
Evolution of Microstructure during Isothermal Treatments of a Duplex-Austenitic 0.66C11.4Mn.9.9Al Low-Density Forging Steel and Effect on the Mechanical Properties

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructural Evolution in Heat Treatments
3.1.1. Starting Microstructure
3.1.2. Phase Transformation and K-Carbide Precipitation
3.2. K-Carbide Precipitation Kinetic Study
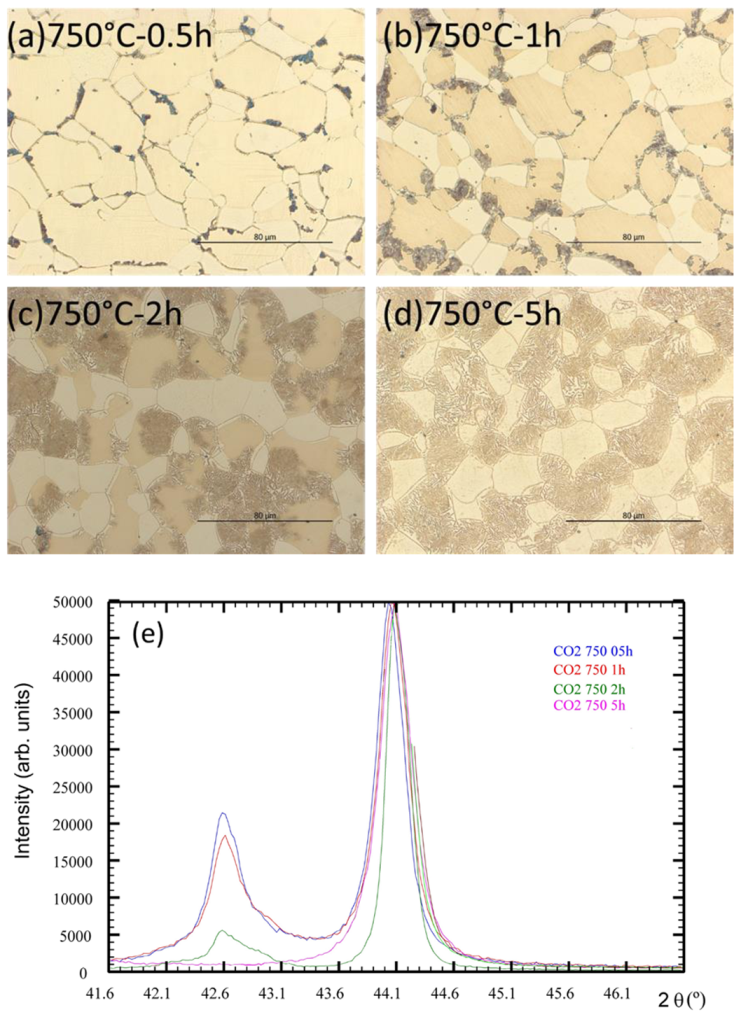
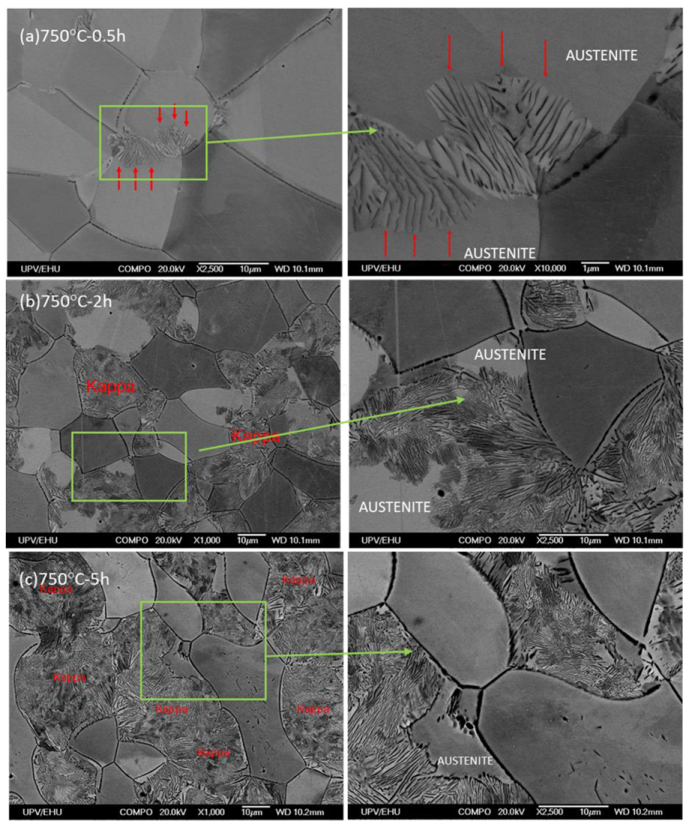
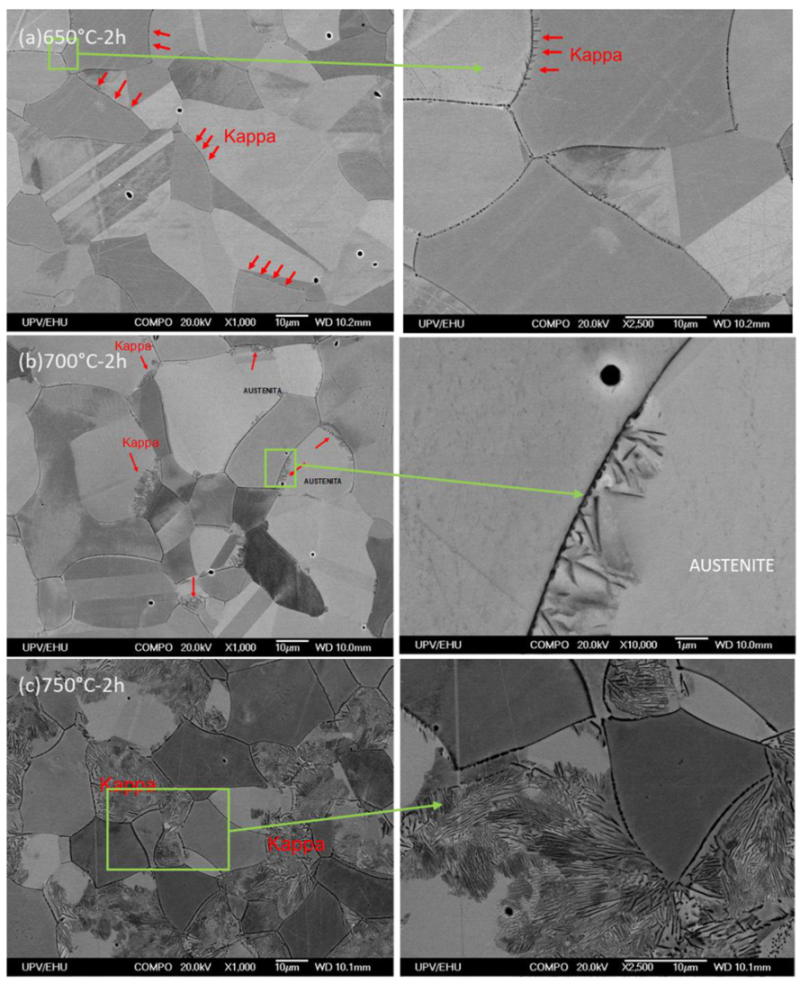
- The precipitation of k-carbides begins at the grain boundaries, mostly austenite-ferrite, and progresses into austenite grains.
- K-carbides form from austenite decomposition into ferrite and k-carbides, resulting in a recognizable eutectoid lamellar structure. In these microstructures, primary and eutectoid ferrite are clearly distinguishable.
- At 750 °C, the precipitation of k-carbides begins after 30 min and ends at about 5 h, when approximately all the austenite has transformed into ferrite and k-carbide.
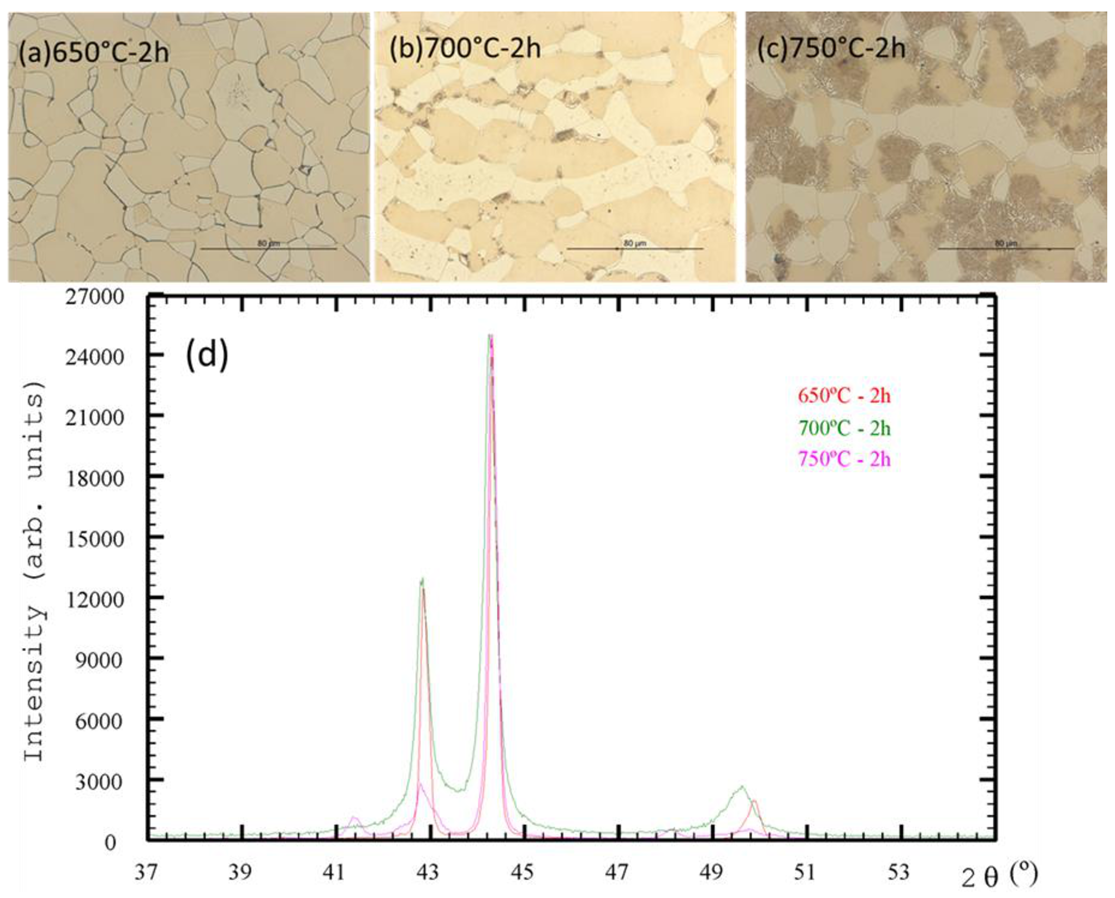
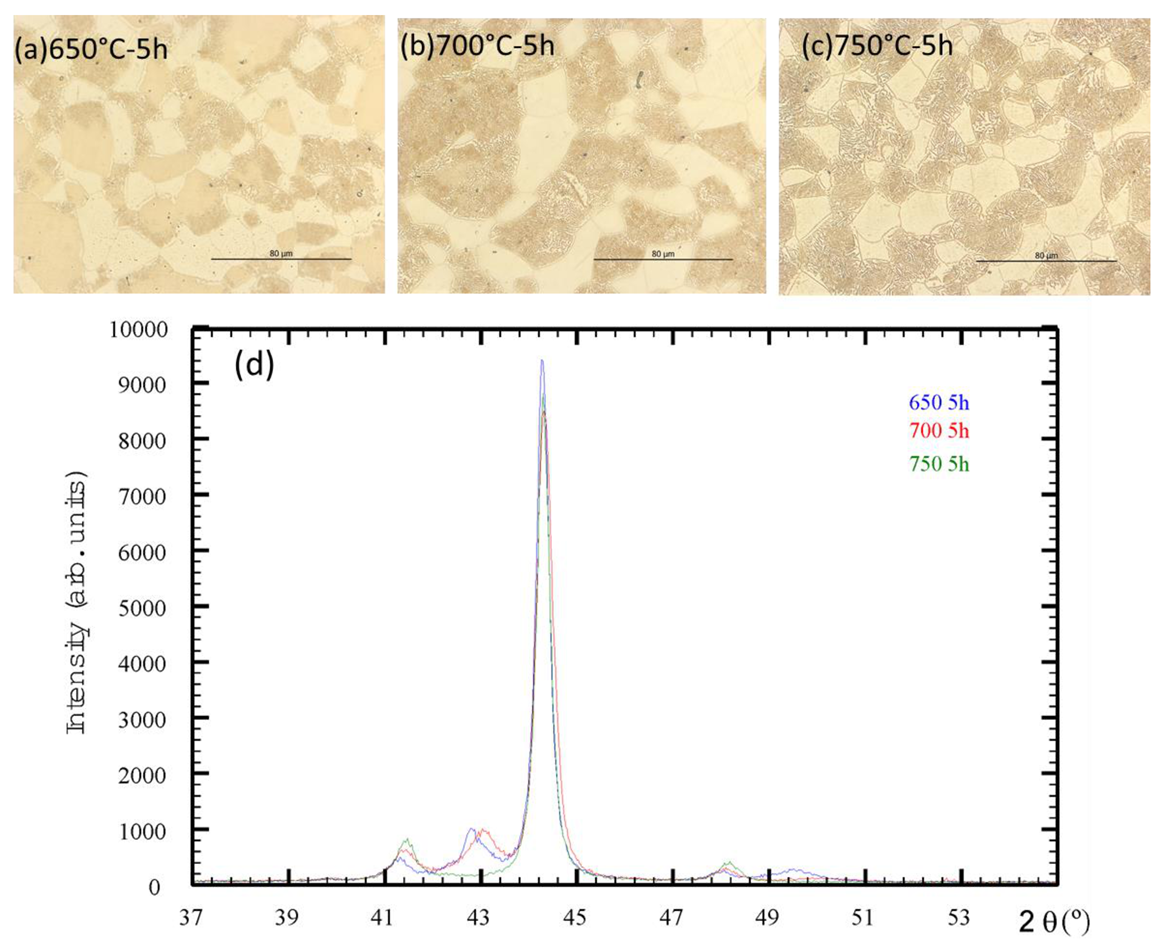
- For the same holding time, as the temperature decreases, the k-carbide precipitation kinetic slows down.
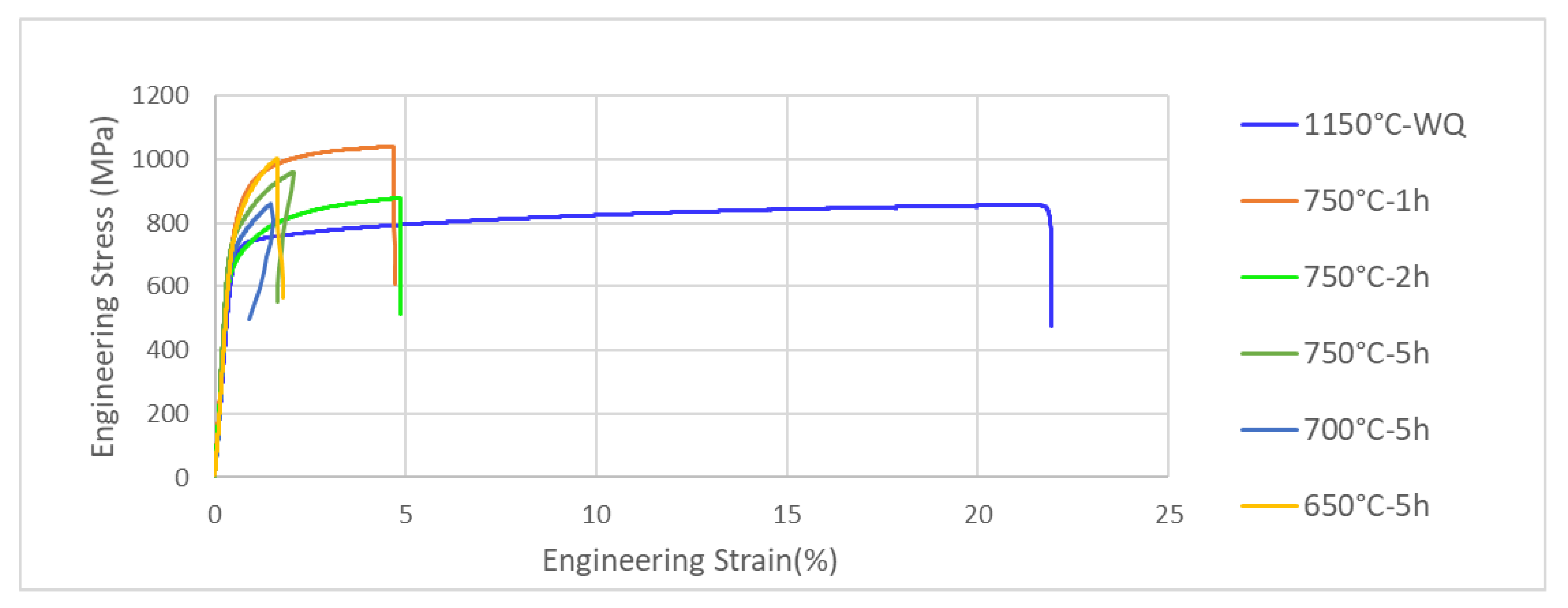
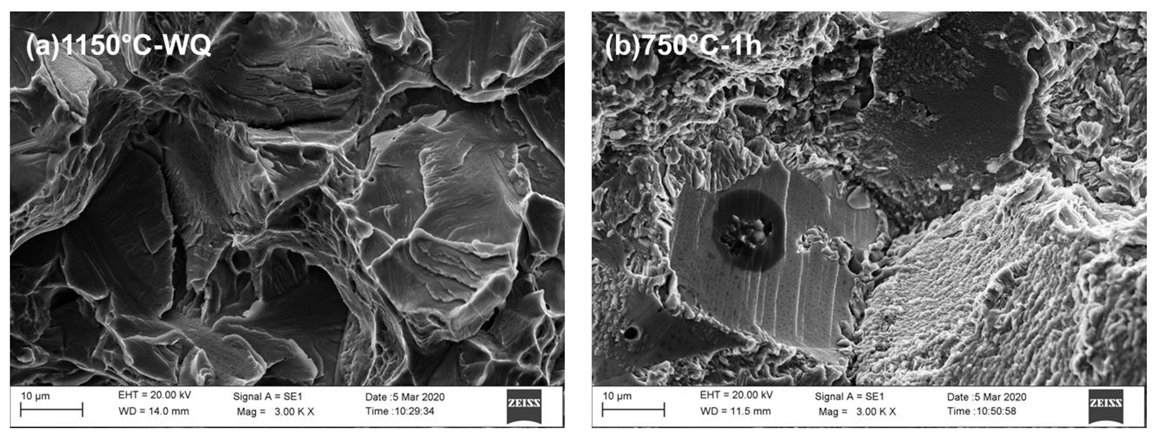
3.3. Study of the Influence of K-Carbides on the Mechanichal Properties
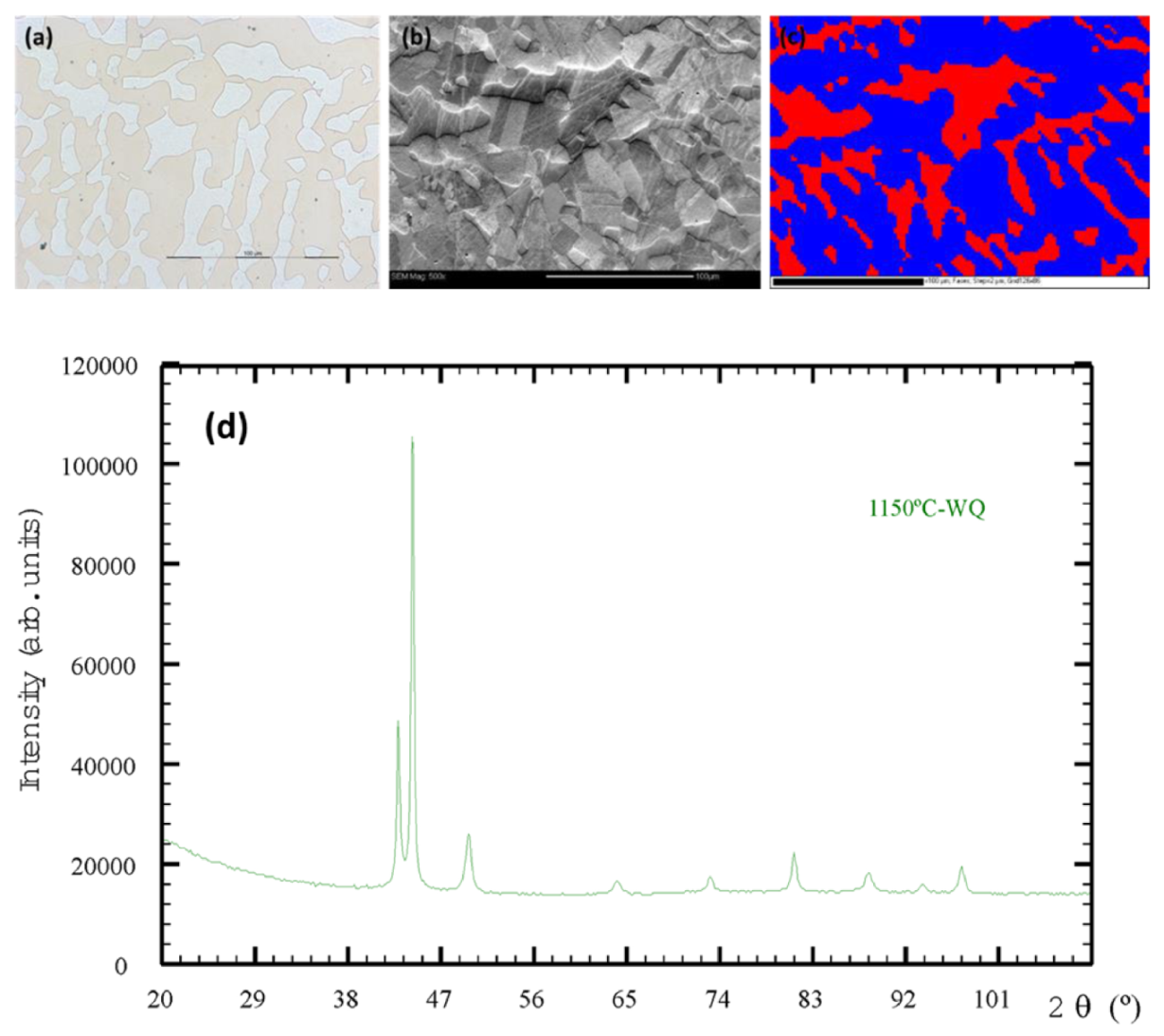
- Ferrite and austenite formed during water quenching from 1150 °C.
- Ferrite and austenite with an initial precipitation of k-carbides formed at 750 °C for 1 h.
- Ferrite and austenite with a partial transformation of austenite into lamellar ferrite plus k-carbide, formed at 750 °C for 2 h and at 650 and 700 °C for 5 h.
- Ferrite and lamellar ferrite plus k-carbide, formed from the complete transformation of austenite performed at 750 °C for 5 h.
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kim, H.; Suh, D.-W.; Kim, N.J. Fe-Al-Mn-C lightweight structural alloys: A review on the microstructures and mechanical properties. Sci. Technol. Adv. Mater. 2013, 14, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Chen, S.; Rana, R.; Haldar, A.; Ray, R.K. Current state of Fe-Mn-Al-C low density steels. Prog. Mater. Sci. 2017, 89, 345–391. [Google Scholar] [CrossRef]
- Frommeyer, G.; Brüx, U. Microstructures and mechanical properties of high strength Fe-Mn-Al-C lightweight triplex steels. Steel Res. Int. 2006, 77, 627–633. [Google Scholar] [CrossRef]
- Rana, R.; Liu, C.; Ray, R.K. Evolution of microstructure and mechanical properties during thermomechanical processing of a low-density multiphase steel for automotive application. Acta Mater. 2014, 75, 227–245. [Google Scholar] [CrossRef]
- Haa, M.C.; Koob, J.-M.; Leeb, J.-K.; Hwanga, S.W.; Parka, K.-T. Tensile deformation of a low density Fe–27Mn–12Al–0.8C duplex steel in association with ordered phases at ambient temperature. Mater. Sci. Eng. A 2013, 586, 276–283. [Google Scholar] [CrossRef]
- Cheng, P.; Li, X.; Yi, H. The k-Carbides in Low-Density Fe-Mn-Al-C Steels: A Review on Their Structure, Precipitation and Deformation Mechanism. Metals 2020, 10, 1021. [Google Scholar] [CrossRef]
- Chin, K.; Lee, H.; Kwak, J.; Kang, J.; Lee, B. Thermodynamic calculation on the stability of (Fe,Mn)3AlC carbide in high aluminum steels. J. Alloys Compd. 2010, 505, 217–223. [Google Scholar] [CrossRef]
- Jiménez, J.A.; Frommeyer, G. The ternary iron aluminum carbides. J. Alloys Compd. 2011, 509, 2729–2733. [Google Scholar] [CrossRef]
- Lu, W.J.; Zhang, X.F.; Qin, R.S. Structure and properties of k-carbides in duplex lightweight steels. Ironmak. Steelmak. 2015, 42, 626–631. [Google Scholar] [CrossRef] [Green Version]
- Grässel, O.; Frommeyer, G. Effect of martensitic phase transformation and deformation twinning on mechanical properties of Fe–Mn–Si–AI steels. Mater. Sci. Technol. 1998, 14, 1213–1217. [Google Scholar]
- Frommeyer, G.; Jiménez, J.A. Structural superplasticity at higher strain rates of hypereutectoid Fe-5.5Al-1Sn-1Cr-1.3C steel. Metall. Mater. Trans. A 2005, 36, 295–300. [Google Scholar] [CrossRef]
- Kim, K.-H.; Lee, J.-S.; Lee, D.-L. Effect of silicon on the spheroidization of cementite in hypereutectoid high carbon chromium bearing steels. Met. Mater. Int. 2010, 16, 871–876. [Google Scholar] [CrossRef]
- Raabe, D.; Springer, H.; Gutierrez-Urrutia, I.; Roters, F.; Bausch, M.; Seol, J.-B.; Koyama, M.; Choi, P.-P.; Tsuzaki, K. Alloy Design, Combinatorial Synthesis, and Microstructure–Property Relations for Low-Density Fe-Mn-Al-C Austenitic Steels. JOM 2014, 66, 1845–1856. [Google Scholar] [CrossRef]
- Seol, J.B.; Jung, J.E.; Jang, Y.W.; Park, C.G. Influence of carbon content on the microstructure, martensitic transformation and mechanical properties in austenite/ε-martensite dual-phase Fe–Mn–C steels. Acta Mater. 2013, 61, 558–578. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Raabe, D. Influence of Al content and precipitation state on the mechanical behaviour of austenitic high-Mn low-density steels. Scr. Mater. 2013, 68, 343–347. [Google Scholar] [CrossRef]
- Choi, K.; Seo, C.-H.; Lee, H.; Kim, S.K.; Kwak, J.H.; Chin, K.G.; Park, K.-T.; Kim, N.J. Effect of aging on the microstructure and deformation behaviour of austenite base lightweight Fe–28Mn–9Al–0.8C steel. Scr. Mater. 2010, 63, 1028–1031. [Google Scholar] [CrossRef]
- Kaltzakorta, I.; Gutierrez, T.; Elvira, R.; Guraya, T.; Jimbert, P. Low density steel for forging. Mater. Sci. Forum 2018, 941, 287–291. [Google Scholar] [CrossRef]
- ASTM E562-08. Standard Test Method for Determining Volume Fraction by Systematic Manual Point Count; ASTM International: West Conshohocken, PA, USA, 2008. [Google Scholar] [CrossRef]
- Cheng, W.C. Phase transformations of an Fe-0.85C-17.9Mn-7.1Al austenitic steel after quenching and annealing. JOM 2014, 66, 1809–1820. [Google Scholar] [CrossRef]
- Song, H.; Yoo, J.; Kim, S.H.; Sohn, S.S.; Koo, M.; Kim, N.J.; Lee, S. Novel ultra-high-strength Cu-containing medium-Mn duplex lightweight steels. Acta Mater. 2017, 135, 215–225. [Google Scholar] [CrossRef]
- Jeong, J.; Lee, C.-Y.; Park, I.-J.; Lee, Y.-K. Isothermal precipitation behaviour of κ-carbide in the Fe–9Mn–6Al–0.15C lightweight steel with a multiphase microstructure. J. Alloys Compd. 2013, 574, 299–304. [Google Scholar] [CrossRef]
- Zhao, C.; Song, R.; Zhang, L.; Yang, F.; Kang, T. Effect of annealing temperature on the microstructure and tensile properties of Fe-10Mn-10Al-0.7C low-density steel. Mater. Des. 2016, 91, 348–360. [Google Scholar] [CrossRef]
- Meng, S.; Sugiyama, S.; Yanagimoto, J. Effects of heat treatment on microstructure and mechanical properties of Cr-V-Mo steel processed by recrystallization and partial melting method. J. Mater. Process. Technol. 2014, 214, 87–96. [Google Scholar] [CrossRef]
- Raabe, D.; Herbig, M.; Sandlöbes, S.; Li, Y.; Tytko, D.; Kuzmina, M.; Ponge, D.; Choi, P.-P. Grain boundary segregation engineering in metallic alloys: A pathway to the design of interfaces. Curr. Opin. Solid State Mater. Sci. 2014, 18, 253–261. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| QT | HEAT TREATMENT | SAMPLE CODE | Kappa XRD | Kappa (OM, SEM) | |
|---|---|---|---|---|---|
| Temperature (°C) | Time (h) | ||||
| 1150 ºC | 750 °C | 0.5 | 750 °C-0.5 h | NO | YES |
| 1 | 750 °C-1 h | YES | YES | ||
| 2 | 750 °C-2 h | YES | YES | ||
| 5 | 750 °C-5 h | YES | YES | ||
| 700 °C | 2 | 700 °C-2 h | NO | YES | |
| 5 | 700 °C-5 h | YES | YES | ||
| 650 °C | 2 | 650 °C-2 h | NO | YES | |
| 5 | 650 °C-5 h | YES | YES | ||
| HEAT TREATMENT | MECHANICAL PROPERTIES | ||||||
|---|---|---|---|---|---|---|---|
| QT | ISOTHERMAL | SAMPLE CODE | YS (MPa) | UTS (MPa) | El (%) A30 | TSxEl (GPa) | |
| T(°C) | Time(h) | ||||||
| 1150 °C | QUENCHING | 1150 °C -WQ | 720 | 855 | 22.1 | 18.9 | |
| 1150 °C | 750 °C | 1 | 750 °C-1 h | 838 | 1041 | 4.7 | 4.9 |
| 1150 °C | 2 | 750 °C-2 h | 709 | 878 | 4.88 | 4.28 | |
| 1150 °C | 5 | 750 °C-5 h | 777 | 959 | 2.05 | 1.96 | |
| 1150 °C | 700 °C | 5 | 700 °C-5 h | 762 | 943 | 3.5 | 3.3 |
| 1150 °C | 650 °C | 5 | 650 °C-5 h | 803 | 1001 | 1.5 | 1.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaltzakorta, I.; Gutierrez, T.; Elvira, R.; Jimbert, P.; Guraya, T. Evolution of Microstructure during Isothermal Treatments of a Duplex-Austenitic 0.66C11.4Mn.9.9Al Low-Density Forging Steel and Effect on the Mechanical Properties. Metals 2021, 11, 214. https://0-doi-org.brum.beds.ac.uk/10.3390/met11020214
Kaltzakorta I, Gutierrez T, Elvira R, Jimbert P, Guraya T. Evolution of Microstructure during Isothermal Treatments of a Duplex-Austenitic 0.66C11.4Mn.9.9Al Low-Density Forging Steel and Effect on the Mechanical Properties. Metals. 2021; 11(2):214. https://0-doi-org.brum.beds.ac.uk/10.3390/met11020214
Chicago/Turabian StyleKaltzakorta, Idurre, Teresa Gutierrez, Roberto Elvira, Pello Jimbert, and Teresa Guraya. 2021. "Evolution of Microstructure during Isothermal Treatments of a Duplex-Austenitic 0.66C11.4Mn.9.9Al Low-Density Forging Steel and Effect on the Mechanical Properties" Metals 11, no. 2: 214. https://0-doi-org.brum.beds.ac.uk/10.3390/met11020214