
Tensile Behaviors and Mechanical Property Analyses of T-Welded Joint for Thin-Walled Parts in Consideration of Different TIG Welding Currents Using Multiple Damage Models and Fracture Criterions: Numerical Simulation and Experiment Validation

Abstract
:1. Introduction
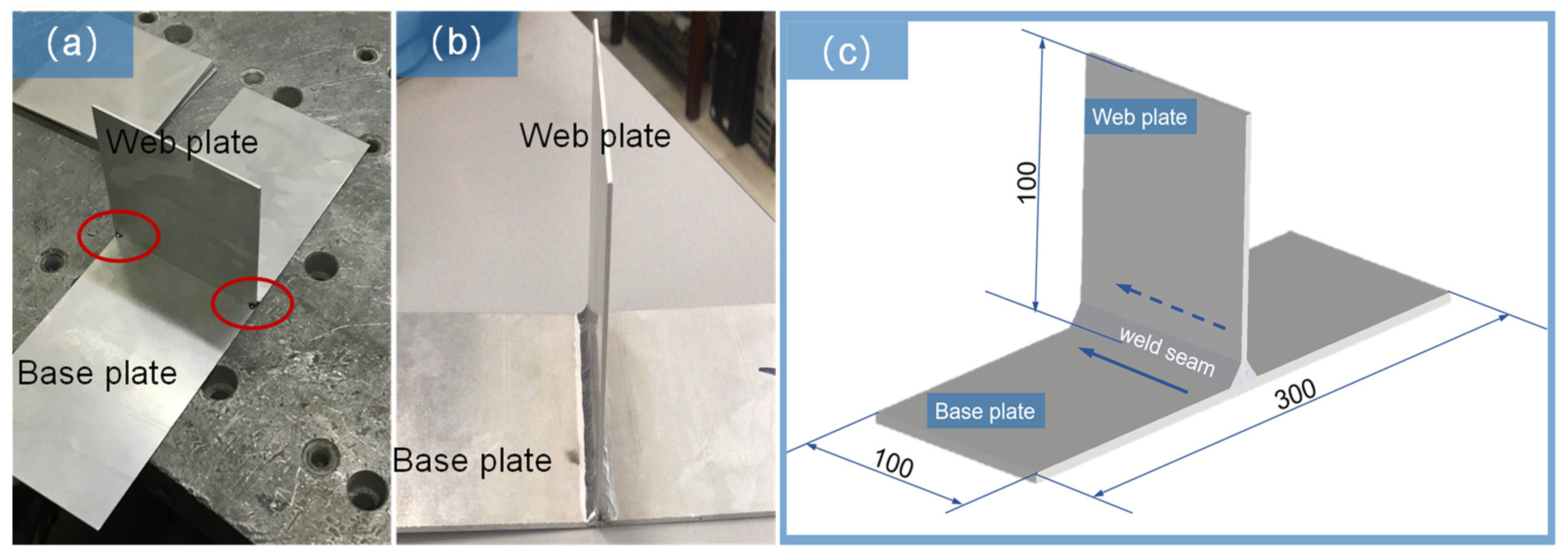
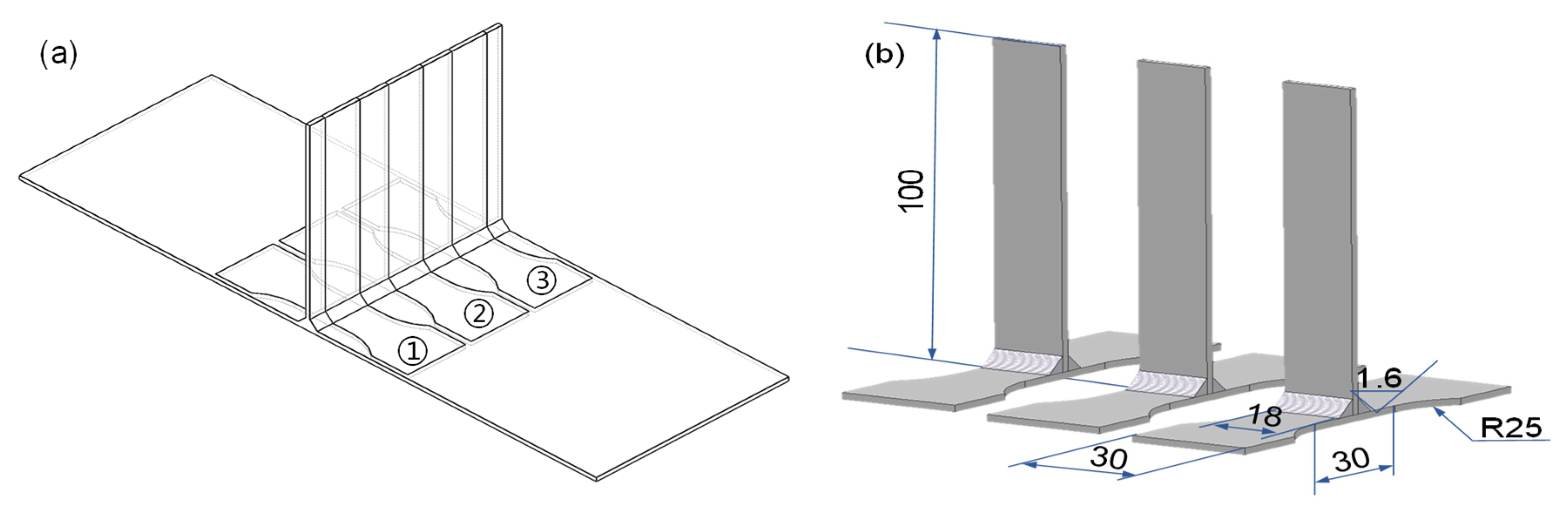
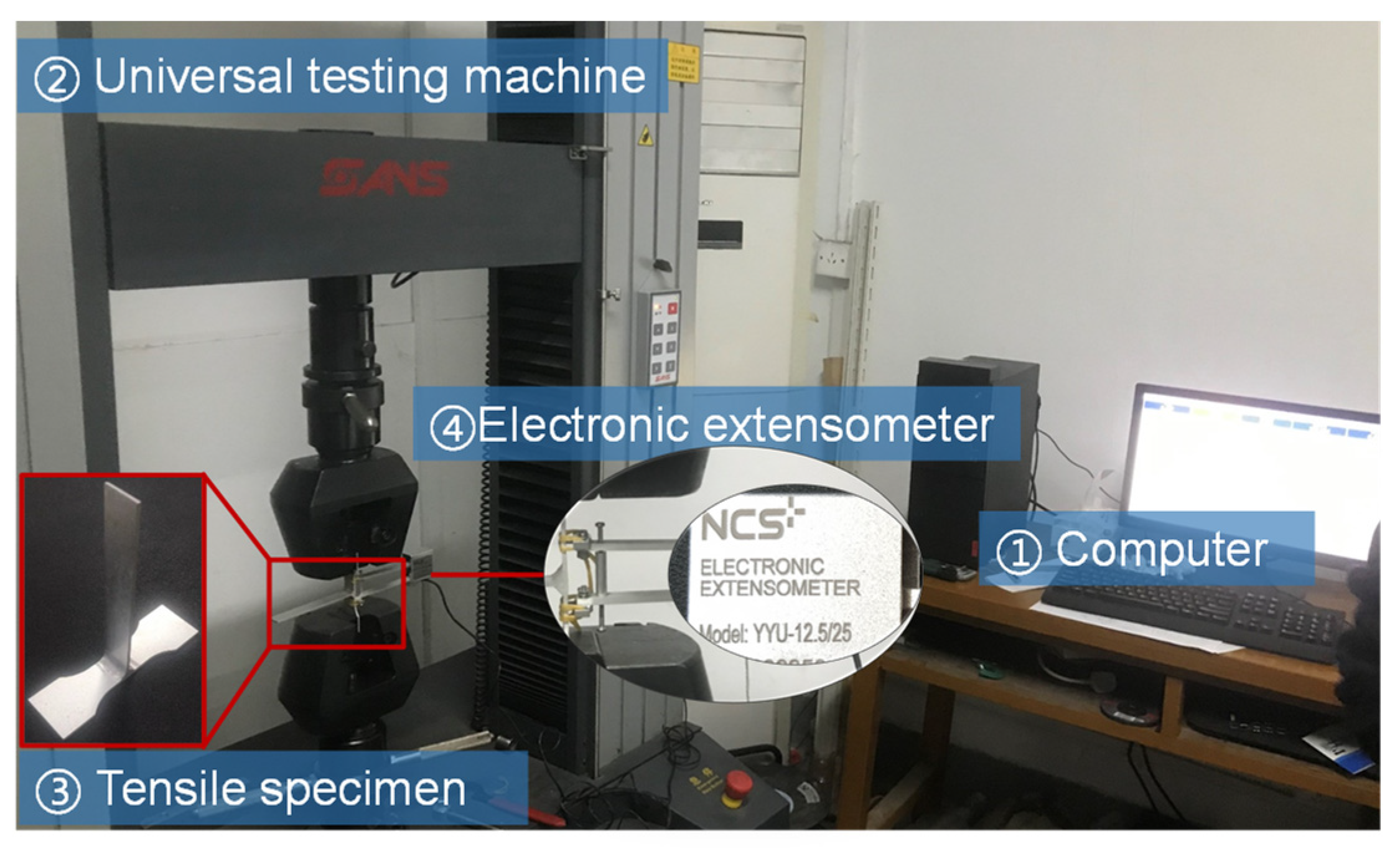
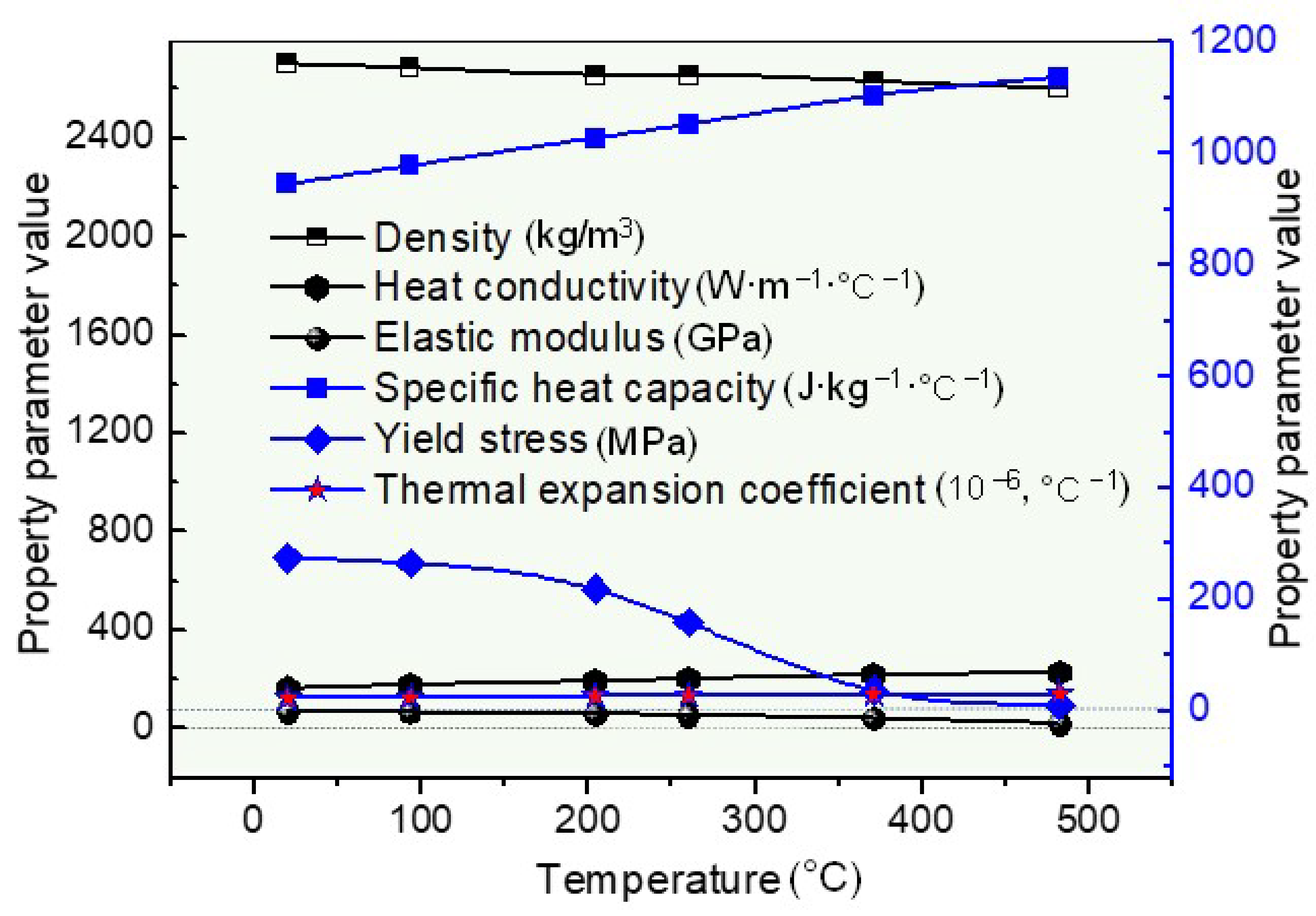
2. Experiment Procedure
3. Numerical Simulation of T-Joint Thin-Walled Part Welding
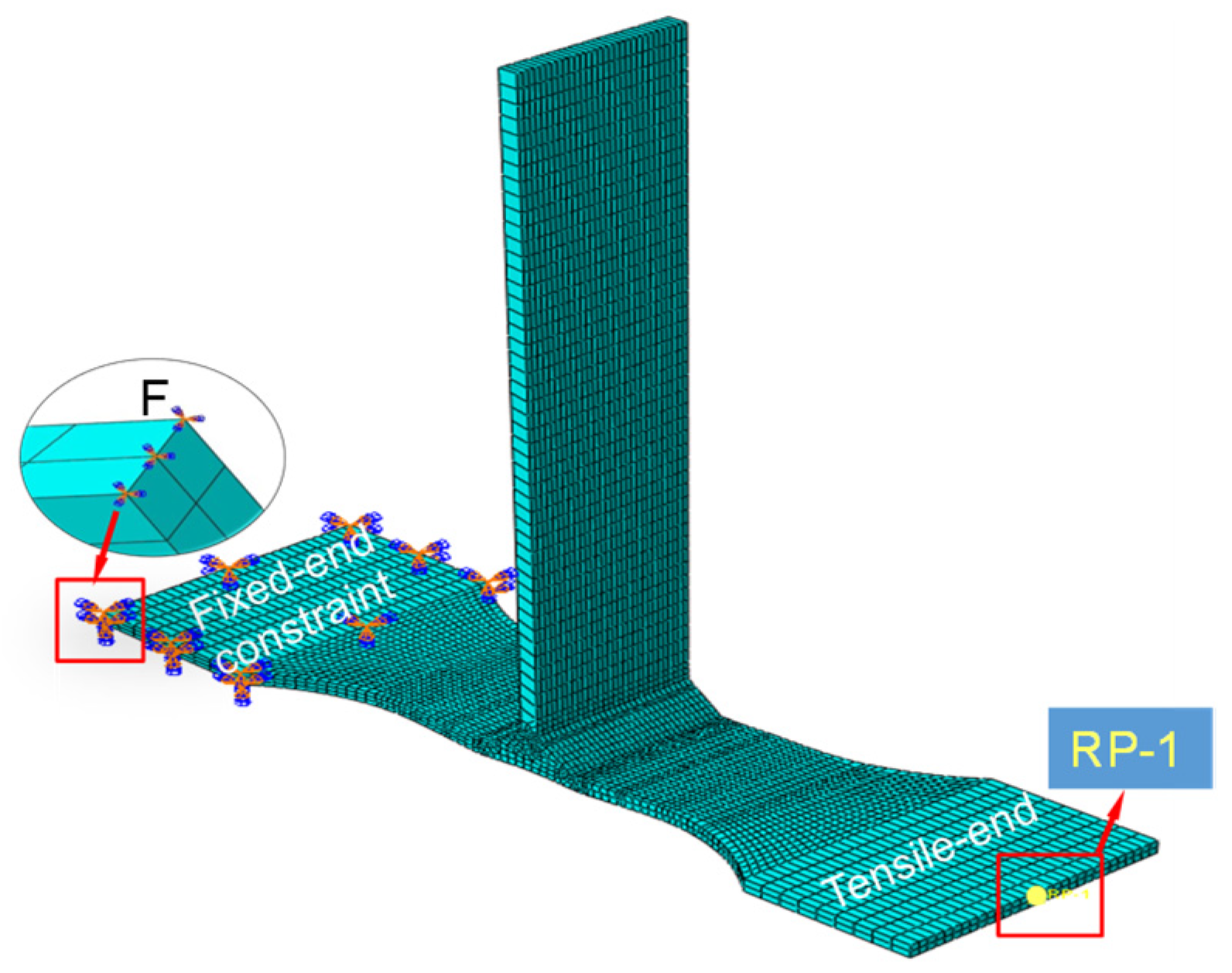
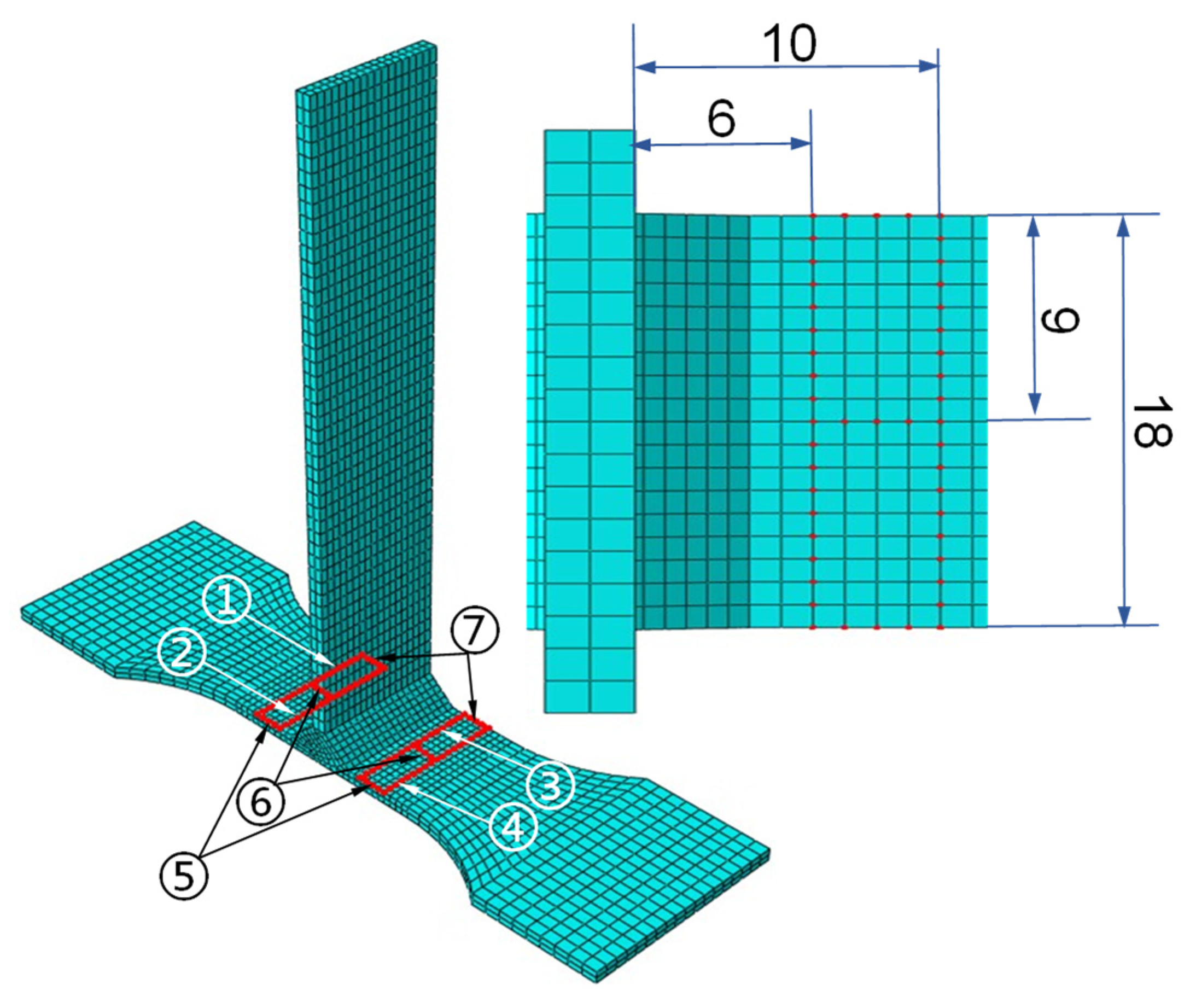
3.1. Tensile Test Simulation
3.2. The Constitutive Model and Failure Model
3.2.1. The Johnson-Cook Model
3.2.2. The Damage and Fracture Failure Model
3.2.3. The Swift, Voce, and Hockett-Sherby Model
3.2.4. The Novel Combination Hardening Models
4. Results and Discussion
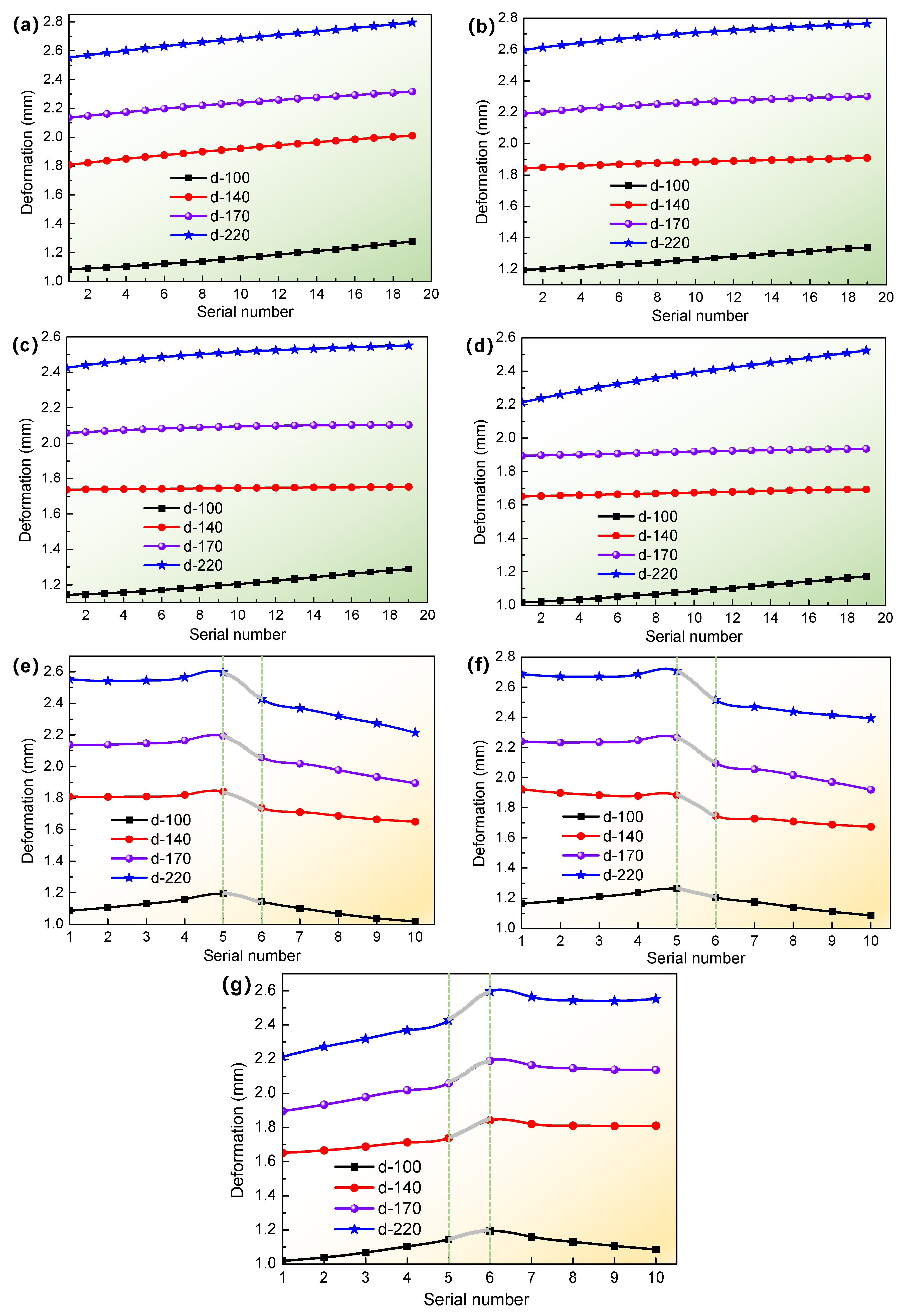
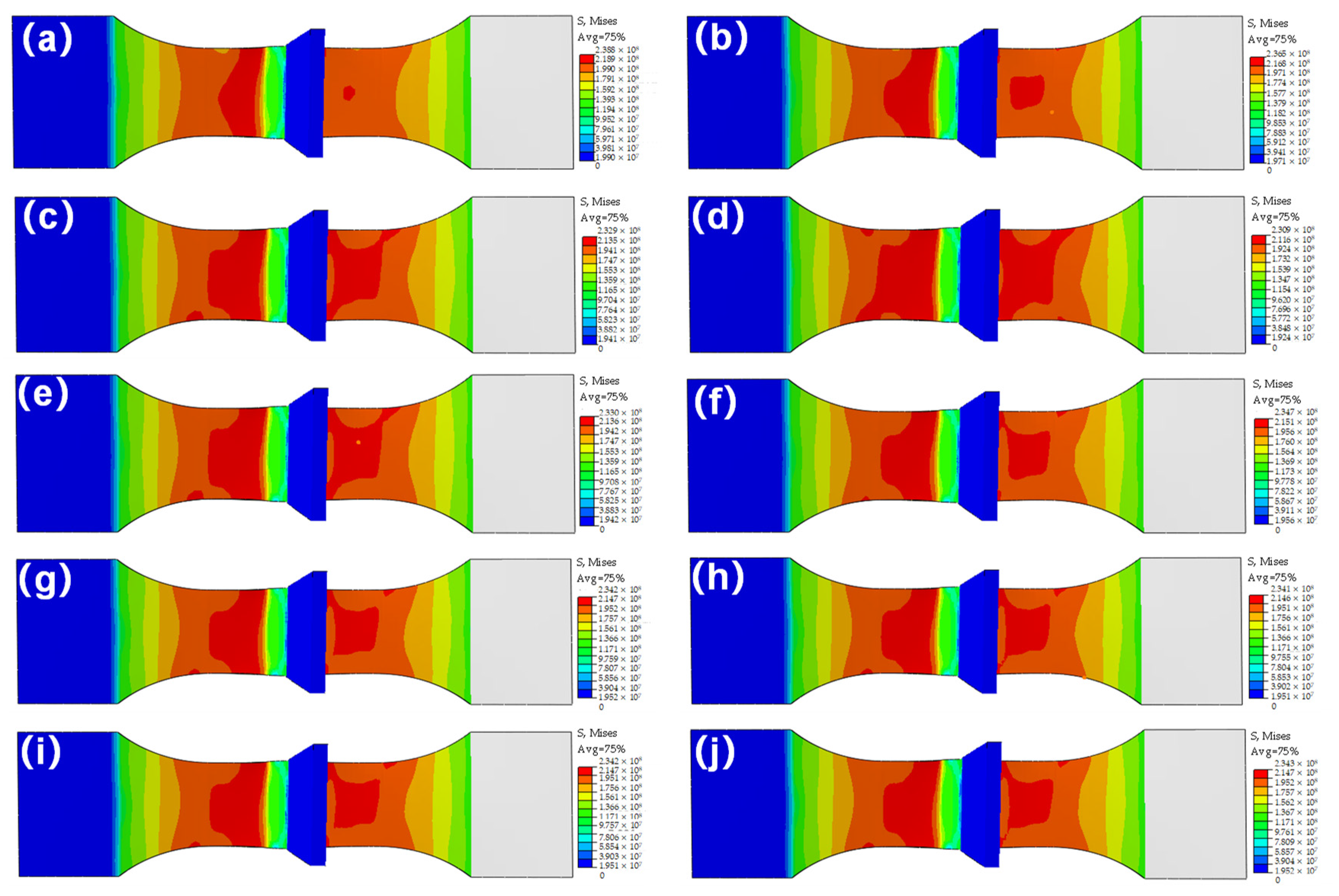
4.1. Welding Deformation
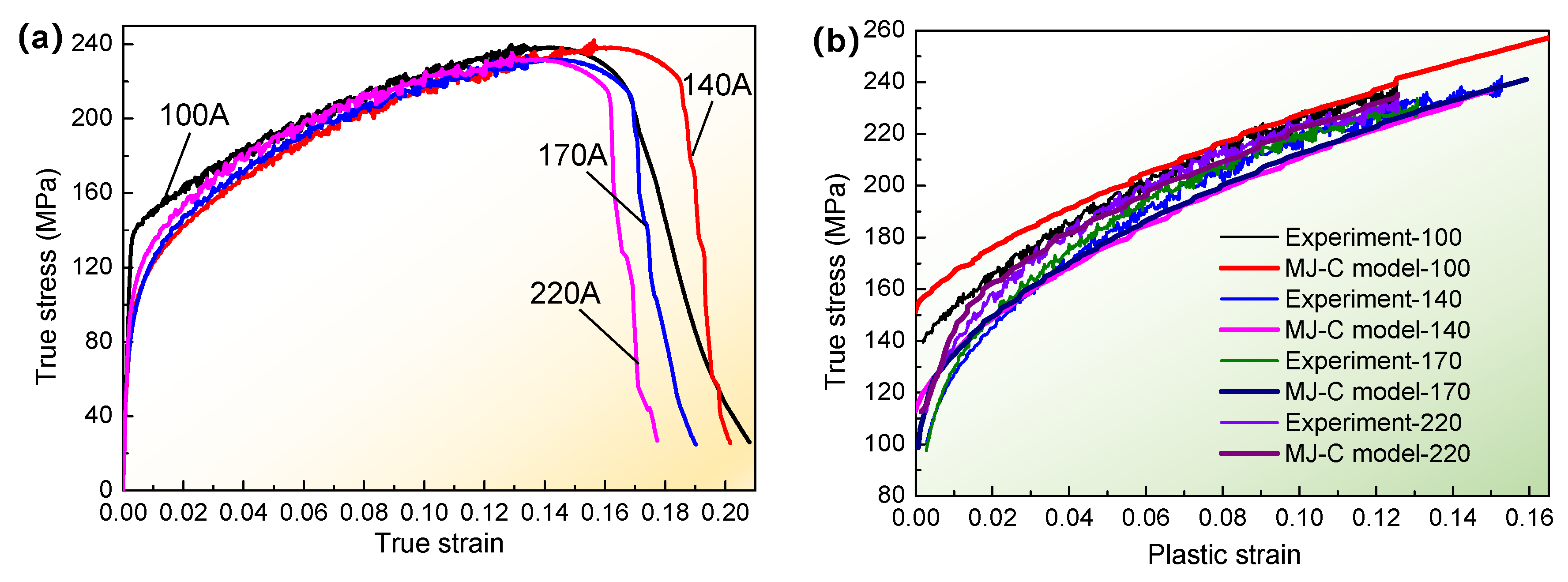
4.2. Determination of Constitutive Equations, Hardening Equations, and Failure Models
4.2.1. The Attainment of Hardening Equations’ Parameters under Different Welding Currents
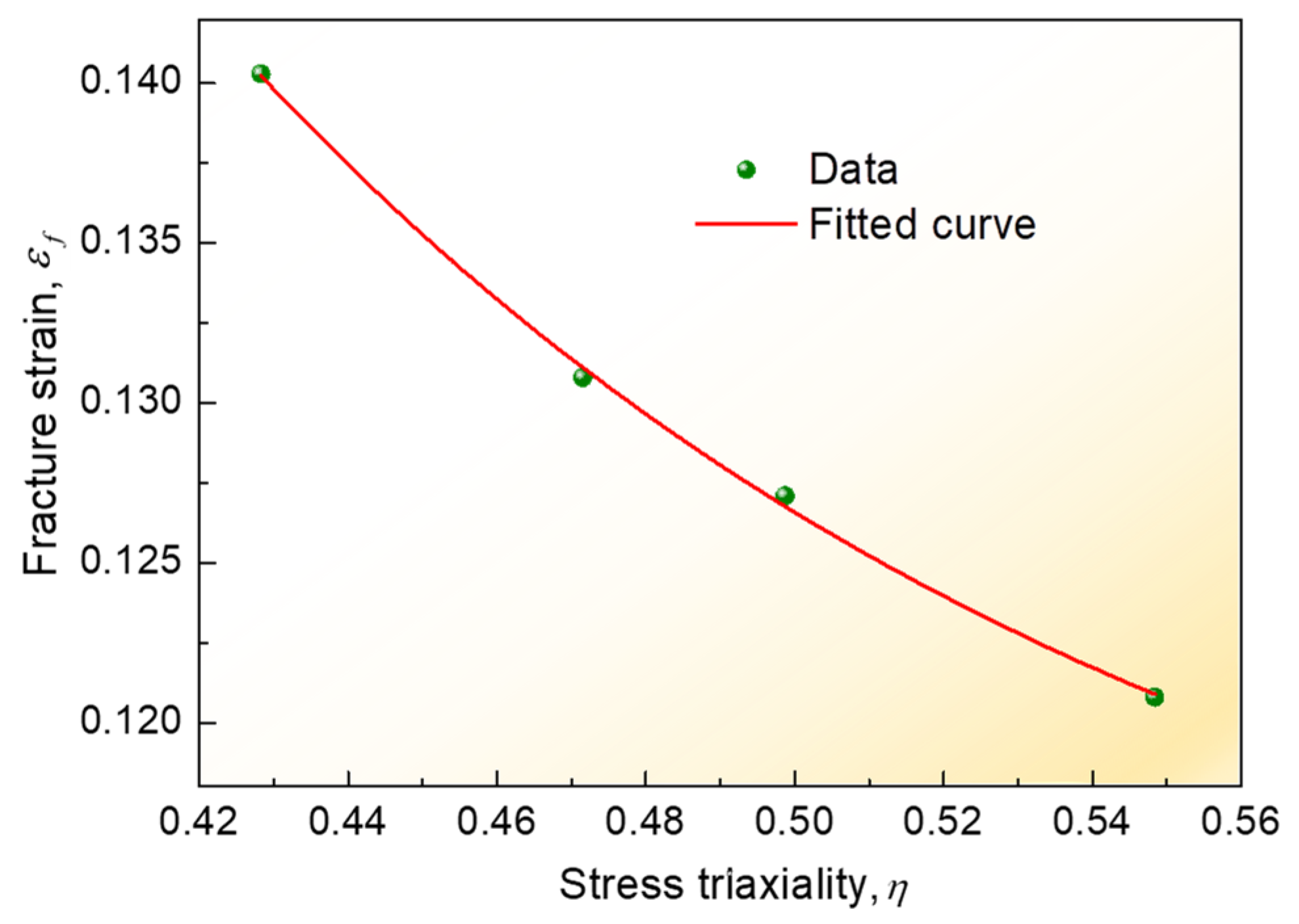
4.2.2. Fracture Failure Model
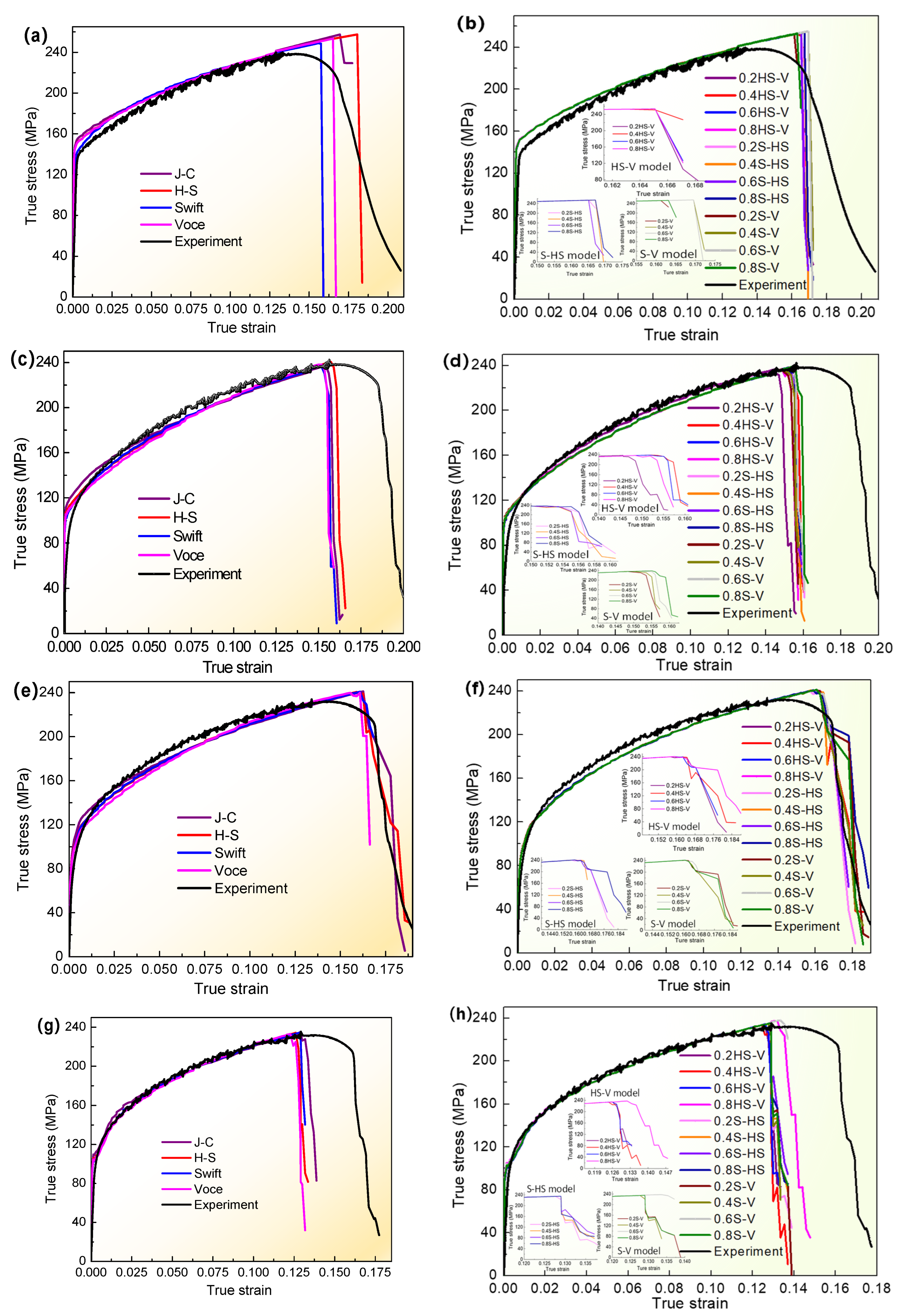
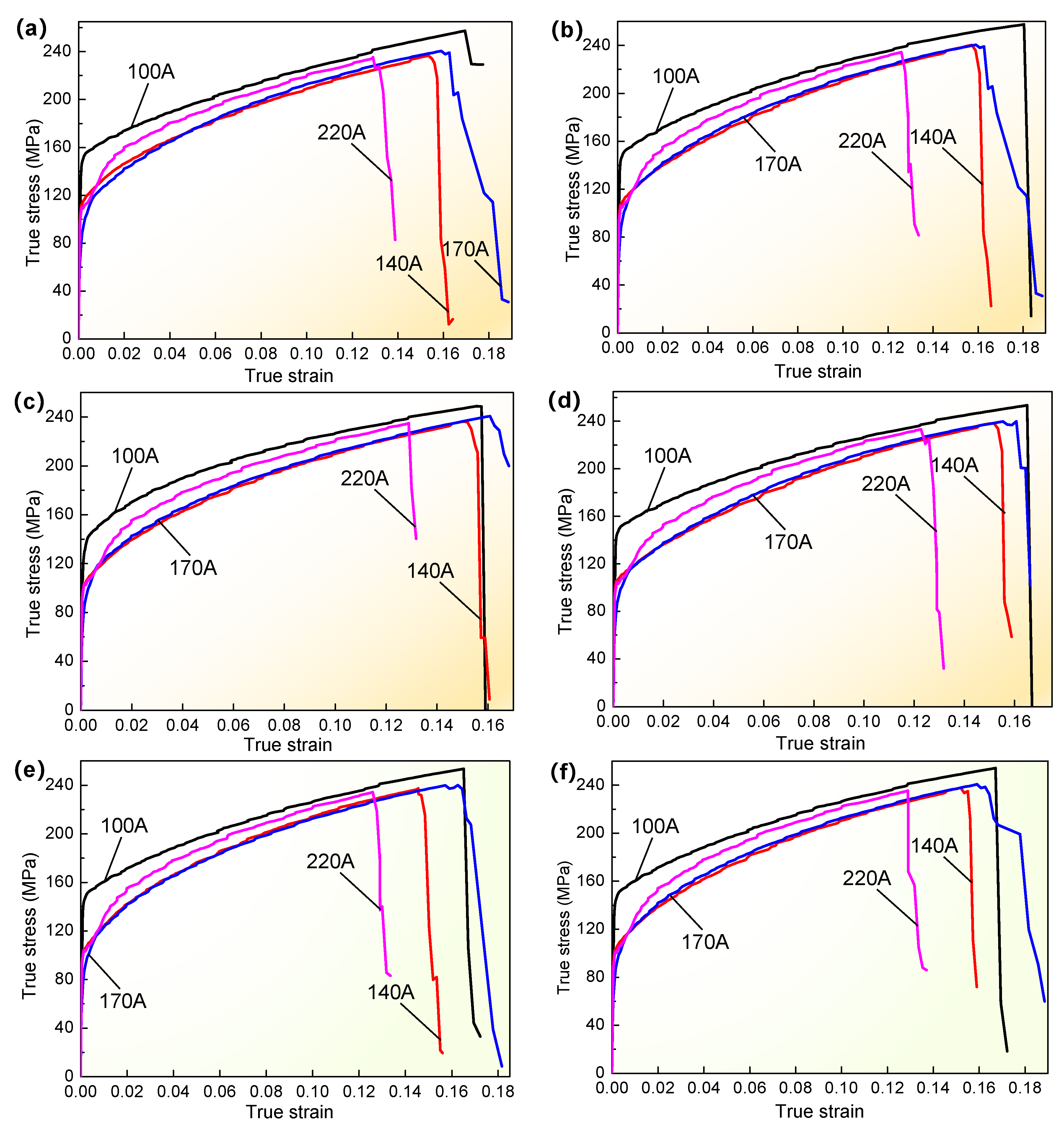
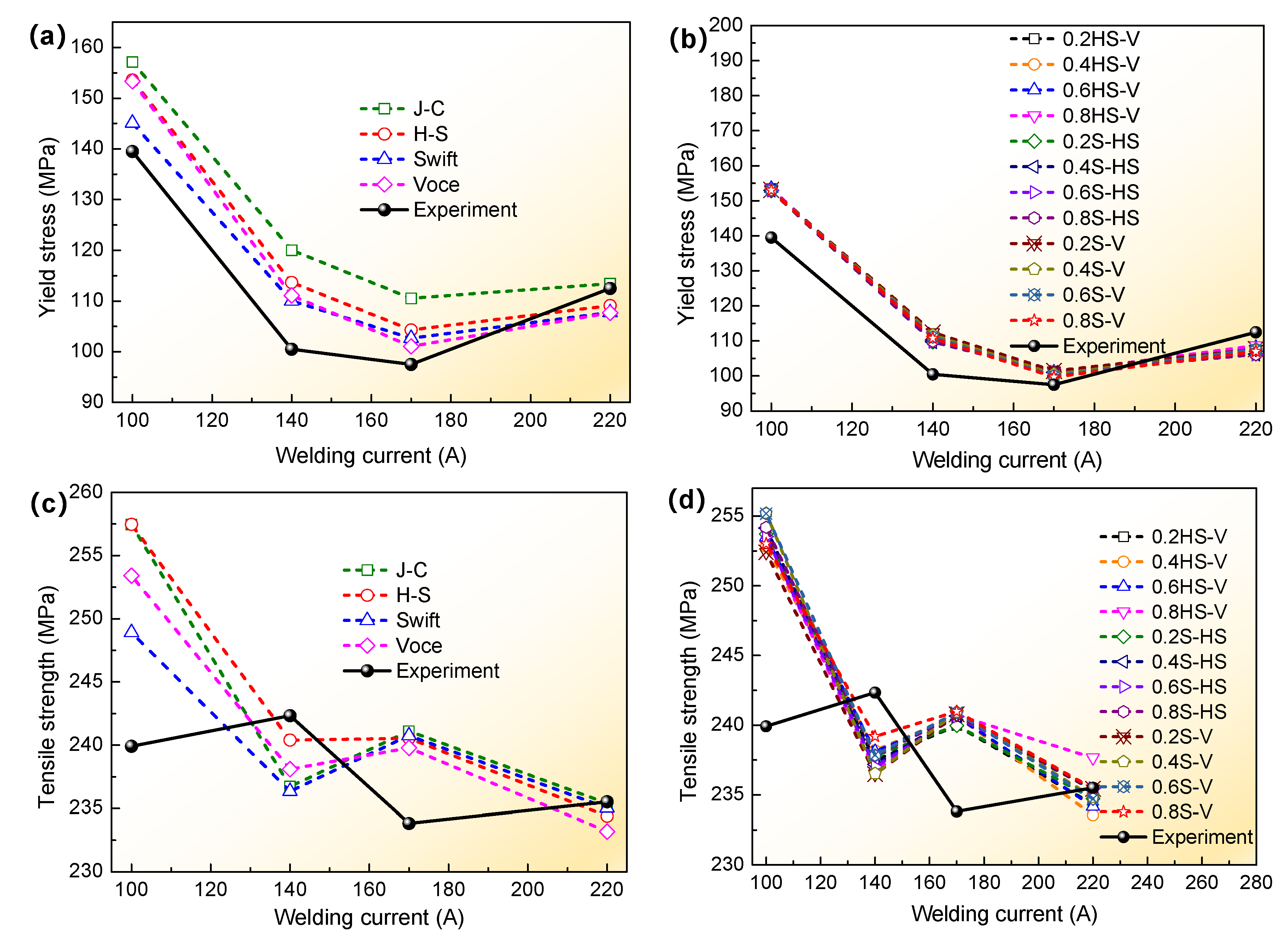
4.3. Effect of Different Welding Currents and Fracture Criteria on Tensile Behaviors
4.4. Evaluation of Different Fracture Criterions on the Prediction of Tensile Properties
5. Conclusions
- (1)
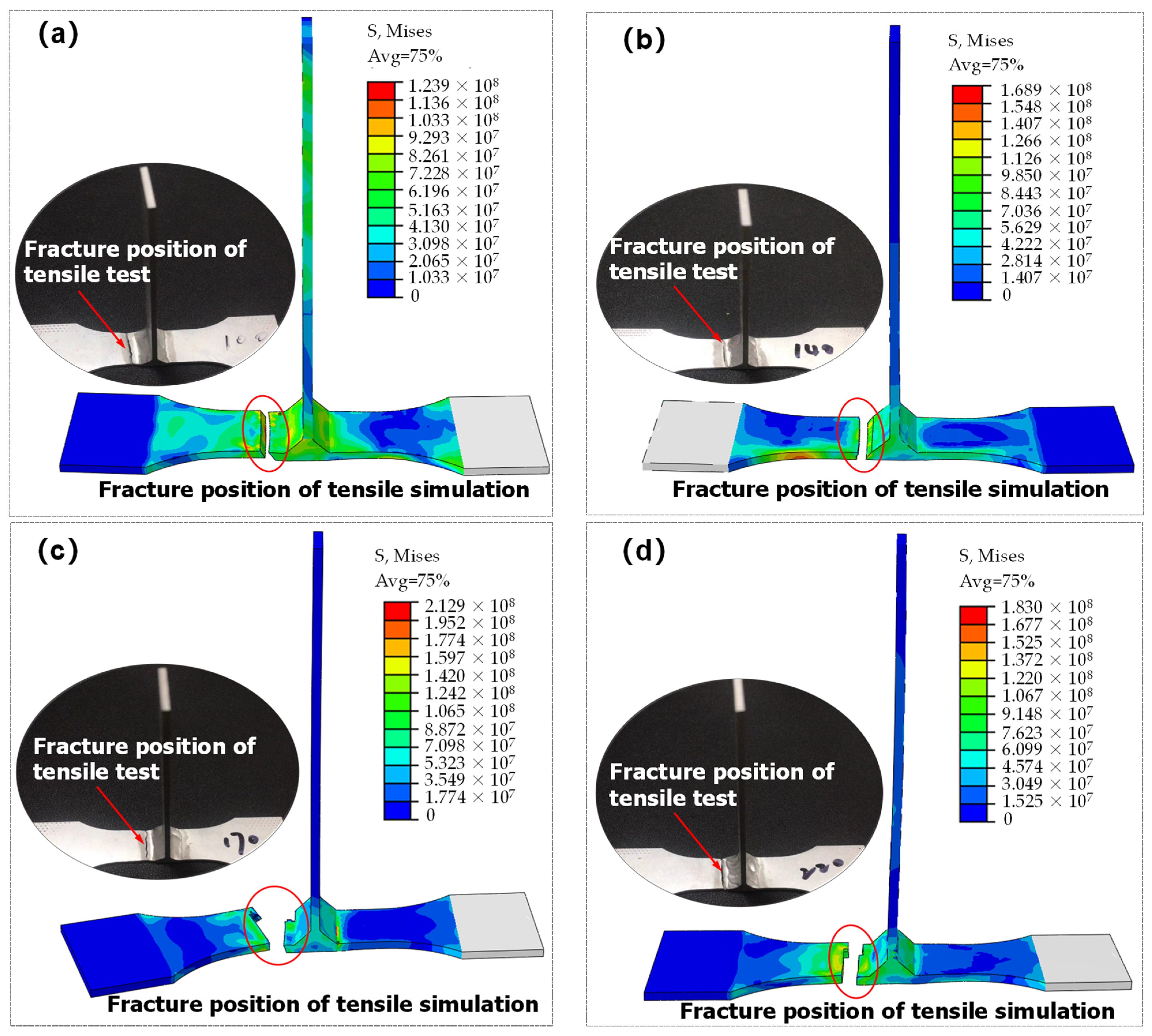
- The FE model of T-joint thin-walled parts and tensile test specimens for T-welded joints was built to investigate the welding deformation and tensile process behaviors under different welding currents. Seven fraction criteria, which were formed by multiply strain hardening models combined with fracture failure models, were employed to depict the tensile properties and fracture behaviors of a T-welded joint. They were very suitable for investigating the tensile behaviors in detail, but the obtained tensile property results simulated with combination models were in better agreement with the experiment results than the single model on the whole. In addition, the effect of the variation in coefficient value λ in the combination model on the simulation results was not greatly apparent under the same fracture criteria.
- (2)
- Compared with the experiment results, for the obtained yield strength, the maximum relative error value was not more than 20% for the obtained results simulated with a single model. For tensile strength, this error was below 10%, whether the simulated results were with a single model or a combination model, and sometimes the most accurate result was less than 1%.
- (3)
- The welding deformation increased with the increase in welding current. Compared to the results obtained with a larger welding current, the initial fracture strain decreased when the welding current increased, to a considerable extent. It was indirectly shown that as welding deformation increased, the initial fracture strain decreased. The initial fracture strain was deeply affected by welding current, whether employing the single model or the combination model.
- (4)
- The correlation coefficient, mean squared error, and results of the tensile test were comprehensively considered, and the different fracture criteria were evaluated. These results, simulated with the Swift-H-S model and the H-S-Voce combination model, were more precisely in agreement with the tensile test results.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pan, M.H.; Tang, W.C.; Xing, Y. Welding thermal characteristics analysis with numerical simulation for thin-wall parts assembly under different conditions. J. Southeast Univ. 2018, 34, 199–207. [Google Scholar]
- Pan, M.H.; Liao, W.H.; Xing, Y.; Tang, W.C. Mapping relationship analysis of welding assembly properties for thin walled parts with finite element and machine learning algorithm. J. Southeast Univ. 2022, 38, 126–136. [Google Scholar]
- Pan, M.H.; Li, Y.C.; Sun, S.Y.; Liao, W.H.; Xing, Y.; Tang, W.C. A study on welding characteristics, mechanical properties, and penetration depth of T-Joint thin-walled parts for different TIG welding currents: FE simulation and experimental analysis. Metals 2022, 12, 1157. [Google Scholar] [CrossRef]
- Li, Y.J.; Li, Q.; Wu, A.P.; Ma, N.X.; Wang, G.Q.; Murakawa, H.; Yan, D.Y.; Wu, H.Q. Determination of local constitutive behavior and simulation on tensile test of 2219-T87 aluminum alloy GTAW joints. Trans. Nonferrous Met. Soc. China 2015, 25, 3072–3079. [Google Scholar] [CrossRef]
- Wang, Q.; Wan, Z.D.; Zhao, T.Y.; Yan, D.Y.; Wang, G.Q.; Wu, A.P. Tensile properties of TIG welded 2219-T8 aluminum alloy joints in consideration of residual stress releasing and specimen size. J. Mater. Res. Technol. 2022, 18, 1502–1520. [Google Scholar] [CrossRef]
- Perić, M.; Tonković, Z.; Rodić, A.; Surjak, M.; Garašić, I.; Boras, I.; Švaić, S. Numerical analysis and experimental investigation of welding residual stresses and distortions in a T-joint fillet weld. Mater. Des. 2014, 53, 1052–1063. [Google Scholar] [CrossRef]
- Rong, Y.M.; Xu, J.J.; Huang, Y.; Zhang, G.J. Review on finite element analysis of welding deformation and residual stress. Sci. Technol. Weld. Join. 2018, 23, 198–208. [Google Scholar] [CrossRef]
- Guo, Z.F.; Bai, R.X.; Lei, Z.K.; Jiang, H.; Zou, J.C.; Yan, C. Experimental and numerical investigation on ultimate strength of laser-welded stiffened plates considering welding deformation and residual stresses. Ocean Eng. 2021, 234, 109239. [Google Scholar] [CrossRef]
- Cai, W.; Saez, M.; Spicer, P.; Chakraborty, D.; Skurkis, R.; Carlson, B.; Okigami, F.; Robertson, J. Distortion simulation of gas metal arc welding (GMAW) processes for automotive body assembly. Weld. World 2023, 67, 109–139. [Google Scholar] [CrossRef]
- Chen, Z.H.; Jia, X.D.; Lin, Y.S.; Liu, H.B.; Wu, W.G. Experimental investigation on vibro-acoustic characteristics of stiffened plate structures with different welding parameters. J. Mar. Sci. Eng. 2022, 10, 1832. [Google Scholar] [CrossRef]
- Salih, O.S.; Ou, H.G.; Sun, W. Heat generation, plastic deformation and residual stresses in friction stir welding of aluminium alloy. Int. J. Mech. Sci. 2023, 238, 107827. [Google Scholar] [CrossRef]
- Lee, W.S.; Tang, Z.C. Relationship between mechanical properties and microstructural response of 6061-T6 aluminum alloy impacted at elevated temperatures. Mater. Des. 2014, 58, 116–124. [Google Scholar] [CrossRef]
- Roth, C.C.; Mohr, D. Effect of Strain Rate on Ductile Fracture Initiation in Advanced High Strength Steel Sheets: Experiments and Modeling. Int. J. Plast. 2014, 56, 19–44. [Google Scholar] [CrossRef]
- Zhang, C.; Chu, X.; Guines, D.; Leotoing, L.; Ding, J.; Zhao, G. Dedicated linear-Voce model and its application in investigating temperature and strain rate effects on sheet formability of aluminum alloys. Mater. Des. 2015, 67, 522–530. [Google Scholar] [CrossRef]
- Tan, J.Q.; Zhan, M.; Liu, S.; Huang, T.; Guo, J.; Yang, H. A modified Johnson-Cook model for tensile flow behaviors of 7050-T7451 aluminum alloy at high strain rates. Mater. Sci. Eng. A 2015, 631, 214–219. [Google Scholar] [CrossRef]
- Slimane, A.; Bouchouicha, B.; Benguedia, M.; Slimane, S.A. Parametric study of the ductile damage by the Gurson-Tvergaard-Needleman model of structures in carbon steel A48-AP. J. Mater. Res. Technol. 2015, 4, 217–223. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Chen, Z.; Dong, C. Size effect on the damage evolution of a modified GTN model under high/low stress triaxiality in meso-scaled plastic deformation. Mater. Today Commun. 2021, 26, 101782. [Google Scholar] [CrossRef]
- Abi-Akl, R.; Mohr, D. Paint-bake effect on the plasticity and fracture of pre-strained aluminum 6451 sheets. Int. J. Mech. Sci. 2017, 124–125, 68–82. [Google Scholar] [CrossRef] [Green Version]
- Cao, J.; Li, F.G.; Ma, X.K.; Sun, Z.K. Tensile stress–strain behavior of metallic alloys. Trans. Nonferrous Met. Soc. China 2017, 27, 2443–2453. [Google Scholar] [CrossRef]
- Pham, Q.T.; Lee, B.H.; Park, K.C.; Kim, Y.S. Influence of the post-necking prediction of hardening law on the theoretical forming limit curve of aluminium sheets. Int. J. Mech. Sci. 2018, 140, 521–536. [Google Scholar] [CrossRef]
- Liu, F.J.; Fu, L.; Chen, H.Y. Microstructure evolution and fracture behaviour of friction stir welded 6061-T6 thin plate joints under high rotational speed. Sci. Technol. Weld. Join. 2018, 23, 333–343. [Google Scholar] [CrossRef]
- Yang, X.; Feng, W.; Li, W.; Xu, Y.; Chu, Q.; Ma, T.; Wang, W. Numerical modelling and experimental investigation of thermal and material flow in probeless friction stir spot welding process of Al 2198-T8. Sci. Technol. Weld. Join. 2018, 23, 704–714. [Google Scholar] [CrossRef]
- Yang, X.; Li, W.; Fu, Y.; Ye, Q.; Xu, Y.; Dong, X.; Hu, K.; Zou, Y. Finite element modelling for temperature, stresses and strains calculation in linear friction welding of TB9 titanium alloy. J. Mater. Res. Technol. 2019, 8, 4797–4818. [Google Scholar] [CrossRef]
- Erice, B.; Roth, C.C.; Mohr, D. Stress-state and strain-rate dependent ductile fracture of dual and complex phase steel. Mech. Mater. 2018, 116, 11–32. [Google Scholar] [CrossRef]
- Wang, C.; Liu, X.G.; Gui, J.T.; Xu, Z.F.; Guo, B.F. Influence of inclusions on matrix deformation and fracture behavior based on Gurson-Tvergaard-Needleman damage model. Mater. Sci. Eng. A 2019, 756, 405–416. [Google Scholar] [CrossRef]
- Zhang, B.; Chen, X.; Pan, K.; Li, M.; Wang, J. Thermo-mechanical simulation using microstructure-based modeling of friction stir spot welded AA6061-T6. J. Manuf. Process. 2019, 37, 71–81. [Google Scholar] [CrossRef]
- Jia, Z.; Guan, B.; Zang, Y.; Wang, Y.; Mu, L. Modified Johnson-Cook model of aluminum alloy 6016-T6 sheets at low dynamic strain rates. Mater. Sci. Eng. A 2021, 820, 141565. [Google Scholar] [CrossRef]
- Rotpai, U.; Arlai, T.; Nusen, S.; Juijerm, P. Novel flow stress prediction and work hardening behavior of aluminium alloy AA7075 at room and elevated temperatures. J. Alloys Compd. 2022, 891, 162013. [Google Scholar] [CrossRef]
- Ji, H.; Ma, Z.; Huang, X.; Xiao, W.; Wang, B. Damage evolution of 7075 aluminum alloy basing the Gurson Tvergaard Needleman model under high temperature conditions. J. Mater. Res. Technol. 2022, 16, 398–415. [Google Scholar] [CrossRef]
- Zhu, L.L.; Huang, X.R.; Liu, H.Y. Study on constitutive model of 05Cr17Ni4Cu4Nb stainless steel based on quasi-static tensile test. J. Mech. Sci. Technol. 2022, 36, 2871–2878. [Google Scholar] [CrossRef]
- Wan, Z.; Wang, Q.; Zhao, Y.; Zhao, T.; Shan, J.; Meng, D.; Song, J.; Wu, A.; Wang, G. Improvement in tensile properties of 2219-T8 aluminum alloy TIG welding joint by PMZ local properties and stress distribution. Mater. Sci. Eng. A 2022, 839, 142863. [Google Scholar] [CrossRef]
- Wan, Z.; Zhao, Y.; Wang, Q.; Zhao, T.; Li, Q.; Shan, J.; Wu, A.; Wang, G. Microstructure-based modeling of the PMZ mechanical properties in 2219-T8 aluminum alloy TIG welding joint. Mater. Des. 2022, 223, 111133. [Google Scholar] [CrossRef]
- Milosevic, N.; Younise, B.; Sedmak, A.; Travica, M.; Mitrovic, A. Evaluation of true stress-strain diagrams for welded joints by application of Digital Image Correlation. Eng. Fail. Anal. 2021, 128, 105609. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Mater. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Xia, J.; Jin, H. Numerical study of welding simulation and residual stress on butt welding of dissimilar thickness of austenitic stainless steel. Int. J. Adv. Manuf. Technol. 2017, 9, 227–235. [Google Scholar] [CrossRef]
- Ahmad, A.S.; Wu, Y.X.; Gong, H.; Liu, L. Numerical simulation of thermal and residual stress field induced by three-pass TIG welding of Al2219 considering the effect of interpass cooling. Int. J. Precis Eng. Manuf. 2020, 21, 1501–1518. [Google Scholar] [CrossRef]
- Li, C.; Fu, D.F.; Wang, G.; Xiang, D.; Li, L.X. Effect of welding sequence on residual stress and deformation of 6061-T6 aluminum alloy rectangular weld seam. Mater. Mech. Eng. 2012, 36, 88–92. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Cheng, J.; Sun, Y.; Yu, Y.; Wu, J.; Chen, L.; Liu, J. Effect of interference magnitude on ultimate strength and failure analysis of aluminium-drill-pipe-body-tool-joint-assemblies with Johnson-Cook model. Eng. Fail. Anal. 2022, 137, 106281. [Google Scholar] [CrossRef]
- Swift, H.W. Plastic instability under plane stress. J. Mech. Phys. Solid 1952, 1, 1–18. [Google Scholar] [CrossRef]
- Voce, E. The relationship between stress and strain for homogeneous deformation. J. Inst. Met. 1948, 74, 537–562. [Google Scholar]
- Hockett, J.E.; Sherby, O.D. Large strain deformation of poly crystalline metals at low homologous temperatures. J. Mech. Phys. Solid 1975, 23, 87–98. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stefan–Boltzmann Constant | Convective Heat Transfer Coefficient | Latent Heat | Solidus Temperature | Liquidus Temperature | Poisson’s Ratio |
|---|---|---|---|---|---|
| 5.68 × 10−8 | 80 J/(m2·s·°C) | 3.9 × 105 J/kg | 585 °C | 659 °C | 0.33 |
| Welding-Deformed Model | 100 A | 140 A | 170 A | 220 A |
|---|---|---|---|---|
| Number of elements | 18,863 | 17,358 | 12,389 | 18,633 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, M.; Li, Y.; Sun, S.; Liao, W.; Xing, Y.; Tang, W. Tensile Behaviors and Mechanical Property Analyses of T-Welded Joint for Thin-Walled Parts in Consideration of Different TIG Welding Currents Using Multiple Damage Models and Fracture Criterions: Numerical Simulation and Experiment Validation. Materials 2023, 16, 4864. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16134864
Pan M, Li Y, Sun S, Liao W, Xing Y, Tang W. Tensile Behaviors and Mechanical Property Analyses of T-Welded Joint for Thin-Walled Parts in Consideration of Different TIG Welding Currents Using Multiple Damage Models and Fracture Criterions: Numerical Simulation and Experiment Validation. Materials. 2023; 16(13):4864. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16134864
Chicago/Turabian StylePan, Minghui, Yuchao Li, Siyuan Sun, Wenhe Liao, Yan Xing, and Wencheng Tang. 2023. "Tensile Behaviors and Mechanical Property Analyses of T-Welded Joint for Thin-Walled Parts in Consideration of Different TIG Welding Currents Using Multiple Damage Models and Fracture Criterions: Numerical Simulation and Experiment Validation" Materials 16, no. 13: 4864. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16134864