
Joining of TiAl to Steel by Diffusion Bonding with Ni/Ti Reactive Multilayers



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Diffusion Bonding Experiments
2.3. Joints Characterization
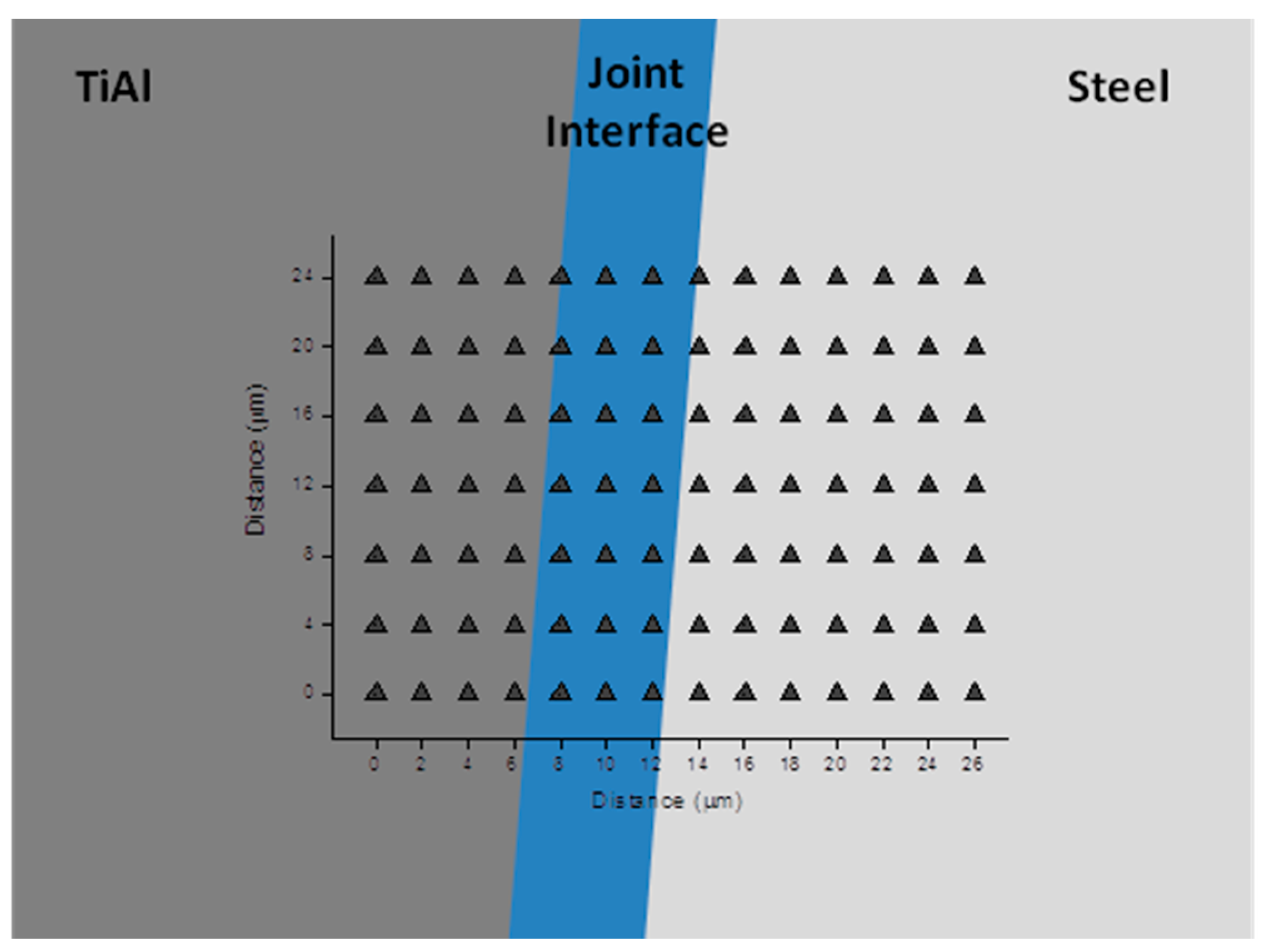
2.3.1. Microstructural Characterization
2.3.2. Mechanical Characterization
3. Results and Discussion
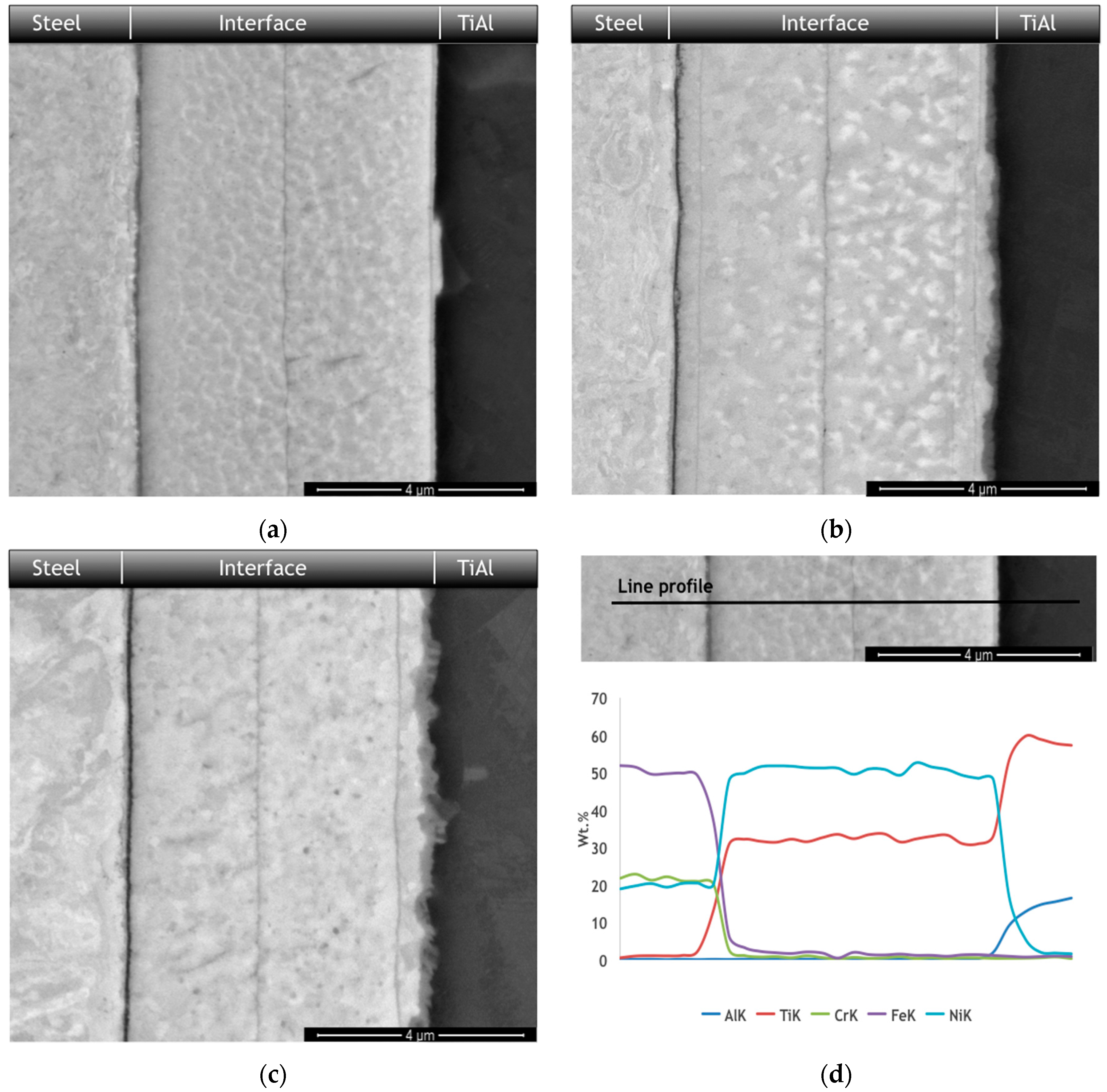
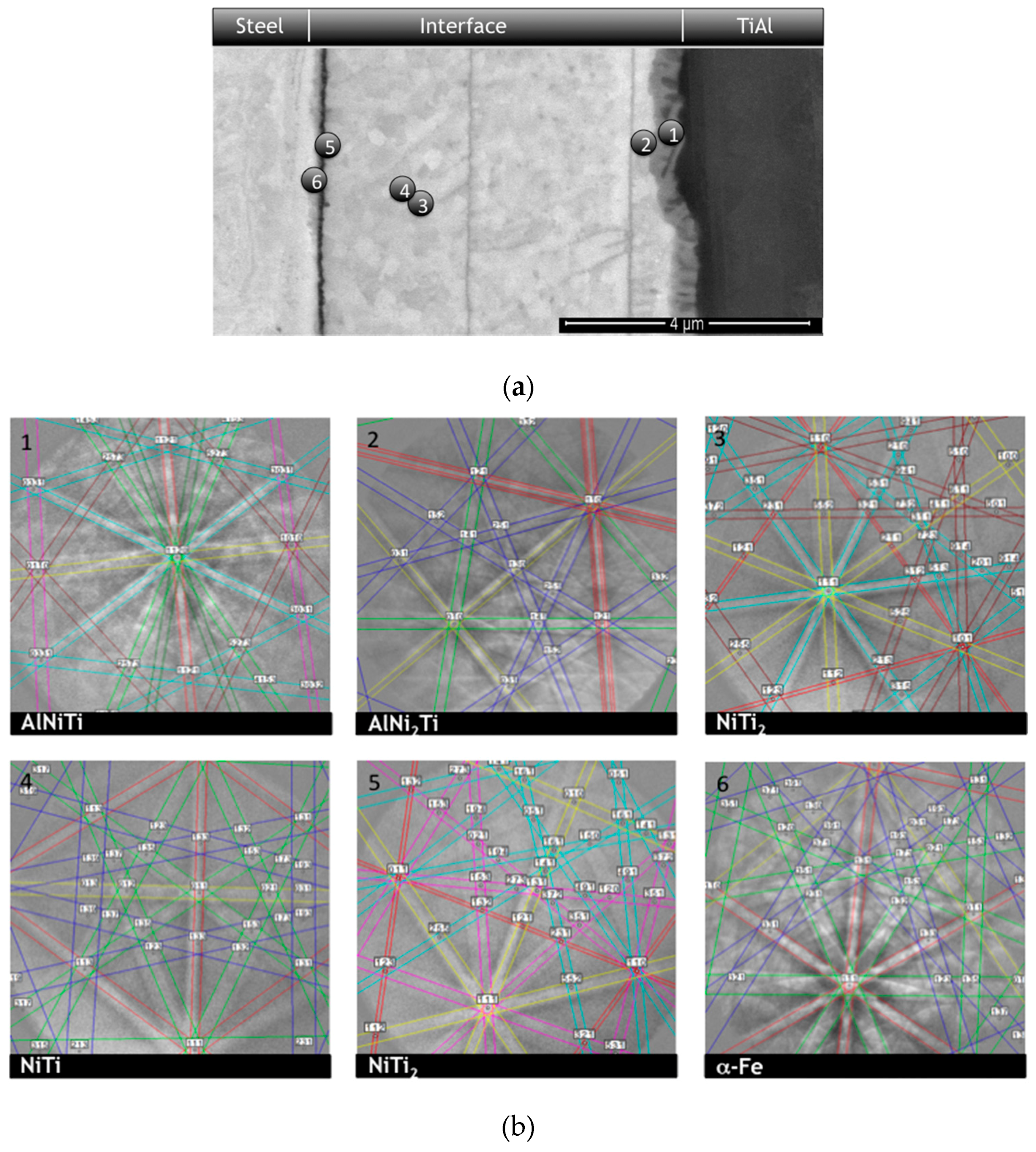
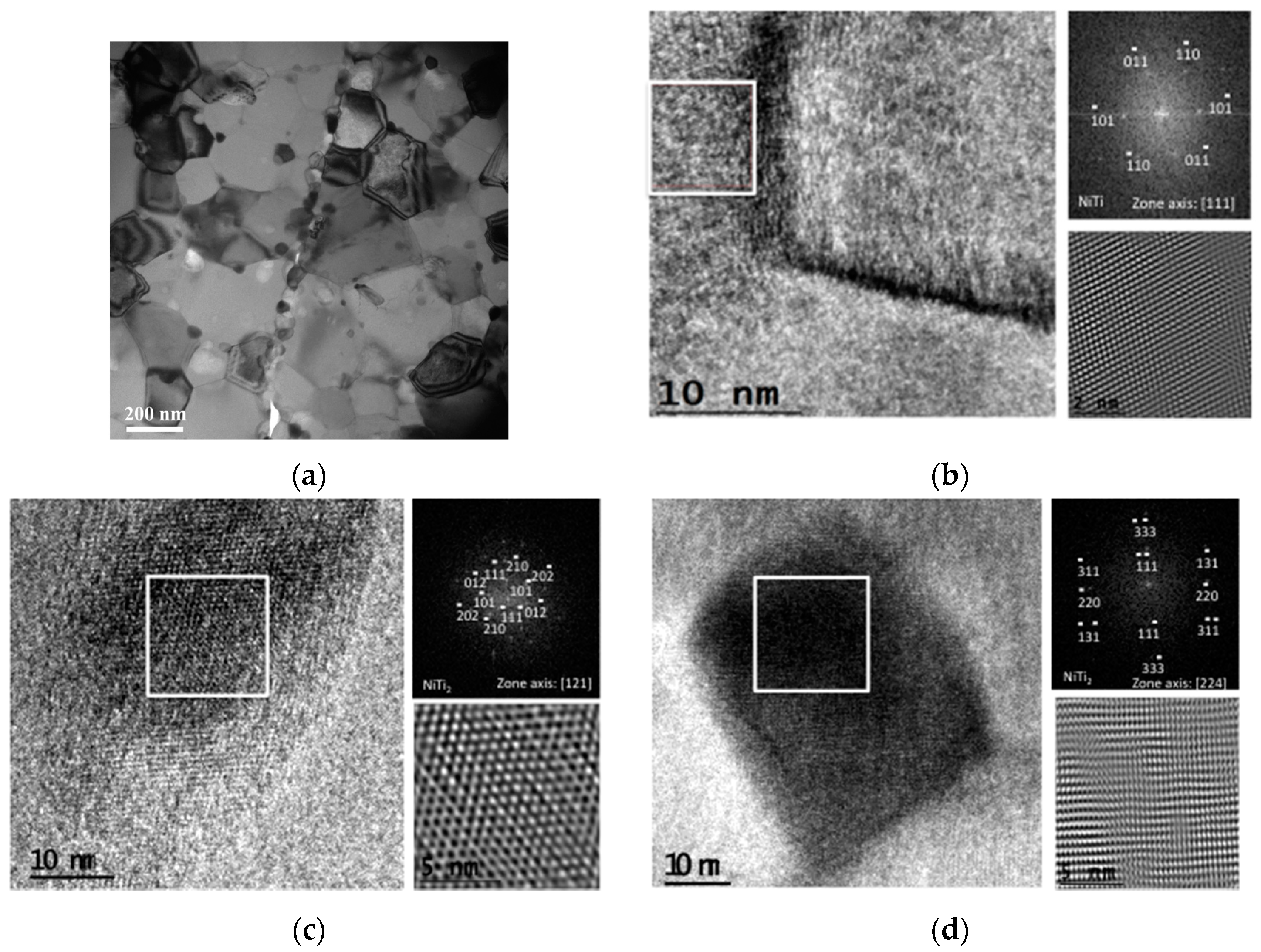
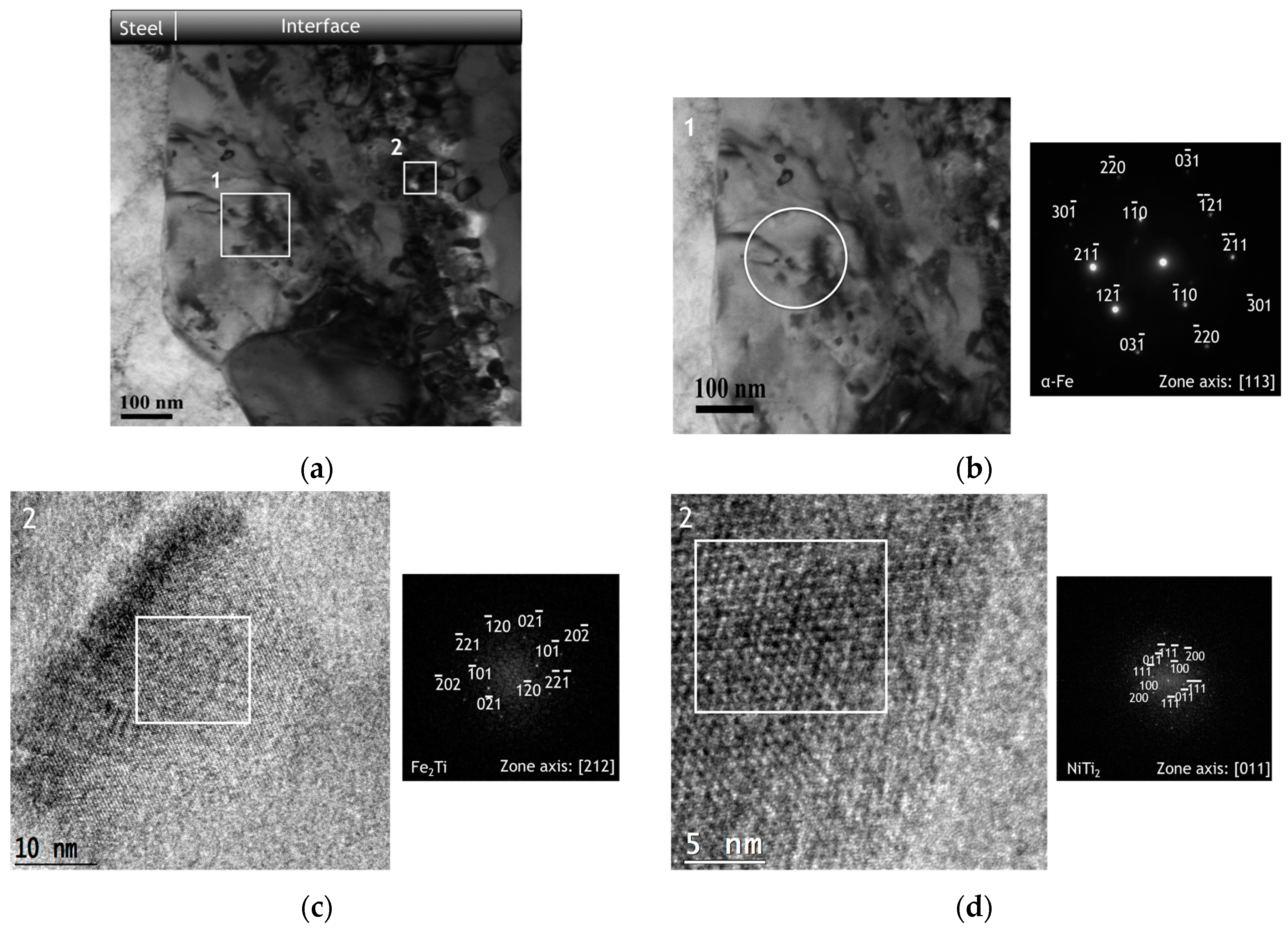
3.1. Microstructural Characterization
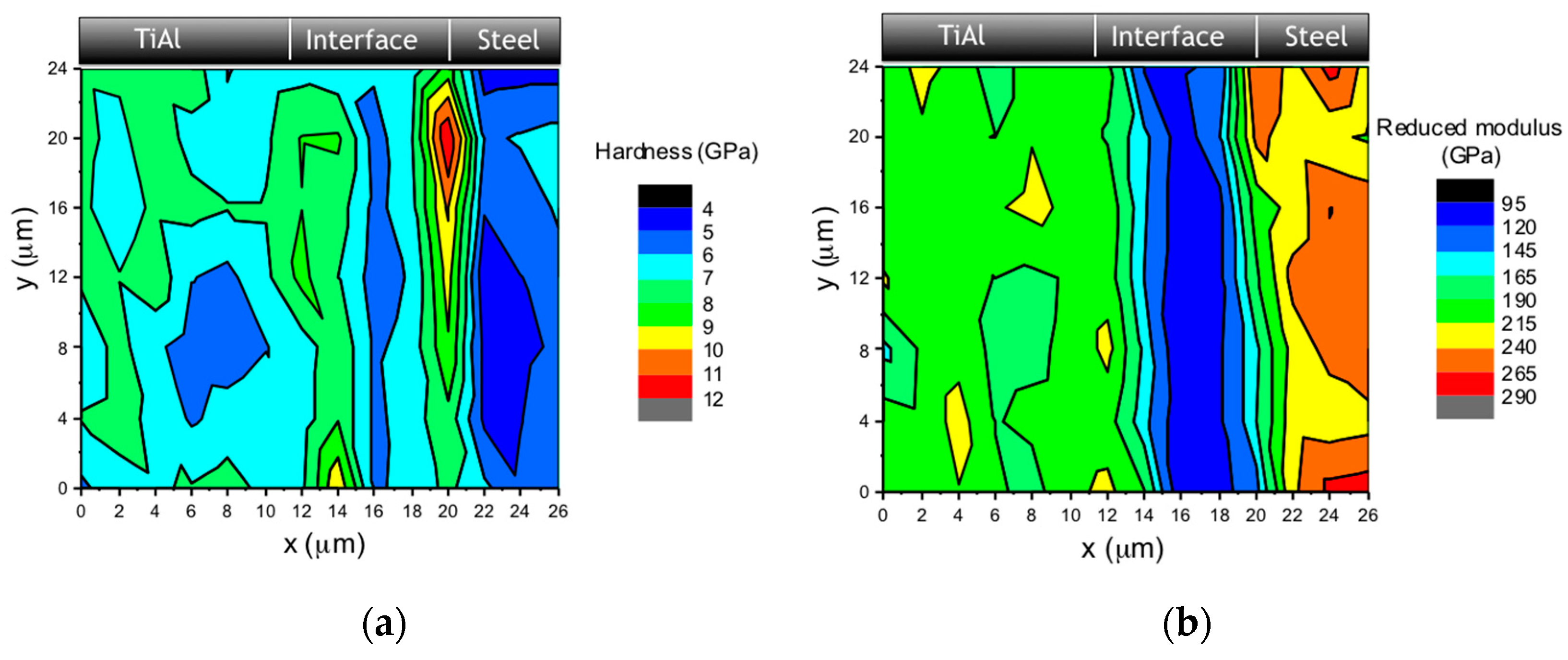
3.2. Mechanical Characterization
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Shiue, R.K.; Wu, S.K.; Chem, S.Y. Infrared brazing of TiAl using Al-based braze alloys. Intermetallics 2003, 11, 616–671. [Google Scholar] [CrossRef]
- Çam, G.; Ípekoglu, G.; Bohm, K.H.; Koçak, M. Investigation into the microstructure and mechanical properties of diffusion bonded TiAl alloys. J. Mater. Sci. 2006, 41, 5273–5282. [Google Scholar] [CrossRef]
- Kim, Y.W. Ordered intermetallic alloys, Part III: Gamma-titanium aluminides. JOM 1994, 46, 30–39. [Google Scholar] [CrossRef]
- Dimiduk, D.M. Gamma titanium aluminide alloys—An assessment within the competition of aerospace structural materials. Mater. Sci. Eng. A 1999, 263, 281–288. [Google Scholar] [CrossRef]
- Loria, E.A. Quo vadis gamma titanium aluminide. Intermetallics 2001, 9, 997–1001. [Google Scholar] [CrossRef]
- Cao, J.; Qi, J.; Song, X.; Feng, J. Welding and joining of titanium aluminides. Materials 2014, 7, 4930–4962. [Google Scholar] [CrossRef]
- Noda, T.; Shimizu, T.; Okabe, M.; Iikubo, T. Joining of TiAl and steels by induction brazing. Mater. Sci. Eng. A 1997, 239–240, 613–618. [Google Scholar] [CrossRef]
- Dong, H.; Yang, Z.; Yang, G.; Dong, C. Vacuum brazing of TiAl alloy to 40Cr steel with Ti60Ni22Cu10Zr8 alloy foil as filler metal. Mater. Sci. Eng. A 2013, 561, 252–258. [Google Scholar] [CrossRef]
- He, P.; Feng, J.C.; Zhang, B.G.; Qian, Y.Y. Microstructure and strength of diffusion-bonded joints of TiAl base alloy to steel. Mater. Charact. 2002, 48, 401–406. [Google Scholar] [CrossRef]
- He, P.; Feng, J.C.; Zhang, B.G.; Qian, Y.Y. A new technology for diffusion bonding intermetallic TiAl to steel with composite barrier layers. Mater. Charact. 2003, 50, 87–92. [Google Scholar] [CrossRef]
- Han, W.; Zhang, J. Diffusion bonding between TiAl based alloys and steels. J. Mater. Sci. Technol. 2001, 17, 191–192. [Google Scholar]
- He, P.; Yue, X.; Zhang, J.H. Hot pressing diffusion bonding of a titanium alloy to a stainless steel with an aluminum alloy interlayer. Mater. Sci. Eng. A 2008, 486, 171–176. [Google Scholar] [CrossRef]
- Duckham, A.; Spey, S.J.; Wang, J.; Reiss, M.E.; Weihs, T.P.; Besnoin, E.; Knio, O.M. Reactive nanostructured foil used as a heat source for joining titanium. J. Appl. Phys. 2004, 96, 2336–2342. [Google Scholar] [CrossRef]
- Ramos, A.S.; Vieira, M.T.; Duarte, L.; Vieira, M.F.; Viana, F.; Calinas, R. Nanometric multilayers: A new approach for joining TiAl. Intermetallics 2006, 14, 1157–1162. [Google Scholar] [CrossRef]
- Duarte, L.I.; Ramos, A.S.; Vieira, M.F.; Viana, F.; Vieira, M.T.; Koçak, M. Solid-state diffusion bonding of gamma-TiAl alloys using Ti/Al thin films as interlayers. Intermetallics 2006, 14, 1151–1156. [Google Scholar] [CrossRef]
- Ramos, A.S.; Vieira, M.T.; Simões, S.; Viana, F.; Vieira, M.F. Joining of superalloys to intermetallics using nanolayers. Adv. Mater. Res. 2009, 59, 225–229. [Google Scholar] [CrossRef]
- Simões, S.; Viana, F.; Ventzke, V.; Koçak, M.; Ramos, A.S.; Vieira, M.T.; Vieira, M.F. Diffusion bonding of TiAl using Ni/Al multilayers. J. Mater. Sci. 2010, 45, 4351–4357. [Google Scholar] [CrossRef]
- Simões, S.; Viana, F.; Koçak, M.; Ramos, A.S.; Vieira, M.T.; Vieira, M.F. Diffusion bonding of TiAl using reactive Ni/Al nanolayers and Ti and Ni foils. Mater. Chem. Phys. 2011, 128, 202–207. [Google Scholar] [CrossRef]
- Simões, S.; Viana, F.; Koçak, M.; Ramos, A.S.; Vieira, M.T.; Vieira, M.F. Microstructure of reaction zone formed during diffusion bonding of TiAl with Ni/Al multilayer. J. Mater. Eng. Perform. 2012, 21, 678–682. [Google Scholar] [CrossRef]
- Namazu, T.; Takemoto, H.; Fujita, H.; Nagai, Y.; Inoue, S. Self-propagating explosive reactions in nanostructured Al/Ni multilayer films as a localized heat process technique for MEMS. In Proceedings of 19th IEEE International Conference on Micro Electro Mechanical Systems, Istanbul, Turkey, 22--26 January 2006; pp. 286–289.
- Zhang, J.; Wu, F.S.; Zou, J.; An, B.; Liu, H. Al/Ni multilayer used as a local heat source for mounting microelectronic components. In Proceedings of the International Conference on Electronic Packaging Technology & High Density Packaging,ICEPT-HDP 09, Beijing, China, 10--13 August 2009; pp. 838–842.
- Simões, S.; Viana, F.; Ramos, A.S.; Vieira, M.T.; Vieira, M.F. Anisothermal solid-state reaction of Ni/Al nanometric multilayer. Intermetallics 2011, 19, 350–356. [Google Scholar] [CrossRef]
- Simões, S.; Viana, F.; Ramos, A.S.; Vieira, M.T.; Vieira, M.F. Reaction-assisted diffusion bonding of TiAl alloy to steel. Mater. Chem. Phys. 2016, 161, 73–82. [Google Scholar] [CrossRef]
- Simões, S.; Viana, F.; Ramos, A.S.; Vieira, M.T.; Vieira, M.F. Reaction Zone Formed during Diffusion Bonding of TiNi to Ti6Al4V using Ni/Ti Nanolayers. J. Mater. Sci. 2013, 48, 7718–7727. [Google Scholar]
- Kim, J.S.; LaGrange, T.; Reed, B.W.; Taheri, M.L.; Armstrong, M.R.; King, W.E.; Browning, N.D.; Campbell, G.H. Imaging of transient structures using nanosecond in situ TEM. Science 2008, 321, 1472–1475. [Google Scholar] [CrossRef] [PubMed]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacements sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Kipp, D.O. Material Data Sheets. MatWeb, LLC. 2010. Online version. Available online: http://www.matweb.com (accessed on 25 April 2016).
- Toprek, D.; Belosevic-Cavor, J.; Koteski, V. Ab initio studies of the structural, elastic, electronic and thermal properties of NiTi2 intermetallic. J. Phys. Chem. Solids 2015, 85, 197–205. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bilayer Thickness (nm) | Bonding Conditions (Temp./Time/Pressure) | Shear Strength Values (MPa) | Average Shear Strength (MPa) | ||
|---|---|---|---|---|---|
| 30 | 700 °C/60 min/50 MPa | 44 | 68 | 50 | 54 |
| 30 | 800 °C/60 min/10 MPa | 216 | 225 | 231 | 225 |
| 60 | 800 °C/60 min/10 MPa | 66 | 99 | 83 | 83 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Simões, S.; Ramos, A.S.; Viana, F.; Vieira, M.T.; Vieira, M.F. Joining of TiAl to Steel by Diffusion Bonding with Ni/Ti Reactive Multilayers. Metals 2016, 6, 96. https://0-doi-org.brum.beds.ac.uk/10.3390/met6050096
Simões S, Ramos AS, Viana F, Vieira MT, Vieira MF. Joining of TiAl to Steel by Diffusion Bonding with Ni/Ti Reactive Multilayers. Metals. 2016; 6(5):96. https://0-doi-org.brum.beds.ac.uk/10.3390/met6050096
Chicago/Turabian StyleSimões, Sónia, Ana S. Ramos, Filomena Viana, Maria Teresa Vieira, and Manuel F. Vieira. 2016. "Joining of TiAl to Steel by Diffusion Bonding with Ni/Ti Reactive Multilayers" Metals 6, no. 5: 96. https://0-doi-org.brum.beds.ac.uk/10.3390/met6050096