
Database Clustering after Automatic Feature Analysis of Nonmetallic Inclusions in Steel


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
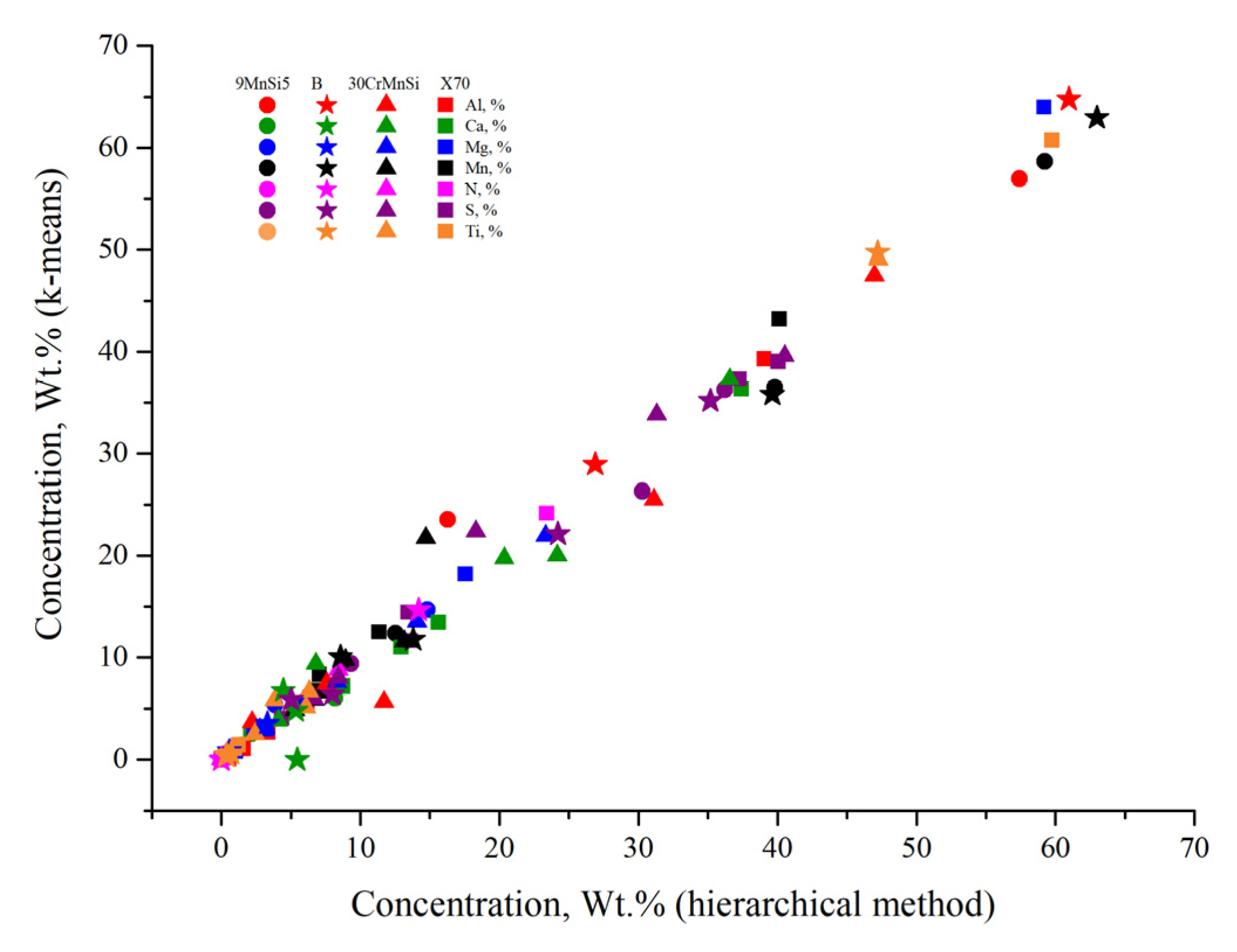
3.1. Comparison of Clustering Methods
- (1)
- Absolutely all data cannot be used to select the groups (clusters). It is necessary to highlight only those signs that will help to effectively divide the objects into groups;
- (2)
- Different methods can show different results for the same data;
- (3)
- Cluster analysis can create artificial structures inside the database and highlight non-existent groups.
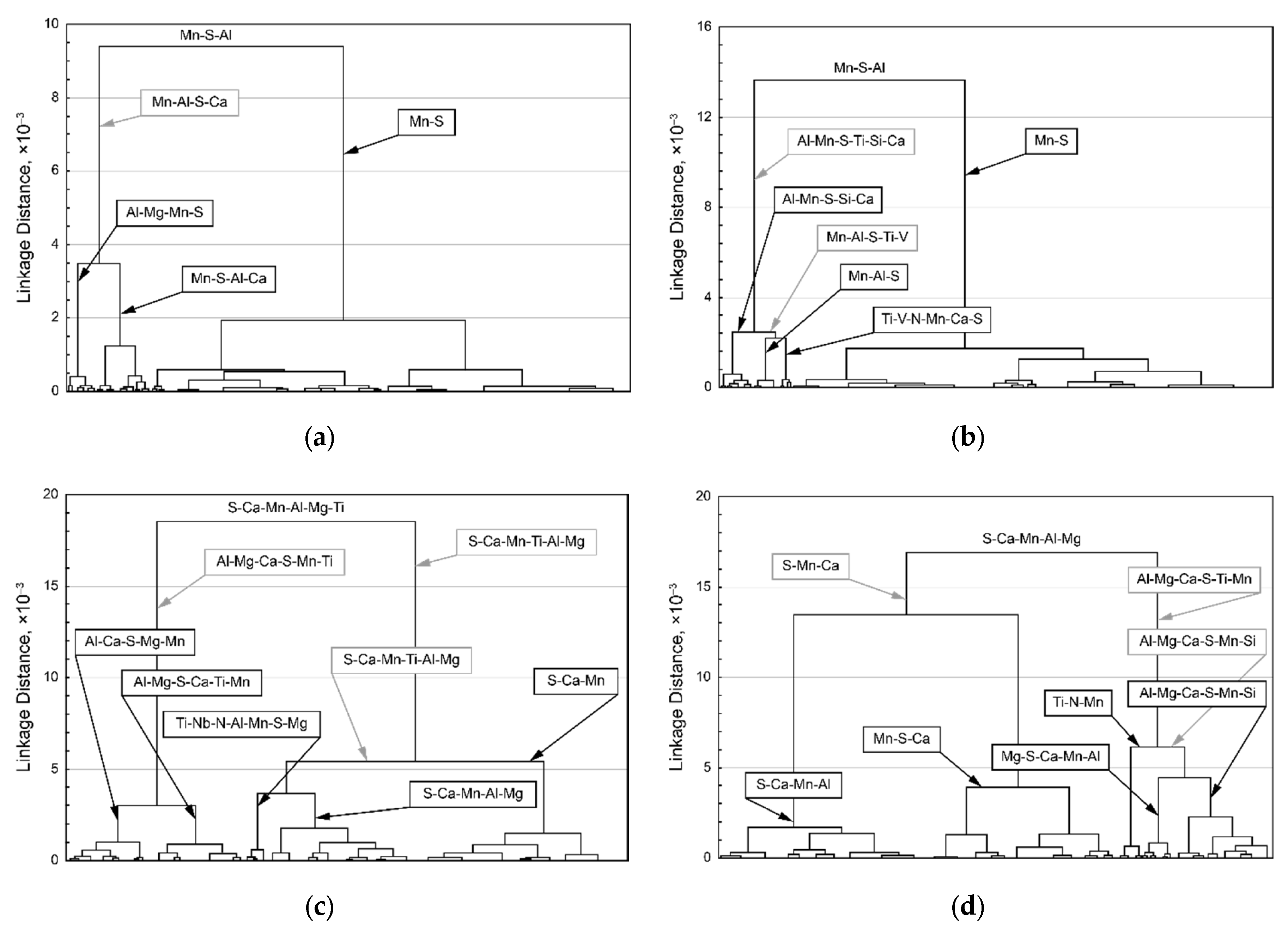
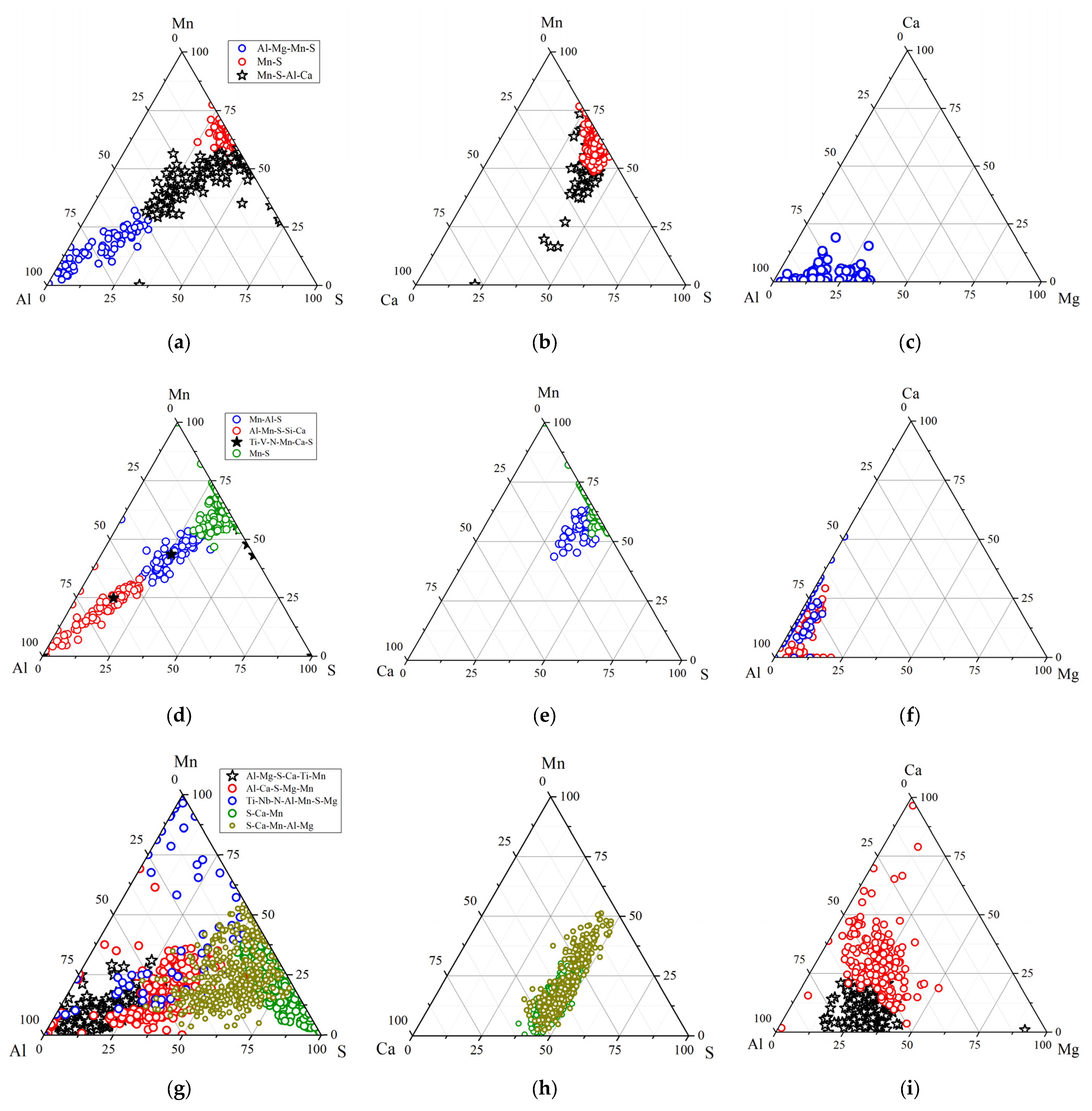
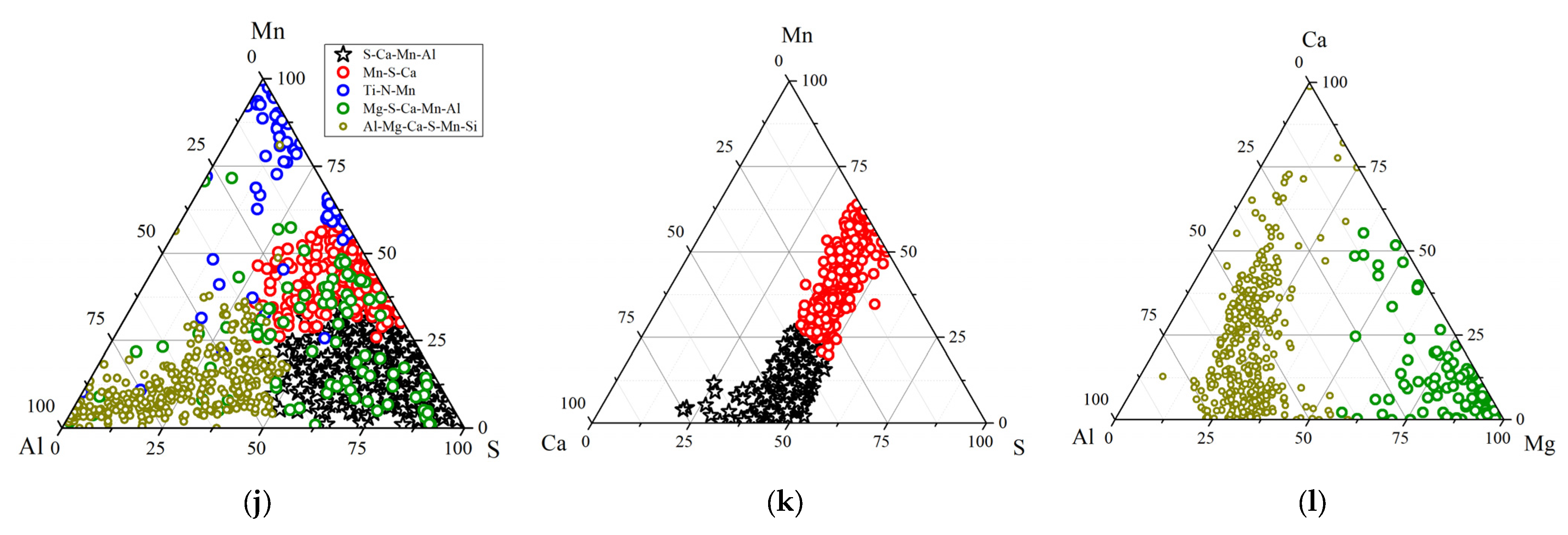
3.2. Study of NMIs Clusters in Different Steels
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cluster | Element, wt.% | NMIs Number | Average Area | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Al | Ca | Mg | Mn | N | Nb | S | Si | Ti + V | μm2 | ||
| hierarchical clustering | |||||||||||
| Al-Mn-Si-S-Ca | 61 | 5.4 | 3.3 | 14 | 8 | 8 | 89 | 7.9 | |||
| Mn-Al-S | 27 | 5 | 1 | 40 | 24 | 77 | 4.9 | ||||
| Mn-S | 63 | 35 | 1346 | 2.8 | |||||||
| Ti-V-N-Mn-Ca-S | 5 | 8.6 | 14 | 5 | 47 + 18 | 32 | 5.7 | ||||
| k-means | |||||||||||
| Al-Mn-Si-S-Ca | 65 | 5 | 3.5 | 12 | 6.5 | 8 | 74 | 7.8 | |||
| Mn-Al-S-Ca-Si | 29 | 7 | 1 | 36 | 22 | 5 | 0.5 | 92 | 5.0 | ||
| Mn-S | 63 | 35 | 1 | 0.4 | 1347 | 2.8 | |||||
| Ti-V-N-Mn-S | 10 | 15 | 6 | 50 + 19 | 31 | 5.7 | |||||
| Cluster | Element, wt.% | NMIs Number | Average Area | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Al | Ca | Mg | Mn | N | Nb | S | Si | Ti | μm2 | ||
| hierarchical clustering | |||||||||||
| Al-Mg-S-Ca-Ti-Mn | 47 | 7 | 2 | 5 | 0.0 | 1.3 | 8 | 2 | 6.1 | 283 | 4.9 |
| Al-Ca-S-Mg-Mn | 31 | 20 | 14 | 9 | 0.0 | 0.8 | 18 | 3 | 3.8 | 223 | 8.1 |
| S-Ca-Mn-Al-Mg | 12 | 24 | 8 | 15 | 0.0 | 1.9 | 31 | 1 | 6.3 | 423 | 5.1 |
| Ti-Nb-N-Al-Mn-S-Mg | 8 | 4 | 6 | 7 | 8.4 | 11.4 | 7 | 2 | 47.2 | 66 | 8.0 |
| S-Ca-Mn | 2 | 37 | 3 | 13 | 0.0 | 1 | 41 | 1 | 2.4 | 612 | 5.1 |
| k-means | |||||||||||
| Al-Mg-Ca-S-Ti | 48 | 9 | 22 | 5 | 0.0 | 1.0 | 8 | 2 | 5.2 | 309 | 12.2 |
| Al-S-Ca-Mg-Mn-Ti | 26 | 20 | 14 | 10 | 0.0 | 1.4 | 22 | 2 | 5.8 | 314 | 5.9 |
| S-Mn-Ca-Ti-Al | 6 | 20 | 8 | 22 | 0.0 | 2.3 | 34 | 2 | 6.7 | 255 | 4.1 |
| Ti-Nb-N-Al-S-Mn-Mg | 6 | 4 | 6 | 6 | 8.8 | 11.4 | 6 | 2 | 49 | 62 | 8.5 |
| S-Ca-Mn | 4 | 37 | 3 | 12 | 0.0 | 0.9 | 40 | 2 | 2.5 | 667 | 5.6 |
| Cluster | Element, wt.% | NMIs Number | Average Area μm2 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Al | Ca | Mg | Mn | N | Nb | S | Si | Ti | |||
| hierarchical clustering | |||||||||||
| Al-Mg-Ca-S-Mn-Si | 39 | 16 | 18 | 7 | 0.0 | 0.2 | 13 | 5 | 1.3 | 334 | 5.6 |
| Mg-S-Ca-Mn-Al | 6 | 9 | 59 | 8 | 0.0 | 0.2 | 14 | 3 | 1 | 91 | 13.9 |
| S-Ca-Mn-Al | 5 | 37 | 2 | 11 | 0.0 | 0.5 | 40 | 3 | 0.3 | 615 | 4.5 |
| Mn-S-Ca | 3 | 13 | 3 | 40 | 0.0 | 0.3 | 37 | 2 | 1 | 589 | 5.3 |
| Ti-N-Mn | 2 | 1 | 1 | 7 | 23.4 | 0.3 | 4 | 1 | 60 | 67 | 8.2 |
| k-means | |||||||||||
| Al-Mg-S- Ca-Mn | 39 | 13 | 18 | 8 | 0.0 | 0.2 | 14 | 5 | 1.4 | 337 | 4.8 |
| Mg-S-Ca-Mn-Al | 6 | 7 | 64 | 7 | 0.0 | 0.2 | 12 | 4 | 1 | 78 | 14.7 |
| S-Ca-Mn-Al | 5 | 36 | 3 | 13 | 0.0 | 0.5 | 39 | 3 | 0.3 | 721 | 4.9 |
| Mn-S-Ca | 3 | 11 | 4 | 43 | 0.0 | 0.3 | 37 | 1 | 1 | 495 | 5.4 |
| Ti-N-Mn | 1 | 1 | 7 | 24.1 | 0.3 | 4 | 1 | 61 | 65 | 8.3 | |
References
- Vinograd, M.I.; Gromova, G.P. Inclusions in Alloyed steels and Alloys; Metallurgiya: Moscow, Russia, 1972; p. 215. [Google Scholar]
- Kovačič, M.; Senčič, S. Critical inclusion size in spring steel and genetic programming RMZ. Mater. Geoenviron. 2010, 57, 17–23. [Google Scholar]
- Keskinkilic, E. Sulfide-type inclusion morphologies of a Ca-treated hot-rolled wheel steel. J. S. Afr. Inst. Min. Metall. 2011, 111, 417–422. [Google Scholar]
- Kazakov, A.; Kovalev, P.; Myasnikov, A.; Drobinin, A.; Zinchenko, S. Non-metallic inclusions and the nature of defects in cold-rolled sheet, Part 1. Defect of “Plena (Sliver)”. Ferr. Met. Vol. 2006, 2, 32–37. [Google Scholar]
- Hisser, H.; Tieknik, W.K. Solid inclusions in calcium treated aluminium-killed steel. Clean Steel 2007, 7, 45–51. [Google Scholar]
- ASTM E 1245-03. Standard Practice for Determining the Inclusion or Second-Phase Constituent Content of Metals by Automatic Image Analysis; ASTM: West Conshohocken, PA, USA, 2003; 8p. [Google Scholar]
- ASTM E 45-13. Standard Test Methods for Determining the Inclusion Content of Steel; ASTM: West Conshohocken, PA, USA, 2013; 19p. [Google Scholar]
- Kazakov, A.A.; Kovalev, P.V.; Ryaboshuk, S.V.; Mileikovsky, A.B.; Malakhov, N.V. Investigation of the thermal-temporary nature of non-metallic inclusions in order to improve the metallurgical quality of high-strength pipe steels. Ferr. Met. 2009, 12, 5–11. [Google Scholar]
- Tabakov, Y.I.; Grigorovich, K.V.; Rumyantsev, B.A. Application of the method of high-temperature extraction in a carrier gas for the quantitative determination of TiN in rail steel. Metally (Russ. J.) 2016, 6, 28–35. [Google Scholar]
- Janis, D.; Inoue, R.; Karasev, A.; Jönsson, P. Application of Different Extraction Methods for Investigation of Nonmetallic Inclusions and Clusters in Steels and Alloys. Adv. Mater. Sci. Eng. 2014, 2014, 210486. [Google Scholar] [CrossRef] [Green Version]
- Singh, V.; Lekakh, S.; Peaslee, K. Using Automated Inclusion Analysis for Casting Process improvements. In Proceedings of the Steel Founders’ Society of America 62, Annual Technical and Operating Conference, Chicago, IL, USA, 1 December 2008; pp. 1–7. [Google Scholar]
- Pretorious, E.B.; Oltmann, H.G.; Cash, T. The effective modification of magnesium spinel inclusions by Ca treatment in LCAK steel. Iron Steel Technol. 2010, 7, 31–44. [Google Scholar]
- Ren, Y.; Wang, Y.; Li, S.; Zhang, L.; Zuo, X.; Lekakh, S.N.; Peaslee, K. Detection of Non-metallic Inclusions in Steel Continuous Casting Billets. Metall. Mater. Trans. B 2014, 45B, 1291–1303. [Google Scholar] [CrossRef]
- Kazakov, A.A.; Zhitenev, A.; Ryaboshuk, S. Interpretation and Classification of Nonmetallic Inclusions. Mater. Perform. Charact. 2016, 5, 535–543. [Google Scholar]
- Kazakov, A.A.; Zhitenev, A.I. Assessment and interpretation of nonmetallic inclusions in steel. CIS Iron Steel Rev. 2018, 16, 33–38. [Google Scholar] [CrossRef]
- Yang, S.; Li, J.; Zhang, L.; Peaslee, K.; Wang, Z. Evolution of Mgo·Al2O3 Based Inclusions in Alloy Steel During the Refining Process. Metall. Min. Ind. 2010, 2, 87–92. [Google Scholar]
- Zhu, S. Low Cost Production of High Quality Clean Steel by the Implementation of Automated Inclusion Analysis Technology; FEI Company: Hillsboro, OR, USA, 2014. [Google Scholar]
- Verma, N.; Pistorius, P.C.; Fruehan, R.J.; Potter, M.; Lind, M.; Story, S. Transient Inclusion Evolution During Modification of Alumina Inclusions by Calcium in Liquid Steel: Part II. Results and Discussion. Metall. Mater. Trans. B 2011, 42, 711–719. [Google Scholar] [CrossRef]
- Schamber, F.H.; Van Beek, C.G. Understanding Particulate Contaminants via Automated Electron Beam Analysis; Aspex Corporation: Delmont, PA, USA, 2003. [Google Scholar]
- Lamb, D. Classification and Clustering; Mir: Moscow, Russia, 1980; 390p. [Google Scholar]
- Borovkov, A.A. Summary of Reports Presented at Sessions of the Seminar on Probability Theory and Mathematical Statistics at the Institute of Mathematics of the Siberian Section of the USSR Academy of Sciences, September–December 1984. Theor. Probab. Appl. 1987, 31, 160–165. [Google Scholar]
- Grigorovich, K.V.; Shibaeva, T.V.; Arsenkin, A.M. Effect of a pipesteel killing technology on the composition and number of nonmetallic inclusions. Russ. Metall. (Metally) 2011, 9, 929–933. [Google Scholar]
- Jain, A.K.; Murty, M.N.; Flynn, P.J. Data Clustering: A Review. ACM Comput. Surv. 1999, 31, 264–323. [Google Scholar] [CrossRef]
- Ward, J.H. Hierarchical grouping to optimize an objective function. J. Am. Stat. Assoc. 1963, 58, 236–244. [Google Scholar] [CrossRef]
- Zhambyu, M. Hierarchical Cluster Analysis and Correspondence; Finance and Statistics: Moscow, Russia, 1988; 345p. [Google Scholar]
- Khoroshilov, A.D.; Grigorovich, K.V. Thermodynamic features of the modification of non-metallic inclusions with calcium in low-carbon steels deoxidized with aluminum. Proceedings of higher educational institutions. Ferr. Metall. 2019, 62, 860–869. [Google Scholar]
- Knyupel, G. Deacidification and Vacuum Treatment of Steel. Per. with Him; Metallurgy: Moscow, Russia, 1984; 414p. [Google Scholar]
- Mchedlishvilli, V.A. Thermodynamics and Kinetics of Steel Deoxidation; Metallurgy: Moscow, Russia, 1978; 287p. [Google Scholar]
- Yavoiskii, V.I.; Rubenchik, Y.I.; Okenko, A.P. Nonmetallic inclusions and properties of steel. Mosc. Metall. 1980, 173, 169–172. [Google Scholar]
- Inoue, K.; Ishikawa, N.; Ohnuma, I.; Ohtani, H.; Ishida, K. Calculation of Phase Equilibria between Austenite and (Nb,Ti,V)(C,N) in Microalloyed Steels. ISIJ Int. 2001, 41, 175–182. [Google Scholar] [CrossRef] [Green Version]
- Kazakov, A.A.; Kovalev, P.V.; Ryaboshuk, S.V.; Zhironkin, M.V.; Krasnov, A.V. Management of the formation of non-metallic inclusions in the production of converter steel. Ferr. Met. 2014, C, 91–96. [Google Scholar]
- Imagumbai, M. Behaviors of Manganese-Sulfide in Aluminum-killed Steel Solidified Uni-directionally in Steady State Dendrite Structure and Inclusions. ISIJ Int. 1994, 34, 896–905. [Google Scholar] [CrossRef] [Green Version]
- Abraham, S.; Klein, R.; Bodnar, R.; Dremailova, O. Formation of Coarse Particles in Steel as Related to Ferroalloy Dissolution Thermodynamics Part II: Crystallographic Study of Ferroalloys and Coarse Particles. Mater. Sci. Technol.-Assoc. Iron Steel Technol. 2006, 2, 109. [Google Scholar]
- Buzek, Z. Zakladni termodynamicke udaje o metalurgických reakciah. Z. Buzek 1979, 20, 5–111. [Google Scholar]
- Guozhu, Y.E.; Jonnsson, P.; Lund, T. Thermodynamics and Kinetics of the Modification of Al2O3. ISIJ Int. 1996, 36, S105–S108. [Google Scholar]




| No. | Steel | Element. wt.% | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | S | Cr | Al | Ti | Nb | V | Ca | ||
| wt.% | ppm | ||||||||||
| 1 | 9MnSi5 | 0.07 | 0.5 | 1.3 | 0.010 | 0.1 | 0.019 | - | 0.01 | - | 16 |
| 2 | B | 0.7 | 0.4 | 0.9 | 0.019 | - | 0.004 | 0.01 | - | 0.04 | 5 |
| 3 | X70 | 0.09 | 0.2 | 1.5 | 0.002 | - | 0.039 | 0.02 | 0.06 | - | 21 |
| 4 | 30CrMnSi | 0.30 | 0.9 | 0.8 | 0.004 | 0.8 | 0.005 | - | 0.01 | - | 17 |
| No. | Steel | Elements (C > 5%) | Concentration of Elements in NMI, without O (wt.%) | NMIs Number | Aaver | ANMIs | A | Vtot |
|---|---|---|---|---|---|---|---|---|
| μm2 | mm2 | % | ||||||
| 1 | 9MnSi5 | Mn-S-Al | 55-34-5 | 1466 | 4.8 | 0.0070 | 11.16 | 0.06 |
| 2 | B | Mn-S-Al | 58-32-5 | 1544 | 3.2 | 0.0049 | 8.28 | 0.06 |
| 3 | X70 | S-Ca-Al-Mn-Mg-Ti | 28-25-16-11-10-6 | 1607 | 6.8 | 0.0110 | 54.10 | 0.02 |
| 4 | 30CrMnSi | S-Ca-Mn-Al-Mg | 31-22-20-11-9 | 1696 | 5.6 | 0.0095 | 62.35 | 0.015 |
| Cluster | Element, wt.% | N | Average Area, μm2 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Al | Ca | Mg | Mn | N | Nb | S | Si | Ti | |||
| hierarchical clustering | |||||||||||
| Al-Mg-Mn-S | 57.3 | 2 | 15 | 13 | 0.00 | 0.2 | 9 | 2 | 1.5 | 73 | 10.98 |
| Mn-S-Al-Ca | 16.2 | 8 | 4 | 40 | 0.00 | 0.2 | 30 | 1 | 0.4 | 149 | 11.27 |
| Mn-S | 0.3 | 2 | 0.3 | 59.5 | 0.00 | 0.3 | 36 | 1.4 | 0.2 | 1244 | 3.63 |
| k-means | |||||||||||
| Al-Mg-Mn-S | 57.3 | 3 | 15 | 12 | 0.00 | 0.2 | 9 | 2 | 1.5 | 74 | 8.09 |
| Mn-S-Al-Ca-Mg | 24 | 6 | 5.2 | 37 | 0.00 | 0.2 | 26 | 1 | 0.6 | 93 | 7.84 |
| Mn-S | 0.4 | 2.5 | 0.4 | 59 | 0.00 | 0.3 | 36 | 1.2 | 0.2 | 1299 | 3.81 |
| Cluster | Chemical Composition | Aaver, μm2 | Mass Fraction of Oxide or Sulfide in NMIs, wt.% | Vi | Vtot | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Al2O3 | MgO | SiO2 | MnS | CaS | Me * N | % | ||||
| 9MnSi5 | ||||||||||
| Al-Mg-Mn-S | 57-15-13-9 | 11 | 66 | 15 | 2.7 | 12.5 | 2.4 | 1.2 | 0.0069 | 0.06 |
| Mn-S-Al-Ca | 40-30-16-8 | 11.3 | 21.6 | 4.6 | 1.4 | 45.3 | 10.4 | 0.0144 | ||
| Mn-S | 59-36 | 3.6 | 0.4 | 0.5 | 95 | 4 | 0.0388 | |||
| B | ||||||||||
| Al-Mn-Si-S-Ca | 61-14-8-8-5 | 7.9 | 73 | 3.5 | 11 | 7 | 6 | 0.0026 | 0.06 | |
| Mn-Al-S | 40-27-24 | 4.9 | 39 | 1 | 6.6 | 43 | 6 | 0.0069 | ||
| Mn-S | 63-35 | 2.8 | 0.8 | 98.5 | 0.5 | 0.0418 | ||||
| Ti-V-N-Mn-Ca-S | 47-18-14-9-6-5 | 5.7 | 1 | 3 | 8 | 89 | 0.0039 | |||
| X70 | ||||||||||
| Al-Mg-S-Ca-Mn | 47-23-8-7-5 | 4.9 | 55 | 24.1 | 2.2 | 5.0 | 7.6 | 5.9 | 0.0026 | 0.02 |
| Al-Ca-S-Mg-Mn | 31-20-18-14-9 | 8.0 | 43.3 | 17.3 | 4 | 4 | 27 | 4.4 | 0.0069 | |
| S-Ca-Mn-Al-Mg-Ti | 31-24-15-12-8-6 | 5.1 | 17.6 | 11 | 2.5 | 25.9 | 34.6 | 8.4 | 0.0039 | |
| S-Ca-Mn | 41-37-13 | 5.1 | 3.9 | 4.2 | 2.67 | 10 | 75 | 4 | 0.0056 | |
| Ti-Nb-N-Al-Mn-Mg-Ca | 42-11-8-8-7-6-5 | 8 | 11.9 | 8.2 | 3 | 7.7 | 6.1 | 63 | 0.001 | |
| 30CrMnSi | ||||||||||
| Al-Mg-Ca-S-Mn | 39-18-16-14-7 | 5.6 | 50.1 | 19.9 | 8.1 | 1.8 | 19.1 | 1.1 | 0.0029 | 0.015 |
| S-Ca-Mn-Al | 40-37-11-5 | 4.5 | 8.6 | 3.5 | 4.8 | 24 | 58.8 | 0.0043 | ||
| Mn-S-Ca | 40-37-13 | 5.3 | 5.7 | 4.8 | 2.9 | 65 | 20.6 | 1.1 | 0.0049 | |
| Ti-N-Mn-S | 60-23-7-5 | 8.2 | 3.2 | 1.9 | 1.6 | 11.1 | 1.1 | 81 | 0.0009 | |
| Mg-S-Ca-Mn-Al | 59-14-9-8-6 | 13.9 | 7.7 | 64.6 | 4.8 | 11.7 | 10.4 | 0.8 | 0.002 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhitenev, A.; Salynova, M.; Shamshurin, A.; Ryaboshuk, S.; Kolnyshenko, V. Database Clustering after Automatic Feature Analysis of Nonmetallic Inclusions in Steel. Metals 2021, 11, 1650. https://0-doi-org.brum.beds.ac.uk/10.3390/met11101650
Zhitenev A, Salynova M, Shamshurin A, Ryaboshuk S, Kolnyshenko V. Database Clustering after Automatic Feature Analysis of Nonmetallic Inclusions in Steel. Metals. 2021; 11(10):1650. https://0-doi-org.brum.beds.ac.uk/10.3390/met11101650
Chicago/Turabian StyleZhitenev, Andrey, Maria Salynova, Alexey Shamshurin, Sergey Ryaboshuk, and Vladislav Kolnyshenko. 2021. "Database Clustering after Automatic Feature Analysis of Nonmetallic Inclusions in Steel" Metals 11, no. 10: 1650. https://0-doi-org.brum.beds.ac.uk/10.3390/met11101650