
A Unified Model for the Prediction of Yield Strength in Particulate-Reinforced Metal Matrix Nanocomposites


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction

2. Model Development
2.1. Load Transfer to the Reinforcement Particles
2.2. Dislocation Density
2.3. Orowan Strengthening
2.4. Porosity
2.5. Effects of Grain Size on the Yield Strength of MMNCs
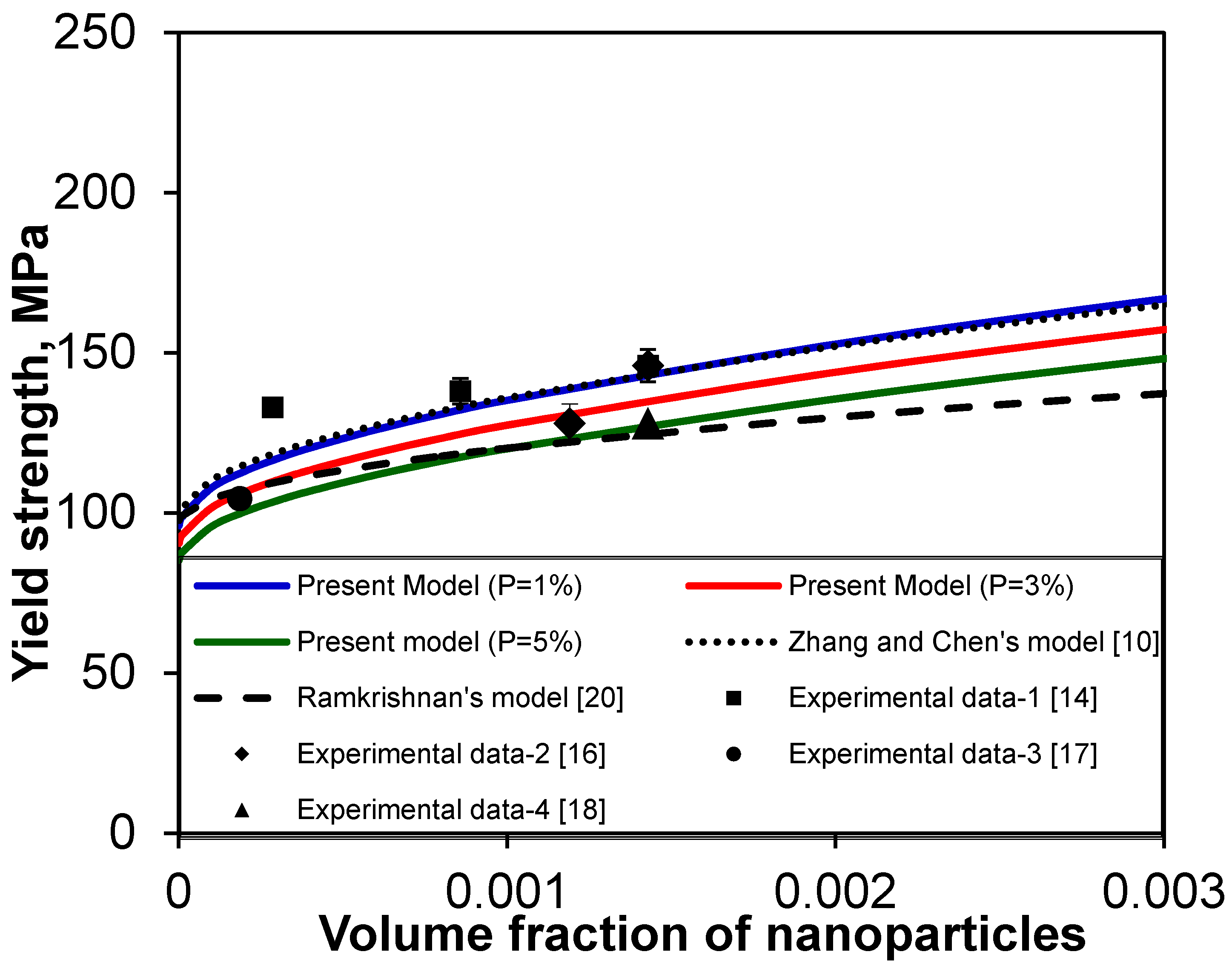
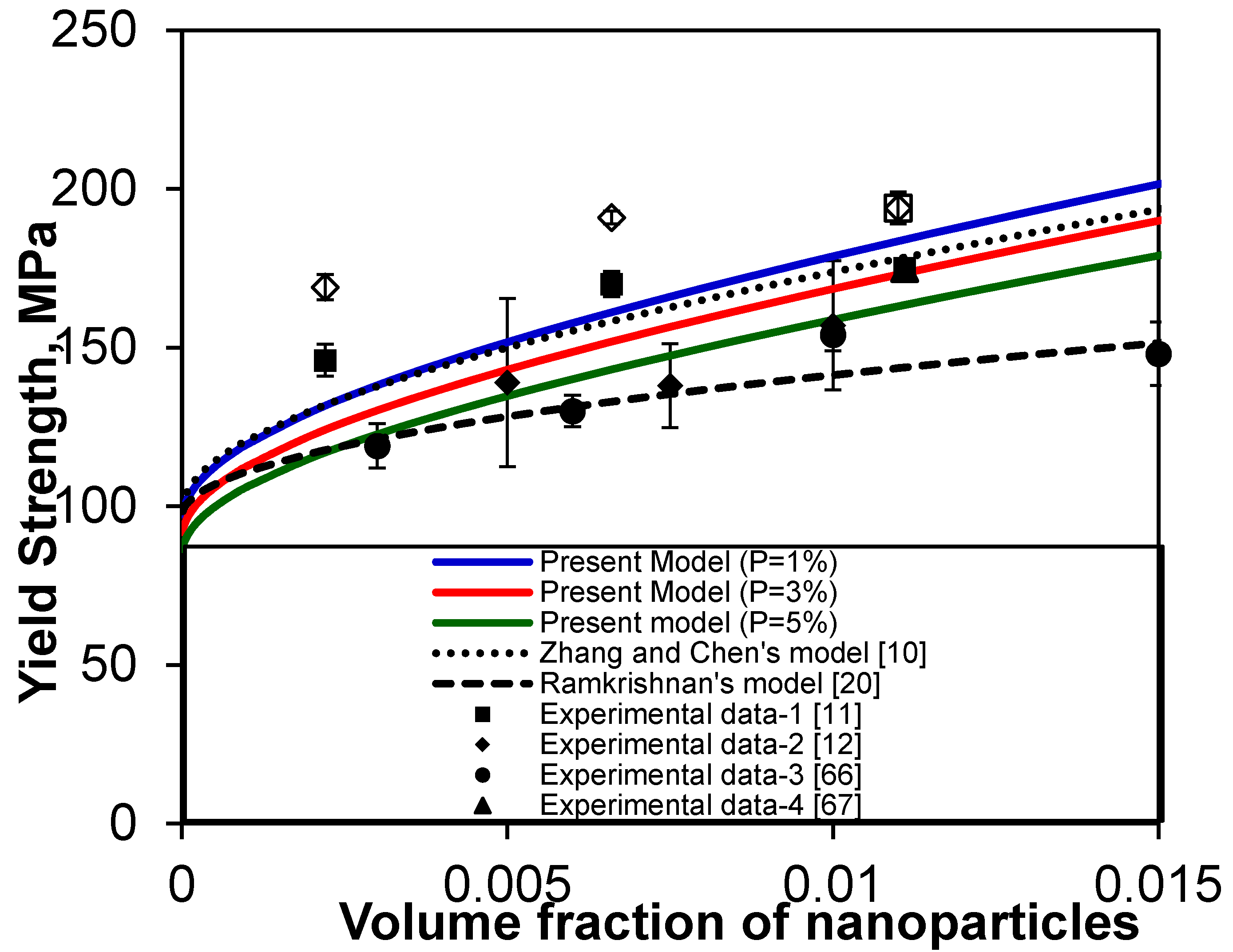
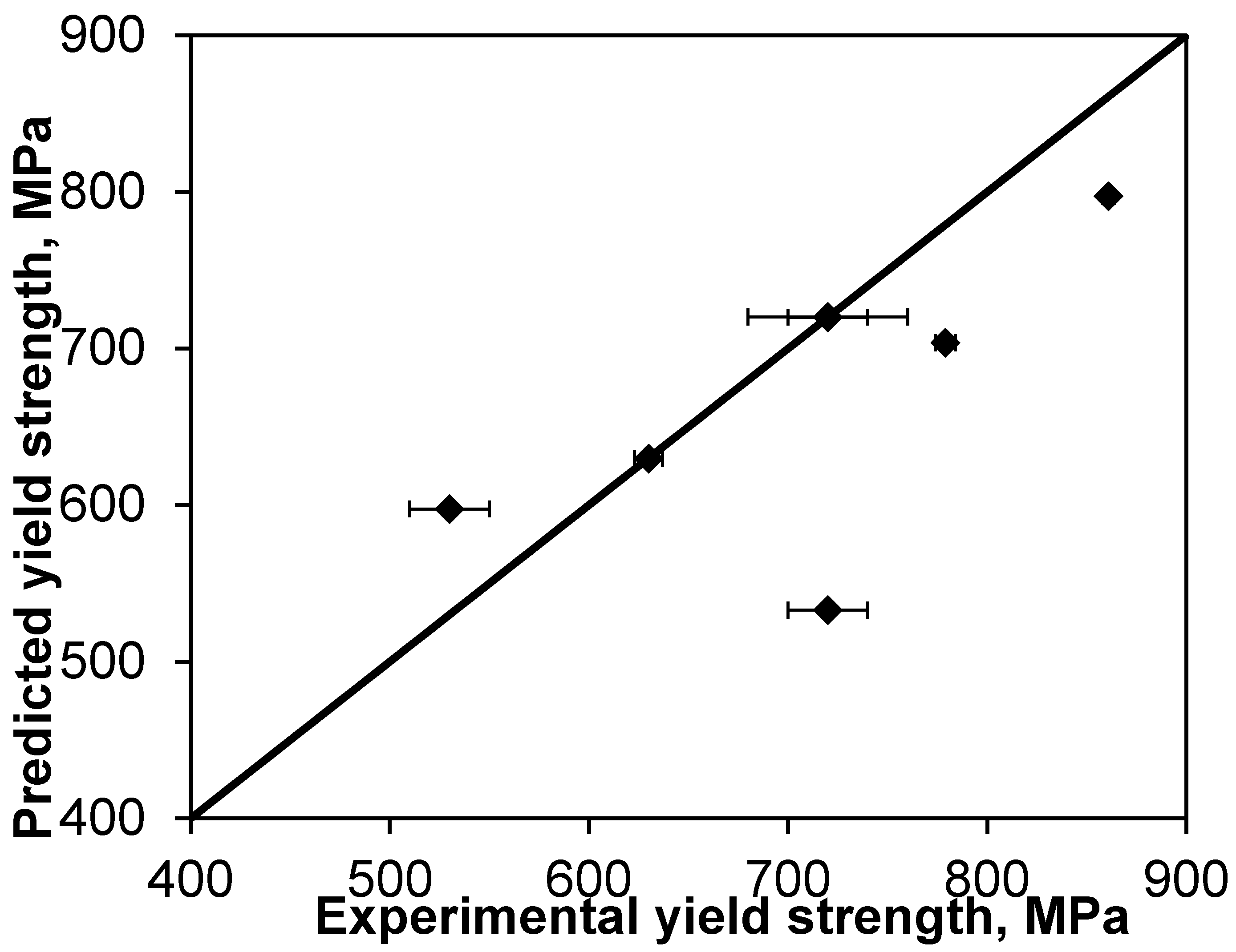
3. Results and Model Validation






4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Pollock, T.M. Weight loss with magnesium alloys. Science 2010, 328, 986–987. [Google Scholar] [CrossRef] [PubMed]
- Chu, S.; Majumdar, A. Opportunities and challenges for a sustainable energy future. Nature 2012, 488, 294–303. [Google Scholar] [CrossRef] [PubMed]
- Zheng, X.Y.; Lee, H.; Weisgraber, T.H.; Shusteff, M.; DeOtte, J.; Duoss, E.B.; Kuntz, J.D.; Biener, M.M.; Ge, Q.; Jackson, J.A.; et al. Ultralight, ultrastiff mechanical metamaterials. Science 2014, 344, 1373–1377. [Google Scholar] [CrossRef] [PubMed]
- Nie, J.F.; Zhu, Y.M.; Liu, J.Z.; Fang, X.Y. Periodic segregation of solute atoms in fully coherent twin boundaries. Science 2013, 340, 957–960. [Google Scholar] [CrossRef] [PubMed]
- Underwood, E. Models predict longer, deeper U.S. droughts: Future western “megadroughts” could be worse than ever. Science 2015, 347, 707. [Google Scholar] [CrossRef] [PubMed]
- McNutt, M. Climate change impacts. Science 2013, 341, 435. [Google Scholar] [CrossRef] [PubMed]
- Schmale, J.; Shindell, D.; von Schneidemesser, E.; Chabay, I.; Lawrence, M. Air pollution: Clean up our skies. Nature 2014, 515, 335–337. [Google Scholar] [CrossRef] [PubMed]
- Luo, A.A. Magnesium: Current and potential automotive applications. JOM 2002, 54, 42–48. [Google Scholar] [CrossRef]
- Kainer, K.U. Magnesium—Alloys and Technology; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003. [Google Scholar]
- Zhang, Z.; Chen, D.L. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scr. Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]
- Hassan, S.F.; Gupta, M. Development of high performance magnesium nanocomposites using solidification processing route. Mater. Sci. Tech. 2004, 20, 1383–1388. [Google Scholar] [CrossRef]
- Wong, W.L.E.; Karthik, S.; Gupta, M. Development of hybrid Mg/Al2O3 composites with improved properties using microwave assisted rapid sintering route. J. Mater. Sci. 2005, 40, 3395–3402. [Google Scholar] [CrossRef]
- Han, B.Q.; Dunand, D.C. Microstructure and mechanical properties of magnesium containing high volume fractions of yttria dispersoids. Mater. Sci. Eng. A 2000, 277, 297–304. [Google Scholar] [CrossRef]
- Goh, C.S.; Wei, J.; Lee, L.C.; Gupta, M. Development of novel carbon nanotube reinforced magnesium nanocomposites using the powder metallurgy technique. Nanotechnology 2006, 17, 7–12. [Google Scholar] [CrossRef]
- Zhong, X.L.; Wong, W.L.E.; Gupta, M. Enhancing strength and ductility of magnesium by integrating it with aluminum nanoparticles. Acta Mater. 2007, 55, 6338–6344. [Google Scholar] [CrossRef]
- Goh, C.S.; Wei, J.; Lee, L.C.; Gupta, M. Effects of fabrication techniques on the properties of carbon nanotube reinforced magnesium. Solid State Phenom. 2006, 111, 179–182. [Google Scholar] [CrossRef]
- Liu, S.Y.; Gao, F.P.; Zhang, Q.Y.; Zhu, X.; Li, W.Z. Fabrication of carbon nanotubes reinforced AZ91D composites by ultrasonic processing. Trans. Nonferr. Met. Soc. China 2010, 20, 1222–1227. [Google Scholar] [CrossRef]
- Goh, C.S.; Wei, J.; Lee, L.C.; Gupta, M. Simultaneous enhancement in strength and ductility by reinforcing magnesium with carbon nanotubes. Mater. Sci. Eng. A 2006, 423, 153–156. [Google Scholar] [CrossRef]
- Tun, K.S.; Gupta, M. Improving mechanical properties of magnesium using nano-yttria reinforcement and microwave assisted powder metallurgy method. Comp. Sci. Technol. 2007, 67, 2657–2664. [Google Scholar] [CrossRef]
- Ramakrishnan, N. An analytical study on strengthening of particulate reinforced metal matrix composites. Acta Mater. 1996, 44, 69–77. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Contribution of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites. Mater. Sci. Eng. A 2008, 483–484, 148–152. [Google Scholar] [CrossRef]
- Nardone, V.C.; Prewo, K.M. On the strength of discontinuous silicon carbide reinforced aluminum composites. Scr. Metall. 1986, 20, 43–48. [Google Scholar] [CrossRef]
- Moghadam, A.D.; Schultz, B.F.; Ferguson, J.B.; Omrani, E.; Rohatgi, P.K.; Gupta, N. Functional metal matrix composites-self-lubricating, self-healing, and nanocomposites-An outlook. JOM 2014, 66, 872–881. [Google Scholar] [CrossRef]
- Lurie, S.; Belov, P.; Volkov-Bogorodsky, D.; Tuchkova, N. Nanomechanical modeling of the nanostructures and dispersed composites. Comp. Mater. Sci. 2003, 28, 529–539. [Google Scholar] [CrossRef]
- Lin, K.; Law, E.; Pang, S. Effects of interphase regions of particulate-reinforced metal matrix nanocomposites using a discrete dislocation plasticity model. J. Nanomech. Micromech. 2014. [Google Scholar] [CrossRef]
- Meenashisundaram, G.K.; Gupta, M. Synthesis and characterization of high performance low volume fraction TiC reinforced Mg nanocomposites targeting biocompatible/structural applications. Mater. Sci. Eng. A 2015, 627, 306–315. [Google Scholar] [CrossRef]
- Park, M.S. An enhanced mean field material model incorporating dislocation strengthening for particle reinforced metal matrix composites. J. Mech. Sci. Tech. 2014, 28, 2587–2594. [Google Scholar] [CrossRef]
- Bocchini, G.F. The influence of porosity on the characteristics of sintered materials. Int. J. Pow. Metal. 1986, 22, 185–186. [Google Scholar]
- Brassell, G.W.; Horak, J.A.; Butler, B.L. Effects of porosity on strength of carbon-carbon composites. J. Comp. Mater. 1975, 9, 288–296. [Google Scholar] [CrossRef]
- Ray, S. Synthesis of cast metal matrix particulate composites. J. Mater. Sci. 1993, 28, 5397–5413. [Google Scholar] [CrossRef]
- Viswanathan, V.; Laha, T.; Balani, K.; Agarwal, A.; Seal, S. Challenges and advances in nanocomposite processing techniques. Mater. Sci. Eng. R 2006, 54, 121–285. [Google Scholar] [CrossRef]
- Ahmad, S.N.; Hashim, J.; Ghazali, M.I. Effect of porosity on tensile properties of cast particle reinforced MMC. J. Comp. Mater. 2005, 41, 575–589. [Google Scholar] [CrossRef]
- Molina, J.M.; Prieto, R.; Narciso, J.; Louis, E. The effect of porosity on the thermal conductivity of Al-12 wt. % Si/SiC composites. Scr. Mater. 2009, 60, 582–585. [Google Scholar] [CrossRef]
- Zhong, X.L.; Gupta, M. Development of lead-free Sn-0.7Cu/Al2O3 nanocomposite solders with superior strength. J. Phys. D Appl. Phys. 2008, 41. [Google Scholar] [CrossRef]
- Thein, M.A.; Li, L.; On, L.M.; Liu, T.; Liu, Z.; Ringer, S.P. Creep behavior of in-situ formed aln reinforced Mg–5Al nanocomposite at low temperatures and low stresses. Nanosci. Nanotechnol. Lett. 2009, 1, 204–207. [Google Scholar] [CrossRef]
- Paul, B.; Banerji, P. Grain structure induced thermoelectric properties in PbTe nanocomposite. Nanosci. Nanotechnol. Lett. 2009, 1, 208–212. [Google Scholar] [CrossRef]
- Xiao, L.; Chen, D.L.; Chaturvedi, M.C. Shearing of gamma double prime precipitates and formation of planar slip bands in Inconel 718 during cyclic deformation. Scr. Mater. 2005, 52, 603–607. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: III discussion of results. Proc. Phys. Soc. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 173, 25–28. [Google Scholar]
- Van Aken, D.C.; Krajewski, P.E.; Vyletel, G.M.; Allison, J.E.; Jones, J.W. Recrystallization and grain growth phenomena in a particle-reinforced aluminum composite. Metall. Mater. Trans. A 1995, 26, 1394–1405. [Google Scholar] [CrossRef]
- Doherty, R.D.; Hughes, D.A.; Humphreys, F.J.; Jonas, J.J.; Juul Jensen, D.; Kassner, M.E.; King, W.E.; McNelley, T.R.; McQueen, H.J.; Rollett, A.D. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef]
- Hassold, G.N.; Holm, E.A.; Srolovitz, D.J. Effects of particle size on inhibited grain growth. Scr. Metall. Mater. 1990, 24, 101–106. [Google Scholar] [CrossRef]
- Stearns, L.C.; Harmer, M.P. Particle-inhibited grain growth in Al2O3-SiC: I, experimental results. J. Am. Ceram. Soc. 1996, 79, 3013–3019. [Google Scholar] [CrossRef]
- Nishizawa, T.; Ohnuma, I.; Ishida, K. Examination of the Zener relationship between grain size and particle dispersion. Mater. Trans. JIM 1997, 38, 950–956. [Google Scholar] [CrossRef]
- Nes, E.; Ryum, N.; Hunderi, O. On the Zener drag. Acta Metall. 1985, 33, 11–22. [Google Scholar] [CrossRef]
- Mirza, F.A.; Chen, D.L. An analytical model for predicting the yield strength of particulate-reinforced metal matrix nanocomposites with consideration of porosity. Nanosci. Nanotechnol. Lett. 2012, 4, 794–800. [Google Scholar] [CrossRef]
- Shao, J.C.; Xiao, B.L.; Wang, Q.Z.; Ma, Z.Y.; Yang, K. An enhanced FEM model for particle size dependent flow strengthening and interface damage in particle reinforced metal matrix composite. Comp. Sci. Technol. 2011, 71, 39–45. [Google Scholar] [CrossRef]
- Dunand, D.C.; Mortensen, A. On plastic relaxation of thermal stresses in reinforced metals. Acta Metall. Mater. 1991, 39, 127–139. [Google Scholar] [CrossRef]
- Sankaranarayanan, S.; Nayak, U.P.; Sabat, R.K.; Suwas, S.; Almajid, A.; Gupta, M. Nano-ZnO particle addition to monolithic magnesium for enhanced tensile and compressive response. J. Alloys Compd. 2014, 615, 211–219. [Google Scholar] [CrossRef]
- Alizadeh, M.; Beni, H.A. Strength prediction of the ARBed Al/Al2O3/B4C nano-composites using Orowan model. Mater. Res. Bull. 2014, 59, 290–294. [Google Scholar] [CrossRef]
- Akbarpour, M.R.; Salahi, E.; Hesari, F.A.; Kim, H.S.; Simchi, A. Effect of nanoparticle content on the microstructural and mechanical properties of nano-SiC dispersed bulk ultrafine-grained Cu matrix composites. Mat. Des. 2013, 52, 881–887. [Google Scholar] [CrossRef]
- Kim, C.-S.; Sohn, I.; Nezafati, M.; Ferguson, J.B.; Schultz, B.F.; Bajestani-Gohari, Z.; Rohatgi, P.K.; Cho, K. Prediction models for the yield strength of particle-reinforced unimodal pure magnesium (Mg) metal matrix nanocomposites (MMNCs). J. Mater. Sci. 2013, 48, 4191–4204. [Google Scholar] [CrossRef]
- Sanaty-Zadeh, A. Comparison between current models for the strength of particulate-reinforced metal matrix nanocomposites with emphasis on consideration of Hall-Petch effect. Mater. Sci. Eng. A 2012, 531, 112–118. [Google Scholar] [CrossRef]
- Saada, G. Hall-Petch revisited. Mater. Sci. Eng. A 2005, 400–401, 146–149. [Google Scholar] [CrossRef]
- Li, J.C.M. Petch relation and grain boundary sources. Trans. Metall. Soc. AIME 1963, 227, 239–247. [Google Scholar]
- Louchet, F.; Weiss, J.; Richeton, T. Hall-Petch law revisited in terms of collective dislocation dynamics. Phys. Rev. Lett. 2006, 97. [Google Scholar] [CrossRef]
- Liu, T.M.; Chao, C.G. Effect of magnesium on mechanical properties of alumina-fiber-reinforced aluminum matrix composites formed by pressure infiltration casting. Mater. Sci. Eng. A 1993, 169, 79–84. [Google Scholar] [CrossRef]
- Ahmad, S.N.; Hashim, J.; Ghazali, M.I. The effects of porosity on mechanical properties of cast discontinuous reinforced metal- matrix composite. J. Comp. Mater. 2005, 39, 451–466. [Google Scholar] [CrossRef]
- Geranmayeh, A.R.; Mahmudi, R.; Kangooie, M. High-temperature shear strength of lead-free Sn-Sb-Ag/Al2O3 composite solder. Mater. Sci. Eng. A 2011, 528, 3967–3972. [Google Scholar] [CrossRef]
- Tohgo, K.; Itoh, Y.; Shimamura, Y. A constitutive model of particle-reinforced composites taking account of particle size effects and damage evolution. Comp. Part A 2010, 41, 313–321. [Google Scholar] [CrossRef]
- Goh, C.S.; Gupta, M.; Wei, J.; Lee, L.C. Characterization of high performance Mg/MgO nanocomposites. J. Comp. Mater. 2007, 41, 2325–2335. [Google Scholar] [CrossRef]
- Asgharzadeh, H.; Simchi, A.; Kim, H.S. Hot deformation of ultrafine-grained Al6063/Al2O3 nanocomposites. J. Mater. Sci. 2011, 46, 4994–5001. [Google Scholar] [CrossRef]
- Zehtab Yazdi, A.; Bagheri, R.; Zebarjad, S.M.; Razavi Hesabi, Z. Incorporating aspect ratio in a new modeling approach for strengthening of MMCs and its extension from micro to nano scale. Adv. Comp. Mater. 2010, 19, 299–316. [Google Scholar] [CrossRef]
- Kwon, Y.K.; Berber, S.; Tomanek, D. Thermal contraction of carbon fullerenes and nanotubes. Phys. Rev. Lett. 2004, 92, 015901–015904. [Google Scholar] [CrossRef] [PubMed]
- Morsi, K.; Esawi, A. Effect of mechanical alloying time and carbon nanotube (CNT) content on the evolution of aluminum (Al) CNT composite powders. J. Mater. Sci. 2007, 42, 4954–4959. [Google Scholar] [CrossRef]
- Wong, W.L.E.; Gupta, M. Improving overall mechanical performance of magnesium using nano-alumina reinforcement and energy efficient microwave assisted processing route. Adv. Eng. Mater. 2007, 9, 902–909. [Google Scholar] [CrossRef]
- Hassan, S.F.; Tan, M.J.; Gupta, M. High-temperature tensile properties of Mg/Al2O3 nanocomposite. Mater. Sci. Eng. A 2008, 486, 56–62. [Google Scholar] [CrossRef]
- Hassan, S.F.; Gupta, M. Effect of length of Al2O3 particulates on microstructural and tensile properties of elemental Mg. Mater. Sci. Eng. A 2006, 425, 22–27. [Google Scholar] [CrossRef]
- Hassan, S.F.; Gupta, M. Development of high performance magnesium nano-composites using nano- Al2O3 as reinforcement. Mater. Sci. Eng. A 2005, 392, 163–168. [Google Scholar] [CrossRef]
- De Castro, V.; Leguey, T.; Muñoz, A.; Monge, M.A.; Pareja, R. Relationship between hardness and tensile tests in titanium reinforced with yttria nanoparticles. Mater. Sci. Eng. A 2005, 400–401, 345–348. [Google Scholar] [CrossRef]
- Callister, W.D.; Rethwisch, D.G. Materials Science and Engineering: An Introduction, 9th ed.; John Wiley and Sons: New York, NY, USA, 2014. [Google Scholar]
- Bever, M.B. Encyclopedia of Materials Science and Engineering; Pergamon Press: New York, NY, USA, 1986. [Google Scholar]
- Kingery, W.D. Introduction to Ceramics, 2nd ed.; John Wiley and Sons: New York, NY, USA, 1976. [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mirza, F.A.; Chen, D.L. A Unified Model for the Prediction of Yield Strength in Particulate-Reinforced Metal Matrix Nanocomposites. Materials 2015, 8, 5138-5153. https://0-doi-org.brum.beds.ac.uk/10.3390/ma8085138
Mirza FA, Chen DL. A Unified Model for the Prediction of Yield Strength in Particulate-Reinforced Metal Matrix Nanocomposites. Materials. 2015; 8(8):5138-5153. https://0-doi-org.brum.beds.ac.uk/10.3390/ma8085138
Chicago/Turabian StyleMirza, F. A., and D. L. Chen. 2015. "A Unified Model for the Prediction of Yield Strength in Particulate-Reinforced Metal Matrix Nanocomposites" Materials 8, no. 8: 5138-5153. https://0-doi-org.brum.beds.ac.uk/10.3390/ma8085138