
Friction Stir Processing of Additively Manufactured Ti-6Al-4V Alloy: Structure Modification and Mechanical Properties

 , , ,
, , ,
Abstract
:1. Introduction
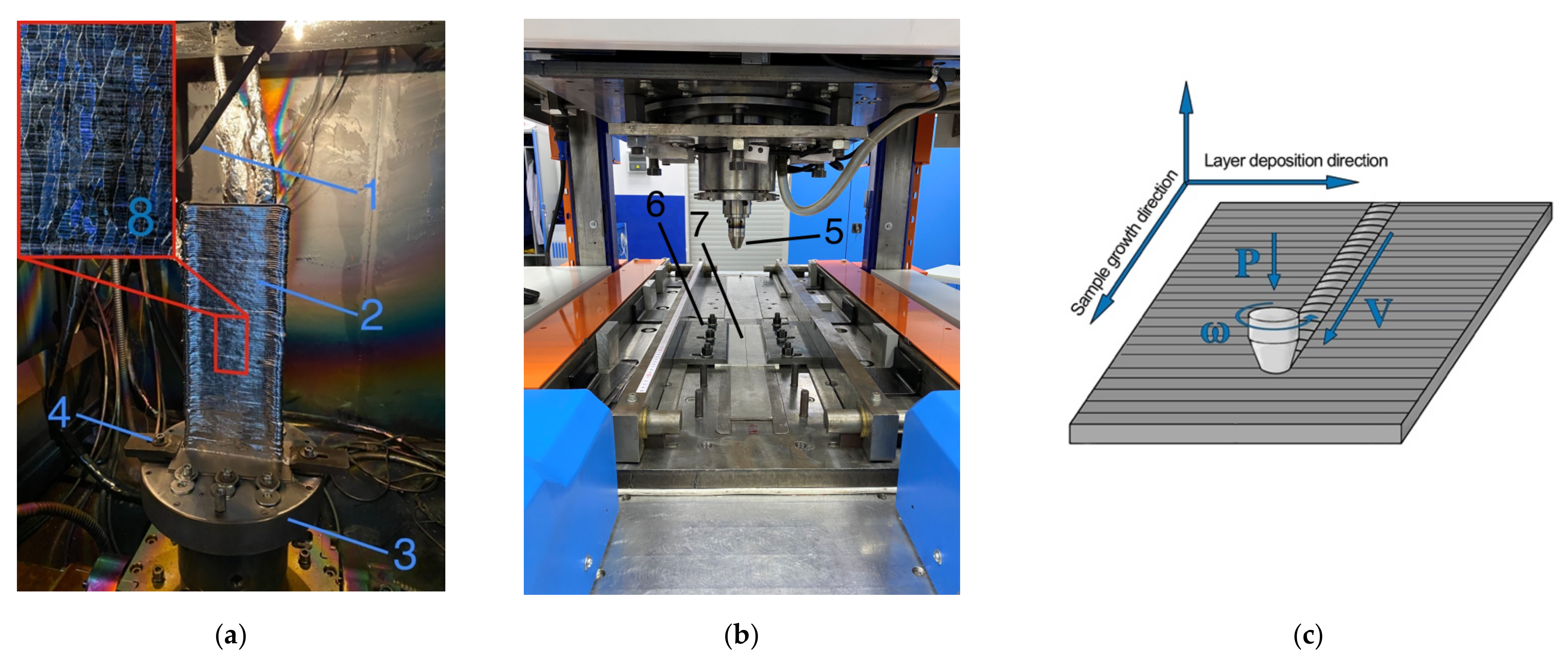
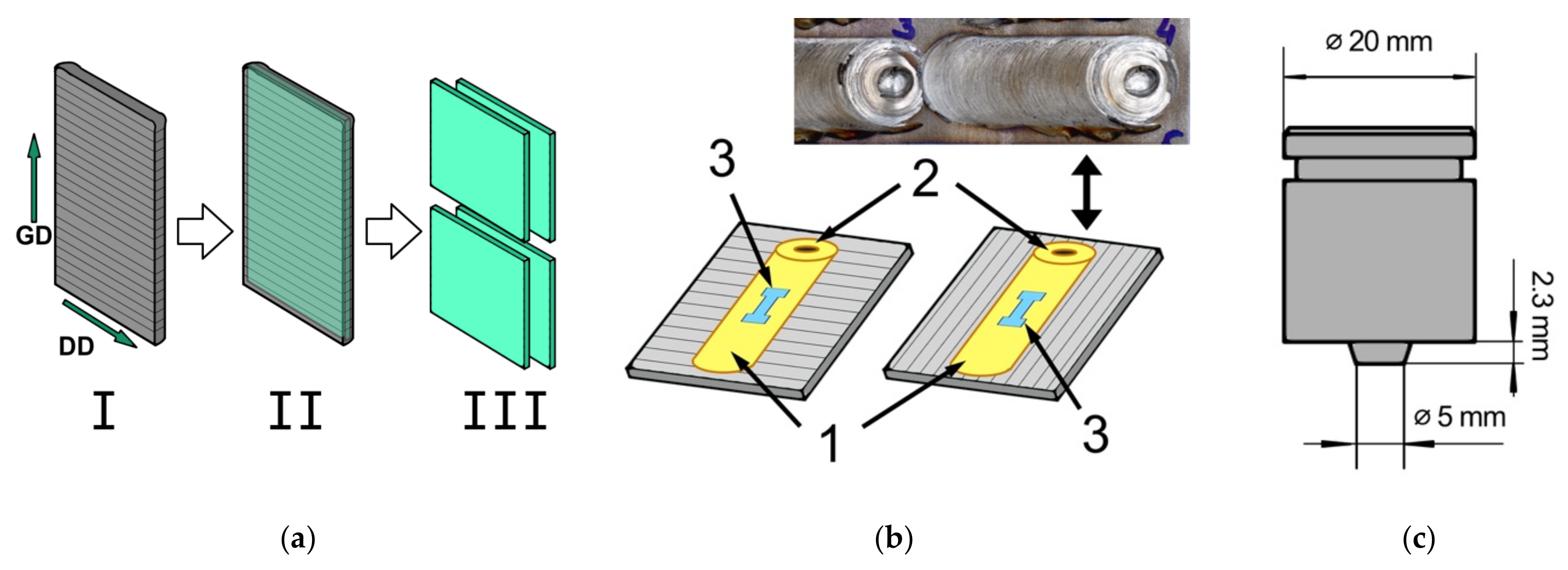
2. Materials and Methods
3. Results
3.1. Macrostructure
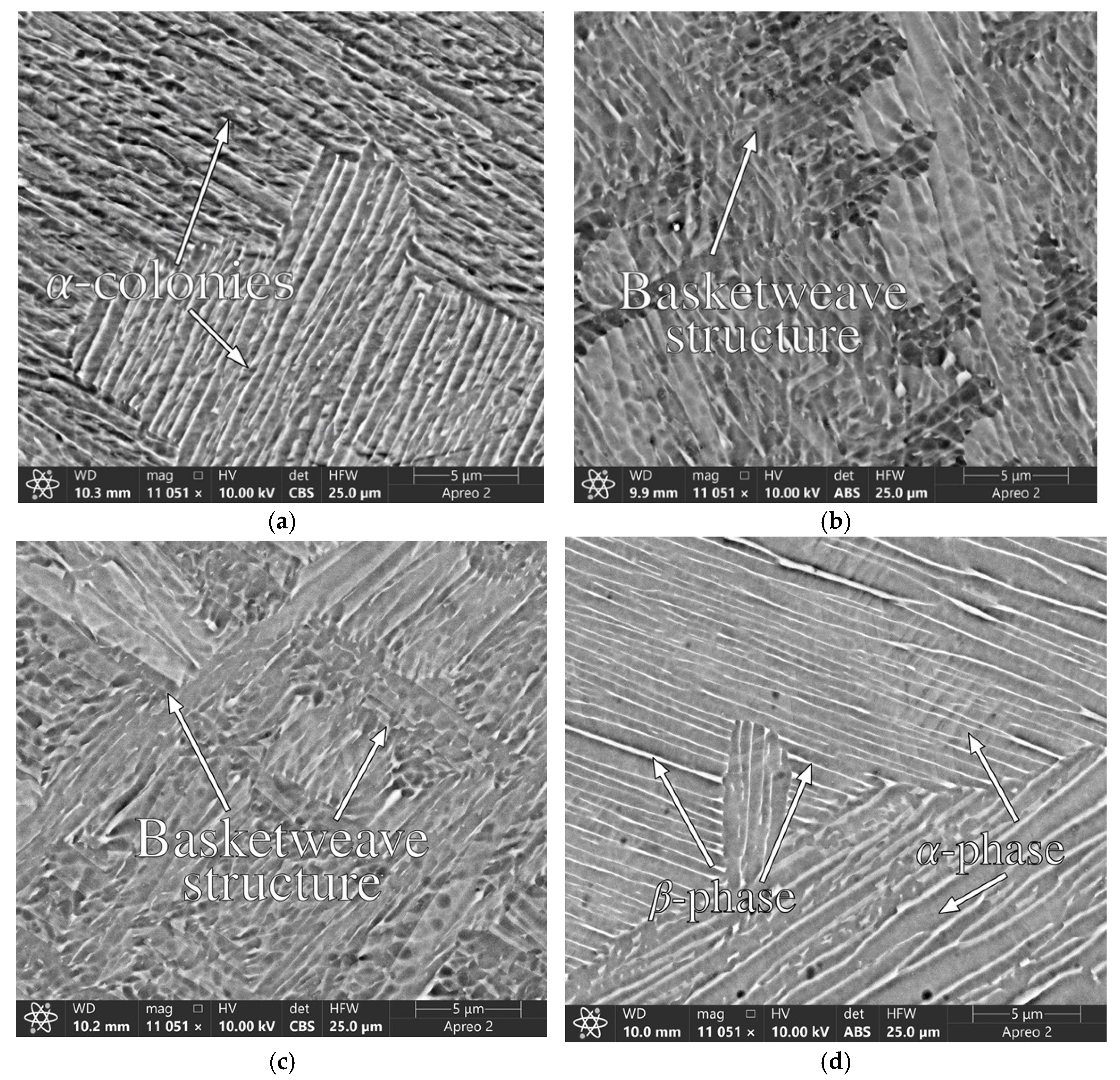
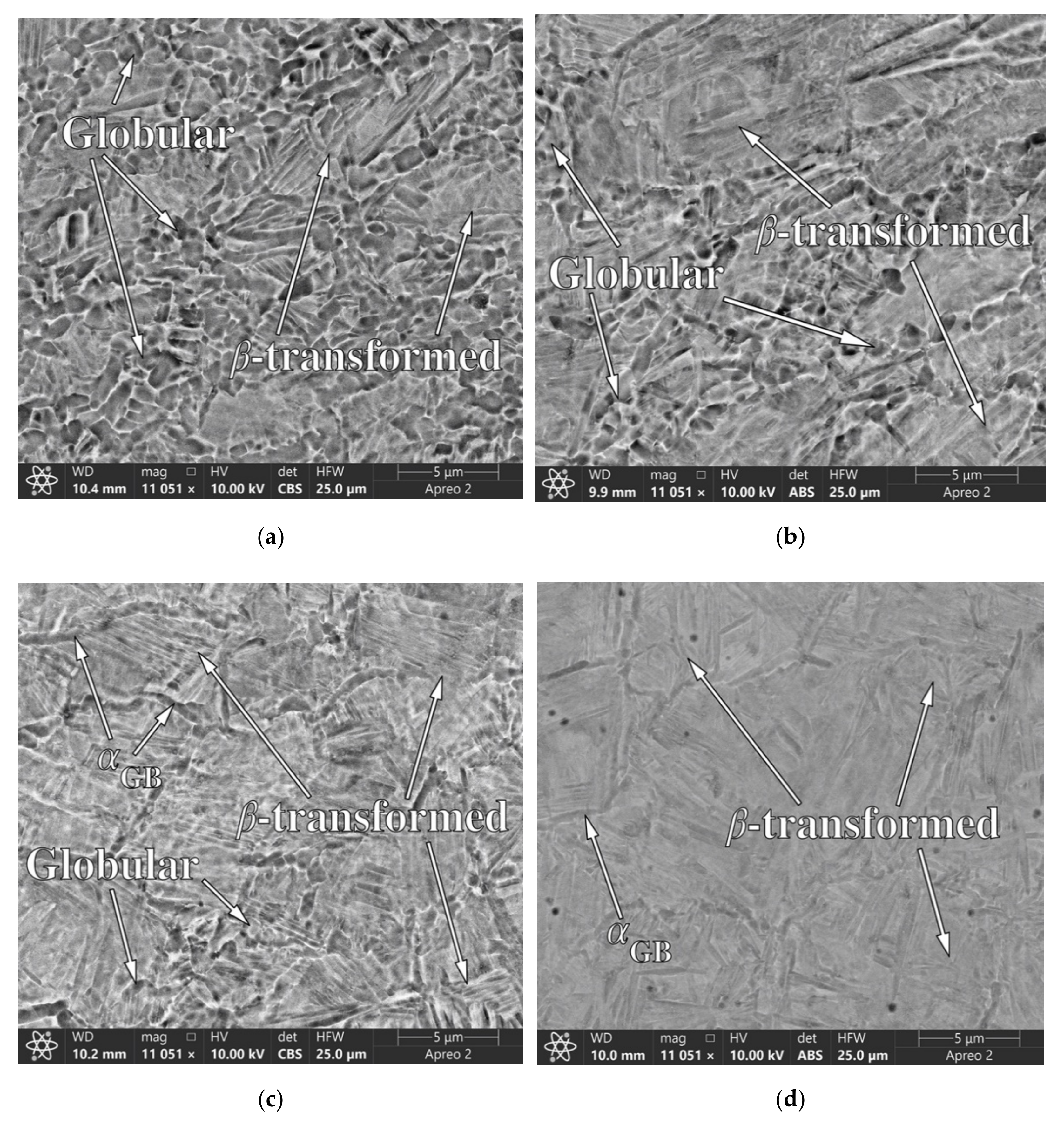
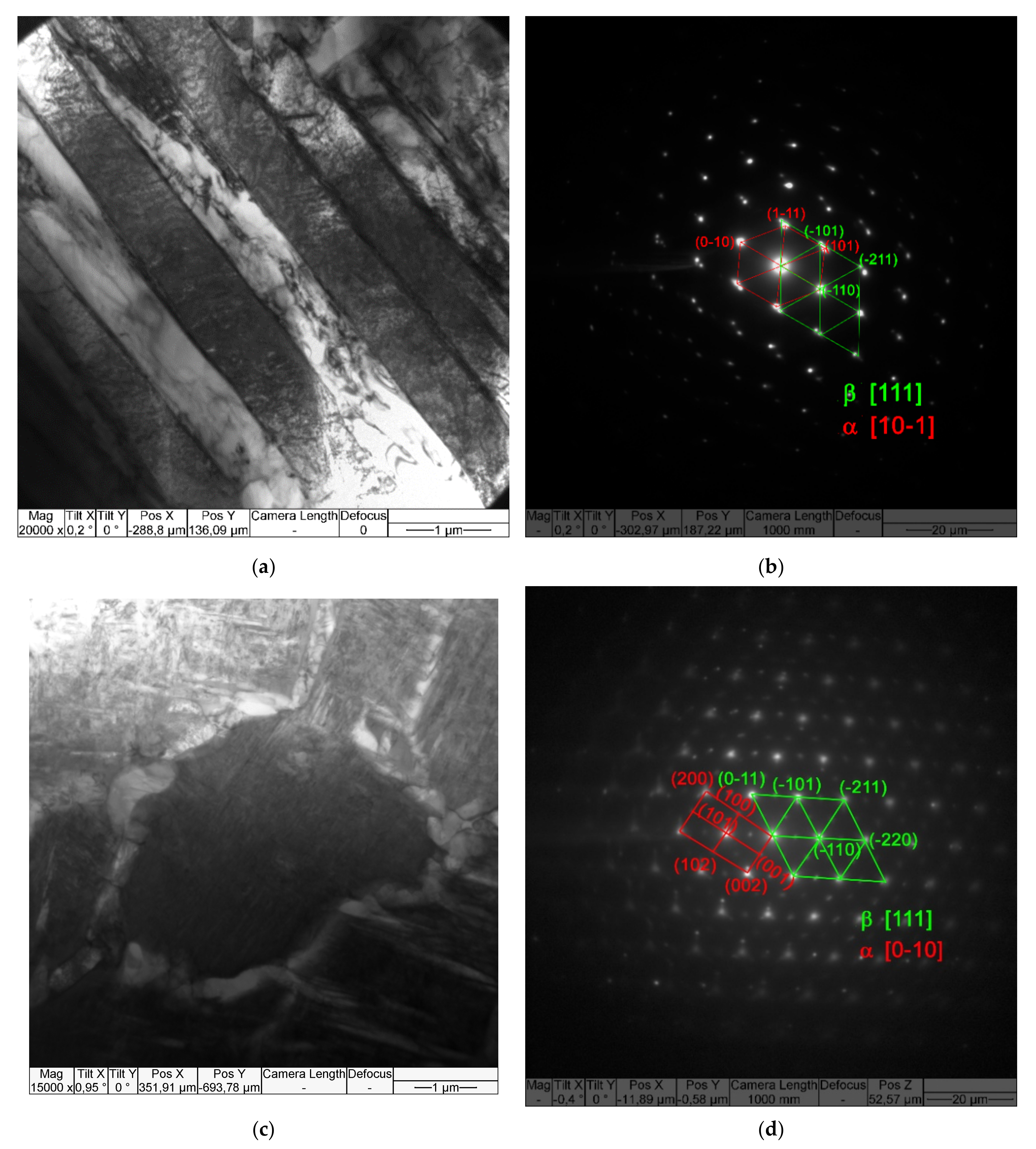
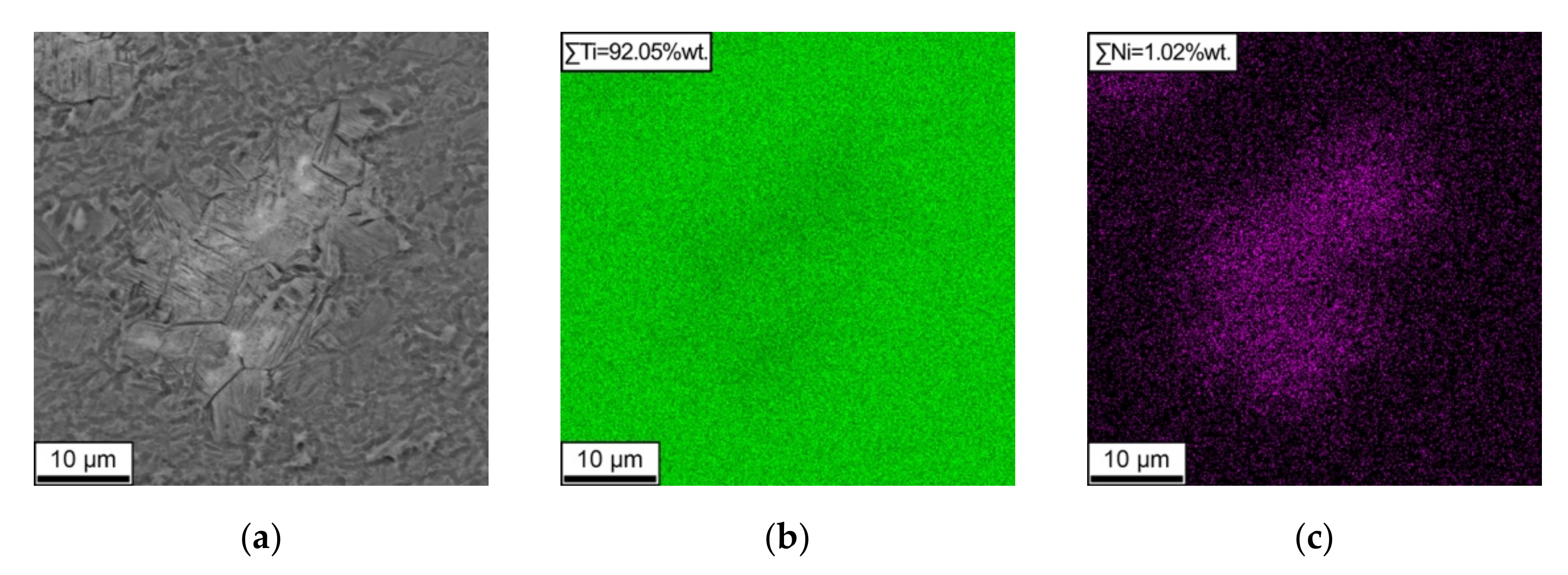
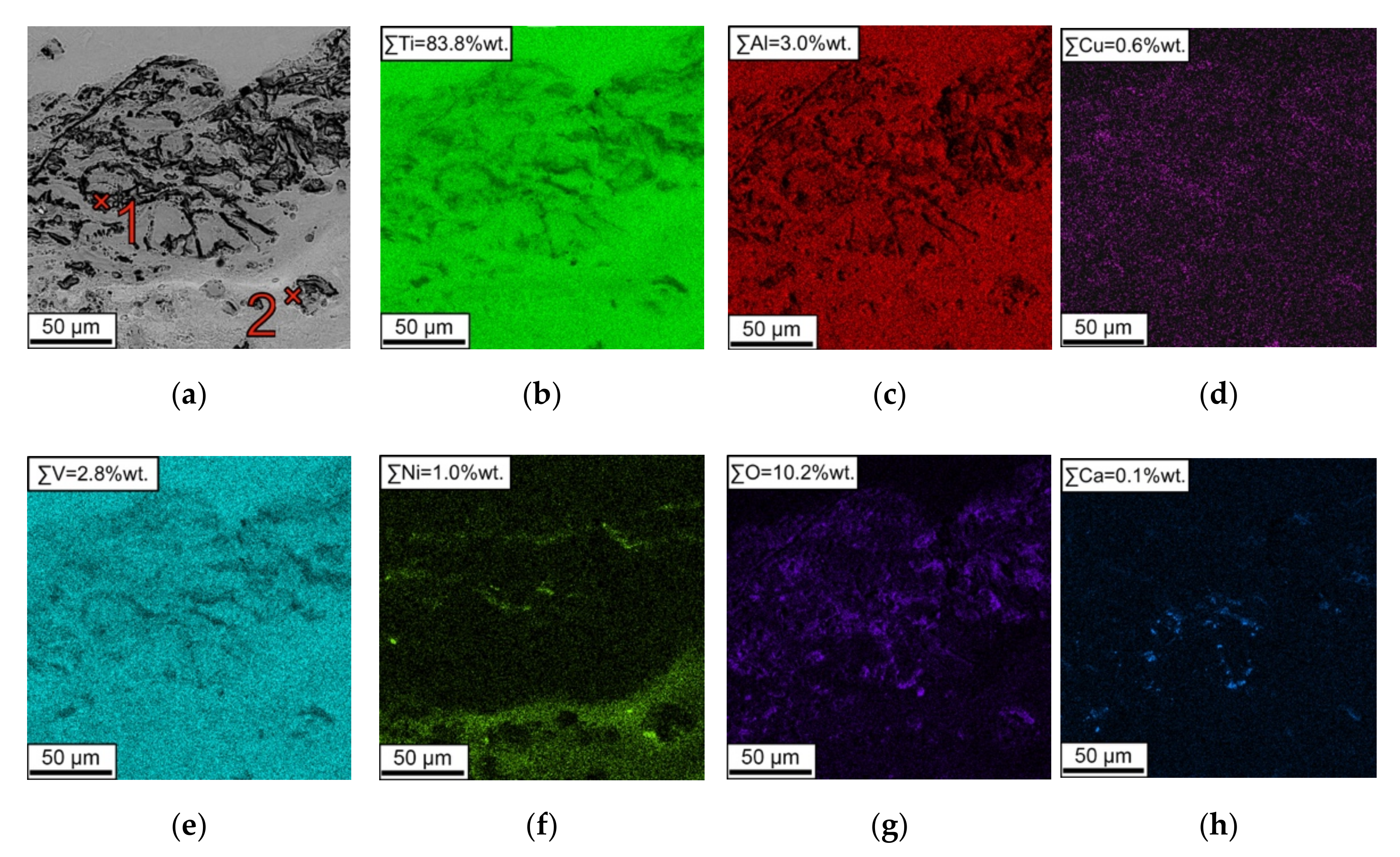
3.2. Microstructure and Chemical Analysis
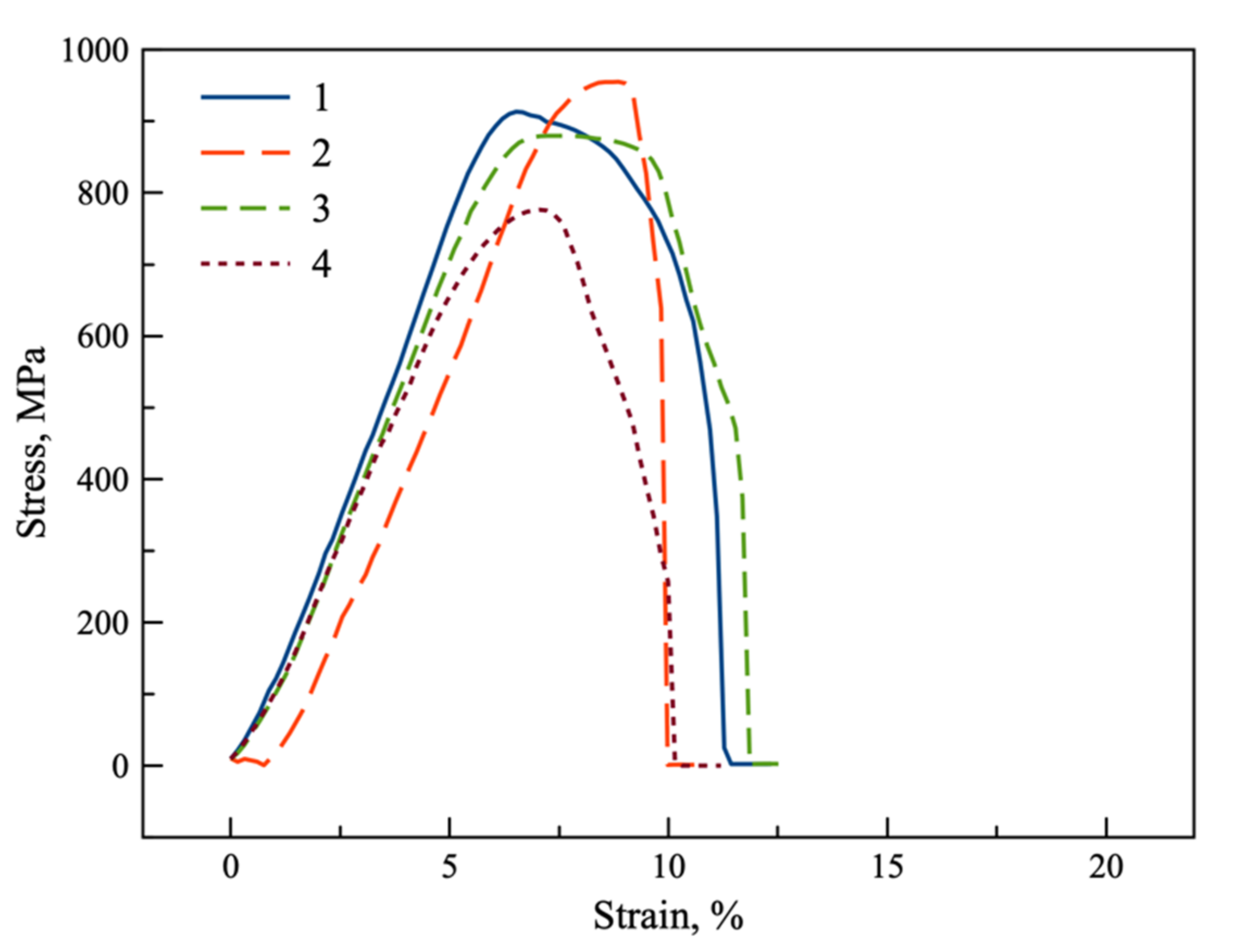
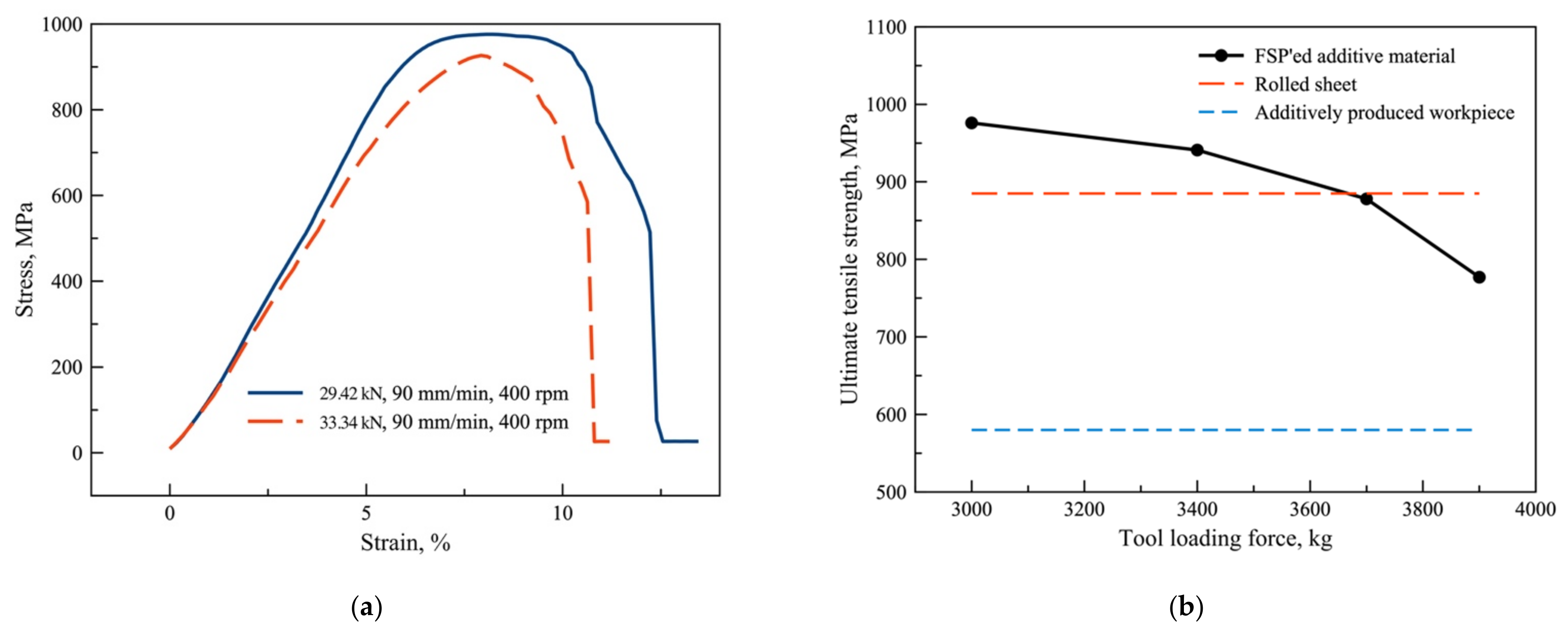
3.3. Mechanical Properties
4. Discussion
5. Conclusions
- During processing, the stir zone can include stirred FSW-tool wear products as the nickel-based alloy elements and oxides stirred by the tool.
- Different types of structures can form in the stir zone depending on the tool loading force. As the loading force increases, the structure changes from predominantly globular to almost completely 𝛽-transformed.
- The strength of the stir zone material depends on the processing parameters. As the axial loading force increases, the strength of the material decreases regardless of the processing direction.
- The tensile strength of the FSP’ed material increases from 34 to 64% compared to the additive workpiece material. Therefore, friction stir processing can be successfully used to harden additively fabricated Ti-6Al-4V alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Boyer, R.R. Attributes, characteristics, and applications of titanium and its alloys. JOM 2010, 62, 21–24. [Google Scholar] [CrossRef]
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2003; ISBN 3527305343. [Google Scholar]
- Fujii, H.; Takahashi, K.; Yamashita, Y. Application of Titanium and Its Alloys for Automobile Parts. Nippon. Steel Tech. Rep. 2003, 88, 70–75. [Google Scholar]
- Cotton, J.D.; Briggs, R.D.; Boyer, R.R.; Tamirisakandala, S.; Russo, P.; Shchetnikov, N.; Fanning, J.C. State of the Art in Beta Titanium Alloys for Airframe Applications. JOM 2015, 67, 1281–1303. [Google Scholar] [CrossRef] [Green Version]
- Peters, M.; Kumpfert, J.; Ward, C.H.; Leyens, C. Titanium Alloys for Aerospace Applications. Adv. Eng. Mater. 2003, 5, 419–427. [Google Scholar] [CrossRef]
- Lee, H.S.; Yoon, J.H.; Yoo, J.T. Manufacturing Titanium and Al-Li Alloy Cryogenic Tanks. Key Eng. Mater. 2020, 837, 64–68. [Google Scholar] [CrossRef]
- Singh, P.; Pungotra, H.; Kalsi, N.S. On the characteristics of titanium alloys for the aircraft applications. Mater. Today Proc. 2017, 4, 8971–8982. [Google Scholar] [CrossRef]
- Taminger, K.M.; Hafley, R.A. Electron beam freeform fabrication for cost effective near-net shape manufacturing. Nato Avt 2006, 139, 11–16. [Google Scholar]
- Sciaky.com. EBAM® Drives Innovation for Many Applications and Industries. Available online: https://www.sciaky.com/additive-manufacturing/applications-industries (accessed on 29 November 2021).
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Fuchs, J.; Schneider, C.; Enzinger, N. Wire-based additive manufacturing using an electron beam as heat source. Weld. World 2018, 62, 267–275. [Google Scholar] [CrossRef] [Green Version]
- Pixner, F.; Buzolin, R.; Schönfelder, S.; Theuermann, D.; Warchomicka, F.; Enzinger, N. Contactless temperature measurement in wire-based electron beam additive manufacturing Ti-6Al-4V. Weld. World 2021, 65, 1307–1322. [Google Scholar] [CrossRef]
- Xu, J.; Zhu, J.; Fan, J.; Zhou, Q.; Peng, Y.; Guo, S. Microstructure and mechanical properties of Ti–6Al–4V alloy fabricated using electron beam freeform fabrication. Vacuum 2019, 167, 364–373. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Teixeira, Ó.; Silva, F.J.G.; Ferreira, L.P.; Atzeni, E. A Review of Heat Treatments on Improving the Quality and Residual Stresses of the Ti–6Al–4V Parts Produced by Additive Manufacturing. Metals 2020, 10, 1006. [Google Scholar] [CrossRef]
- Hoefer, K.; Nitsche, A.; Haelsig, A.; Mayr, P. Manufacturing of Titanium Components with 3DPMD. Metals 2019, 9, 562. [Google Scholar] [CrossRef] [Green Version]
- McAndrew, A.R.; Rosales, M.A.; Colegrove, P.A.; Hönnige, J.R.; Ho, A.; Fayolle, R.; Eyitayo, K.; Stan, I.; Sukrongpang, P.; Crochemore, A.; et al. Interpass rolling of Ti-6Al-4V wire + arc additively manufactured features for microstructural refinement. Addit. Manuf. 2018, 21, 340–349. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Kallee, S.W. 5-Industrial applications of friction stir welding. In Friction Stir Welding; Lohwasser, D., Chen, Z., Eds.; Woodhead Publishing Series in Welding and Other Joining Technologies; Woodhead Publishing: Sawston, UK, 2010; pp. 118–163. ISBN 978-1-84569-450-0. [Google Scholar]
- Kalashnikov, K.N.; Tarasov, S.Y.; Chumaevskii, A.V.; Fortuna, S.V.; Eliseev, A.A.; Ivanov, A.N. Towards aging in a multipass friction stir–processed АА2024. Int. J. Adv. Manuf. Technol. 2019, 103, 2121–2132. [Google Scholar] [CrossRef]
- Wang, W.; Han, P.; Peng, P.; Zhang, T.; Liu, Q.; Yuan, S.-N.; Huang, L.-Y.; Yu, H.-L.; Qiao, K.; Wang, K.-S. Friction Stir Processing of Magnesium Alloys: A Review. Acta Metall. Sin. Engl. Lett. 2020, 33, 43–57. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.J.; Zhou, L.; Huang, Y.X.; Liu, Q.W. Study of the Key Issues of Friction Stir Welding of Titanium Alloy. Mater. Sci. Forum 2010, 638–642, 1185–1190. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Khodabakhshi, F.; Gerlich, A.P. Friction-forging tubular additive manufacturing (FFTAM): A new route of solid-state layer-upon-layer metal deposition. J. Mater. Res. Technol. 2020, 9, 15273–15285. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Khodabakhshi, F.; Gerlich, A.P. Fabrication of a nanostructured high strength steel tube by friction-forging tubular additive manufacturing (FFTAM) technology. J. Manuf. Process. 2020, 58, 724–735. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Khodabakhshi, F.; Simchi, A. Evaluation of a polymer-steel laminated sheet composite structure produced by friction stir additive manufacturing (FSAM) technology. Polym. Test. 2020, 90, 106690. [Google Scholar] [CrossRef]
- Kalashnikova, T.A.; Chumaevskii, A.V.; Rubtsov, V.E.; Kalashnikov, K.N.; Kolubaev, E.A.; Eliseev, A.A. Structural Heredity of the Aluminum Alloy Obtained by the Additive Method and Modified Under Severe Thermomechanical Action on Its Final Structure and Properties. Russ. Phys. J. 2020, 62, 1565–1572. [Google Scholar] [CrossRef]
- Gangwar, K.; Mamidala, R.; Sanders, D.G. Friction Stir Welding of near α and α + β Titanium Alloys: Metallurgical and Mechanical Characterization. Metals 2017, 7, 565. [Google Scholar] [CrossRef] [Green Version]
- Tawfik, M.M.; Nemat-Alla, M.M.; Dewidar, M.M. Enhancing the properties of aluminum alloys fabricated using wire + arc additive manufacturing technique-A review. J. Mater. Res. Technol. 2021, 13, 754–768. [Google Scholar] [CrossRef]
- Chen, T.; Pang, S.; Tang, Q.; Suo, H.; Gong, S. Evaporation Ripped Metallurgical Pore in Electron Beam Freeform Fabrication of Ti-6-Al-4-V. Mater. Manuf. Process. 2016, 31, 1995–2000. [Google Scholar] [CrossRef]
- Agha Amini Fashami, H.; Bani Mostafa Arab, N.; Hoseinpour Gollo, M.; Nami, B. Numerical and experimental investigation of defects formation during friction stir processing on AZ91. SN Appl. Sci. 2021, 3, 108. [Google Scholar] [CrossRef]
- Mironov, S.; Sato, Y.S.; Kokawa, H. Friction-stir welding and processing of Ti-6Al-4V titanium alloy: A review. J. Mater. Sci. Technol. 2018, 34, 58–72. [Google Scholar] [CrossRef]
- Amirov, A.; Eliseev, A.; Kolubaev, E.; Filippov, A.; Rubtsov, V. Wear of ZhS6U Nickel Superalloy Tool in Friction Stir Processing on Commercially Pure Titanium. Metals 2020, 10, 799. [Google Scholar] [CrossRef]
- Sibum, H.; Güther, V.; Roidl, O.; Habashi, F.; Wolf, H.; Siemers, C. Titanium, Titanium Alloys and Titanium Compounds. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley: Hoboken, NJ, USA, 2017; pp. 1–35. [Google Scholar]
- Database of Steel and Alloy (Marochnik). Available online: http://www.splav-kharkov.com/en/e_mat_start.php?name_id=1298 (accessed on 29 November 2021).
- Sanders, D.G.; Ramulu, M.; Edwards, P.D.; Cantrell, A. Effects on the Surface Texture, Superplastic Forming, and Fatigue Performance of Titanium 6AL-4V Friction Stir Welds. J. Mater. Eng. Perform. 2010, 19, 503–509. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Sato, Y.S.; Kokawa, H.; Park, S.H.C.; Hirano, S. Microstructural characteristics and mechanical properties of Ti–6Al–4V friction stir welds. Mater. Sci. Eng. A 2008, 485, 448–455. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Accelerating Voltage, kV | Beam Current, mA | Travel Speed, mm/min | Beam Sweep Shape | Beam Sweep Frequency, Hz | Pause Between Layers, s |
|---|---|---|---|---|---|
| 30 | 45 | 400 | Ring Ø5 mm | 1000 | 5 |
| Number | Processing Direction | Loading Force, kN | Tool Movement Speed, mm/min | Tool Rotation Speed, rpm |
|---|---|---|---|---|
| 1 | Wall growth direction | 29.42 | 90 | 360 |
| 2 | 33.34 | 90 | 400 | |
| 3 | Layer deposition direction | 36.29 | 90 | 400 |
| 4 | 38.25 | 90 | 400 |
| Spectrum | Ti | Al | V | Ni | Co | Cr | W | Mo | Cu | Ca | O |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 54.32 | 1.04 | 1.74 | 0 | 0 | 0 | 0.67 | 1.09 | 1.48 | 1.33 | 37.69 |
| 2 | 59.55 | 3.31 | 0.75 | 26.68 | 4.02 | 1.18 | 1.1 | 0 | 0 | 0 | 3.31 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalashnikov, K.; Chumaevskii, A.; Kalashnikova, T.; Cheremnov, A.; Moskvichev, E.; Amirov, A.; Krasnoveikin, V.; Kolubaev, E. Friction Stir Processing of Additively Manufactured Ti-6Al-4V Alloy: Structure Modification and Mechanical Properties. Metals 2022, 12, 55. https://0-doi-org.brum.beds.ac.uk/10.3390/met12010055
Kalashnikov K, Chumaevskii A, Kalashnikova T, Cheremnov A, Moskvichev E, Amirov A, Krasnoveikin V, Kolubaev E. Friction Stir Processing of Additively Manufactured Ti-6Al-4V Alloy: Structure Modification and Mechanical Properties. Metals. 2022; 12(1):55. https://0-doi-org.brum.beds.ac.uk/10.3390/met12010055
Chicago/Turabian StyleKalashnikov, Kirill, Andrey Chumaevskii, Tatiana Kalashnikova, Andrey Cheremnov, Evgeny Moskvichev, Alihan Amirov, Vladimir Krasnoveikin, and Evgeny Kolubaev. 2022. "Friction Stir Processing of Additively Manufactured Ti-6Al-4V Alloy: Structure Modification and Mechanical Properties" Metals 12, no. 1: 55. https://0-doi-org.brum.beds.ac.uk/10.3390/met12010055