Al-Based Metal Foams (AMF) as Permanent Cores in Casting: State-of-the-Art and Future Perspectives



Department of Applied Science and Technology, Politecnico di Torino, 10129 Torino, Italy
*
Author to whom correspondence should be addressed.
Metals 2020, 10(12), 1592; https://0-doi-org.brum.beds.ac.uk/10.3390/met10121592
Submission received: 27 October 2020
/
Revised: 13 November 2020
/
Accepted: 25 November 2020
/
Published: 27 November 2020
(This article belongs to the Section Metal Casting, Forming and Heat Treatment)
Abstract
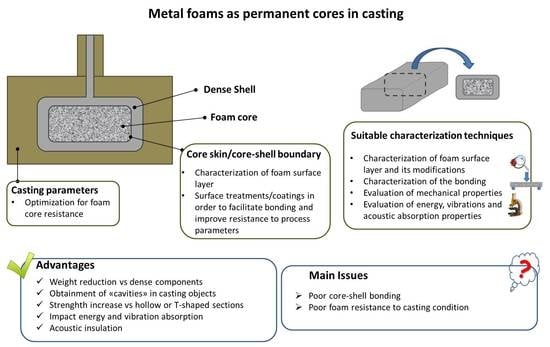
:Metal foams are extremely interesting due to their low density, high specific stiffness, and impact energy/vibration absorption ability. The use of metal foams as permanent cores in casting can be an opportunity to improve the properties of cast components and to simplify the technological processes (e.g., no need for core removal/treatment/recycling). The present review, besides a brief introduction on commercially available metal foams and their main characteristics, reports and compares the research works and patents related to the use of metal foams as permanent cores in casting, with particular attention to foam characteristics (e.g., presence/absence of surface skin, porosity and density, and liquid to foam volume ratio), casting parameters (e.g., pressure, the temperature of poured material, die material, and cooling rate), core–shell bonding and strategies for its improvement (foam surface treatments/coatings). The main issues that limit the application of metal foams as permanent cores in casting (e.g., poor core–shell bonding and poor foam resistance to casting conditions) are finally discussed together with possible solutions for their overcoming. Finally, characterization techniques, suitable for the investigation of foams, casting objects, and the core–shell bonding are summarized and compared in order to facilitate the selection and optimization of the more suitable ones.
1. Introduction
Porous materials for structural applications are present in nature (e.g., wood and bone) and can be the inspiration for the development of innovative synthetic materials, such as metal foams, which can be of interest for their unique properties such as low density, high specific stiffness, energy and sound absorption, thermal insulation, fire resistance, and recyclability [1]. Due to their superior specific mechanical properties, mainly closed-cell Al-based foams are used for structural applications. These materials are of particular interest in the automotive and aerospace industries for lightweight construction, energy absorption, damping, and insulation [2]. However, the use of Al-based foams has not spread so much due to difficulties in production process control (which often lead to inhomogeneous structures) and high costs [3]. Moreover, despite their very promising properties, often Al-based foams alone are not the best solution for practical applications when more interesting performances can be reached by the development of sandwich structures or hollow structures with a foam core [2,3]. Al-based foams sandwiches have been successfully obtained, without the use of polymeric adhesives, for example by means of brazing [4,5], rolling technologies [6], or in situ foam filling of tubes [7,8]; these last examples have been proposed for automotive applications [2] as a crash absorber or as engine mount (foam core with cast shell). However, most of these topics are still poorly explored and only occasionally developed at the industrial level. One of the latest examples that we found in the literature was the use of metallic foams used as a permanent core in cast components [9], resulting in an interesting and promising application for the realization of functional cores, like in the case of some natural components, which can impart specific properties to the final object (e.g., stiffness or energy absorption) and, at the same time, eliminate the need of removal and recovery of the traditional sand cores. Despite the promising prospect, this topic is still poorly explored and, in any case, far for its engineering.
The present review aims to summarize and critically compare the research and patent works in this field in order to define the crucial points useful for further development for the research and technological applications. In the first part, a brief introduction of the production methods and the main features of commercial closed cells Al-based foams (the one of potential interest in the realization of cores in castings) are reported, then the main papers and patents related to the use of Al-based foams as cores in casting are reported and discussed. Particular attention is given to the definition of key parameters of the reported processes (foam characteristics such as presence/absence of surface skin, porosity percentage and density, liquid to foam volume ratio and casting parameters, such as pressure, the temperature of poured material, die material, and consequent cooling rate) to critically compare them, understand the mechanisms beyond the obtainment of effective cast object with foam cores and find useful suggestions for the development/optimization of new technologies. Moreover, the bonding between the foam core and the cast shell is studied together with the possible strategies for its improvement. The definition of suitable characterization techniques for cast objects with foam cores is also considered.
2. Closed Cells Al-Based Foams
Metallic Foams (MF) can be defined as mixtures of metal and gas in which the volume gas percentage is significantly higher than the metal one; in particular, these cellular materials are defined as tridimensional metal matrices in which the gas volume fraction is higher than 70% and relative density is lower than 0.3 as described by [10].
The main distinction is between closed and open cells. The closed-cell metal foams, differently from open-cell ones, are characterized by not interconnected pores (cell), which are separated by thin metallic walls. Their mechanical properties are superior to the ones of open-cell MFs and consequently, these materials are preferred for structural applications (e.g., in the automotive and aerospace fields). Moreover, the presence of closed porosities can obstacle the infiltration of molten metal in the foam core during casting. For this reason, only closed cells Al metal foams were considered in the present review as permanent cores in casting. The use of open-cell foams, in every case with a continuous external skin, can be considered in further research works.
Various processing technologies are nowadays available to produce Al-based metal foams with different characteristics, as comprehensively summarized by [2,10,11,12,13].
Technological strategies for the production of metallic foams can be classified considering the state of the metal during foaming (liquid, solution/emulsion, or solid), the forming process (casting, foaming, deposition, or sintering), or the pore-forming method (introduction of hollow/removable patterns, direct gas injection or use of precursors) as suggested by [10]. Alternatively, as described by [11], foaming processes can be classified considering the way of foaming such as, direct foaming of molten metal without interruption (by means of gas injection into the melt) or indirect foaming, which is based on the use of a precursor (the precursor release gas upon melting).
The majority of the processes for foams production can be defined as self-formation routes because gas bubbles are generated in the metal and lead to foam formation. These technologies produce foams with stochastic structures that cannot be defined during product design and which can lead to inhomogeneous structures with mechanical properties lower than the theoretical ones [3].
More homogeneous pore size and distribution can be obtained through the production methods, which use templates instead of foaming agents. Metal foams can be obtained in this case by casting liquid metal around inorganic/organic low-density spacers, such as hollow spheres, salt beads, or woven wire meshes [13]. These objects can remain in the final foam (syntactic foam) or can be removed by means of chemical or thermal treatments [12]. The lost precursor method (analogous to investment casting), the use of polymeric/ceramic templates as negative molds, or the sponge replication method can be also cited among the template-based techniques for the preparation of metal foams [13]. However, most of these strategies produce open-cell foams and few of them reached the market.
The most common industrial routes employed for the production of closed-cell Al-based-foams are briefly summarized in the following.
Production of closed-cell Al-based foams through direct gas injection in the molten metal is described in [2,14,15] and commercialized by Cymat/Alcan, to cite an example [16]. The involved material is generally an aluminum alloy added with 10–30% of ceramic particles (SiC or Al2O3, MgO) with average dimension 5–20 µm, and a gas (air, nitrogen, or argon) injected into the melt through a rotating impeller or a vibrating nozzle to develop a homogeneous dispersion of gas bubbles. The process parameters (gas flow, rotor type, and rotation speed) allow the tailoring of gas bubbles dimensions, while the ceramic particles stabilize cell walls by increasing liquid viscosity and avoiding bubble collapse. By continuously pulling off the liquid–gas surface and cooling down thought movable plates, foam panels with density in the 0.05–0.55 g/cm3 range and cell dimensions between 2.5 and 30 mm can be obtained with this route. The as-prepared panels present a dense outer skin, which is, however, not completely homogeneous. They can be directly used or cut in defined shapes for applications. As an example, the continuous process developed by Cymat produces 900 kg/h of Al-foam panels (1.5 m width 25–150 mm thick) with reasonable costs. In this kind of process, the gas injection step has been investigated and optimized (considering gentle gas generation), in order to obtain more uniform bubbles and consequently more uniform pores in the final foam (Metcomb) [17].
Production of closed-cell Al-based foams through in situ gas generation is described in [2,14,15] and commercialized as Alporas foams (Shinko–Wire method), to cite an example [18]. According to these routes, gas bubbles are generated by the decomposition of a solid precursor. The Shinko–Wire process foresees the optimization of the viscosity of the molten metal through the addition of about 1.5% wt. calcium metal at 680 °C (its affinity for oxygen makes it work like a deoxidizer, thus inducing the formation of compounds, e.g., CaO and CaAl2O4, which increase the melt viscosity). The dense molten metal is then transferred into a die where the foaming agent (TiH2 as a solid precursor, typically 1.6 %wt.) is added and vigorously stirred to induce hydrogen development and, therefore, bubble formation. Large foam blocks (450 mm × 2050 mm × 650 mm) with a density in the range 0.18–0.24 g/cm3 and cell dimensions of about 4.5 mm are produced by this process [14]. Alporas foams find applications as sound absorbers due to their optimal sound and shock absorption properties [18]. The FORMGRIP (Foaming of Reinforced Metals by Gas Release in Precursor) process belongs to the same category [19]. In this case, TiH2 is mixed with molten metal, containing 10–15% vol. SiC particles to increase the viscosity of the melt, and gradually cooled to room temperature. To avoid TiH2 premature decomposition, the solidification of this precursor should be rapid and foaming agent particles should be oxidized [2]. This composite precursor is then transferred in a graphite mold, heated to obtain melting, with TiH2 decomposition and the consequent foaming until the mold is filled. The foam is then cooled and extracted from the die. The mean diameter of cells developed by this route is inversely proportional to the density of the melt. The main advantages are that the melt is not transferred during the foaming process (compared to the Shinko–Wire method) and that the shape of the final foam block can be varied and defined before foaming. On the other hand, the main disadvantage is that it is a multi-step process with higher costs than Cymat and Alporas ones [14].
Production of closed-cell Al-based foams through powder compaction method is described in [1,2,15,20,21] and commercialized as Alulight [22], IFAM-FOAMINAL [23], or Havel Metal Foam [24]. The process foresees at first by mixing the metallic powders with foaming agent ones and then by compacting the powders (e.g., uniaxial or isostatic pressing, rod extrusion, or rolling) in order to obtain a compact object with negligible or reduced porosity. Finally, the “green compact” is heated to melt the metallic matrix and decompose the foaming agent. Roll cladding of the foamable precursor with Al dense sheets allows the production of Al–Al foam sandwich panels [2]. Commercial panels (625 mm side and 8–25 mm thick) are produced by this route [1,20,21]. It has been reported that the preparation of thicker panels by means of this method can lead to a non-homogeneous pore distribution (denser structures at the center of the large ingot was obtained), due to the incomplete hydrogen development at the core, which does not reach the requested temperature for foaming [25]. This research highlights a direct correlation between the sampling zone, the obtained porosity, and the mechanical properties of the samples.
Among the above-described processes, only the last one produces foams with a continuous and homogeneous external skin with a thickness comparable to the thickness of the pore walls (about 200 µm) [26].
Also, Cymat foams present a surface layer, but it is not continuous and homogeneous. In addition, a continuous external skin (with a thickness of about 400 µm) was produced with Alporas foams using the Incremental Stir Forming process [27].
Of course, depending on the final application, different geometries of aluminum foams may be required. Large panels are of interest for impact energy absorption (e.g., car components), sound absorption (e.g., machine casings, soundproof walls), packaging, furniture, and blast protection, to cite some examples [3]. On the other hand, sandwich panels or shaped parts are required in order to obtain stiff and super lightweight objects, to replace sand cores in casting, and to obtain floating structures [3]. Cymat technology is the most economical for the production of large panels while powder routes (FOAMINAL and Alulight) are necessary to obtain panels for shaped parts [3]. Finally, the Functionally Graded (FG) aluminum foams are characterized by different porosity along the component; these foams are produced starting from gas-rich die casting metal by means of friction stir processes [28]. The possibility to prepare Al-based foam to Al sheets sandwiches from different kinds of foams by means of the joining process has also been explored in the scientific literature [4,5,29,30].
It was reported [31] that the main parameters of foams that affect their final properties are: the properties of the material that constitute the foam, the relative density (foam density/bulk material density), foam type (close/open cells), irregularities/defects, dimension, shape, distribution of cells, and their connection. Among them, the highest influence is determined by the relative density, which, for commercial closed-cell Al-based foams, is generally comprised between 0.02 and 0.2 [9].
Considering mechanical properties, foams characterization is mainly performed via compression due to the difficulties in the set-up of the tensile test (e.g., problems related to samples clamping without damage and artifacts introduction). Three main regions of the stress–strain curve, obtained from compression tests, can be defined as follows: the first linear tract, a plateau with an around constant load for a large amount of deformation, followed by a final rapid increase in the required stress due to the collapse and densification of the cells. During the compression, the initial tract is not perfectly straight, with a lower slope than that of the elastic modulus of the bulk material because of the premature yielding of some cell walls. The presence of a plateau is of interest in energy-absorption applications; the longer is the plateau, the higher the adsorbed energy [9,15,31].
A strain-rate dependent strengthening has been observed in closed-cell aluminum-based foams (Alporas) and it has been attributed to the flow of the gas (entrapped in the cells) through the cell structure during the test [32]. Furthermore, a dependence of this phenomenon from foam density and cell shape, size distribution, and walls uniformity/section was also observed.
As far as thermal properties are concerned, the melting point, specific heat, and thermal expansion coefficient of Al foams are substantially close to the ones of dense Al. It has been reported that the real melting point of Al-based foams can be slightly higher than that of the dense Al-alloy (up to 780 °C) due to the presence of a surface oxide layer on the cell walls [1], which can prevent the collapse of a cell wall at a temperature above the melting point. On the other hand, the thermal conductivity is lower when compared to the dense metal because the amount of dense metal is lower and the gas, trapped in the foam pores, which markedly reduces the heat conduction [1,9].
Finally, concerning acoustic properties, metal foams can be particularly advantageous at low and intermediate frequencies fields (up to the critical frequency, e.g., at about 300 Hz for an Al-Si closed-cell aluminum foam with density 0.51 g/cm3 and thickness 30 mm [33], dominated by stiffness and resonant frequency, respectively), while lower benefits can be obtained in case of high frequencies (controlled by the mass) [31]. In this case, since the best acoustic absorption performances can be obtained for high permeability materials, open-cell foams perform better [31].
Furthermore, in the case of closed-cell aluminum foams, the absence of an external continuous skin showed a better sound absorption behavior when compared to their counterpart with dense skin and some surface mechanical processing (such as drilling, rolling, or compression) have been successfully used to improve sound absorption ability of closed cells aluminum foams, with a continuous skin, by means of the creation of discontinuities in the surface skin or the pores walls [31,34,35].
A summary of the main properties of commercial aluminum-based foams compared to the properties of dense aluminum/aluminum alloys are reported in Table 1.
3. Al-Based Foams as Permanent Cores in Casting: State-of-the-Art and Main Challenges
The use of Al-based foams as permanent cores in casting technologies can be an innovative and challenging opportunity in order to improve the stiffness of cast components, increase their crash resistance, impart energy absorption ability, reduce vibrations/noise, and minimize the final weight of the parts. Moreover, this strategy can allow obtaining “cavities” in die casting objects as well as reducing, in traditional mold casting, the foundry process costs related to the removal of sand cores and sand regeneration [1,37,38]. Finally, this strategy allows for the obtainment of fully recyclable components (no employment of adhesives or materials different from Al/Al-alloys).
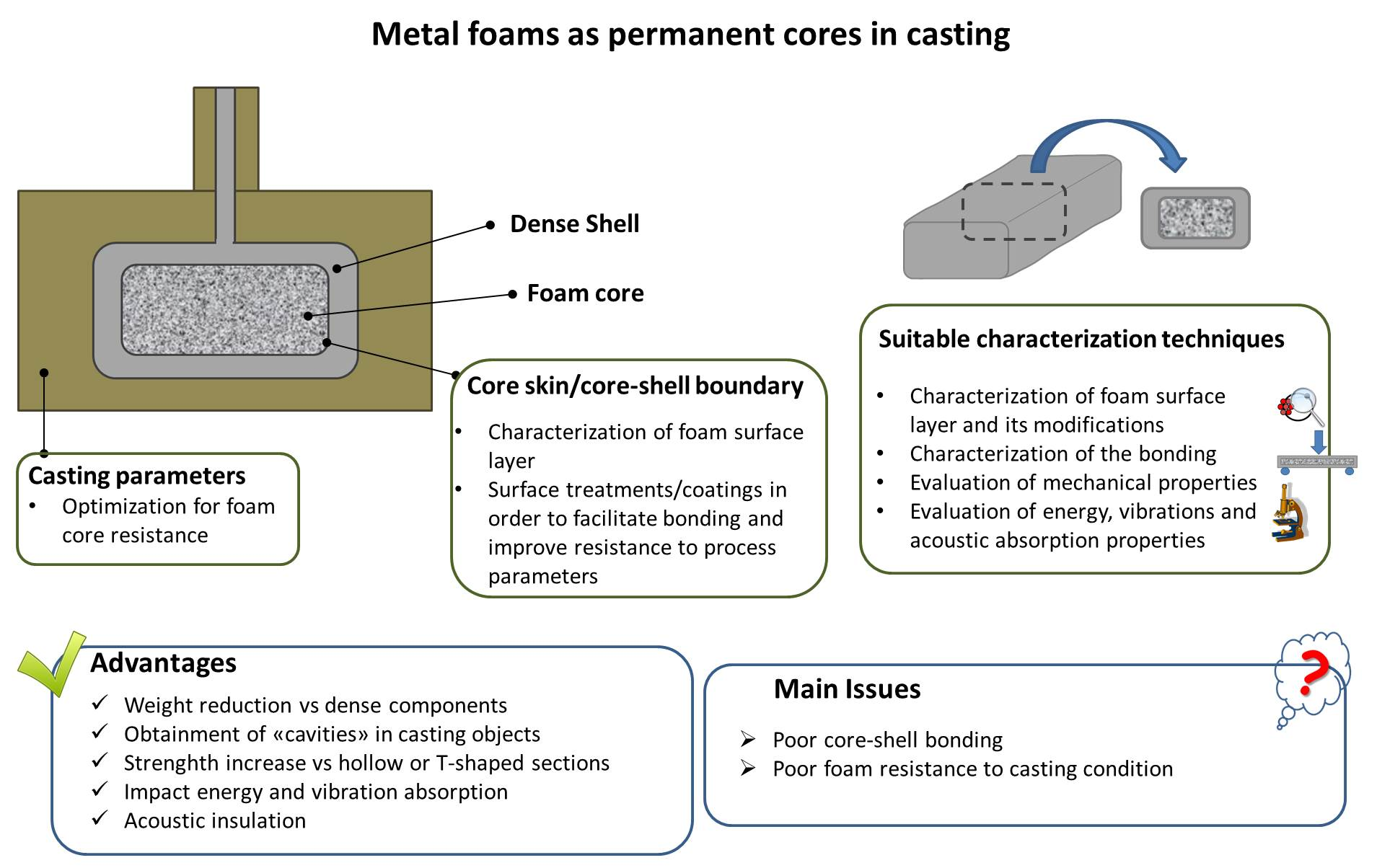
Despite the potential advantages in the use of foam cores in casting, few research works have explored this strategy. Figure 1 reports the comparison between the numbers of papers, published in the last 20 years, that include “Aluminum” and “Foam” in the Title, Abstract, and Keywords, compared with the numbers of papers that include “Aluminum”, “Foams”, “Core”, and “Casting” in the Title, Abstract, and Keywords (data from Scopus). This overview shows an increasing interest in aluminum foams, on the other hand, it can be noticed that, while aluminum foams reach hundreds of papers per year, aluminum foams in casting feature in a small number of papers per year (this explains why, in this review, only around 50 papers are cited to discuss the actual research context in this specific field); in addition, not all of them are strictly related to the use of aluminum foams as permanent cores in cast components or model samples. The percentage of papers related to aluminum foams in casting is around 1–2% of total papers on aluminum foams up to 2012; from 2013 it increases to 4–6%, with the maximum in the last three years. This analysis underlines an increasing interest in this topic but also demonstrates that, despite the marked increase in research works related to aluminum foams, their application in casting is still poorly explored and needs further research.
In this context, the present review is focused on scientific research and patents reporting experiments or applications on the use of Al-based foam cores in casting in order to compare and discuss the already explored strategies and identify the main key points and issues. The main examples reported in the scientific literature and patent concerning the use of foams in casting technologies are described and discussed in the following and summarized in Table 2.
Al-based foams (obtained from cast alloy—AlSi12 and wrought alloy AlMg1Si0.6), with a continuous external dense skin and a density of 0.8–0.9 g/cm3, have been used as permanent cores in gravity casting of the alloy AlSi9Cu3 at 740 °C [38]. Foam cores were pre-heated at 400 °C before pouring. Foam skin resulted unaltered after casting (neither melting nor infiltration were reported). It has been suggested the core pre-heating can reduce heat flux from the melt to the foam, reducing defects such as cold shuts. An increase of the compression strength (+292%) and the deformation work (+447%) have been registered for co-casted components, when compared to hollow ones with identical shell geometry, with a weight increase of +199%. These results were obtained even if no chemical bonding between the foam core and the cast shell was observed (probably due to the presence of an inert aluminum oxide layer on the foam skin) and the physical contact was sufficient to strengthen the component. The work proposed the foam core sandblasting or coating (with non-specified diffusion supporting agents) in order to facilitate a metallurgical and mechanical bond formation between the foam core and the dense external cast shell, in order to further improve the mechanical properties of the cast object.
Metallic foams (aluminum matrix with 20% SiC) with external continuous skin, produced by means of investment casting at 690 °C and foamed through air introduction into the melt, have been used as permanent cores in gravity casting tests with the alloy AlSi10Mg at 750 °C [39]. Foam cores were used without pre-heating. The cross-section observations of obtained components did not evidence discontinuities between the foam core and the dense cast shell, a partial melting, and, therefore, a metallurgical bond, of the external foam skin has been suggested to explain this phenomenon. On the other hand, some defects were observed at the cast object surface, probably due to gas development; as cited above, no pre-heating was applied to the foam in this experiment.
Various Al-based foams, with external continuous skin (Alulight, AlSi12) or without it (Alporas, 10% SiC or Formgrip, e.g., AlSi7), were used as permanent cores in bicycle rods produced in magnesium alloy (AM60B), die-casted at 680 or 720 °C with an injection pressure of 40 MPa [21]. Foam cores were pre-heated at 60 °C before insertion in the die. The casting experiments conducted at 720 °C resulted in being able to more effectively avoid the incomplete filling of the die. The presence of an external continuous skin was fundamental to avoid core-collapse during casting and the formation of gas porosity in the outer shell of the casted components. Moreover, core positioning in the die was crucial for the preservation of foam integrity; in fact, only cores positioned vertically to the molten metal flow remained undamaged. The bicycle rods, with an Al-based foam core, obtained a weight reduction of 35% concerning the dense component produced by the same technology but without a foamed core, with negligible changes in the mechanical properties (compared to values calculated for the identical hollow component). The absence of improvement in the mechanical properties has been attributed to the absence of bonding between the core and the shell, which can be attributed to the aluminum oxide layer present on the foam core skin. The possibility to improve the affinity between the foam core skin and the dense metal by means of a zinc coating has been suggested as a possible development of the research.
Aluhab (Aluinvent, EN43100 and EN6061) Al-based foams have been used as cores in Al alloy (EN1706) die casting experiments at 400–600 injection bars [40]. Micro-Computed Tomography (Micro-CT) analyses revealed a good bonding between the foam core and the dense shell and a limited infiltration of the foam. The best results were obtained with EN6061 foam cores because of their higher melting temperature range.
Open-cell Al-based foams, obtained by the space holder technique via the vacuum infiltration casting method from an AC2A aluminum alloy have been used in casting processes with the same casting alloy [41]. These Al foams have an interconnected pore structure (open cells) but a continuous surface skin that can avoid infiltration of molten metals during casting. It has been shown that for the obtainment of good results, a casting temperature of 800–850 °C and pre-heating the core (600 °C) are crucial. Optical microscope observations show that, for these conditions, partial melting of the outer core layer and its bonding with the dense shell was achieved.
The Integral Foam Molding technique (IFM) has been proposed to produce components in light alloys, with a dense external shell and a porous internal core, in a single step process [42]. This technology comes from the production processes of polymeric materials, although it is a new application in the field of metallic materials. The foaming agent is introduced in the molten metal just before its pouring into the mold; in this case, it is the component itself. The process can be carried out both at low (LP-IFM) or high pressure (HP_IFM). In the LP-IFM process, the molten metal is injected into a steel mold at incredibly low pressures without complete mold filling. The molten metal solidifies in contact with the die walls and forms a dense shell, and then the foaming agent releases the gas, confined in the core, causing the formation of a porous morphology. In the HP-IFM process (100 bar), a particular mold (with a variable dimension) is used. The mold is smaller at the beginning of pouring and it expands after complete filling (10–100 ms) in order to allow gas expansion and porous morphology formation. This process is more complex but allows for a better mold filling and the production of complicated geometries. Both techniques allow the production of components with a dense shell, and with 1 mm thickness. This technology has been successfully applied with magnesium (AZ91 and AM60) and aluminum (AlSi9Cu3) alloys using MgH2 as a foaming agent.
Al-based foams (Al + 10%Si + 10%TiH2) with continuous external skin has been proposed as cores in composite (polypropylene-glass fibers reinforced polypropylene) components obtained by injection molding [43]. Even if the work is not properly related to the use of Al-based foam cores in Al casting, however, it is interesting for the proposed solution of coating for Al-based foams (NiAl by flame gun deposition) in order to prevent foam core infiltration in surface cracks.
The use of permanent foam cores in casting has been also reported in some international patents, confirming the interest for potential industrial/commercial application of these technologies.
The patent US6675864B2 (2004) [44] considers the use of Al-based foams, produced with TiH2 as a foaming agent and with external continuous skin, in die casting processes of Al alloys. The patented process foresees the insertion of the foam into the die, the die filling up to 98% with a 25 bars pressure (2 bars on the foam), a subsequent lowering of pressure to values close to 0, followed by a second compression to 400 bar (about 40 bar on the foam) in order to get the complete filling of the die. The same patent suggests the coating of the foam cores with a ceramic layer (MgO·Al2O3 spinel).
The patent US6854506B2 (2005) [45] proposes the use of closed cells aluminum (or aluminum alloy) foams with external continuous skin (external layer with density 1.5–15 times higher than the core one) as cores in Al/Al alloys components obtained by means of die casting or semi-solid casting. The document indicates that if the alloy, used for the casting process (dense shell), has a melting point higher than the one of the foam core, the foam external skin partially melts during the casting process and favors a core–shell bonding.
The patent US6874562B2 (2005) [46] considers the production of composite components (metal–metal foam) by casting technology, even if they are not properly components with foams as cores. The process foresees the introduction in the mold of metallic parts of various shapes (e.g., plates) and the subsequent introduction of the molten metal (Al or Mg alloys) and of the foaming agents. The foaming process develops in the mold.
Finally, the patent US2006/00229826A1 (2006) [47] considers metallic foams (light alloys with optional ceramic particles) with a compact external layer (0.3–2.9 mm thickness) having analogous or different composition and structure with respect to the internal foam, which is further coated with a dense external shell (with analogous or different composition and structure) obtained by casting around the core. The external dense layer can be mechanically or metallurgically bonded to the core.

{kind=link}
{kind=link}
{kind=link}
Table 2.
Summary of literature and patent works on aluminum foams in casting technologies.
| Foam Core | Shell | Strategies for Core-Shell Bonding/Core Resistance Improvement | Tests and Main Results | Reference |
|---|---|---|---|---|
| AlSi12 (cast alloy) AlMg1Si0.6 (wrought alloy) Foam core production: injection molding—core with skin | AlSi9Cu3 Shell production: gravity casting at 740 °C with core pre-heating (400 °C) | Sand-blasting of the foam core Coating with diffusion supporting agents | Tests: visual and metallographic observation, impact hammer test for structural damping evaluation, compression test. Main results: core skin remains intact after casting of the shell (no melting or infiltration). Pre-heating of the core eliminates cold shuts. Sandblasting promotes mechanical core–shell bonding while coating promotes metallurgical bonding. Compression strength and deformation work increased compared with hollow parts. | [38] |
| Metal matrix aluminum alloy composite (20% SiC) Foam core production: investment casting: foaming of melt composite (690 °C) by air introduction and mixing. Crucible and mold are in the same furnace; the mold is extracted from the furnace after foam filling—core with skin. | AlSi10Mg Shell production: gravity casting at 750 °C without core pre-heating | Tests: Visual inspection of the objects and their cross-section. Main Results: No distinct boundary between core and shell: slight melting supposed at the boundary. Some gas defects at the surface. | [39] | |
| Al + 10%wt Si + 0.8%wtTiH2 – foam core with skin | Polypropylene/glass reinforced polypropylene Shell production: injection molding | NiAl powder coating by flame gun deposition in order to close crack in core skin and avoid penetration of shell materials in the foam | Tests: Visual and optical observations, bending tests Main results: Pre coating of the core avoid PP penetration in the foam | [43] |
| Magnesium alloys (AZ91, AM60) Aluminum alloys (AlSi9Cu3) Blowing agent: MgH2 Integral Foam Molding (IFM) Low Pressure (LP)/High Pressure (HP) | Tests: micro-computed tomography, impulse excitation technique, visual and optical observations. Main results: Dense shell of at about 1mm in all cases. HP-IFM better extremities filling, more suitable for complex shapes. | [42] | ||
| Al-alloy foam (composition not specified) Core production: use of metal hydride (TiH2) for the obtainment of a foam core with skin. | Al-alloy (composition not specified) Shell production: pressure casting—introduction of the foam core in the casting die, filling of the die up to 98% under first casting pressure p1 (≅25bar, ≅2 bar on the core), reduction of pressure at about 0 and complete filling of the die, application of a second casting pressure p2 (≅400bar, ≅40 bar on the core). | Foam core coating with heat resistant ceramic layer (MgO·Al2O3 spinel) by thermal spray or dip coating | [44] | |
| Alporas-type foam (ALPO-PLA-03 with 10%SiC particles)—core without skin Formgrip-type foam (AlSi7 and AlCSi alloys)—core without skin Alulight type foam (AlSi12 alloy)—core with skin | AM60B Mg alloy High Pressure Die Casting at two different temperatures 680 °C or 720 °C. core pre-heating 60 °C | No core–shell bonding. Zn-based coatings of the cores are proposed to improve bonding. | Tests: visual inspection of whole samples and their cross-section, X-ray analyses. Main results: Core skin is necessary in order to avoid both pore formation in the shell and also core collapse. A casting temperature of 720 °C is necessary to avoid poor filling defects. | [21] |
| ALUHAB (Aluinvent) foams EN43100, EN6061 | EN1706 Al alloy High pressure die casting (400-600 bar) | Good core–shell integration (morphological observation at micro CT) | Tests: Micro-computed tomography Main results: Best results with EN6061 core because of the higher melting range | [40] |
| Open-cell foam (AC2A alloy) produced through space holder technique via vacuum infiltration casting method | Casting of AC2A alloy melt at 800-900°C with mold and core pre-heating (600-615°C) | Optical microscope observations. Re-melting of the core surface is crucial for stable core–shell bonding. | Tests: Visual and Optical microscope observations. Main results: Best results for core pre-heating at 600 °C and pouring temperature 800–850 °C. | [41] |
| Closed-cell foam (Al, Al-alloys) with skin | Al/Al-alloys Pressure die casting Semi-solid casting | The alloy used for the shell has a higher melting point than the core: the outer surface of the core partially melts during casting favoring a stable bonding. | [45] | |
| Light metal (e.g., Al, Mg, and their alloys but not limited to them) foam. Molten metal and blowing agent mixture introduced in the casting mold, foaming into the die itself. | Metal parts with different shapes (e.g. sheets) are inserted into the die. Molten metal and blowing agents are introduced. Sandwiches, L or U-shaped composite parts are produced by different casting processes. | [46] | ||
| Metal foam with skin (0.3–2.9 mm) obtained by casting. Light metal with ceramic particles. | Shell with possible different composition and structure than the core. Light metal alloy. Obtained by casting around the core. | Positive engagement and/or metallic joining between core skin and outer shell. | [47] | |
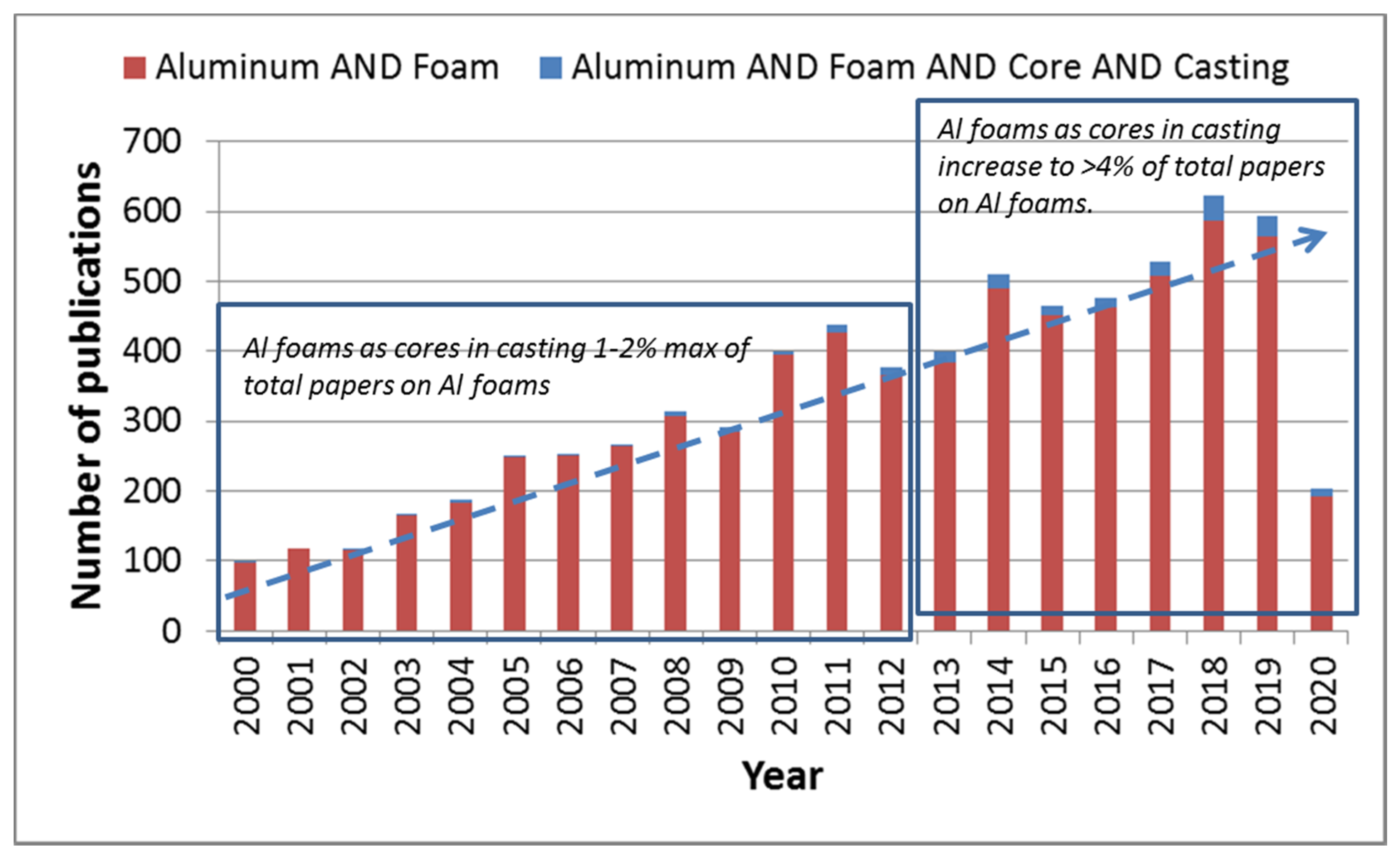
Based on the above-reported literature survey, some critical factors affecting the possibility to effectively use aluminum foams as permanent cores in casting technologies are summarized and explained in the discussion below—see Figure 2.
The presence of a continuous dense skin is one of the most crucial characteristics of the foams to be used. This thin layer (usually almost 200 µm) acts as a first barrier to the penetration of the molten metal in the foam pores and helps the preservation of the foam core integrity; therefore, in the selection of Al-based foams as possible cores in casting, foam types with an external dense skin are highly recommended to avoid core-collapse and molten metal infiltration. Moreover, the external skin can be the site for core–shell bonding. Unfortunately, the external surface of aluminum foams, as well as of aluminum dense metal, is usually covered by an inert aluminum oxide layer (produced by the self-passivation phenomenon), which can hamper metal reactivity and bonding ability, as reported in joining of Al-alloys [48]; however, the external continuous interface can be properly prepared for the improvement of the core shell-bonding. Blasting can be done in order to remove the surface oxide and to increase the surface roughness in order to promote the mechanical bonding between the dense shell and the foam core: the roughness induced by blasting increases the specific surface area, and favors the mechanical interlocking of the molten aluminum during casting. Finally, proper coatings can be designed in order to increase the chemical compatibility between the molten metal and the foam core. Diffusion supporting agents and zinc have been proposed [21,38,44] in order to promote a metallurgical bonding while ceramic refractory coatings (e.g., MgO·Al2O3 spinel) have been proposed to increase the resistance of the foam core to casting pressure/temperature. However, few details and almost no experimental research are reported in the literature about these strategies and a wide margin of activity is still present on this topic and requires further research to fill an important technological need. Studies on the surface modifications and activations of Al-alloys intended for joining purposes can be a good starting point.
The use of Integral Foam Molding (IFM) [42] is a promising strategy in order to obtain dense objects with a foam core in a single step with consequent continuity between the two parts and without risks of foam collapse. In this case, the external continuous skin is realized, together with the dense shell, during the integral foam molding process; however, complex and expensive equipment is required for the realization of complex shapes.
As far as the foam is concerned, core pre-heating is another important factor. Heating the foam core reduces the heat flux from the molten metal to the foam, making it possible to avoid surface defects of the cast component and interface ones with the foam core due to gas development. Moreover, the melting temperature of the foam, compared to the one of the dense shell, appears as an important factor to allow for a metallurgical core–shell bonding: a partial melting of the foam skin during casting could lead to the development of a continuous core–shell interface. In this context, the selection of the Al-alloy for the core and the shell results crucial for the obtainment of good results.
From a technological point of view, the published research works have also shown the importance of the choice of the positioning of the liquid inlet slot with respect to the shape of the core, to avoid the metal liquid flow rate being too high, which would lead to excessive pressure and thermal flows and could damage the foam core itself. For this reason, the mold design should take into account the heat transfer phenomena between the mold, the molten metal, and the foam core.
The correct position maintenance of the core in the mold during casting is another important parameter for obtaining wall thicknesses around the foam core sufficient to guarantee the mechanical characteristics of the object.
Finally, considering the casting parameters, a strict control of casting pressure is required for the die casting process to avoid the core collapse.
4. Characterization of Cast Objects Containing Metal Foams
Several techniques, both destructive and non-destructive, are currently used for the characterization of metal foams [12].
Optical microscopy is widely used for the characterization of metal foams after metallographic preparation of the sample (cutting of a representative sample, resin mounting, mirror polishing, and eventual metallographic etching) [12]. This technique allows for the investigation of pore size and distribution, cell walls, and skin thickness and uniformity, as well as the metal microstructure. The chemical composition of the foam and the microstructure can be analyzed also by means of Scanning Electron Microscopy equipped with Energy Dispersive Spectroscopy (SEM-EDS), after proper sample preparation (analogous to optical microscopy one, with the optional addition of surface metallization in order to make conductive resin mounted samples). The foam chemical analysis alone can be detected with high precision after foam melting in inert gas or vacuum and, after solidification, by adopting Optical Emission Spectroscopy (OES) or Inductively Coupled Plasma (ICP) mass spectrometry instruments.
Mechanical tests (mainly compression and bending test, but also tension, shear, or torsion ones have been cited) in quasi-static (most widely reported) or dynamic and even cyclic conditions can be applied to properly prepared foam samples in order to investigate their properties and suitability for structural applications [12,32,49]. A high variability of the results can be associated with foam inhomogeneity and can require a higher number of specimens, when compared to dense metal, in order to have representative results [12]. Moreover, sample preparation has to take into account the pore dimension and its distribution in order to avoid edge effects; for example, it has been suggested that, for compression tests, the edge of the cubic specimen should be at least seven times the size of the cell [49].
Corrosion tests can also be performed for the evaluation of foam resistance in corrosive working environments, but no specific standards have been reported for cellular materials [12].
Density measurements can be performed by means of weight and volume measurements, even on complex shaped samples, paying attention to avoid water penetration in foam pores when using the Archimedes’ principle application [12]. Furthermore, one must consider the presence, type, and thickness of the surface skin. These measurements are extremely important for the determination of the relative density of the foam, which affects the majority of foam properties when compared to the ones of the dense metal (See Table 1).
Penetrating liquids can be successfully used for the investigation of surface defects (holes and cracks) by visual inspection [12], while X-ray radiography or computed tomography are useful techniques for the 2D/3D inspection of porous materials [12], cells, and walls characteristics, as well as the presence of eventual defects, which can be visualized without sample damage. Moreover, the continuous acquisition of 3D tomographic images has been recently used for the in-situ investigation of bubble generation, growth, and coalescence in aluminum foams, during the foaming process [50].
Multifrequency electrical impedance measurements can also be used for the investigation of relative density and pore size because the excitation of the material through the application of an alternated magnetic field induces the development of Eddy currents, which depends not only on frequency and sample geometry but also on sample porosity [12].
Acoustic and vibrational properties of foams are of particular interest for their practical application and can be investigated by means of an impedance tube, in the first case, and by the analysis of sample vibration upon a known excitation without sample fixation (e.g., sample suspended with wires in order to make possible its vibration) in the second case [12].
The thermal conductivity of open-cell foams is the most studied field because of the application of these materials in heat exchangers, and the experimental measurements were performed using a guarded hot plate apparatus with Peltier modules [51] and several models for the prediction of thermal conductivity were developed and proposed [52]. In addition, thermal conductivity measurements on closed cells aluminum foams have been performed by means of the transient plane source technique, in which the element works both as a temperature sensor and heat source [53,54]. The works show a dependence of thermal conductivity on foam density and inhomogeneity.
Although many research works report the characterization of metal foams, few describe the use of these cellular materials in casting technologies and consequently the final characterization of the cast object.
The majority of the reported works (see Section 3) use metallographic preparation and observation (optical and scanning electron microscopy) of the cross-section of the cast object. This procedure gives exhaustive information on the quality of core–shell bonding, on the microstructure of the dense shell, the foam core, and the eventual reaction layer between them, the entity of eventual core penetration by molten metal (by the evaluation of the residual porosity and the presence of dense metals in pores), and globally on the quality of the casting experiment. However, it is a destructive test and cannot be considered for the in-line control of casting objects.
Micro-CT analyses can be used for a non-destructive observation of core–shell interface and core integrity without sample cutting with good results, as reported in [40] (see Section 3). However, this technique requires complex instrumentation, time and it is expensive.
Moreover, scanning acoustic microscopy has been proposed for the non-destructive analyses of joining [55] and can be proposed for Al-foam in cast objects in order to investigate the characteristic of Al-foam–cast metal interface in a non-destructive way.
Finally, some of the characterization techniques described above for metal foams, such as density measurements, mechanical tests, corrosion tests, electrical impedance and thermal conductivity measurements, as well as the use of penetrating liquids, can be reasonably adapted to cast objects containing a metal foam core if it is possible to obtain representative samples suitable for the tests. Their application is not yet reported to the best of our knowledge, but can be further investigated for the use of metal foam cores in casting technologies.
In addition to experimental techniques, for the characterization of metal foams as well as of metal foam containing structures, numerical models were proposed.
Most of the works use mathematical models to study the static and dynamic behavior of metal foams [56,57,58,59,60,61,62,63,64,65]; thermal properties have been investigated by these routes as well [66].
From the point of view of the material geometrical simulation, both regular cell size/shape [52,58] and random cell size/shape [57,62] have been proposed. Random models are generally closest to the real foam structure. Some works also report model construction from Computed Tomography (CT) images of real foam samples through proper image elaboration routes [61,64]. Finally, some papers propose not only the modeling for foam samples but also for more complex structures containing metal foams such as sandwiches [60], joined cantilevers [63], and foam-filled tubes [65].
In this context, the modeling of foam cores in casting objects can be an interesting opportunity to start using CT images of cast objects containing foam samples as the core.
5. Conclusions and Future Perspectives
Our review confirms a scientific and industrial interest in aluminum foams in casting technologies. This topic opens the challenging opportunity for the development of functional cores in cast objects with promising properties (e.g., energy absorption) eliminating the need for removal and recovery of traditional sand cores and complete recyclability and the possibility to produce foam-cored components in die casting technology. The main obstacles to the development of this technology are the risk of foam collapse and infiltration during casting as well as poor core–shell bonding in the final object. Some promising solutions have been presented in the scientific/patent literature in order to overcome these issues; however, the topic is still poorly explored and further research is required in order to investigate these subjects in-depth as well as to optimize the process for a future wide industrial application. Considering the data that emerged from this review, the main point for further research should be the use of aluminum foams with a dense outer skin. Innovative surface treatments should be developed in order to make this outer skin more reactive through the molten metal to favor an effective bonding between the foam core and the dense shell and therefore to increase the mechanical properties of the final object. Finally, the composition of both the foam core and molten metal, as well as core pre-heating and casting parameters (pressure, mold design, and injection speed) should be taken into account to intelligently design the successful realization of cast objects with a foam core.
Author Contributions
Conceptualization, S.F. and G.U.; methodology, S.F. and G.U.; writing—original draft preparation, S.F. and G.U.; writing—review and editing, S.F. and G.U. All authors have read and agreed to the published version of the manuscript.
Funding
This research was partially founded by DACA-I and Regione Piemonte (ICARO- Industrialization of Cast Aluminum PROduct, project, call “Competitività regionale e occupazione” F.E.S.R. 2014/2020 Obiettivo tematico OT 1 - Asse I - Azione I.1b.1.1 “IR2”).
Acknowledgments
DACA-I and Regione Piemonte are kindly acknowledged for partially funding the activity.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bauer, B.; Kralj, S.; Busic, M. Production and application of metal foams in casting technology. Tehnicki Vjesnik 2013, 20, 1095–1102. [Google Scholar]
- Banhart, J. Aluminum Foams: On the Road to Real Applications. MRS Bull. 2003, 28, 290–295. [Google Scholar] [CrossRef]
- Korner, C.; Singer, R.F. Processing of Metal Foams—Challenges and Opportunities. Adv. Eng. Mater. 2006, 2, 159–165. [Google Scholar] [CrossRef]
- Ubertalli, G.; Ferraris, M.; Bangash, M.K. Joining of AL-6016 to Al-foam using Zn-based joining materials. Compos. Part A 2017, 96, 122–128. [Google Scholar] [CrossRef]
- Bangash, M.K.; Ubertalli, G.; Di Saverio, D.; Ferraris, M.; Niu, J. Joining of Aluminium Alloy Sheets to Aluminium Alloy Foam Using Metal Glasses. Metals 2018, 8, 614. [Google Scholar] [CrossRef] [Green Version]
- Sun, X.; Huang, P.; Zhang, X.; Han, N.; Lei, J.; Yao, Y.; Zu, G.-Y. Densification Mechanism for the Precursor of AFS under Different Rolling Temperatures. Materials 2019, 12, 3933. [Google Scholar] [CrossRef] [Green Version]
- Taherishargh, M.; Vesenjak, M.; Belova, I.V.; Krstulović-Opara, L.; Murch, G.E.; Fiedler, T. In situ manufacturing and mechanical properties of syntactic foam filled tubes. Mater. Des. 2016, 99, 356–368. [Google Scholar] [CrossRef]
- Duarte, I.; Vesenjak, M.; Krstulović-Opara, L.; Anžel, I.; Ferreira, J.M. Manufacturing and bending behaviour of in situ foam-filled aluminium alloy tubes. Mater. Des. 2015, 66, 532–544. [Google Scholar] [CrossRef]
- Ashby, M.F.; Evans, A.G.; Fleck, N.A.; Gibson, L.J.; Hutchinson, J.W.; Wadley, H.N.G. Metal Foams: A Design Guide; Butterworth-Heinemann: Oxford, UK, 2000. [Google Scholar]
- Degischer, H.P. Materials Definitions, Processing and Recycling. In Handbook of Cellular Metals: Production Processing and Applications; Degischer, H.P., Kriszt, B., Eds.; Wiley-WHC: Hoboken, NJ, USA, 2002. [Google Scholar]
- Banhart, J. Light-Metal Foams-History of Innovation and Technological Challenges. Adv. Eng. Mater. 2013, 15, 82–111. [Google Scholar] [CrossRef]
- Banhart, J. Manufacture, characterisation and application of cellular metals and metal foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Singh, S.; Bhatnagar, N. A survey of fabrication and application of metallic foams (1925–2017). J. Porous Mater. 2018, 25, 537–554. [Google Scholar] [CrossRef]
- Korner, C.; Singer, R.F. Foaming Processes for Al in HP Degischer. In Handbook of Cellular Metals: Production Processing and Applications; Kriszt, B., Ed.; Wiley-WHC: Hoboken, NJ, USA, 2002. [Google Scholar]
- Guner, A.; Arikan, M.M.; Nebioğlu, M. New Approaches to Aluminum Integral Foam Production with Casting Methods. Metals 2015, 5, 1553–1565. [Google Scholar] [CrossRef] [Green Version]
- Commercial Applications of Cymat Metal foams. Available online: www.cymat.com (accessed on 24 July 2019).
- Roush, W. Aluminum Foam; MIT Technology Rewiews: Cambridge, UK, 2006. [Google Scholar]
- Miyoshi, T.; Itoh, M.; Akiyama, S.; Kitahara, A. ALPORAS Aluminum Foam: Production Process, Properties, and Applications. Adv. Eng. Mater. 2000, 2, 179–183. [Google Scholar] [CrossRef]
- Gergely, V.; Clyne, B. The FORMGRIP process: Foaming of reinforced metals by gas release in precursors. Adv. Eng. Mater. 2000, 2, 175–178. [Google Scholar] [CrossRef]
- Banhart, J.; Baumgartner, F. Industrialization of Powder Compact Foaming Technique. In Handbook of Cellular Metals: Production Processing and Applications; Degischer, H.P., Kriszt, B., Eds.; Wiley-WHC: Hoboken, NJ, USA, 2002. [Google Scholar]
- Vicario, I.; Crespo, I.; Plaza, L.M.; Caballero, P.; Idoiaga, I.K. Aluminium Foam and Magnesium Compound Casting Produced by High-Pressure Die Casting. Metals 2016, 6, 24. [Google Scholar] [CrossRef] [Green Version]
- Alulight Aluminum Foam. Available online: http://transmaterial.net/alulight/ (accessed on 25 July 2019).
- Metal Foam FOAMINAL. Available online: https://www.ifam.fraunhofer.de/content/dam/ifam/en/documents/Shaping_Functional_Materials/powder_technology/foaminal_en_fraunhofer_ifam.pdf (accessed on 25 July 2019).
- Havel Metal Foams Menufacturing & Processing. Available online: https://en.havel-mf.com/seriesproduction/Manufacturing/processing (accessed on 12 December 2019).
- Campana, F.; Cortese, L.; Lupi, C. Property variations in large AlSi7 alloy foam ingots. Mater. Sci. Eng. A 2012, 556, 400–407. [Google Scholar] [CrossRef]
- Korner, C.; Heinrich, F.; Singer, R.F. Secondary Treatment of Cellular Materials. In Handbook of Cellular Materials; Brown, R., Ed.; CRC Press: Boca Raton, FL, USA, 1999. [Google Scholar]
- Matsumoto, R.; Tsuruoka, H.; Otsu, M.; Utsunomiya, H. Fabrication of skin layer on aluminum foam surface by friction stir incremental forming and its mechanical properties. J. Mater. Process. Technol. 2015, 218, 23–31. [Google Scholar] [CrossRef]
- Hangai, Y.; Takahashi, K.; Utsunomiya, T.; Kitahara, S.; Kuwazuru, O.; Yoshikawa, N. Fabrication of functionally graded aluminum foam using aluminum alloy die castings by friction stir processing. Mater. Sci. Eng. A 2012, 534, 716–719. [Google Scholar] [CrossRef]
- De Jaeger, P.; T’Joen, C.; Huisseune, H.; Ameel, B.; De Schampheleire, S.; De Paepe, M. Assessing the influence of four bonding methods on the thermal contact resistance of open-cell aluminum foam. Int. J. Heat Mass Transf. 2012, 55, 6200–6210. [Google Scholar] [CrossRef]
- Hangai, Y.; Kamada, H.; Utsunomiya, T.; Kitahara, S.; Kuwazuru, O.; Yoshikawa, N. Aluminum alloy foam core sandwich panels fabricated from die casting aluminum alloy by friction stir welding route. J. Mater. Process. Technol. 2014, 214, 1928–1934. [Google Scholar] [CrossRef] [Green Version]
- Pippan, R. Materials Properties. In Handbook of Cellular Metals: Production Processing and Applications; Degischer, H.P., Kriszt, B., Eds.; Wiley-WHC: Hoboken, NJ, USA, 2002. [Google Scholar]
- Dannemann, K.A.; Lankford, J. High strain rate compression of closed-cell aluminium foams. Mater. Sci. Eng. A 2000, 293, 157–164. [Google Scholar] [CrossRef]
- Yu, H.; Yao, G.; Wang, X.; Li, B.; Yin, Y.; Liu, K. Sound insulation property of A1-Si closed-cell aluminum foam bare board material. Trans. Nonferrous Met. SOC China 2007, 17, 93–98. [Google Scholar] [CrossRef]
- Lu, T.J.; Hess, A.; Ashby, M.F. Sound absorption in metallic foams. J. Appl. Phys. 1999, 85, 7528–7539. [Google Scholar] [CrossRef]
- Raut, S.V.; Kanthale, V.S.; Kothavale, B.S. Review on Application of Aluminum Foam in Sound Absorption Technology. Int. J. Curr. 2016, 4, 178–181. [Google Scholar]
- ASM. Handbook, Vol. 2: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Cleveland, OH, USA, 1990. [Google Scholar]
- Campana, G.; Bertuzzi, G.; Tani, G. Una panoramica sull’impiego delle schiume metalliche nei processi fusori. Fonderia Pressofusione 2007, 3, 70–79. [Google Scholar]
- Simančík, F.; Schoerghuber, F. Complex Foamed Aluminum Parts as Permanent Cores in Aluminum Castings. MRS Proc. 1998, 521, 151–157. [Google Scholar] [CrossRef]
- Cingi, C.; Niini, E.; Orkas, J. Foamed aluminum parts by investment casting. Colloids Surf. A Physicochem. Eng. Asp. 2009, 344, 113–117. [Google Scholar] [CrossRef]
- Babcsán, J.; Essel, S.; Karni, N.; Számel, G.; Beke, S.; Babcsán, N. Micro-CT measurements of die-cast car parts with aluminum foam core. Resolut. Discov. 2017, 2, 5–8. [Google Scholar] [CrossRef]
- Domrong, C.; Srimanosaowapak, S. Production of aluminium casting with open-cell aluminium foam core. J. Chem. Eng. Mater. Sci. 2017, 8, 37–45. [Google Scholar] [CrossRef] [Green Version]
- Körner, C.; Hirschmann, M.; Wiehler, H. Integral Foam Moulding of Light Metals. Mater. Trans. 2006, 47, 2188–2194. [Google Scholar] [CrossRef] [Green Version]
- Florek, R.; Simančík, F.; Harnúšková, J.; Orovčík, Ľ.; Dvorak, T.; Nosko, M.; Tekel, T. Injection Molded Plastics with Aluminum Foam Core. Procedia Mater. Sci. 2014, 4, 323–327. [Google Scholar] [CrossRef] [Green Version]
- Singer, R.F.; Heinrich, F.; Korner, C.; Grotzschel, G. Method for Producing a Composite Structure with a Foamed Metal Core. U.S. Patent 6675864B2, 13 January 2004. [Google Scholar]
- Knott, W.; Niedermann, B.; Recksik, M.; Weier, A. Process for producing shaped metal parts. U.S. Patent 6854506B2, 15 February 2005. [Google Scholar]
- Knott, W.; Niedermann, B.; Recksik, M.; Weier, A. Process for Producing Metal/Metal Foam Composite Components. U.S. Patent 6874562 B2, 5 April 2005. [Google Scholar]
- Dobesberger, F.; Flankl, H.; Leitlmeier, D.; Birgmann, A. Lightweight Part, as Well as a Process and Device for Its Production. U.S. Patent 2006/0029826 A1, 9 February 2006. [Google Scholar]
- Ferraris, S.; Perero, S.; Ubertalli, G. Surface Activation and Characterization of Aluminum Alloys for Brazing Optimization. Coatings 2019, 9, 459. [Google Scholar] [CrossRef] [Green Version]
- Andrews, E.; Sanders, W.; Gibson, L. Compressive and tensile behaviour of aluminum foams. Mater. Sci. Eng. A 1999, 270, 113–124. [Google Scholar] [CrossRef]
- García-Moreno, F.; Kamm, P.H.; Neu, T.R.; Bülk, F.; Mokso, R.; Schlepütz, C.M.; Stampanoni, M.; Banhart, J. Using X-ray tomoscopy to explore the dynamics of foaming metal. Nat. Commun. 2019, 10, 1–9. [Google Scholar] [CrossRef]
- Amani, Y.; Takahashi, A.; Chantrenne, P.; Maruyama, S.; Dancette, S.; Maire, E. Thermal conductivity of highly porous metal foams: Experimental and image based finite element analysis. Int. J. Heat Mass Transf. 2018, 122, 1–10. [Google Scholar] [CrossRef]
- Ranut, P. On the effective thermal conductivity of aluminum metal foams: Review and improvement of the available empirical and analytical models. Appl. Therm. Eng. 2016, 101, 496–524. [Google Scholar] [CrossRef]
- Rodríguez-Pérez, M.A.; Reglero, J.A.; Lehmhus, D.; Wichmann, M.; de Saja, J.A.; Fernández, A. The Transient Plane Source Technique (Tps) To Measure Thermal Conductivity And Its Potential As A Tool To Detect in-Homogeneities in Metal Foams. In Proceedings of the International Conference “Advanced Metallic Materials”, Smolenice, Slovakia, 5–7 November 2003. [Google Scholar]
- Solórzano, E.; Reglero, J.; Rodríguez-Pérez, M.; Lehmhus, D.; Wichmann, M.; De Saja, J. An experimental study on the thermal conductivity of aluminium foams by using the transient plane source method. Int. J. Heat Mass Transf. 2008, 51, 6259–6267. [Google Scholar] [CrossRef]
- Xiao, Y.; Ji, H.; Li, M.; Kim, J.; Kim, H. Microstructure and joint properties of ultrasonically brazed Al alloy joints using a Zn–Al hypereutectic filler metal. Mater. Des. 2013, 47, 717–724. [Google Scholar] [CrossRef]
- Li, Z.-B.; Li, X.-Y.; Zheng, Y.-X. Biaxial mechanical behavior of closed-cell aluminum foam under combined shear—Compression loading. Trans. Nonferrous Met. Soc. China 2020, 30, 41–50. [Google Scholar] [CrossRef]
- Fang, Q.; Zhang, J.; Zhang, Y.; Liu, J.; Gong, Z. Mesoscopic investigation of closed-cell aluminum foams on energy absorption capability under impact. Compos. Struct. 2015, 124, 409–420. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, Y.; Yang, C. Numerical modelling of mechanical behaviour of aluminium foam using a representative volume element method. Int. J. Mech. Sci. 2016, 118, 155–165. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, G.; Xu, X.; Li, G.; Huang, X.; Shen, J.; Li, Q. Identification of material parameters for aluminum foam at high strain rate. Comput. Mater. Sci. 2013, 74, 65–74. [Google Scholar] [CrossRef]
- Roszkos, C.S.; Bocko, J.; Kula, T.; Šarloši, J. Static and dynamic analyses of aluminum foam geometric models using the homogenization procedure and the FEA. Compos. Part B Eng. 2019, 171, 361–374. [Google Scholar] [CrossRef]
- Zhu, X.; Ai, S.; Lu, X.; Zhu, L.; Liu, B. A novel 3D geometrical reconstruction method for aluminum foams and FEM modeling of the material response. Theor. Appl. Mech. Lett. 2014, 4, 021006. [Google Scholar] [CrossRef] [Green Version]
- De Giorgi, M.; Carofalo, A.; Dattoma, V.; Nobile, R.; Palano, F. Aluminium foams structural modelling. Comput. Struct. 2010, 88, 25–35. [Google Scholar] [CrossRef]
- Lee, J.; Choi, H.K.; Kim, S.; Cho, J.-U.; Zhao, G.; Cho, C.; Hui, D. A study on fatigue fracture at double and tapered cantilever beam specimens bonded with aluminum foams. Compos. Part B Eng. 2016, 103, 139–145. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, L.; Wu, H.; Fang, Q.; Zhang, Y. Experimental and mesoscopic investigation of double-layer aluminum foam under impact loading. Compos. Struct. 2020, 241, 110859. [Google Scholar] [CrossRef]
- Sampath, V.; Rao, C.L.; Reddy, S. Energy Absorption of Foam Filled Aluminum Tubes under Dynamic Bending. Procedia Manuf. 2017, 7, 225–233. [Google Scholar] [CrossRef]
- Wang, H.; Zhou, X.-Y.; Long, B.; Yang, J.; Liu, H.-Z. Thermal properties of closed-cell aluminum foams prepared by melt foaming technology. Trans. Nonferrous Met. Soc. China 2016, 26, 3147–3153. [Google Scholar] [CrossRef]
Figure 1.
Publications on aluminum foams vs aluminum foams in casting in the last 20 years (data from Scopus).
Figure 1.
Publications on aluminum foams vs aluminum foams in casting in the last 20 years (data from Scopus).

Figure 2.
Critical factors for the selection/preparation of Al-based foam cores to be used in casting.
Figure 2.
Critical factors for the selection/preparation of Al-based foam cores to be used in casting.

| Foams Produced by Direct Gas Injection (e.g., Cymat Type) | Foams Produced by Powder Compaction Route (e.g., Alulight Type) | Foams Produced by in Situ Gas Generation (e.g., Alporas Type) | Dense Al/Al Alloys | Scaling Factors | |
|---|---|---|---|---|---|
| Visual appearance and optical microscopy observation of the cross section (example, |  |  |  |  | - |
| Material | Al/Al-alloy-SiC | Al/Al-alloy | Al/Al-alloy | Al/Al-alloy | - |
| External skin | Not continuous | Yes | No | - | - |
| Density ρ (g/cm3) | 0.054–0.540 | 0.270–0.945 | 0.216–0.270 | 2.7 (Pure Al) | - |
| Relative density ρ/ρs | 0.02–0.2 | 0.1–0.35 | 0.08–0.1 | 1 (Pure Al) | - |
| Elastic Modulus E (GPa) | 0.02–2.0 | 1.7–12 | 0.4–1.0 | 70 | Ef = (0.1–1.0)Es [0.5(ρ/ρs)2/3 + 0.3(ρ/ρs)] |
| Compressive Elastic limit σc (Mpa) | 0.04–7.0 | 1.9–14.0 | 1.3–1.7 | - | - |
| Densification strain | 0.6–0.9 | 0.4–0.8 | 0.7–0.8 | - | - |
| Tensile Elastic Limit σy (MPa) | 0.04–7.0 | 2.0–20 | 1.6–1.8 | 40–325 (Range for most used Al alloys) | - |
| Tensile strength σT (MPa) | 0.05–8.5 | 2.2–30 | 1.6–1.9 | 45–400 (Range for most used Al alloys) | (1–1.4)σc |
| Melting Point (K) | 830–910 | 840–850 | 910–920 | 933.15 (Pure Al) | As dense Al |
| Thermal expansion coefficient α (10−6/K) | 19–20 | 19–23 | 21–23 | 21.8–25.5 (Range for most used Al alloys) | As dense Al |
| Thermal conductivity λ ** (W/mK) | 0.3–10 | 3.0–35 | 3.5–4.5 | 218–243 (Range for most used Al alloys) | λf = (ρ/ρs)1.8 < λ/λs < (ρ/ρs)1.65 |
**—at room temperature.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ubertalli, G.; Ferraris, S. Al-Based Metal Foams (AMF) as Permanent Cores in Casting: State-of-the-Art and Future Perspectives. Metals 2020, 10, 1592. https://0-doi-org.brum.beds.ac.uk/10.3390/met10121592
AMA Style
Ubertalli G, Ferraris S. Al-Based Metal Foams (AMF) as Permanent Cores in Casting: State-of-the-Art and Future Perspectives. Metals. 2020; 10(12):1592. https://0-doi-org.brum.beds.ac.uk/10.3390/met10121592
Chicago/Turabian StyleUbertalli, Graziano, and Sara Ferraris. 2020. "Al-Based Metal Foams (AMF) as Permanent Cores in Casting: State-of-the-Art and Future Perspectives" Metals 10, no. 12: 1592. https://0-doi-org.brum.beds.ac.uk/10.3390/met10121592
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.