Using Micromachined Molds, Partial-curing PDMS Bonding Technique, and Multiple Casting to Create Hybrid Microfluidic Chip for Microlens Array

Abstract
:1. Introduction
2. Revised Microfabrication Process
2.1. Revision from Previous Microfabrication Process
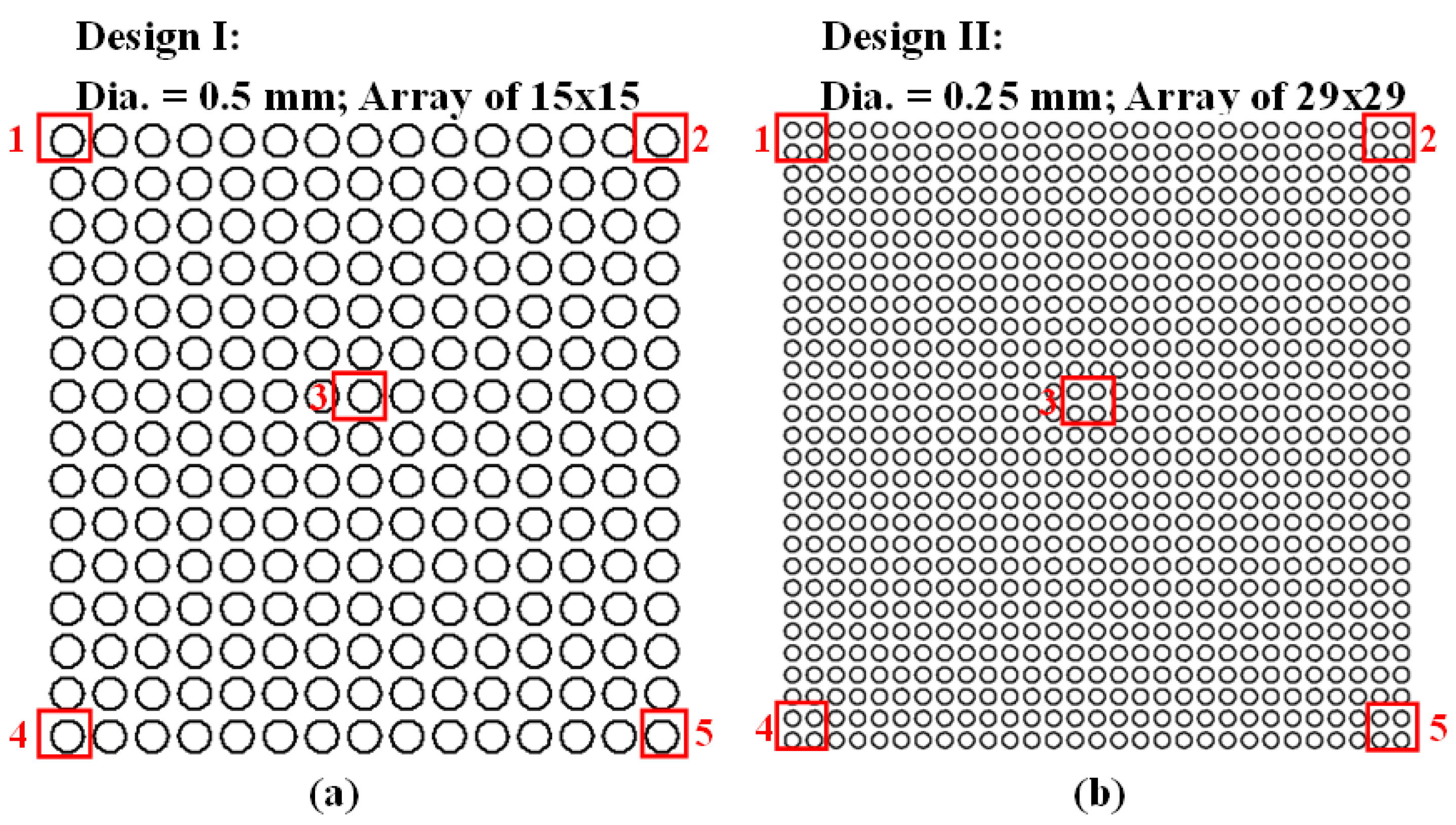
2.2. Design of MLAs
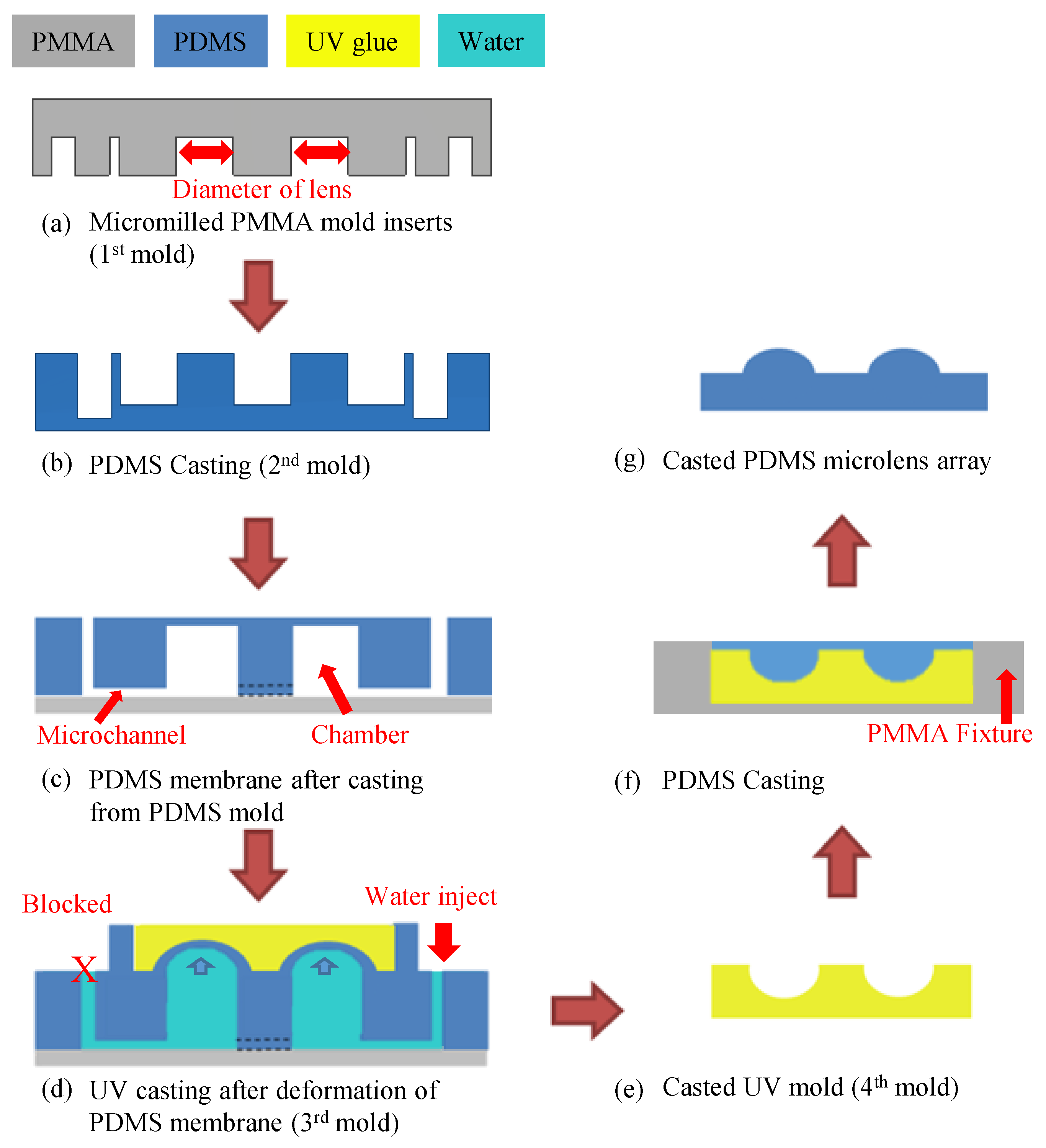
2.3. Microfabrication Process
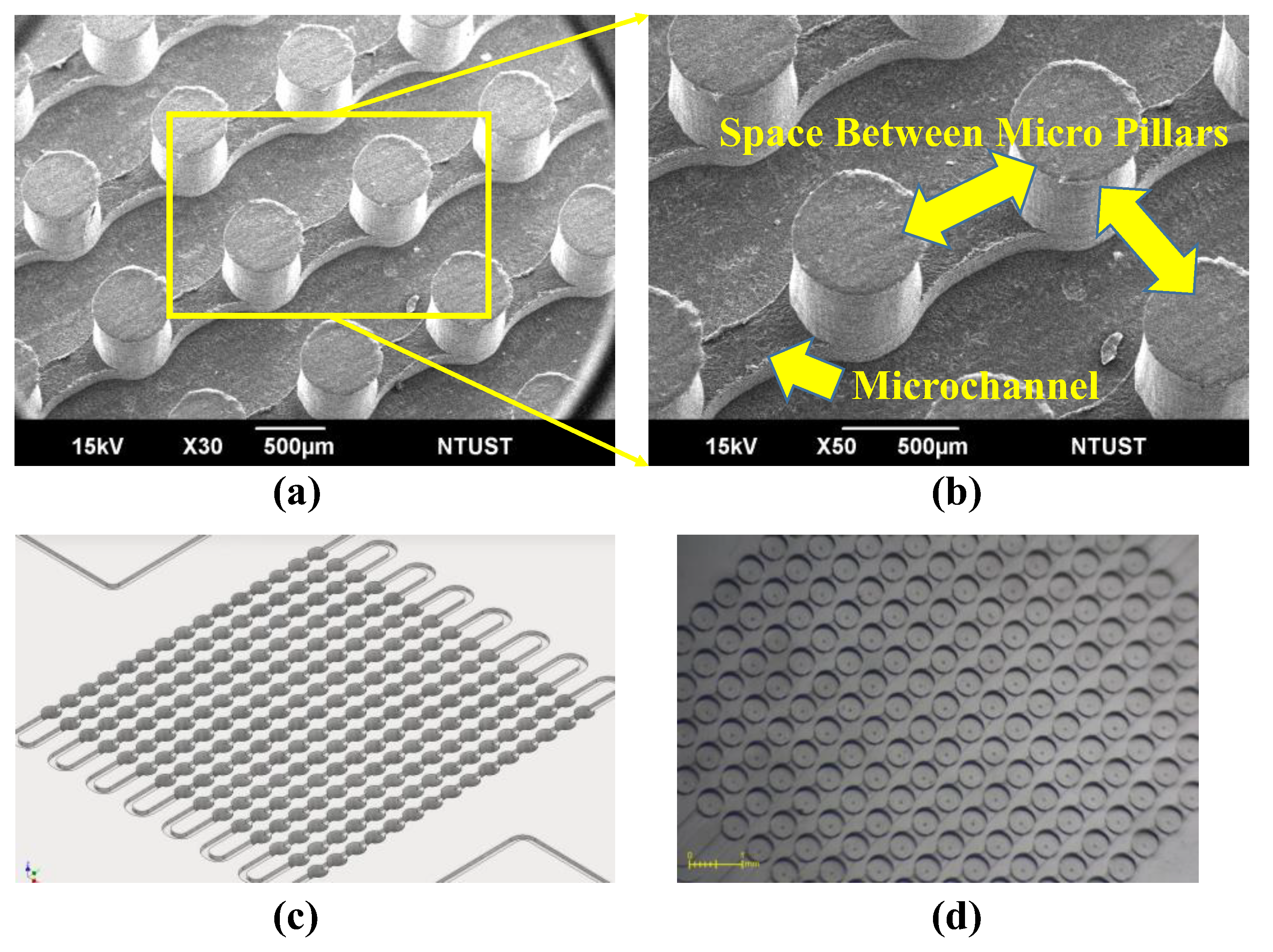
2.3.1. First Polymeric Mold with Micromilling
2.3.2. Cast PDMS Mold
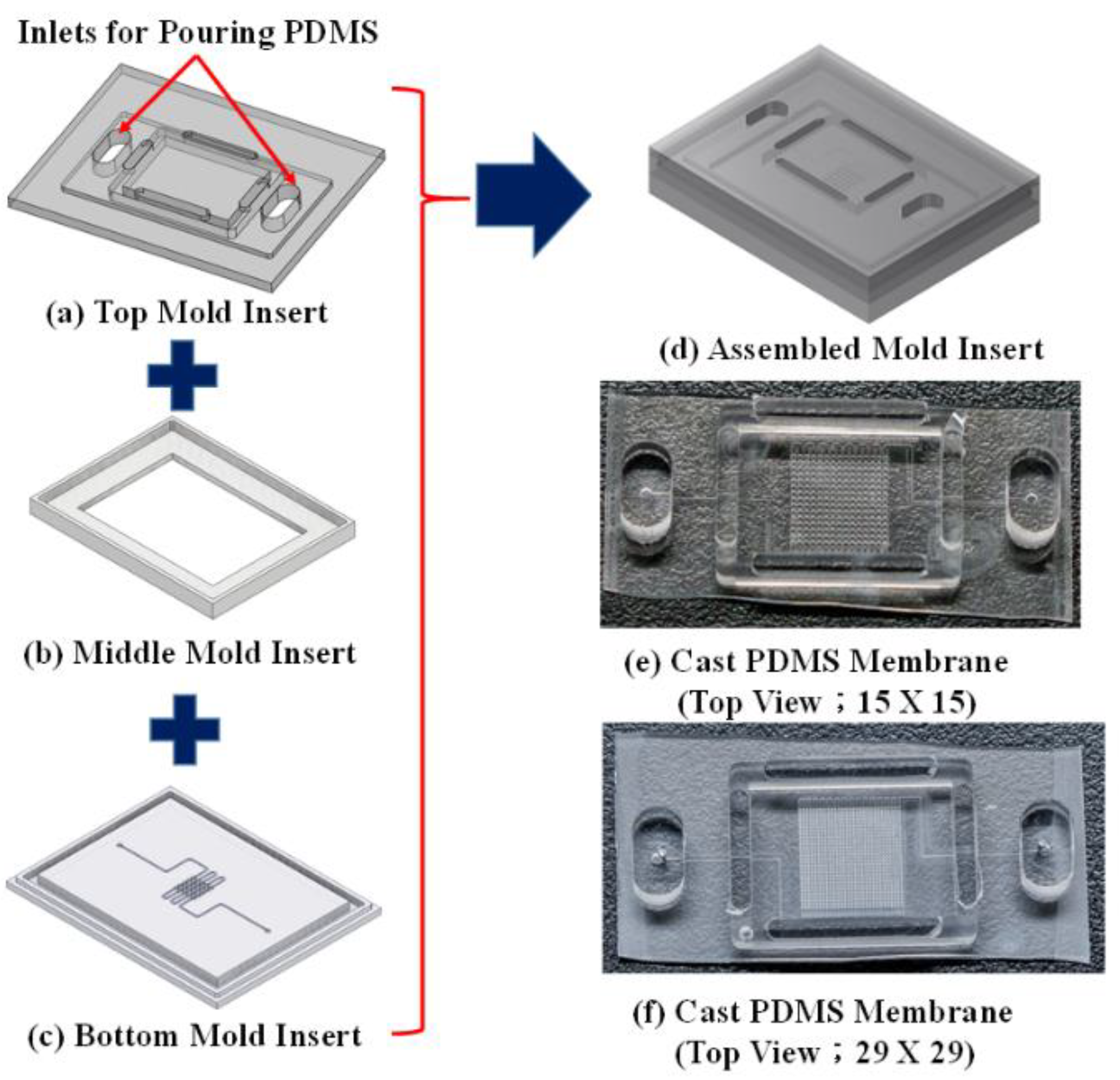
2.3.3. Third Assembly Mold for Fabrication of PDMS Membrane
2.3.4. Using Partial-curing PDMS Bonding for Assembly of PDMS Membrane and Glass Substrate
2.3.5. UV Adhesive Casting
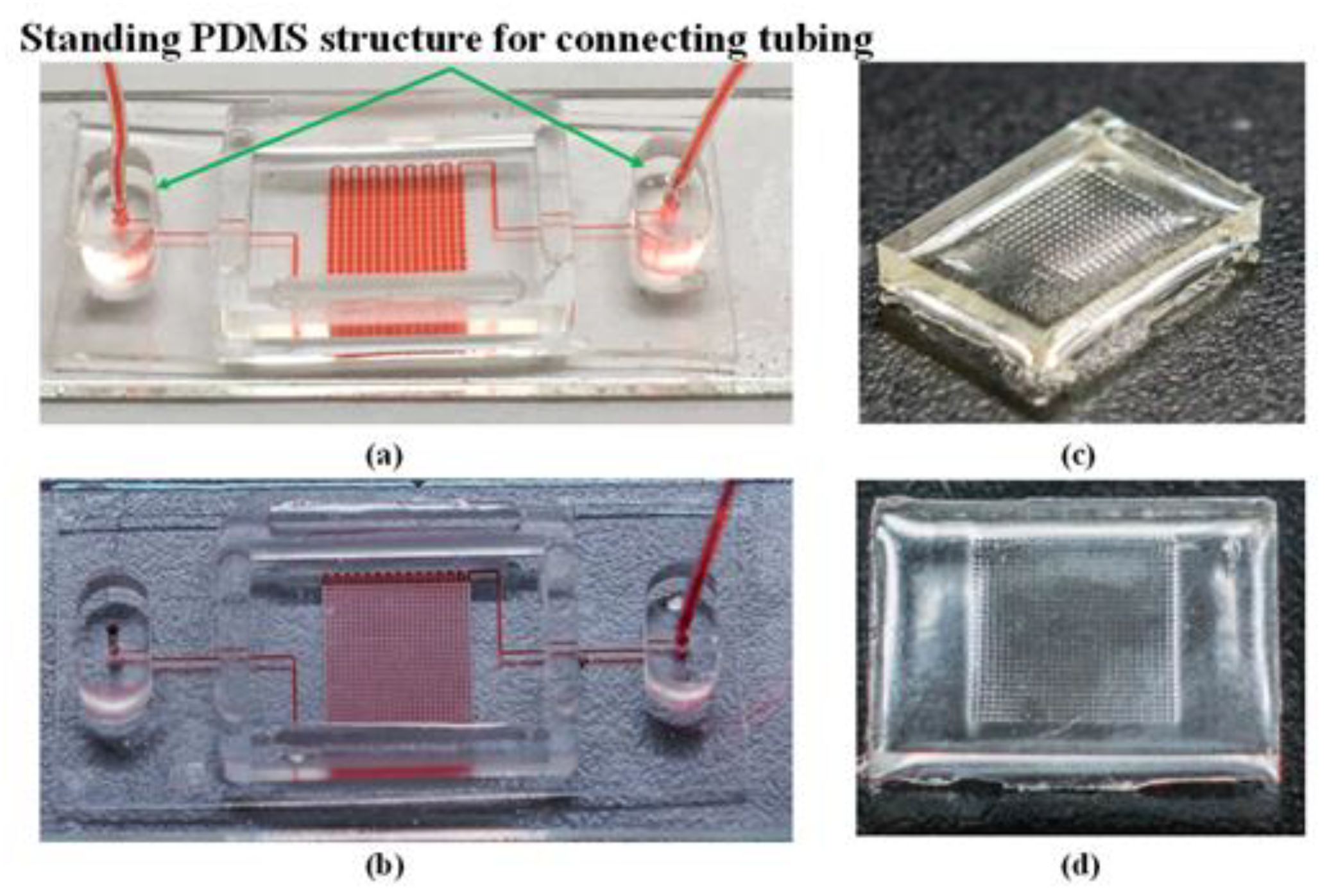
2.3.6. PDMS Casting of MLAs
3. Characterization Methods and Results
3.1. Uniformity of Membrane Thickness
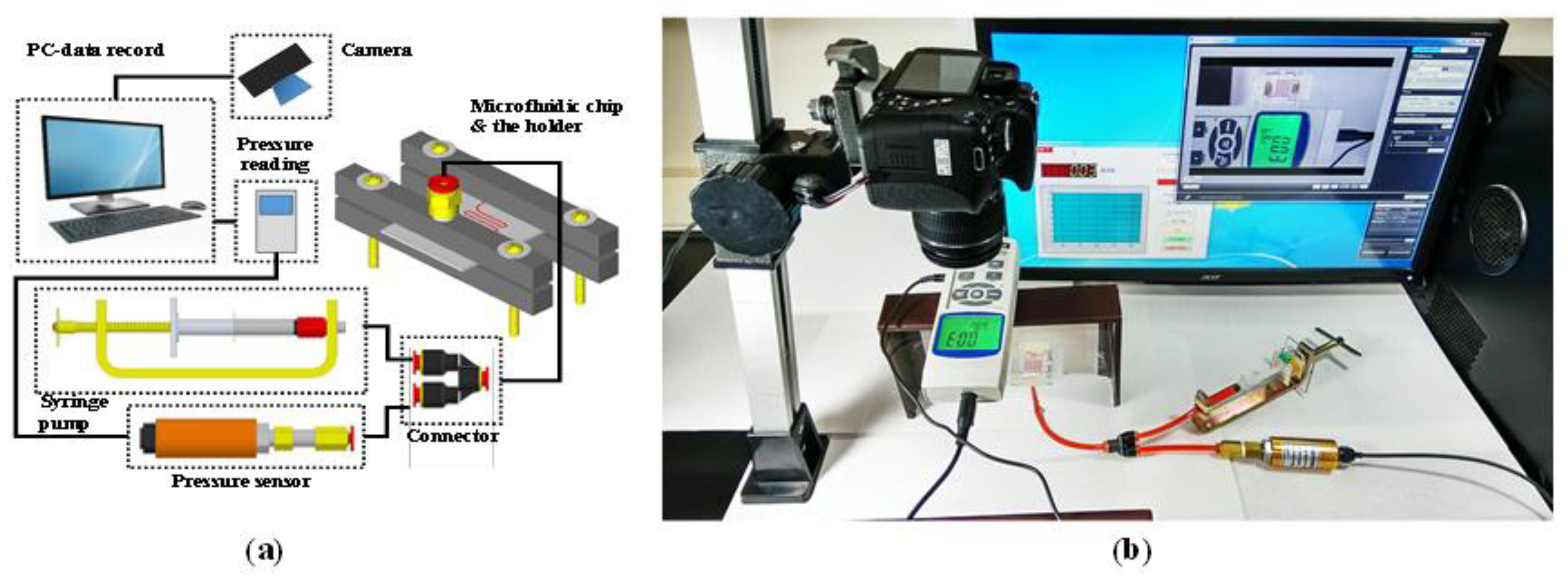
3.2. Bonding Strength of Partial-curing PDMS Bonding Technique
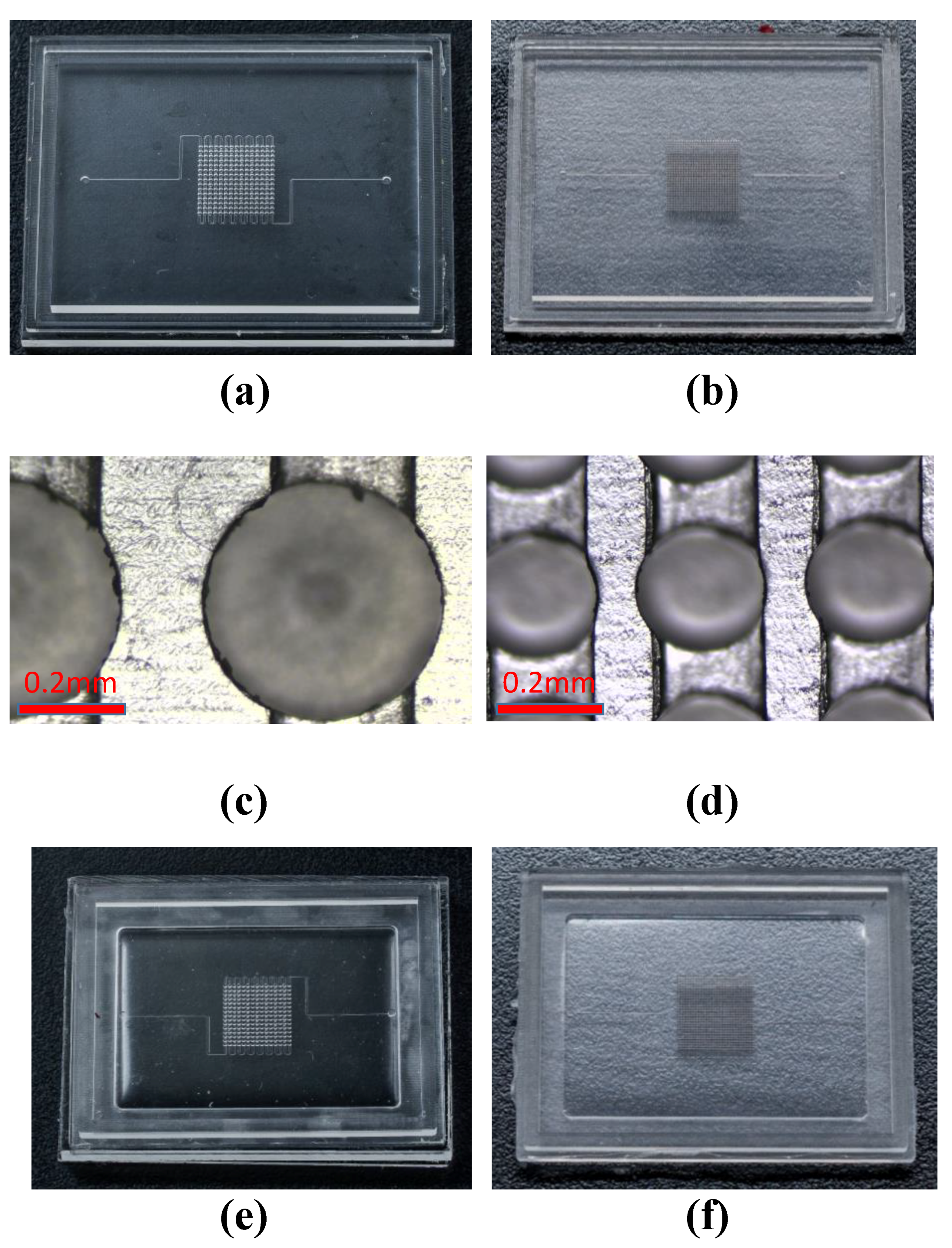
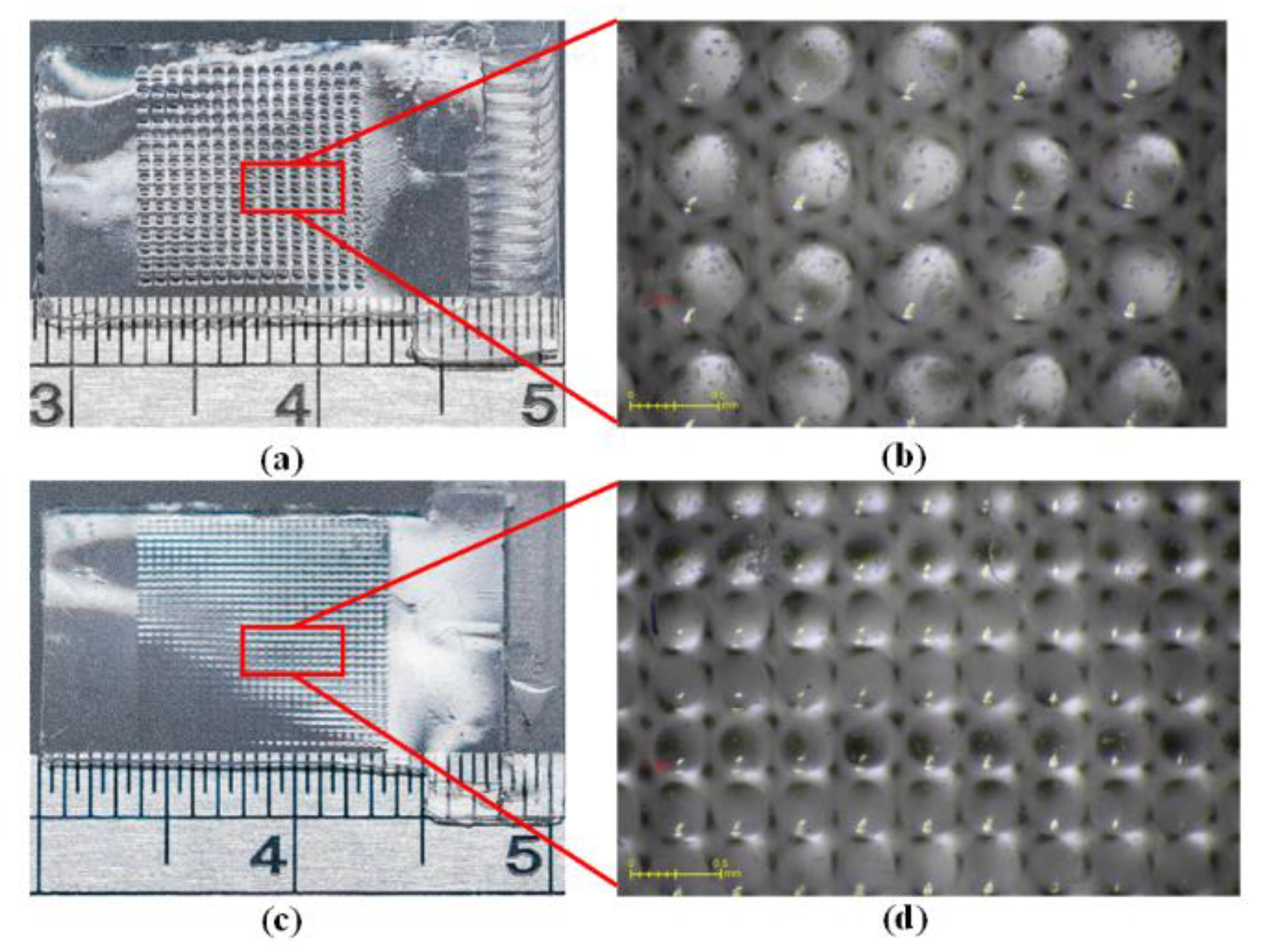
3.3. Lens Height Uniformity of MLAs
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- O’Neill, F.T.; Sheridan, J.T. Photoresist reflow method of microlens production Part I: Background and experiments. Opt.-Int. J. Light Electron Opt. 2002, 113, 391–404. [Google Scholar] [CrossRef]
- Park, E.H.; Kim, M.J.; Kwon, Y.S. Microlens for efficient coupling between LED and optical fiber. IEEE Photonics Technol. Lett. 1999, 11, 439–441. [Google Scholar] [CrossRef]
- Schlingloff, G.; Kiel, H.J.; Schober, A. Microlenses as amplification for CCD-based detection devices for screening applications in biology, biochemistry, and chemistry. Appl. Opt. 1998, 37, 1930–1934. [Google Scholar] [CrossRef] [PubMed]
- Lee, D.S.; Min, S.S.; Lee, M.S. Design and analysis of spatially variant microlens-array diffuser with uniform illumination for short-range infrared wireless communications using photometric approach. Opt. Commun. 2003, 219, 49–55. [Google Scholar]
- Shieh, H.P.D.; Huang, Y.P.; Chien, K.W. Micro-optics for liquid crystal displays applications. J. Disp. Technol. 2005, 1, 62. [Google Scholar] [CrossRef]
- Yoon, G.Y.; Jitsuno, T.; Nakatsuka, M.; Nakai, S. Shack Hartmann wave-front measurement with a large F-number plastic microlens array. Appl. Opt. 1996, 35, 188–192. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Baillie, D.A.; Gendler, J.E. Zero-space microlenses for CMOS image sensors: Optical modeling and lithographic process development. In Proceedings of the Optical Microlithography XVII. International Society for Optics and Photonics, Santa Clara, CA, USA, 28 May 2004; pp. 953–959. [Google Scholar]
- Di, S.; Jin, J.; Tang, G.; Chen, X.; Du, R. The fabrication of a multi-spectral lens array and its application in assisting color blindness. Int. J. Optomechatronics 2016, 10, 14–23. [Google Scholar] [CrossRef]
- Maschmeyer, R.O.; Andrysick, C.A.; Geyer, T.W.; Meissner, H.E.; Parker, C.J.; Sanford, L.M. Precision molded-glass optics. Appl. Opt. 1983, 22, 2410–2412. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Allen, Y.Y.; Yao, D.; Klocke, F.; Pongs, G. A reflow process for glass microlens array fabrication by use of precision compression molding. J. Micromech. Microeng. 2008, 18, 055022. [Google Scholar] [CrossRef]
- Pan, A.; Gao, B.; Chen, T.; Si, J.; Li, C.; Chen, F.; Hou, X. Fabrication of concave spherical microlenses on silicon by femtosecond laser irradiation and mixed acid etching. Opt. Express 2014, 22, 15245–15250. [Google Scholar] [CrossRef] [PubMed]
- Chang, X.; Xie, D.; Ge, X.; Li, H. Noncontact microembossing technology for fabricating thermoplastic optical polymer microlens array sheets. Sci. World J. 2014. Available online: https://www.hindawi.com/journals/tswj/2014/736562/abs/ (accessed on 29 August 2019).
- Hou, T.; Zheng, C.; Bai, S.; Ma, Q.; Bridges, D.; Hu, A.; Duley, W.W. Fabrication, characterization, and applications of microlenses. Appl. Opt. 2015, 54, 7366–7376. [Google Scholar] [CrossRef] [PubMed]
- Chang, S.I.; Yoon, J.B.; Kim, H.; Kim, J.J.; Lee, B.K.; Shin, D.H. Microlens array diffuser for a light-emitting diode backlight system. Opt. Lett. 2006, 31, 3016–3018. [Google Scholar] [CrossRef] [PubMed]
- Kunnavakkam, M.V.; Houlihan, F.M.; Schlax, M.; Liddle, J.A.; Kolodner, P.; Nalamasu, O.; Rogers, J.A. Low-cost, low-loss microlens arrays fabricated by soft-lithography replication process. Appl. Phys. Lett. 2003, 82, 1152–1154. [Google Scholar] [CrossRef]
- Chang, S.I.; Yoon, J.B. Shape-controlled, high fill-factor microlens arrays fabricated by a 3D diffuser lithography and plastic replication method. Opt. Express 2004, 12, 6366–6371. [Google Scholar] [CrossRef] [PubMed]
- Jung, H.; Jeong, K.H. Monolithic polymer microlens arrays with high numerical aperture and high packing density. ACS Appl. Mater. Interfaces 2015, 7, 2160–2165. [Google Scholar] [CrossRef] [PubMed]
- Popovic, Z.D.; Sprague, R.A.; Connell, G.N. Technique for monolithic fabrication of microlens arrays. Appl. Opt. 1988, 27, 1281–1284. [Google Scholar] [CrossRef] [PubMed]
- Wakaki, M.; Komachi, Y.; Kanai, G. Microlenses and microlens arrays formed on a glass plate by use of a CO2 laser. Appl. Opt. 1998, 37, 627–631. [Google Scholar] [CrossRef] [PubMed]
- Fritze, M.; Stern, M.B.; Wyatt, P.W. Laser-fabricated glass microlens arrays. Opt. Lett. 1998, 23, 141–143. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.; Liu, R.; Lai, J.; Yi, X.J. Design and fabrication of a negative microlens array. Opt. Laser Technol. 2008, 40, 1047–1050. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Tang, Q.; Yi, X.; Zhang, Z.; Pei, X. Cylindrical microlens array fabricated by argon ion-beam etching. Opt. Eng. 2000, 39, 3001–3007. [Google Scholar]
- Kim, J.Y.; Brauer, N.B.; Fakhfouri, V.; Boiko, D.L.; Charbon, E.; Grutzner, G.; Brugger, J. Hybrid polymer microlens arrays with high numerical apertures fabricated using simple ink-jet printing technique. Opt. Mater. Express 2011, 1, 259–269. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Zhang, P.; Deng, Y.; Hao, P.; Fan, J.; Chi, M.; Wu, Y. Polymeric microlens array fabricated with PDMS mold-based hot embossing. J. Micromech. Microeng. 2014, 24, 095028. [Google Scholar] [CrossRef]
- Ong, N.S.; Koh, Y.H.; Fu, Y.Q. Microlens array produced using hot embossing process. Microelectron. Eng. 2002, 60, 365–379. [Google Scholar] [CrossRef]
- Lin, T.H.; Lin, M.C.; Chao, C.K. A novel and rapid fabrication method for a high fill factor hexagonal microlens array using thermal reflow and repeating spin coating. Int. J. Adv. Manuf. Technol. 2017, 92, 3329–3336. [Google Scholar] [CrossRef]
- Chronis, N.; Liu, G.L.; Jeong, K.H.; Lee, L.P. Tunable liquid-filled microlens array integrated with microfluidic network. Opt. Express 2003, 11, 2370–2378. [Google Scholar] [CrossRef] [PubMed]
- Ren, H.; Fox, D.; Anderson, P.A.; Wu, B.; Wu, S.T. Tunable-focus liquid lens controlled using a servo motor. Opt. Express 2006, 14, 8031–8036. [Google Scholar] [CrossRef]
- Yang, H.; Yang, C.Y.; Yeh, M.S. Miniaturized variable-focus lens fabrication using liquid filling technique. Microsyst. Technol. 2008, 14, 1067–1072. [Google Scholar] [CrossRef]
- Yu, H.B.; Zhou, G.Y.; Chau, F.K.; Lee, F.W.; Wang, S.H.; Leung, H.M. A liquid-filled tunable double-focus microlens. Opt. Express 2009, 17, 4782–4790. [Google Scholar] [CrossRef]
- Chen, P.C.; Chang, Y.P.; Zhang, R.H.; Wu, C.C.; Tang, G.R. Microfabricated microfluidic platforms for creating microlens array. Opt. Express 2017, 25, 16101–16115. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Design | 1st Piece | 2nd Piece | Avg. | STD | CV | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 1 | 2 | 3 | 4 | 5 | ||||
| Design I (75 μm) | 80 | 82 | 81 | 80 | 81 | 82 | 81 | 80 | 81 | 80 | 80.8 | 0.79 | 0.04 |
| Error | 5 | 7 | 6 | 5 | 6 | 1 | 2 | 3 | 4 | 5 | 4.4 | 1.9 | |
| Design II (55 μm) | 55 | 54 | 60 | 52 | 50 | 54 | 50 | 55 | 60 | 58 | 54.8 | 3.65 | 0.07 |
| Error | 0 | 1 | 5 | 3 | 5 | 1 | 5 | 0 | 5 | 3 | 2.8 | 2.15 | |
| Design | 1st Piece | 2nd Piece | Avg. | STD | CV | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 1 | 2 | 3 | 4 | 5 | ||||
| Design I | 94 | 135 | 83 | 92 | 94 | 127 | 107 | 113 | 100 | 110 | 105.5 | 16.3 | 0.15 |
| Design II | 25 | 28 | 27 | 32 | 32 | 28 | 31 | 32 | 26 | 30 | 29.1 | 2.64 | 0.09 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, P.-C.; Zhang, R.-H.; Chen, L.-T. Using Micromachined Molds, Partial-curing PDMS Bonding Technique, and Multiple Casting to Create Hybrid Microfluidic Chip for Microlens Array. Micromachines 2019, 10, 572. https://0-doi-org.brum.beds.ac.uk/10.3390/mi10090572
Chen P-C, Zhang R-H, Chen L-T. Using Micromachined Molds, Partial-curing PDMS Bonding Technique, and Multiple Casting to Create Hybrid Microfluidic Chip for Microlens Array. Micromachines. 2019; 10(9):572. https://0-doi-org.brum.beds.ac.uk/10.3390/mi10090572
Chicago/Turabian StyleChen, Pin-Chuan, Ren-Hao Zhang, and Liang-Ta Chen. 2019. "Using Micromachined Molds, Partial-curing PDMS Bonding Technique, and Multiple Casting to Create Hybrid Microfluidic Chip for Microlens Array" Micromachines 10, no. 9: 572. https://0-doi-org.brum.beds.ac.uk/10.3390/mi10090572