
Brazing Tungsten/Tantalum/RAFM Steel Joint for DEMO by Fully Reduced Activation Brazing Alloy 48Ti-48Zr-4Be

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- ITER-grade tungsten (W);
- RAFM Rusfer EK-181 (Rusfer) steel with as-produced (Fe–12Cr–2W–V–Ta–B, wt %) (more information is presented elsewhere [31]);
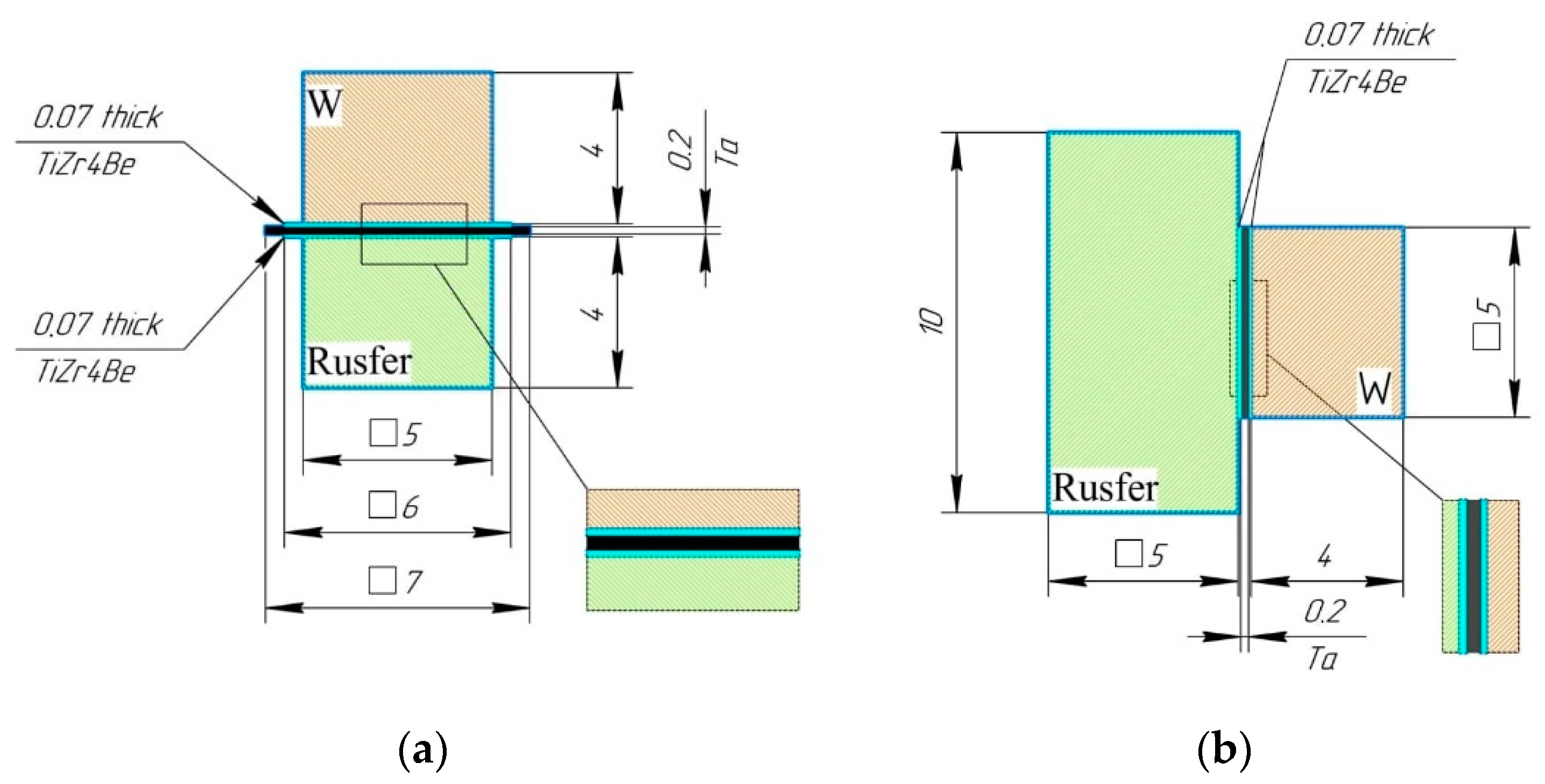
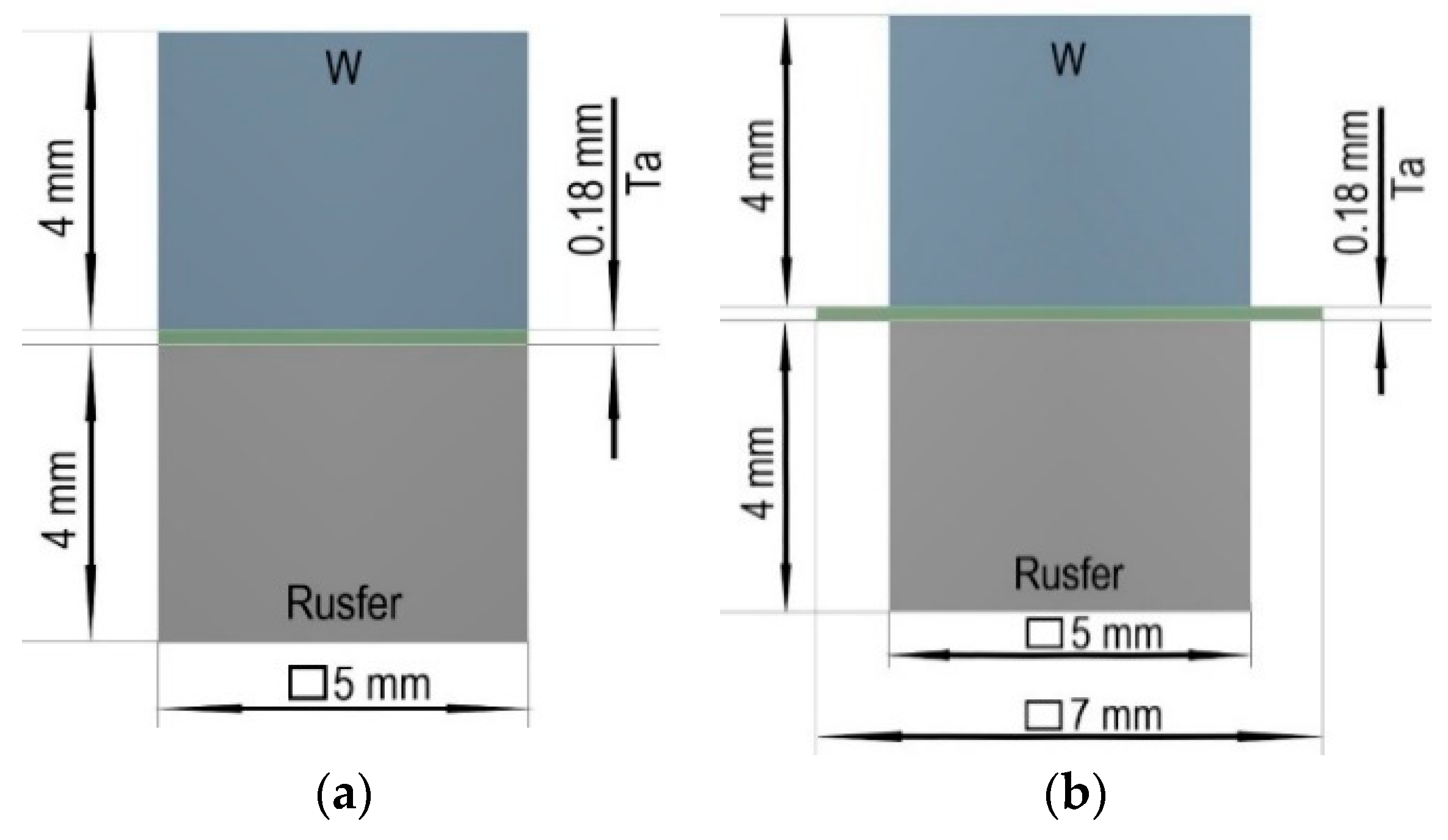
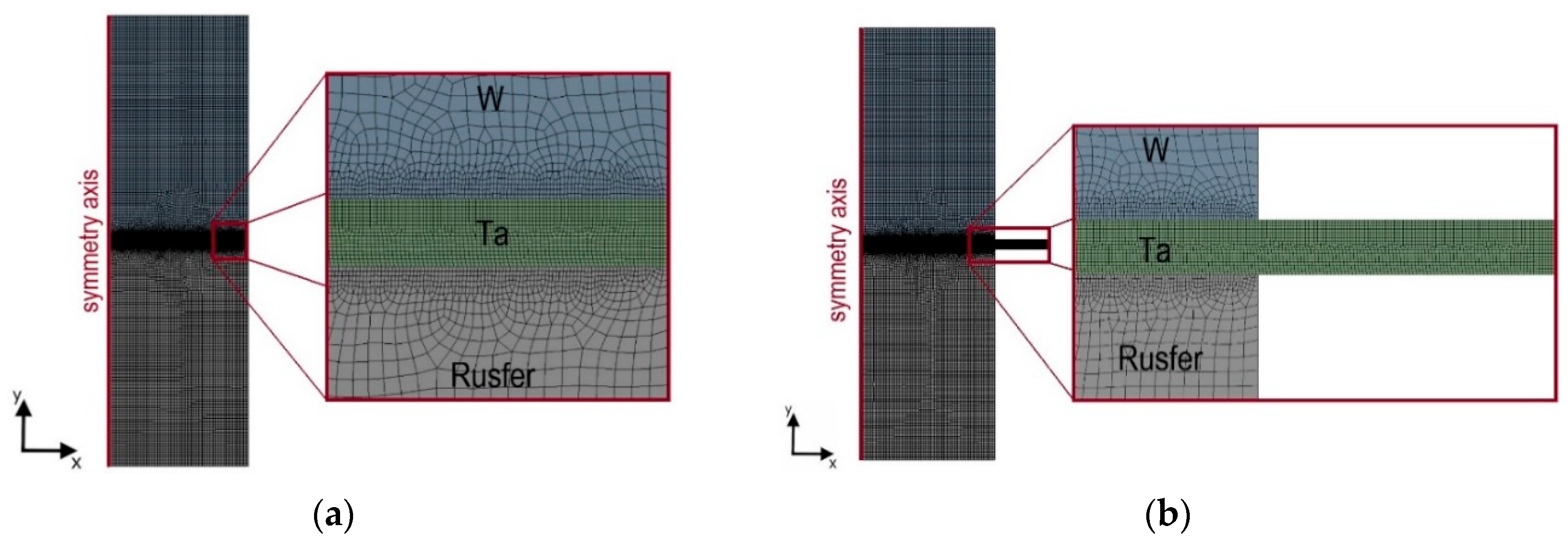
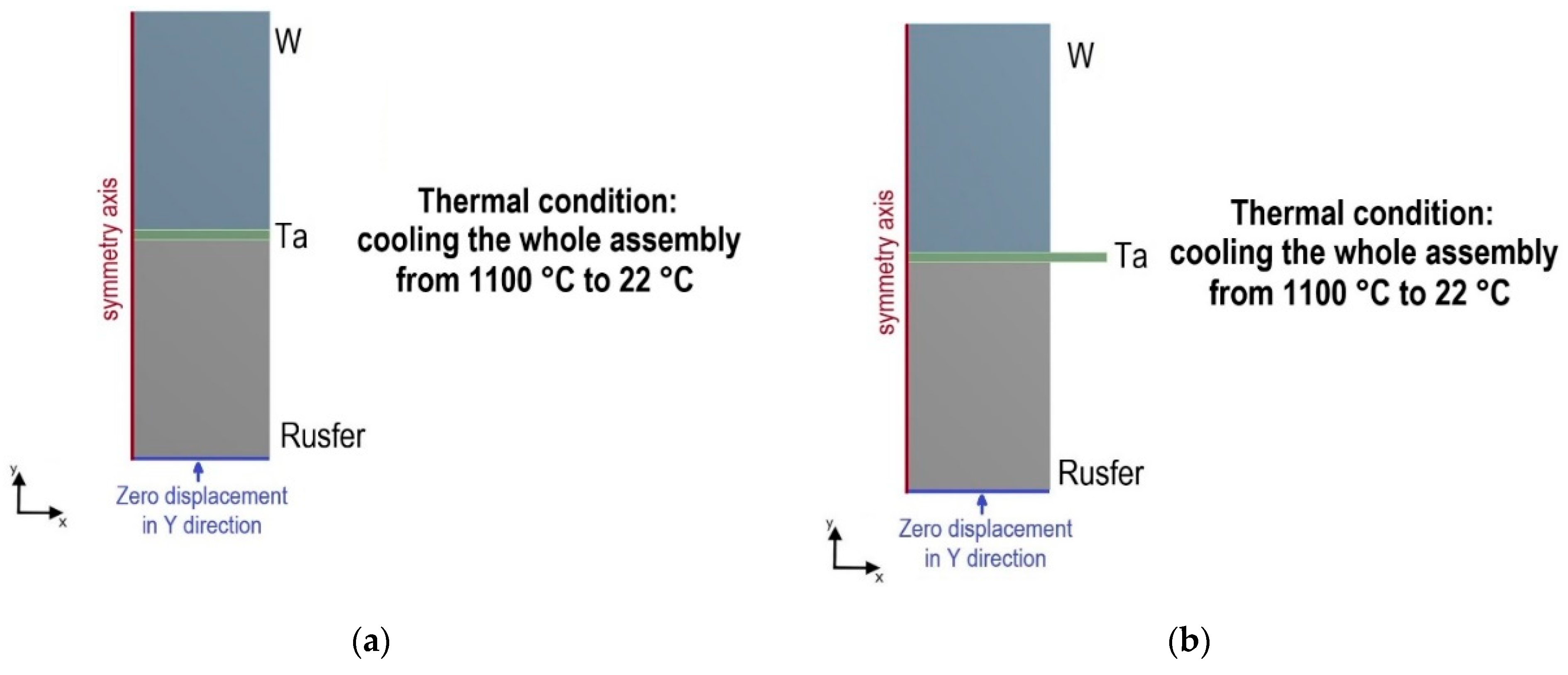
- pure tantalum (Ta). We used Ta as a compensating interlayer, as it was earlier shown that it effectively reduces stresses between W and steel [8];
- 48Ti-48Zr-4Be wt.% (TiZr4Be) STEMET 1412 brazing alloy rapidly solidified into a ribbon of 70 μm thickness by applying spinning technology.
2.2. Methods
3. Results and Discussion
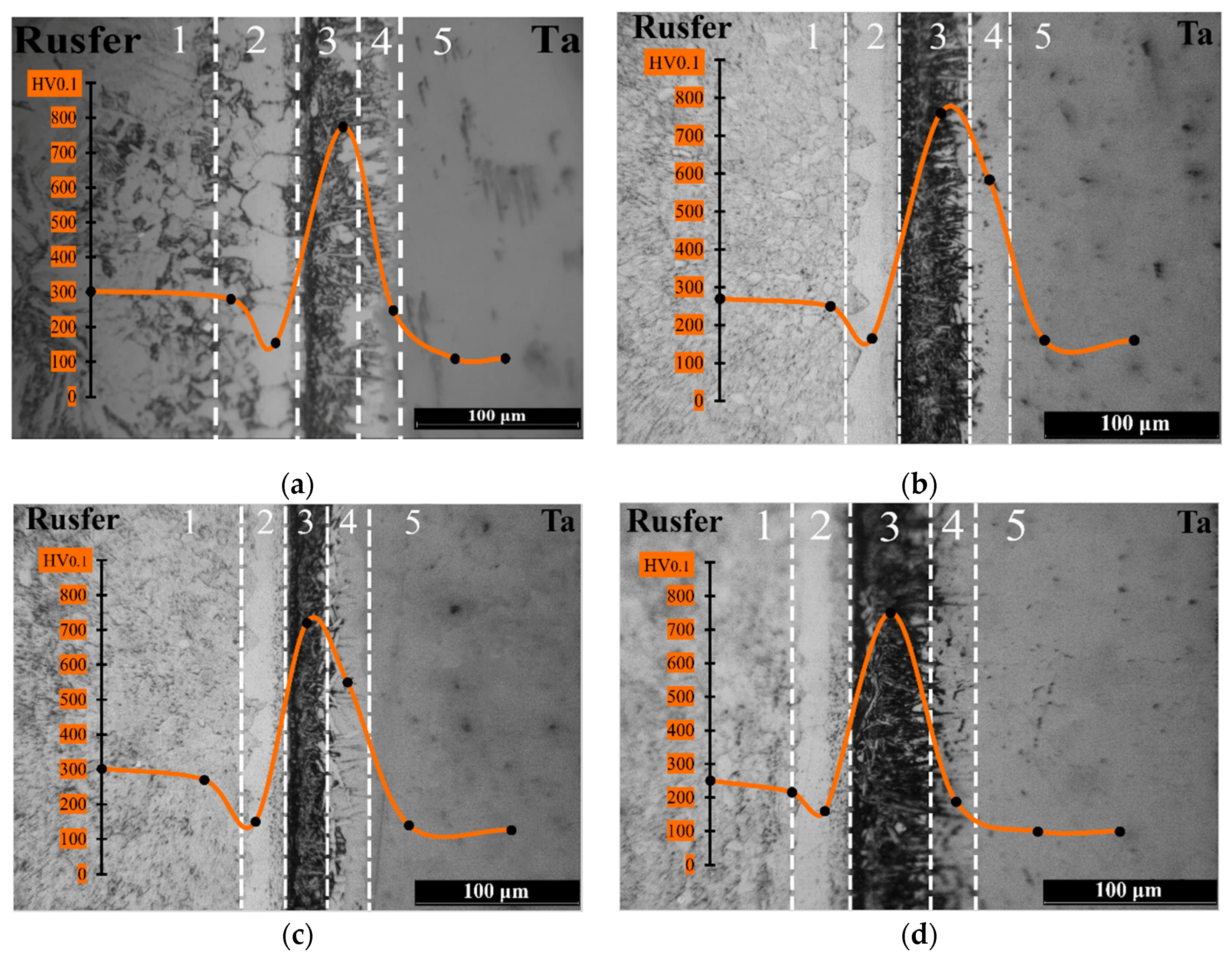
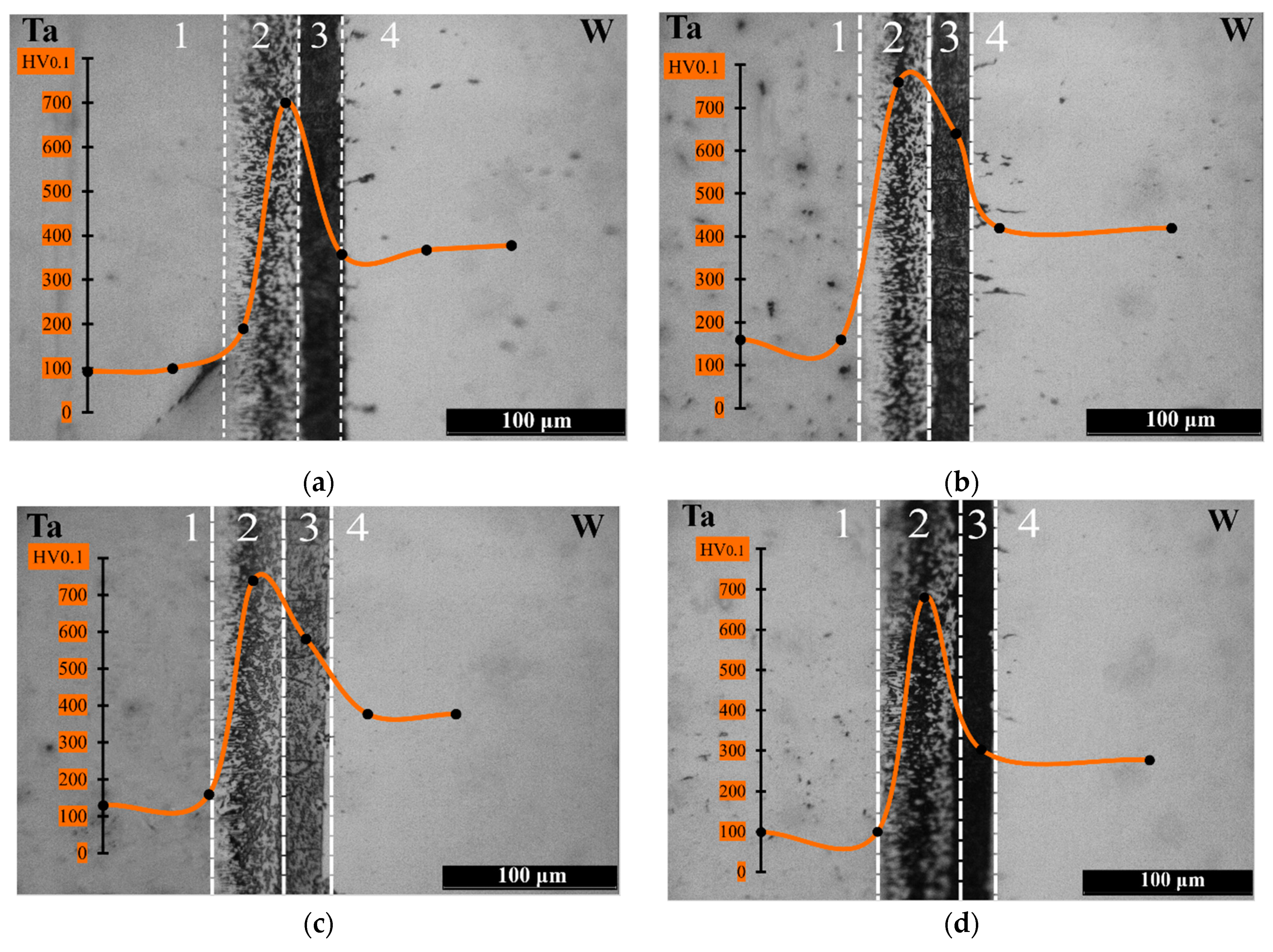
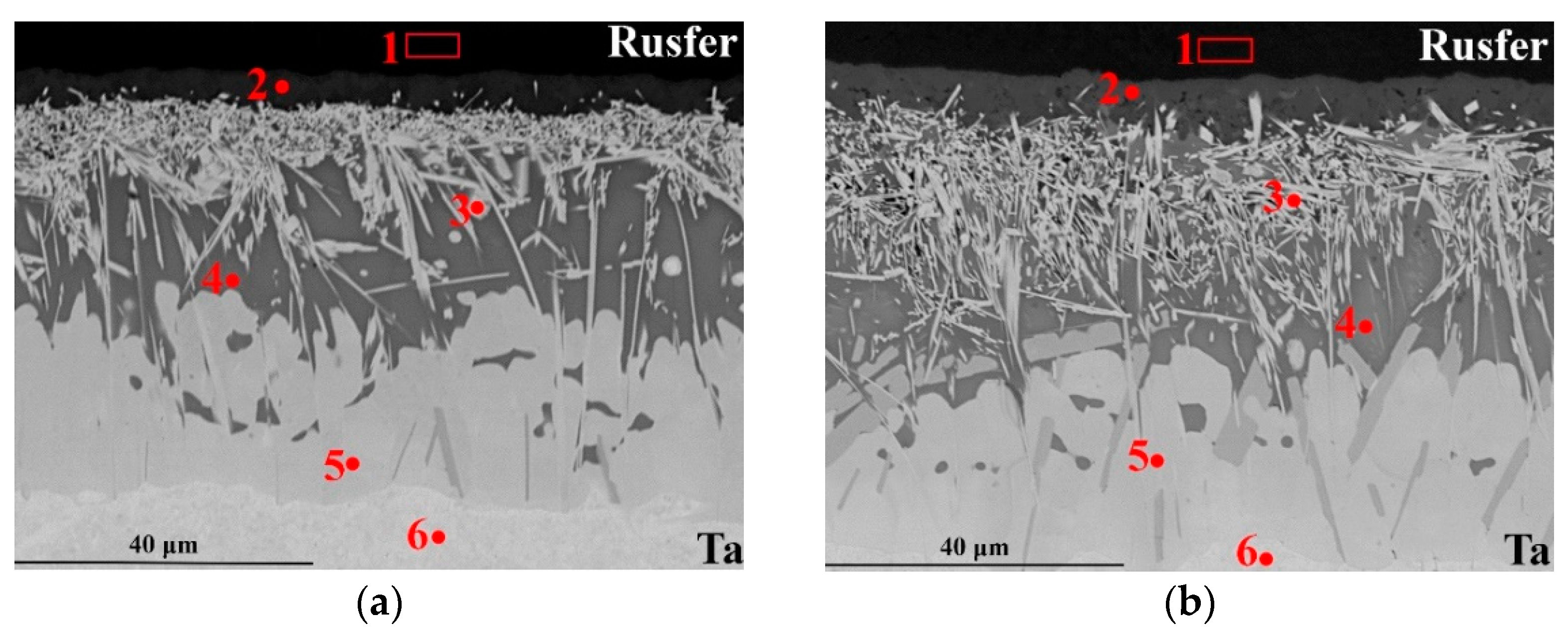
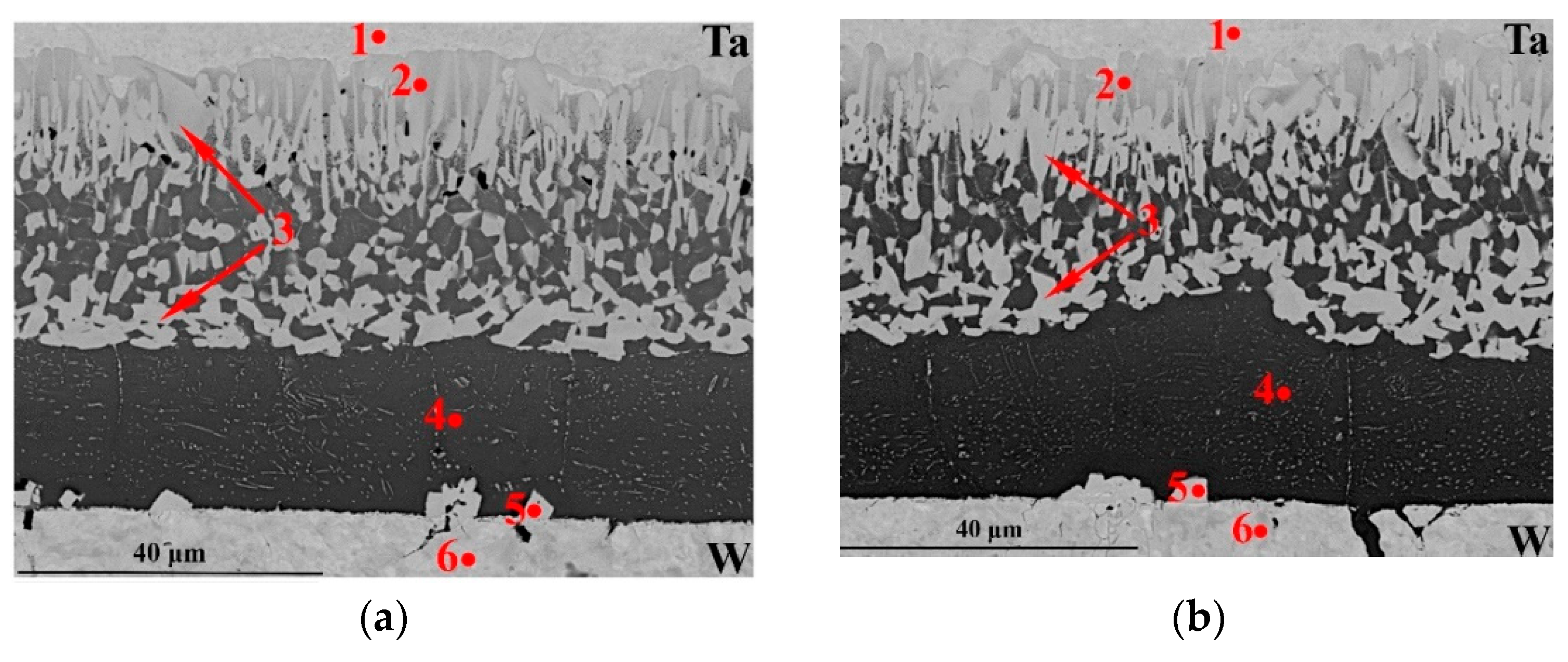
3.1. Microstructural Analysis
3.2. Mechanical Characterization
3.2.1. Shear Strength Tests
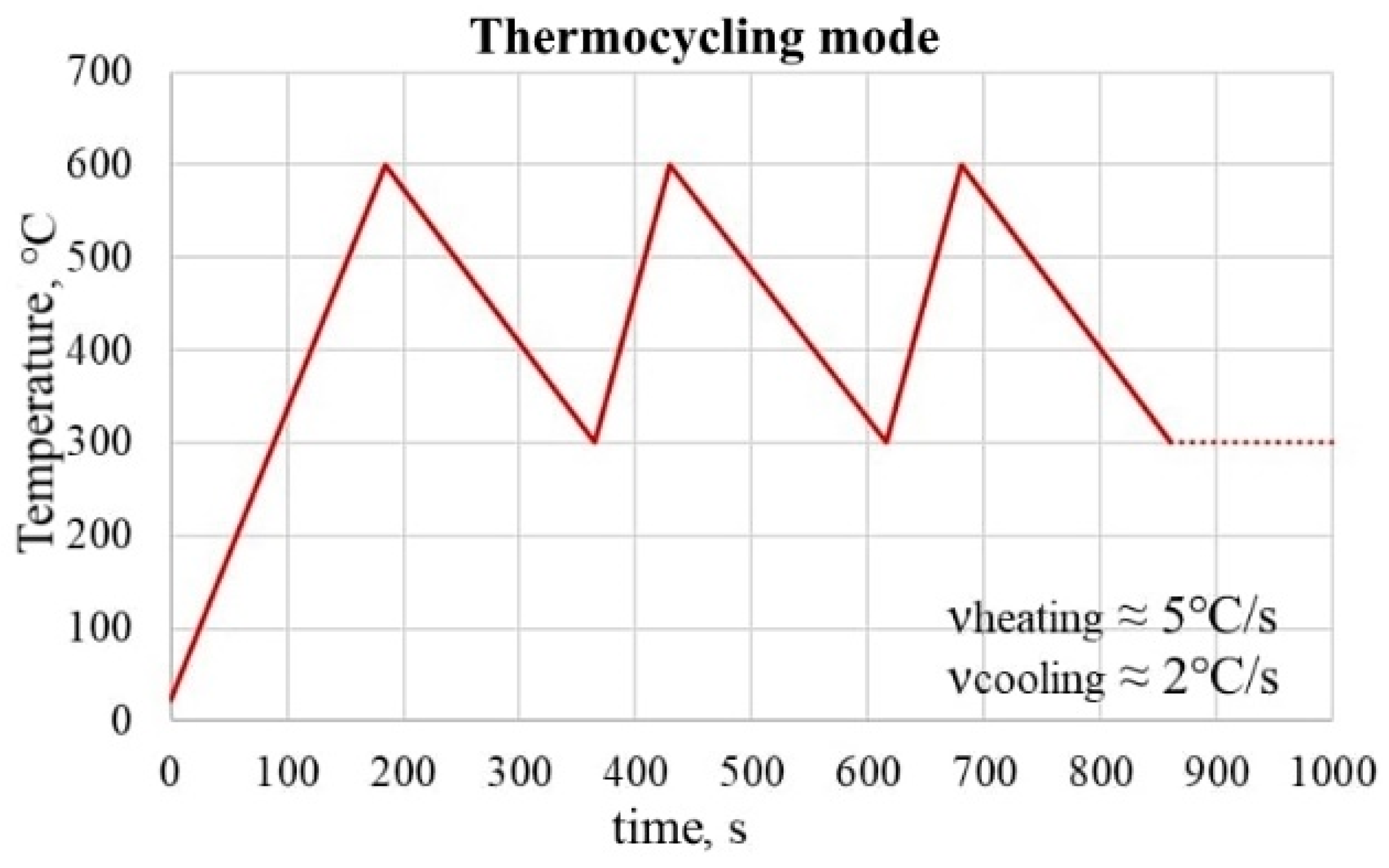
3.2.2. Thermocycling
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Barrett, T.R.; Ellwood, G.; Pérez, G.; Kovari, M.; Fursdon, M.; Domptail, F.; Kirk, S.; Mcintosh, S.C.; Roberts, S.; Zheng, S.; et al. Progress in the Engineering Design and Assessment of the European DEMO First Wall and Divertor Plasma Facing Components. Fusion Eng. Des. 2016, 109111, 917–924. [Google Scholar] [CrossRef] [Green Version]
- Subbotin, M.L.; Kurbatov, D.K.; Filimonova, E.A. Review of the state of research of demonstration thermonuclear reactors in the world. VANT Fusion 2010, 3, 55–74. (In Russian) [Google Scholar]
- Tobita, K.; Hiwatari, R.; Utoh, H.; Miyoshi, Y.; Asakura, N.; Sakamoto, Y.; Someya, Y.; Homma, Y.; Nakamura, M.; Hoshino, K.; et al. Overview of the DEMO Conceptual Design Activity in Japan. Fusion Eng. Des. 2018, 136, 1024–1031. [Google Scholar] [CrossRef]
- Federici, G.; Bachmann, C.; Barucca, L.; Biel, W.; Boccaccini, L.; Brown, R.; Bustreo, C.; Ciattaglia, S.; Cismondi, F.; Coleman, M.; et al. DEMO Design Activity in Europe: Progress and Updates. Fusion Eng. Des. 2018, 136, 729–741. [Google Scholar] [CrossRef]
- Ioltukhovsky, A.G.; Kondrat’ev, V.P.; Leont’eva-Smirnova, M.V.; Votinov, S.N.; Shamardin, V.K.; Povstyanko, A.V.; Bulanova, T.M. Metallurgical Aspects of Possibility of 9–12% Chromium Steel Application as a Structural Material for First Wall and Blanket of Fusion Reactors. J. Nucl. Mater. 1996, 233–237, 299–304. [Google Scholar] [CrossRef]
- Tavassoli, A.A.F.; Alamo, A.; Bedel, L.; Forest, L.; Gentzbittel, J.M.; Rensman, J.W.; Diegele, E.; Lindau, R.; Schirra, M.; Schmitt, R.; et al. Materials Design Data for Reduced Activation Martensitic Steel Type EUROFER. J. Nucl. Mater. 2004, 329–333, 257–262. [Google Scholar] [CrossRef]
- Basuki, W.W.; Aktaa, J. Investigation on the Diffusion Bonding of Tungsten and EUROFER97. J. Nucl. Mater. 2011, 417, 524–527. [Google Scholar] [CrossRef]
- Bachurina, D.; Suchkov, A.; Kalin, B.; Sevriukov, O.; Fedotov, I.; Dzhumaev, P.; Ivannikov, A.; Leont’eva-Smirnova, M.; Mozhanov, E. Joining of Tungsten with Low-Activation Ferritic–Martensitic Steel and Vanadium Alloys for Demo Reactor. Nucl. Mater. Energy 2018, 15, 135–142. [Google Scholar] [CrossRef]
- Joints, M. Di Ff Usion Bonding and Transient Liquid Phase (TLP) Bonding of Type 304 and 316 Austenitic Stainless Steel—A Review of Similar and Dissimilar Material Joints. Metals 2020, 10, 613. [Google Scholar]
- Basuki, W.W.; Aktaa, J. Investigation of Tungsten/EUROFER97 Diffusion Bonding Using Nb Interlayer. Fusion Eng. Des. 2011, 86, 2585–2588. [Google Scholar] [CrossRef]
- Bachurina, D.; Suchkov, A.; Gurova, J.; Savelyev, M.; Dzhumaev, P.; Kozlov, I.; Svetogorov, R.; Leont’eva-Smirnova, M.; Sevryukov, O. Joining Tungsten with Steel for DEMO: Simultaneous Brazing by Cu-Ti Amorphous Foils and Heat Treatment. Fusion Eng. Des. 2020, 162, 112099. [Google Scholar] [CrossRef]
- Chen, H.Y.; Luo, L.M.; Zhang, J.; Zan, X.; Zhu, X.Y.; Luo, G.N.; Wu, Y.C. Investigation on W/Fe Diffusion Bonding Using Ti Foil and Ti Powder Interlayer by SPS. J. Nucl. Mater. 2015, 467, 566–571. [Google Scholar] [CrossRef]
- Liu, W.; Pang, X.; Cai, Q.; Ma, Y.; Zhu, W. Fabrication of W/Steel Joint Using Hot Isostatic Pressing with Ti/Cu/Ti Liquid Forming Interlayer. Fusion Eng. Des. 2018, 135, 59–64. [Google Scholar] [CrossRef]
- Kalin, B.A.; Fedotov, V.T.; Sevrjukov, O.N.; Kalashnikov, A.N.; Suchkov, A.N.; Moeslang, A.; Rohde, M. Development of Brazing Foils to Join Monocrystalline Tungsten Alloys with ODS-EUROFER Steel. J. Nucl. Mater. 2007, 367–370B, 1218–1222. [Google Scholar] [CrossRef]
- De Prado, J.; Sánchez, M.; Stan, G.; Galatanu, A.; Ureña, A. Effect of Cr and V Coatings on W Base Material in W-Eurofer Brazed Joints for Fusion Applications. Fusion Eng. Des. 2020, 159, 111748. [Google Scholar] [CrossRef]
- Zhu, W.; Qiang, J.; Wang, Y.; Sun, J.; Wang, J.; Lian, Y.; Feng, F.; Liu, X. A Ti-Fe-Sn Thin Film Assembly for Joining Tungsten and Reduced Activation Ferritic-Martensitic Steels. Mater. Des. 2017, 125, 55–61. [Google Scholar] [CrossRef]
- Liu, W.; Wang, Z.; Ma, Y.; Cai, Q. Investigation of Tungsten/Steel Brazing Using Ta and Cu Interlayer. Fusion Eng. Des. 2016, 113, 102–108. [Google Scholar] [CrossRef]
- Tan, C.; Wang, C.; Wang, S.; Wang, G.; Ji, L.; Tong, Y.; Duan, X.M. Investigation on 316L/316L-50W/W Plate Functionally Graded Materials Fabricated by Spark Plasma Sintering. Fusion Eng. Des. 2017, 125, 171–177. [Google Scholar] [CrossRef]
- Cai, Q.; Liu, W.; Ma, Y.; Liu, H. Microstructure, Residual Stresses and Mechanical Properties of Diffusion Bonded Tungsten-Steel Joint Using a V/Cu Composite Barrier Interlayer. Int. J. Refract. Met. Hard Mater. 2015, 48, 312–317. [Google Scholar] [CrossRef]
- Litunovsky, N.; Alekseenko, E.; Makhankov, A.; Mazul, I. Development of the Armoring Technique for ITER Divertor Dome. Fusion Eng. Des. 2011, 86, 1749–1752. [Google Scholar] [CrossRef]
- Bachurina, D.; Vorkel, V.; Suchkov, A.; Gurova, J.; Ivannikov, A.; Penyaz, M.; Fedotov, I.; Sevryukov, O.; Kalin, B. Overview of the Mechanical Properties of Tungsten/Steel Brazed Joints for the Demo Fusion Reactor. Metals 2021, 11, 209. [Google Scholar] [CrossRef]
- Ma, Y.Z.; Cai, Q.S.; Liu, W.S.; Liu, S.H. Microstructure and Mechanical Properties of Brazed Tungsten/Steel Joint for Divertor Applications. Mater. Sci. Forum 2014, 789, 384–390. [Google Scholar] [CrossRef]
- Cai, Q.; Liu, W.; Ma, Y.; Wang, Z. Diffusion Brazing of Tungsten and Steel Using Ti-Ni Liquid Phase Forming Interlayer. Fusion Eng. Des. 2015, 91, 67–72. [Google Scholar] [CrossRef]
- de Prado, J.; Sánchez, M.; Ureña, A. Evaluation of Mechanically Alloyed Cu-Based Powders as Filler Alloy for Brazing Tungsten to a Reduced Activation Ferritic-Martensitic Steel. J. Nucl. Mater. 2017, 490, 188–196. [Google Scholar] [CrossRef]
- Bachurina, D.; Suchkov, A.; Gurova, Y.; Sevryukov, O. Investigation of a Brazed Joint EK-181 / V / W Obtained by Cu-Sn and Cu-Ti Amorphous Foils. IOP Conf. Ser. Mater. Sci. Eng. 2020, 1005, 7. [Google Scholar] [CrossRef]
- Zhang, Y.; Galloway, A.; Wood, J.; Robbie, M.B.O.; Easton, D.; Zhu, W. Interfacial Metallurgy Study of Brazed Joints between Tungsten and Fusion Related Materials for Divertor Design. J. Nucl. Mater. 2014, 454, 207–216. [Google Scholar] [CrossRef] [Green Version]
- Bachurina, D.; Tan, X.-Y.; Klein, F.; Suchkov, A.; Litnovsky, A.; Schmitz, J.; Gonzalez-Julian, J.; Bram, M.; Coenen, J.W.; Wu, Y.-C.; et al. Self-Passivating Smart Tungsten Alloys for DEMO: A Progress in Joining and Upscale for a First Wall Mockup. Tungsten 2021, 3, 101–115. [Google Scholar] [CrossRef]
- Heuer, S.; Coenen, J.W.; Pintsuk, G.; Matějíček, J.; Vilémová, M.; Linsmeier, C. Overview of Challenges and Developments in Joining Tungsten and Steel for Future Fusion Reactors. Phys. Scr. 2020, T171, 014028. [Google Scholar] [CrossRef]
- Van der Schaaf, B.; Tavassoli, F.; Fazio, C.; Rigal, E.; Diegele, E.; Lindau, R.; LeMarois, G. The Development of EUROFER Reduced Activation Steel. Fusion Eng. Des. 2003, 69, 197–203. [Google Scholar] [CrossRef]
- Chernov, V.M.; Leont, M.V.; Mozhanov, E.M.; Nikolaeva, N.S.; Tyumentsev, A.N.; Polekhina, N.A.; Yu Litovchenko, I.; Astafurova, E.G. Thermal Stability of the Microstructure of 12% Chromium Ferritic–Martensitic Steels after Long-Term Aging at High Temperatures. Tech. Phys. 2016, 61, 209–214. [Google Scholar] [CrossRef]
- Chernov, V.M.; Leont’eva-Smirnova, M.V.; Potapenko, M.M.; Polekhina, N.A.; Litovchenko, I.Y.; Tyumentsev, A.N.; Astafurova, E.G.; Khromova, L.P. Structure–Phase Transformations and Physical Properties of Ferritic–Martensitic 12% Chromium Steels EK-181 and ChS-139. Tech. Phys. 2016, 61, 97–102. [Google Scholar] [CrossRef]
- Ivannikov, A.A.; Sevryukov, O.N.; Vertkov, A.V.; Penyaz, M.A.; Misnikov, V.E.; Kochnov, Y.O.; Morokhov, P.V.; Lyublinskiy, I.E. High-Temperature Brazing of Molybdenum to 12Cr18Ni10Ti Steel with the CTEMET 1301 Rapidly Quenched Nickel Brazing Alloy. Weld. Int. 2017, 31, 767–772. [Google Scholar] [CrossRef]
- Kalin, B.A.; Suchkov, A.N.; Fedotov, V.T.; Sevryukov, O.N.; Ivanniko, A.A.; Gervash, A.A. Brazing of Be with CuCrZr-Bronze Using Copper-Based Filler Metal STEMET. Nucl. Mater. Energy 2016, 9, 388–393. [Google Scholar] [CrossRef] [Green Version]
- Logvenchev, I.S.; Ivannikov, A.A.; Volkov, A.A.; Arofikin, N.V.; Sevryukov, O.N.; Fedotov, V.T.; Suchkov, A.N.; Fedotov, I.V.; Skrytnyi, V.I. The Brazing of Nickel Alloys for Nuclear Reactor with the Using of the Rapidly-Quenched Filler Metals. Inorg. Mater. Appl. Res. 2014, 5, 263–267. [Google Scholar] [CrossRef]
- Fedotov, V.T.; Suchkov, A.N.; Kalin, B.A.; Sevryukov, O.N.; Ivannikov, A.A. Stemet Solders for Brazing of Modern Technology Materials. Tsvetnye Met. 2014, 1, 32–37. [Google Scholar]
- Otto, J.L.; Penyaz, M.; Schmiedt-Kalenborn, A.; Knyazeva, M.; Ivannikov, A.; Kalin, B.; Walther, F. Effect of Phase Formation Due to Holding Time of Vacuum Brazed AISI 304L/NiCrSiB Joints on Corrosion Fatigue Properties. J. Mater. Res. Technol. 2020, 9, 10550–10558. [Google Scholar] [CrossRef]
- Tanner, L.E.; Ray, R.; Cline, C.F. Amorphous Metal Alloys in the Beryllium-Titanium-Zirconium System. U.S. Patent 4,050,931, 27 September 1977. [Google Scholar]
- Fedotov, I.V.; Suchkov, A.N.; Fedotov, V.T.; Sevryukov, O.N.; Kalin, B.A.; Ivannikov, A.A. Brazing of Hexagonal Boron-Nitride Ceramics with VT1-0 Titanium Alloy Using a Rapidly Quenched Titanium-Based Brazing Alloy. Weld. Int. 2015, 29, 222–226. [Google Scholar] [CrossRef]
- Leontyeva-Smirnova, M.V.; Agafonov, A.N.; Ermolaev, G.N.; Ioltukhovsky, A.G.; Mozhanov, E.M.; Reviznikov, L.I.; Tsvelev, V.V.; Chernov, V.M.; Bulanova, T.M.; Golovanov, V.N.; et al. Microstructure and Mechanical Properties of Low Activated Ferritic-Martensitic Steel EK-181 (RUSFER-EK-181). Promis. Mater. 2006, 6, 40–52. (In Russian) [Google Scholar]
- Bachurina, D.; Suchkov, A.; Filimonov, A.; Fedotov, I.; Savelyev, M.; Sevryukov, O.; Kalin, B. High-Temperature Brazing of Tungsten with Steel by Cu-Based Ribbon Brazing Alloys for DEMO. Fusion Eng. Des. 2019, 146, 1343–1346. [Google Scholar] [CrossRef]
- Penyaz, M.A.; Ivannikov, A.A.; Kalin, B.A.; Dzhumaev, P.S. Thermal Fatigue Damage of Steel Joints Brazed with Various Nickel Filler Metals. Non-Ferrous Met. 2019, 46, 33–39. [Google Scholar] [CrossRef]
- Fedotov, I.; Suchkov, A.; Sliva, A.; Dzhumaev, P.; Kozlov, I.; Svetogorov, R.; Bachurina, D.; Sevryukov, O.; Corrosion, C. Study of the Microstructure and Thermomechanical Properties of Mo/Graphite Joint Brazed with Ti–Zr–Nb–Be Powder Filler Metal. J. Mater. Sci. 2021, 56, 11557–11568. [Google Scholar] [CrossRef]
- Harrington, C. Dynamic Modelling of Balance of Plant Systems for a Pulsed DEMO Power Plant. Fusion Eng. Des. 2015, 98–99, 2147–2151. [Google Scholar] [CrossRef]
- Heuer, S.; Weber, T.; Pintsuk, G.; Coenen, J.W.; Matejicek, J.; Linsmeier, C. Aiming at Understanding Thermo-Mechanical Loads in the First Wall of DEMO: Stress–Strain Evolution in a Eurofer-Tungsten Test Component Featuring a Functionally Graded Interlayer. Fusion Eng. Des. 2018, 135, 141–153. [Google Scholar] [CrossRef]
- Basuki, W.W.; Aktaa, J. Process Optimization for Diffusion Bonding of Tungsten with EUROFER97 Using a Vanadium Interlayer. J. Nucl. Mater. 2015, 459, 217–224. [Google Scholar] [CrossRef]
- de Prado, J.; Sánchez, M.; Ureña, A. Development of Brazing Process for W–EUROFER Joints Using Cu-Based Fillers. Phys. Scr. 2016, T167, 014022. [Google Scholar] [CrossRef]
- Ta-Ti Binary Phase Diagram 0–100 at.% Ti: Datasheet from “PAULING FILE Multinaries Edition–2012” in SpringerMaterials. Available online: https://0-materials-springer-com.brum.beds.ac.uk/isp/phase-diagram/docs/c_0103643 (accessed on 7 September 2021).
- Tyumentsev, A.N.; Chernov, V.M.; Astafurova, E.G.; Shevyako, N.A.; Litovchenko, I.Y. Features of the Microstructure of Ferrite-Martensitic (12% Cr) Steel EK-181 After Heat Treatment According to Different Modes. J. Tech. Phys. 2012, 8/1, 53–58. (In Russian) [Google Scholar]
- Ta-Zr Binary Phase Diagram 0–100 at.% Zr: Datasheet from “PAULING FILE Multinaries Edition–2012” in SpringerMaterials. Available online: https://0-materials-springer-com.brum.beds.ac.uk/isp/phase-diagram/docs/c_0103663 (accessed on 7 September 2021).

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rusfer/TiZr4Be/Ta | Ta/TiZr4Be/W | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| TC | No. | Si | Ti | Cr | Fe | Zr | Ta | V + Mn + W | TC | No. | Ti | Zr | Ta | W |
| 0 | 1 | 1 | 2 | 13 | 83 | – | – | 1 | 0 | 1 | – | – | 100 | – |
| 200 | 1 | 1 | 13 | 83 | – | – | 1 | 200 | – | – | 100 | – | ||
| 0 | 2 | – | 11 | – | 3 | 84 | 2 | – | 0 | 2 | 24 | – | 76 | – |
| 200 | 4 | 7 | – | 3 | 83 | 3 | – | 200 | 5 | – | 95 | – | ||
| 0 | 3 | – | 12 | – | 5 | – | 83 | – | 0 | 3 | 18 | 6 | 76 | – |
| 200 | – | 12 | 1 | 4 | 12 | 71 | – | 200 | 10 | 8 | 82 | – | ||
| 0 | 4 | – | 33 | 4 | 25 | 16 | 21 | – | 0 | 4 | 50 | 33 | 15 | 2 |
| 200 | – | 23 | 2 | 25 | 14 | 36 | – | 200 | 50 | 30 | 14 | 3 | ||
| 0 | 5 | – | 26 | 1 | 3 | – | 70 | – | 0 | 5 | 6 | – | 68 | 25 |
| 200 | – | 15 | 1 | 2 | – | 82 | – | 200 | 3 | – | 97 | – | ||
| 0 | 6 | – | – | – | – | – | 100 | – | 0 | 6 | – | – | – | 100 |
| 200 | – | 3 | – | – | – | 97 | – | 200 | – | – | – | 100 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bachurina, D.; Suchkov, A.; Gurova, J.; Kliucharev, V.; Vorkel, V.; Savelyev, M.; Somov, P.; Sevryukov, O. Brazing Tungsten/Tantalum/RAFM Steel Joint for DEMO by Fully Reduced Activation Brazing Alloy 48Ti-48Zr-4Be. Metals 2021, 11, 1417. https://0-doi-org.brum.beds.ac.uk/10.3390/met11091417
Bachurina D, Suchkov A, Gurova J, Kliucharev V, Vorkel V, Savelyev M, Somov P, Sevryukov O. Brazing Tungsten/Tantalum/RAFM Steel Joint for DEMO by Fully Reduced Activation Brazing Alloy 48Ti-48Zr-4Be. Metals. 2021; 11(9):1417. https://0-doi-org.brum.beds.ac.uk/10.3390/met11091417
Chicago/Turabian StyleBachurina, Diana, Alexey Suchkov, Julia Gurova, Vladislav Kliucharev, Vladimir Vorkel, Maxim Savelyev, Pavel Somov, and Oleg Sevryukov. 2021. "Brazing Tungsten/Tantalum/RAFM Steel Joint for DEMO by Fully Reduced Activation Brazing Alloy 48Ti-48Zr-4Be" Metals 11, no. 9: 1417. https://0-doi-org.brum.beds.ac.uk/10.3390/met11091417