PubMed]
- Fallahnezhad, K.; Feyzi, M.; Taylor, M.; Hashemi, R. What is the relationship between metal-on-metal and ceramic-on-metal tribocorrosive behaviours? An experimental study on Ti-6Al-4 V/CoCrMo interface. Tribol. Int. 2022, 174, 107720. [Google Scholar] [CrossRef]
- Espallargas, N.; Torres, C.; Muñoz, A. A metal ion release study of CoCrMo exposed to corrosion and tribocorrosion conditions in simulated body fluids. Wear 2015, 332–333, 669–678. [Google Scholar] [CrossRef]
- Yan, Y.; Neville, A.; Dowson, D. Biotribocorrosion of CoCrMo orthopaedic implant materials—Assessing the formation and effect of the biofilm. Tribol. Int. 2007, 40, 1492–1499. [Google Scholar] [CrossRef]
- Liu, Y.; Gilbert, J.L. The effect of simulated inflammatory conditions and pH on fretting corrosion of CoCrMo alloy surfaces. Wear 2017, 390–391, 302–311. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feyzi, M.; Fallahnezhad, K.; Taylor, M.; Hashemi, R. An Overview of the Stability and Fretting Corrosion of Microgrooved Necks in the Taper Junction of Hip Implants. Materials 2022, 15, 8396. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15238396
Feyzi M, Fallahnezhad K, Taylor M, Hashemi R. An Overview of the Stability and Fretting Corrosion of Microgrooved Necks in the Taper Junction of Hip Implants. Materials. 2022; 15(23):8396. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15238396
Chicago/Turabian StyleFeyzi, Mohsen, Khosro Fallahnezhad, Mark Taylor, and Reza Hashemi. 2022. "An Overview of the Stability and Fretting Corrosion of Microgrooved Necks in the Taper Junction of Hip Implants" Materials 15, no. 23: 8396. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15238396