
Platinum Metallization of Polyethylene Terephthalate by Supercritical Carbon Dioxide Catalyzation and the Tensile Fracture Strength
 ,
,  , , and
, , and 
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Conventional and Sc-CO2 Catalyzation
2.3. Metal Deposition
2.4. Characterization
3. Results and Discussion
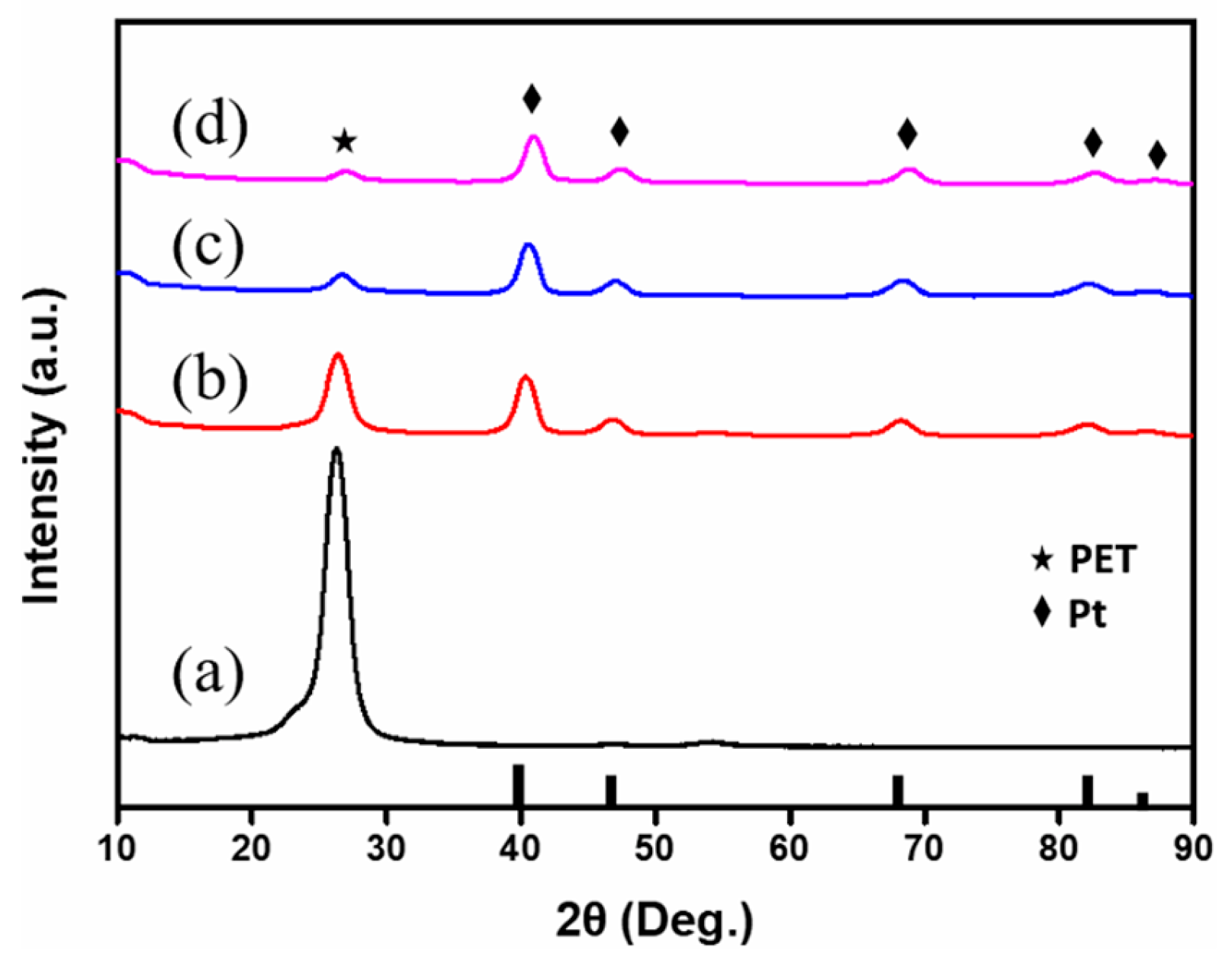
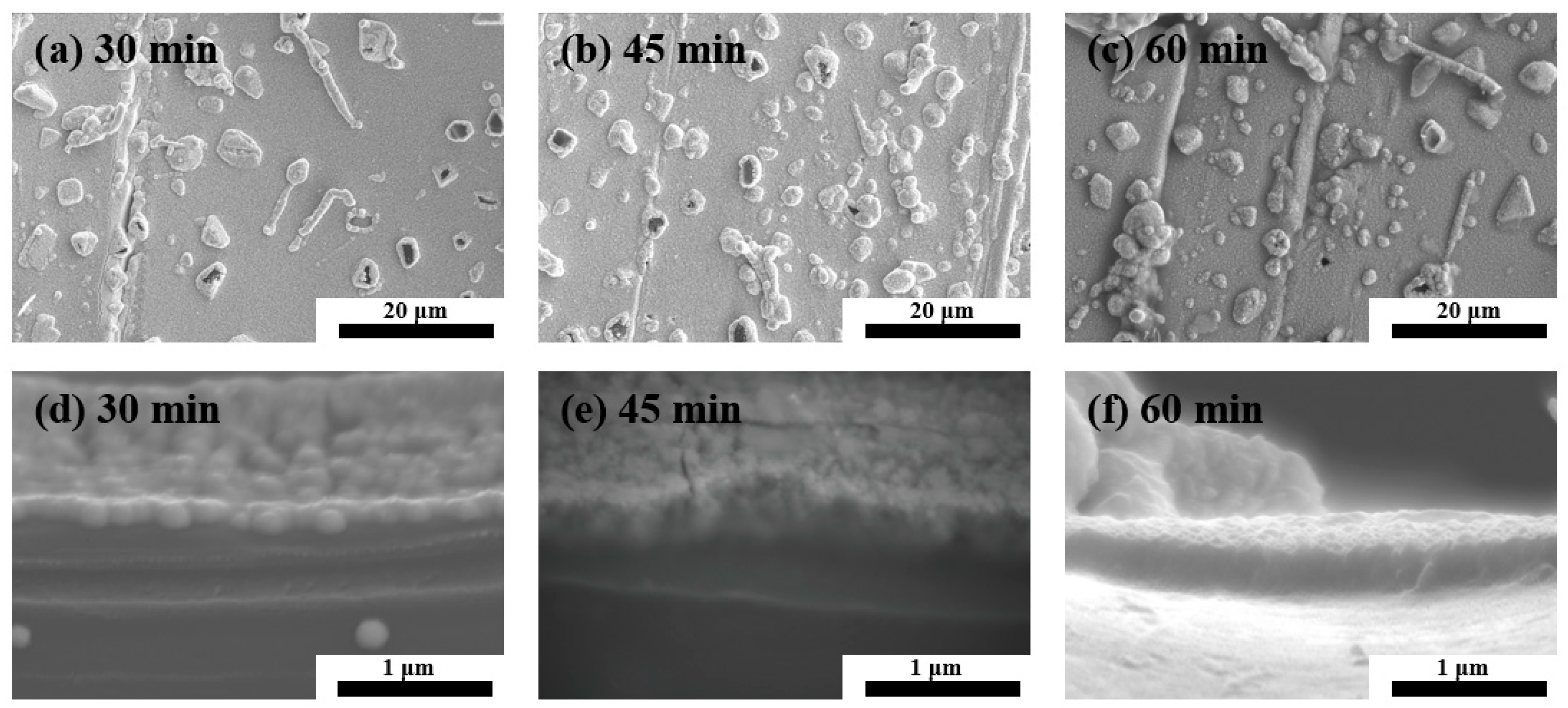
3.1. Pt Metallization of PET
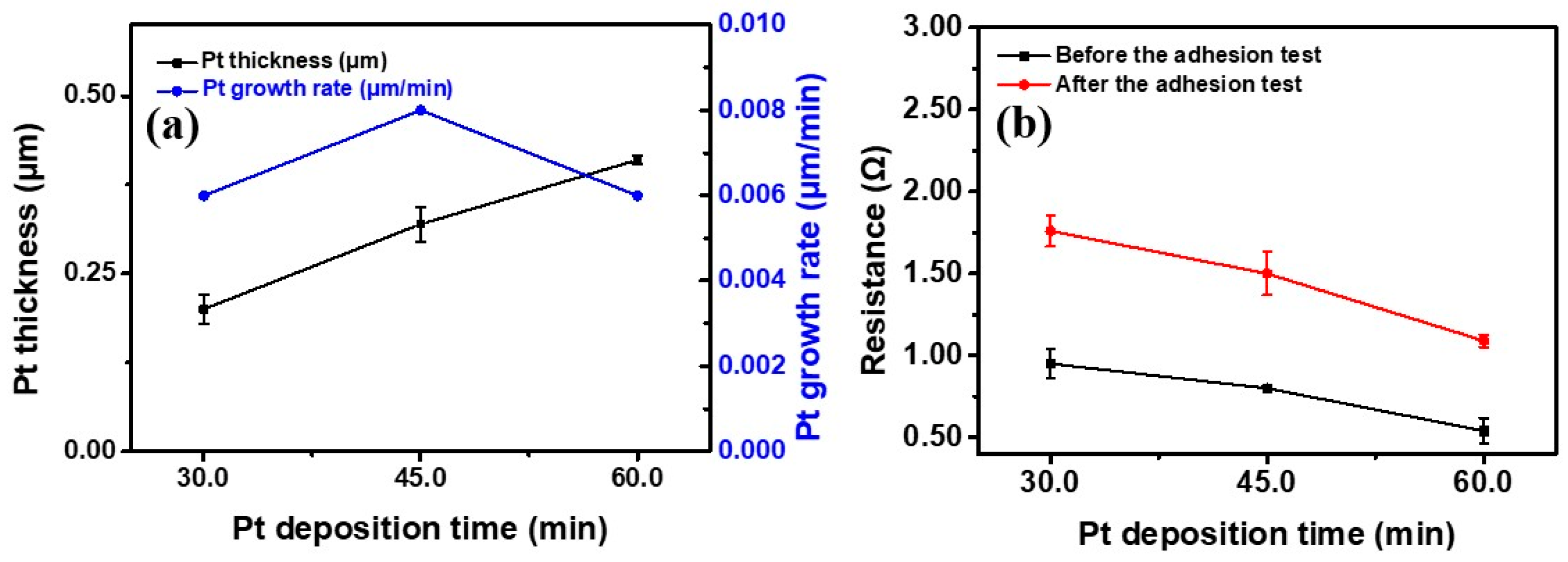
3.2. Electrical Resistance of Pt/PET
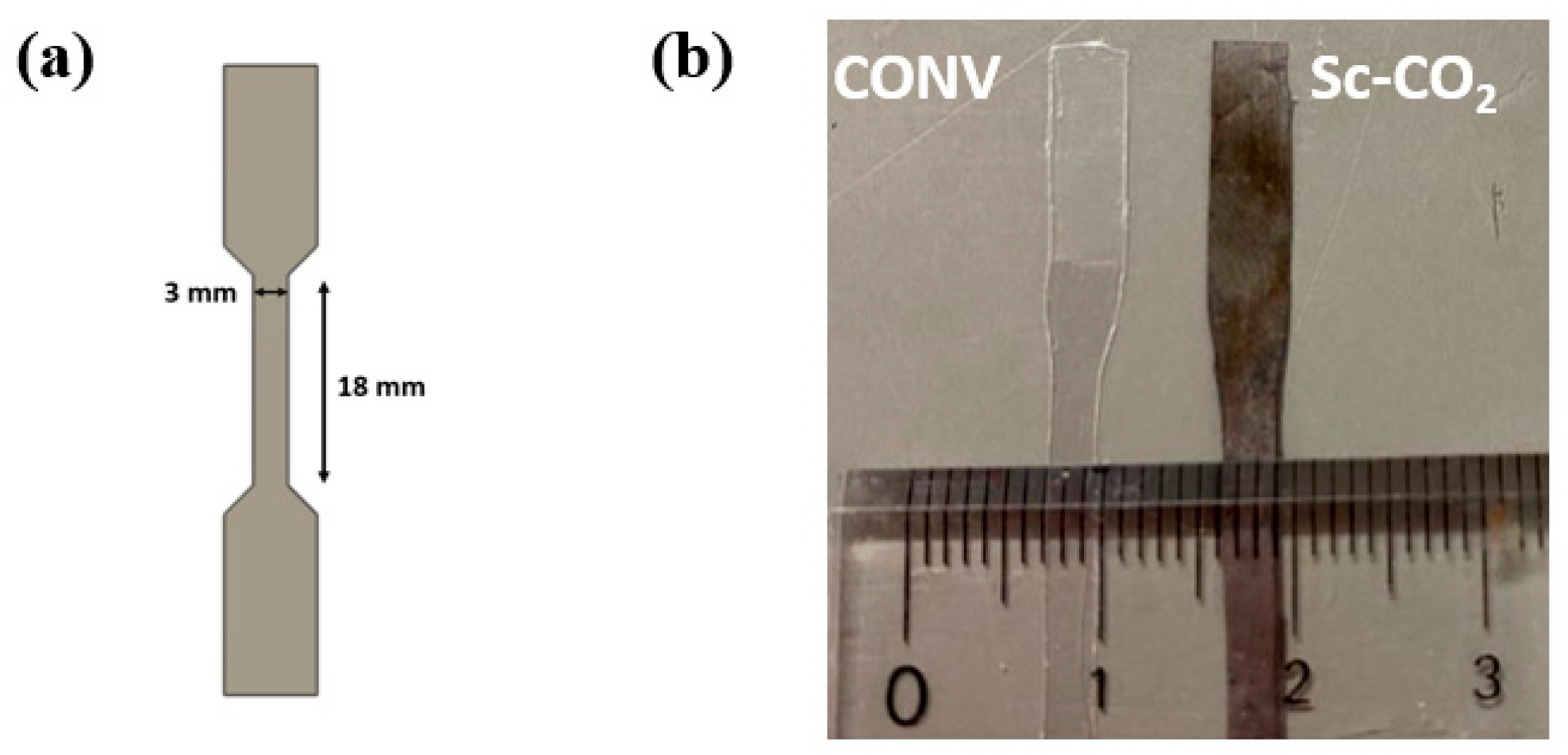
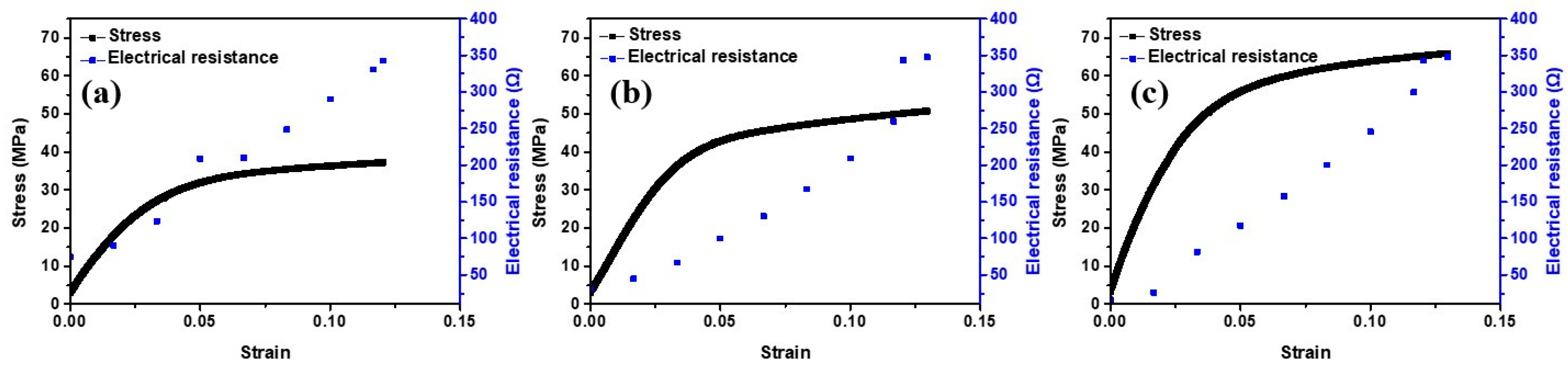
3.3. Fracture Strength
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhou, L.; Wanga, A.; Wu, S.C.; Sun, J.; Park, S.; Jackson, T.N. All-organic active matrix flexible display. Appl. Phys. Lett. 2006, 88, 083502. [Google Scholar] [CrossRef]
- Saha, B.; Baek, S.; Lee, J. Highly sensitive bendable and foldable paper sensors based on reduced graphene oxide. ACS Appl. Mater. Interfaces 2017, 9, 4658–4666. [Google Scholar] [CrossRef] [PubMed]
- Sugimoto, A.; Ochi, H.; Fujimura, S.; Yoshida, A.; Miyadera, T.; Tsuchida, M. Flexible OLED displays using plastic substrates. IEEE J. Sel. Top. Quantum Electron. 2004, 10, 107–114. [Google Scholar] [CrossRef]
- Shown, I.; Ganguly, A.; Chen, L.C.; Chen, K.H. Conducting polymer-based flexible supercapacitor. Energy Sci. Eng. 2014, 3, 2–26. [Google Scholar] [CrossRef]
- Liaw, D.J.; Wang, K.L.; Huang, Y.C.; Lee, K.R.; Lai, J.Y.; Ha, C.S. Advanced polyimide materials. Syntheses, physical properties and applications. Prog. Polym. Sci. 2012, 37, 907–974. [Google Scholar] [CrossRef]
- Damm, C.; Münstedt, H.; Rösch, A. The antimicrobial efficacy of polyamide 6/silver-nano- and microcomposites. Mater. Chem. Phys. 2008, 108, 61–66. [Google Scholar] [CrossRef]
- Busico, V.; Cipullo, R. Microstructure of polypropylene. Prog. Polym. Sci. 2001, 26, 443–533. [Google Scholar] [CrossRef]
- Hu, M.; Hu, T.; Cheng, R.; Yang, J.; Cui, C.; Zhang, C.; Wang, X. MXene-coated silk-derived carbon cloth toward flexible electrode for supercapacitor application. J. Energy Chem. 2018, 27, 161–166. [Google Scholar] [CrossRef] [Green Version]
- Zheng, L.; Ma, S.; Wang, Z.; Shi, Y.; Zhang, Q.; Xu, X.; Chen, Q. Ni-P nanostructures on flexible paper for morphology effect of nonenzymatic electrocatalysis for urea. Electrochim. Acta 2019, 320, 134586. [Google Scholar] [CrossRef]
- Cheng, P.W.; Chen, C.Y.; Ichibayashi, T.; Chang, T.F.M.; Sone, M.; Nishimura, S. Supercritical carbon dioxide-assisted functionalization of polyethylene terephthalate (PET) toward flexible catalytic electrodes. J. Supercrit. Fluids. 2022, 180, 105455. [Google Scholar] [CrossRef]
- Mitsumoto, M.; Chen, C.Y.; Chiu, W.T.; Chang, T.F.M.; Watanabe, Y.; Jinno, A.; Kurosu, H.; Sone, M. Supercritical carbon dioxide-assisted platinum metallization of polyethylene terephthalate textile toward wearable device. Micro Nano Eng. 2022, 15, 100132. [Google Scholar] [CrossRef]
- Chiu, W.T.; Tahara, Y.; Chen, C.Y.; Chang, T.F.M.; Hashimoto, T.; Kurosu, H.; Sone, M. Fundamental property assessments of biocompatible silk–Pt composite prepared by supercritical carbon dioxide promoted electroless plating. Ind. Eng. Chem. Res. 2017, 56, 8864–8871. [Google Scholar] [CrossRef]
- Jinno, A.; Ogasawara, Y.; Hashimoto, T.; Mitsumoto, M.; Chang, T.F.M.; Sone, M.; Kurosu, H. Solid-state 13C NMR spectroscopic study of supercritical CO2 catalyzation treated polyethylene terephthalate textiles for platinum metallization. J. Supercrit. Fluids. 2023, 197, 105896. [Google Scholar] [CrossRef]
- Torrisi, V.; Ruffino, F. Metal-Polymer Nanocomposites: (Co-)evaporation/(Co)sputtering approaches and electrical properties. Coatings 2015, 5, 378–424. [Google Scholar] [CrossRef] [Green Version]
- Guan, Y.; Pan, J.; Fu, J.; Shen, W.; Liu, H.; Cai, C.; Zhang, L.; Tang, H.; Zhang, Y. Constructing 0D/1D/2D Z-scheme heterojunctions of Ag nanodots/SiC nanofibers/g-C3N4 nanosheets for efficient photocatalytic water splitting. Ceram. Int. 2023, 49, 2262–2271. [Google Scholar] [CrossRef]
- Vaeth, K.M.; Jensen, K.F. Transition metals for selective chemical vapor deposition of parylene-based polymers. Chem. Mater. 2000, 12, 1305–1313. [Google Scholar] [CrossRef]
- Long, D.P.; Blackburn, J.M.; Watkins, J.J. Chemical fluid deposition: A hybrid technique for low-temperature metallization. Adv. Mater. 2000, 12, 913–915. [Google Scholar] [CrossRef]
- Moridi, A.; Hassani-Gangaraj, S.M.; Guagliano, M.; Dao, M. Cold spray coating: Review of material systems and future perspectives. Surf. Eng. 2014, 30, 369–395. [Google Scholar] [CrossRef]
- Cheng, P.W.; Chen, C.Y.; Ichibayashi, T.; Chang, T.F.M.; Sone, M.; Nishimura, S. Metallization of 3D-printed polymer structures via supercritical carbon dioxide-assisted electroless plating. MRS Commun. 2021, 11, 278–282. [Google Scholar] [CrossRef]
- Chen, C.Y.; Cheng, P.W.; Ichibayashi, T.; Chang, T.F.M.; Sone, M.; Nishimura, S. Metallization of 3D-printed UV photopolymer structures by the incorporation of Pd-decorated carbon nanotubes. ACS Appl. Nano Mater. 2023, in press. [Google Scholar] [CrossRef]
- Chiu, W.T.; Chen, C.Y.; Chang, T.F.M.; Hashimoto, T.; Kurosu, H.; Sone, M. A supercritical CO2 promoted electroless Ni-P plating on silk and their fundamental characteristics investigations. J. Electrochem. Soc. 2017, 164, D406–D411. [Google Scholar] [CrossRef]
- Hao, W.; Wu, R.; Zhang, R.; Ha, Y.; Chen, Z.; Wang, L.; Yang, Y.; Ma, X.; Sun, D.; Fang, F.; et al. Electroless plating of highly efficient bifunctional boride-based electrodes toward practical overall water splitting. Adv. Energy Mater. 2018, 8, 1801372. [Google Scholar] [CrossRef]
- Chiu, W.T.; Chen, C.Y.; Chang, T.F.M.; Hashimoto, T.; Kurosu, H.; Sone, M. Ni-P and TiO2 codeposition on silk textile via supercritical CO2 promoted electroless plating for flexible and wearable photocatalytic devices. Electrochim. Acta 2019, 294, 68–75. [Google Scholar] [CrossRef]
- Tokuoka, K.; Chen, C.Y.; Chang, T.F.M.; Chiu, W.T.; Kurosu, H.; Sone, M. Metallization of PET textile utilizing supercritical CO2 catalyzation. Microelectron. Eng. 2020, 223, 111233. [Google Scholar] [CrossRef]
- Sano, M.; Tahara, Y.; Chen, C.Y.; Chang, T.F.M.; Hashimoto, T.; Kurosu, H.; Sato, T.; Sone, M. Application of supercritical carbon dioxide in catalyzation and Ni-P electroless plating of nylon 6,6 textile. Surf. Coat. Technol. 2016, 302, 336–343. [Google Scholar] [CrossRef] [Green Version]
- Padrela, L.; Rodrigues, M.A.; Duarte, A.; Dias, A.M.A.; Braga, M.E.M.; de Sousa, H.C. Supercritical carbon dioxide-based technologies for the production of drug nanoparticles/nanocrystals–A comprehensive review. Adv. Drug Deliv. Rev. 2018, 131, 22–78. [Google Scholar] [CrossRef]
- Aklan, B.; Jakoby, B.W.; Watson, C.C.; Braun, H.; Ritt, P.; Quick, H.H. GATE Monte Carlo simulations for variations of an integrated PET/MR hybrid imaging system based on the Biograph mMR model. Phys. Med. Biol. 2015, 60, 4731–4752. [Google Scholar] [CrossRef]
- Wang, L.; Yoon, M.H.; Facchetti, A.; Marks, T.J. Flexible inorganic/organic hybrid thin-film transistors using all-transparent component materials. Adv. Mater. 2007, 19, 3252–3256. [Google Scholar] [CrossRef]
- Li, Y.; White, D.J.; Peyton, R.L. Composite material from fly ash and post-consumer PET. Res. Conserv. Recycl. 1998, 24, 87–93. [Google Scholar] [CrossRef]
- Flis, J.; Duquette, D.J. Catalytic activity of iron, nickel, and nickel-phosphorus in electroless nickel plating. J. Electrochem. Soc. 1984, 131, 34. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pt Deposition Time (min) | Pt Thickness (µm) | Fracture Stress (MPa) |
|---|---|---|
| 30 | 0.20 ± 0.019 | 33.9 ± 2.84 |
| 45 | 0.32 ± 0.024 | 52.1 ± 3.42 |
| 60 | 0.41 ± 0.006 | 65.7 ± 8.96 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, P.-W.; Kurioka, T.; Chen, C.-Y.; Chang, T.-F.M.; Chiu, W.-T.; Hosoda, H.; Takase, K.; Ishihata, H.; Kurosu, H.; Sone, M. Platinum Metallization of Polyethylene Terephthalate by Supercritical Carbon Dioxide Catalyzation and the Tensile Fracture Strength. Materials 2023, 16, 2377. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16062377
Cheng P-W, Kurioka T, Chen C-Y, Chang T-FM, Chiu W-T, Hosoda H, Takase K, Ishihata H, Kurosu H, Sone M. Platinum Metallization of Polyethylene Terephthalate by Supercritical Carbon Dioxide Catalyzation and the Tensile Fracture Strength. Materials. 2023; 16(6):2377. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16062377
Chicago/Turabian StyleCheng, Po-Wei, Tomoyuki Kurioka, Chun-Yi Chen, Tso-Fu Mark Chang, Wan-Ting Chiu, Hideki Hosoda, Kei Takase, Hiroshi Ishihata, Hiromichi Kurosu, and Masato Sone. 2023. "Platinum Metallization of Polyethylene Terephthalate by Supercritical Carbon Dioxide Catalyzation and the Tensile Fracture Strength" Materials 16, no. 6: 2377. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16062377