1. Introduction
Microtechnology has contributed greatly to the progress of society thanks to the incredible growth of electronics that it has permitted. Photolithography has been the central process enabling fast miniaturization of individual components and complex layouts with metal, oxides and semiconductors required in circuit integration. Although the cost of materials and infrastructure required by this technology has always been relatively elevated, the high integration levels enabled by this technology have decreased the overall cost per chip. This said, when different construction materials such as polymers are required, or if small-volume rapid-prototyping devices are sought, microtechnology remains too expensive for many laboratories, especially in low-resource universities or developing countries. After the development of a more accessible method was introduced mainly thanks to the work of George Whitesides in soft-lithography [
1,
2], the fabrication of on-demand microchips has now become very popular, because it is more accessible. The techniques used in modern microtechnology have been greatly simplified and the catalog of compatible materials expanded significantly, hence broadening the range of possible applications [
1,
3,
4]. The capability to pattern many materials at the microscale in a low-resource laboratory, even at a small production volume has increased the potential of prototyping and testing lab-on-chip technology, especially in biomedical applications where polymers in general, and poly-dimethylsiloxane (PDMS) in particular, are often used to guarantee a better transition from the laboratory to the market [
5,
6,
7,
8]. However, a serious limiting parameter in developing biomicrofluidic platforms is the geometric resolution [
9]; the tools required to yield resolutions below 50 µm are still expensive [
10,
11]. One critical step in microfabrication using soft lithography, for instance, is the inevitable need for high-resolution micromolds used in replica-molding (REM) to reproduce the micropatterns with high fidelity in polymer materials such as PDMS. When high resolution is required, photolithographic processes are thus still used in order to obtain the master molds, although large low-resolution areas (such as those of the interconnection pads) do not necessarily need expensive patterning tools. Indeed, the cost associated with fabricating large areas on resist patterns transferred onto the mold substrates for subsequent replicas in PDMS is not ideal, as these common structures shared by all microfluidic chips usually do not require high-resolution processes with a very high associated cost per area. and different strategies may be employed nowadays [
12].
Several simple solutions exist to create molds of direct fabrication: the use of thermoshrinkable polymers, the desktop cutter plotter or the combination of both are examples of these affordable techniques [
10,
13,
14]. In our group, we have also developed a low-cost laser microfabrication system that also enables the construction of plastic micromolds [
15]. This process appears to solve a cost issue when high-resolution features need to be integrated inside PDMS microfluidic chips using soft- lithography and rapid-prototyping. Indeed, usually photoresists are used to transfer patterns onto a wafer or a glass slide using a photomask, that also needs to be fabricated and usually presents a high associated cost that is not suitable for testing and prototyping. Other maskless techniques such as 2-photon lithography also guarantee high resolutions but their cost per area and processing time are too high for large surfaces (
Table 1). Finally, the low-cost techniques widely used in low-resource laboratories are somehow limited to low-resolution features (
Table 1). Therefore, we have decided to merge micro- and macro-fabrication procedures to restrict the area of high-resolution features fabricated by 2-photon lithography to the absolute minimum and hence greatly limit the cost and time of fabrication. Although large-scale structures have been manufactured using the 2-photon technique, there are still area limits and there is a need to use micromanipulators to make the connections with tubings and external pumps, which with our method may not be necessary [
16].
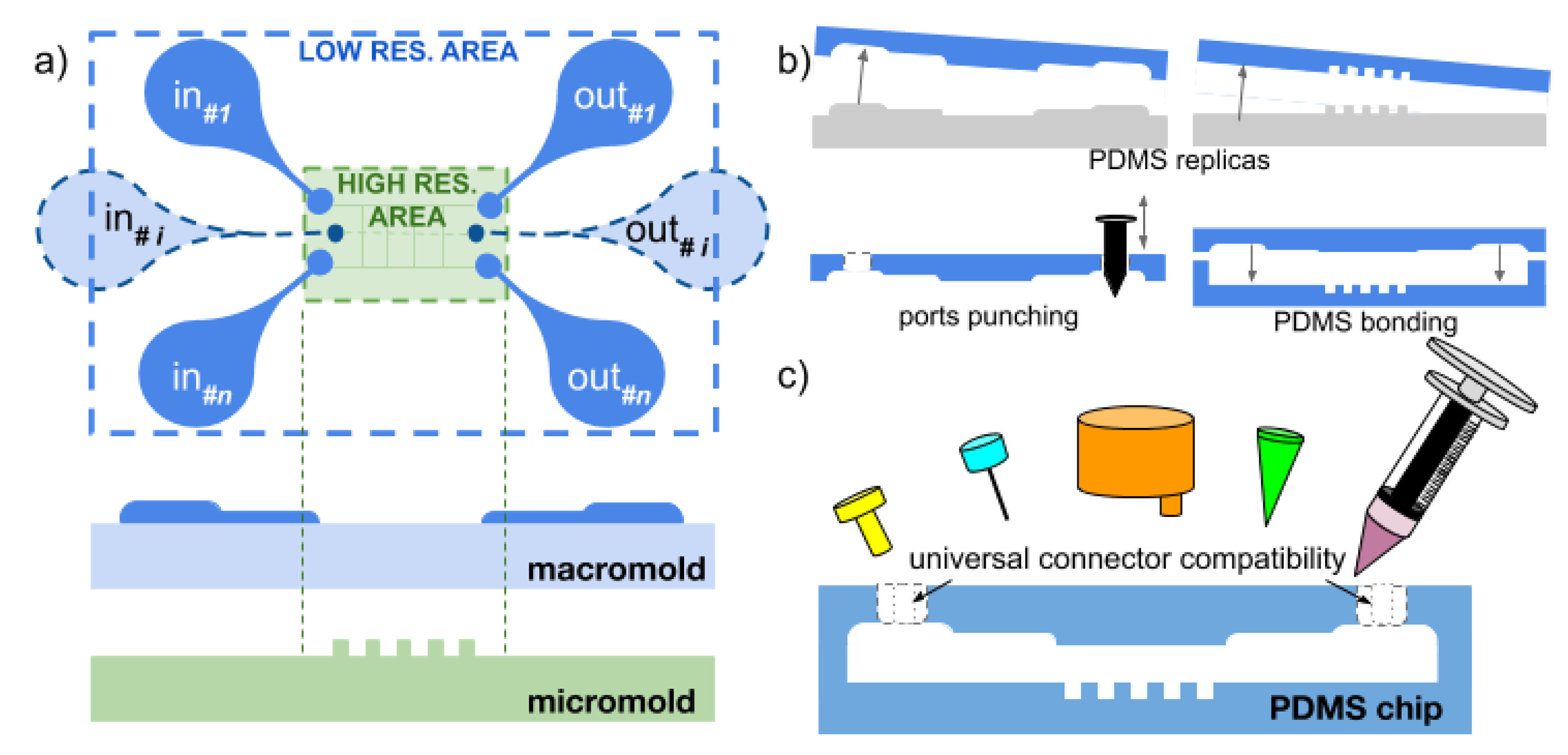
In this work, we proposed to limit the area of micron-scale features to the absolute minimum in order to save process time and budget and hence present a standard procedure for the construction of microstructured PDMS microfluidic platforms useful for a low-resource laboratory or in educational laboratories. It is based on the separated design and fabrication of large areas of low- resolution structures for user-friendly interconnects as well as the high-resolution features but restricted to a smaller area, in a different step. This process allowed us a more efficient use of resources by producing the inlets/outlets layouts and larger channels of our chips in a very simple fashion, hence lowering the overall cost of the molds for the rapid prototyping of PDMS chips. It is now possible to design a “one-design-fits-all” macromold with interconnect layouts that may be readily made using simple techniques while micron-scale features are designed and fabricated apart and limited to the smallest area possible. Both molds are then replicated in PDMS using soft lithography and then bonded together to construct a single chip that integrates both micro- and macro-features. The ports (inlets and outlets) can be designed as a unique generic footprint with n available openings shared between multiple common microchannel designs. The openings may be designed sufficiently large in order to be compatible with any microfluidics connector (luers, reservoirs, micropipette tips, syringes, etc.).
Generic macro-layouts can thus be readily made in any laboratory using one of the multiple macromold techniques presented in our process, and it is then possible to outsource only a delimited area for the high-resolution micropatterns. The macromold fabrication process was validated here with several techniques such as plastics micromilling, laser microfabrication of plastics, or fabrication of molds using commercial shrinkable polystyrene sheets (Shrinky Dinks®, Alex Toys Inc., Fairfield, NJ, USA) [
10,
11]. The micron-range features were made using photolithography or 2-photon lithography, limiting the overall area to the essential in order to lower the cost. These high-resolution patterns were transferred either on a different mold or directly onto the macromold when possible for obtaining a single mold. In both micro and macro designs, special attention was drawn to the correct alignment of interconnections between both molds for the micro–macro process to be successful in the fabrication of microfluidics platforms. In order to validate the proof-of-concept, different chips were fabricated and are shown in this paper. Other similar methods have been proposed [
17,
18,
19] but it is the combination of low-cost methods and the ability to create three-dimensional structures that make our work innovative.
2. Materials and Methods
2.1. Micro-Macro Integration Processes
The micro–macro process used in this work is aimed at integrating high-resolution (micro) patterns readily inside a larger low-resolution (macro) area in the design and fabrication of master molds in order to fabricate microfluidics chips with both large structures or interconnections and micro-sized features easily and almost directly for rapid-prototyping applications. The general process is presented in
Figure 1 and the diagrams of
Figure 2 and
Figure 3 present the detailed procedures that were tested successfully in this work for two molds or a single mold respectively.
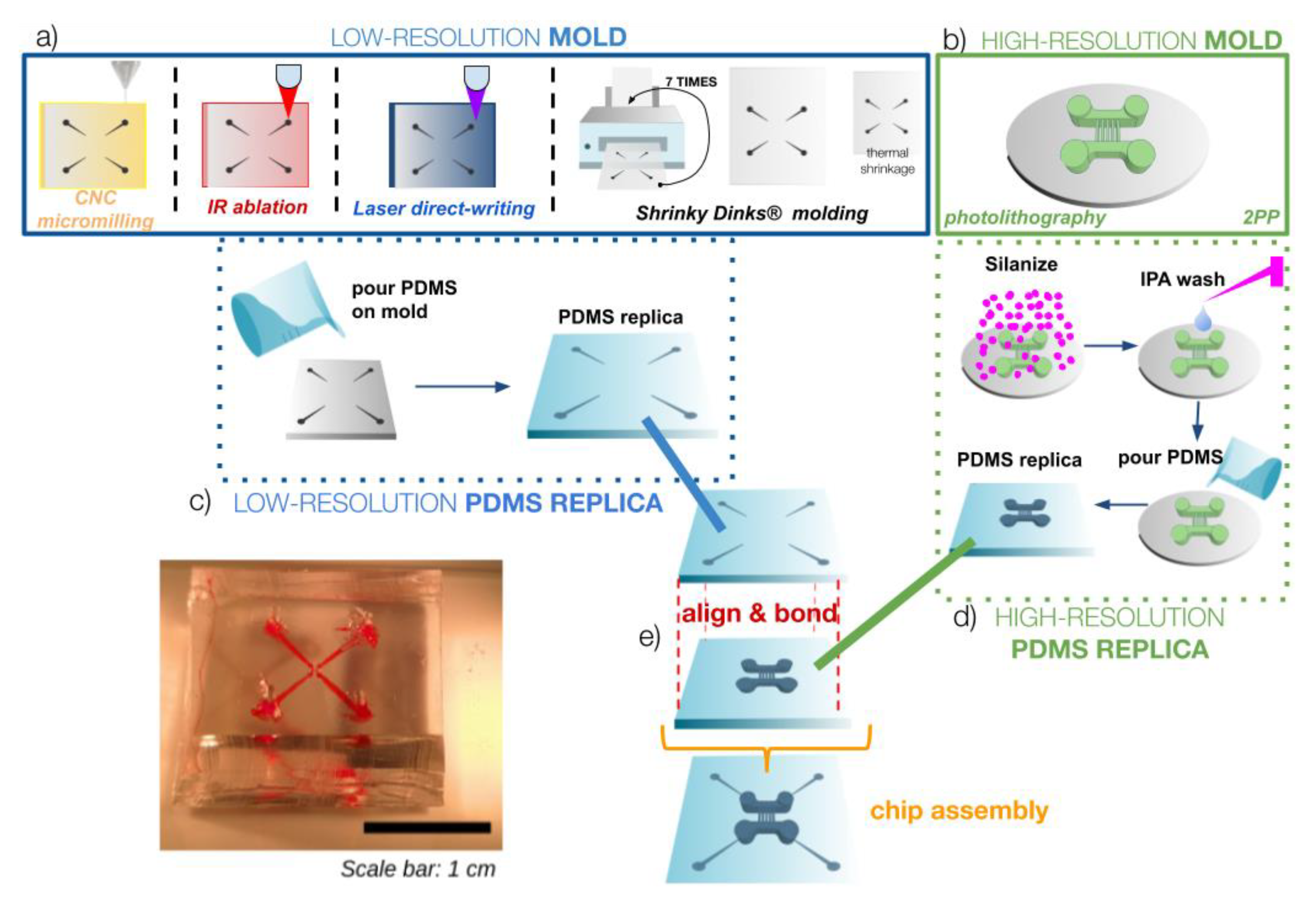
In the 2-mold option, the critical step was the alignment of the areas where the two layers of the chips had to be united correctly in order to ensure the flow from larger to smaller cross-sections (
Figure 2). In the single-mold option, this step could be cancelled as the micro-features were directly fabricated on a pre-existing low-resolution mold, but particular attention was paid in precisely focusing the laser on the correct area to ensure continuity between large and small channels in the final chips. Different low-resolution macromolds were designed and fabricated with larger interconnects for inlet and outlet areas on the outer regions and smaller-size areas for interconnects with the high-resolution micro-features. The outer interconnects were made large to punch vias and holes compatible with all typical microfluidics interconnections depending on the application (luers, syringe needles, micropipette tips and commercial reservoirs). Both the low-resolution and high- resolution patterns of interest were fabricated using different techniques that are shown in
Figure 2 and
Figure 3 and detailed in the following sections.
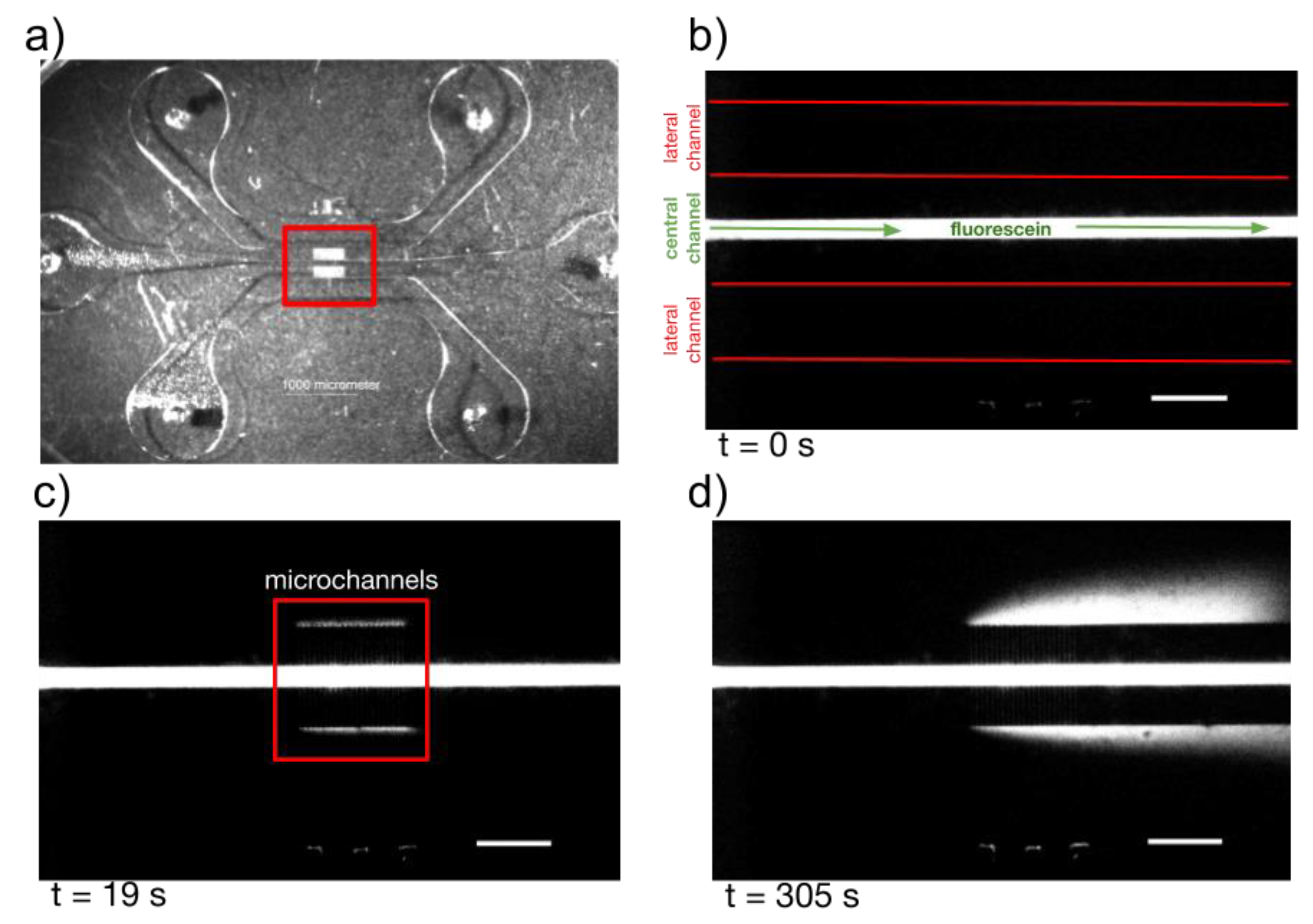
For low-resolution mold fabrication, any of the following techniques was successfully employed: Computer Numerical Control (CNC) micromilling in an acrylic sheet, infrared laser ablation in an acrylic sheet, laser direct-writing to pattern a photoresin on a glass substrate, or shrinkable polystyrene sheet molding. In the case of the high-resolution mold, we used mask photolithography and 2-photon laser polymerization (2PP) of a photoresin. Each mold is then used in a replica-molding (REM) technique to obtain a high-fidelity PDMS replica of each mold, as described in detail in a following section. Then, both replicas are activated using plasma, UV-ozone, or corona discharge to promote PDMS–PDMS bonding. They are finally aligned carefully (using alignment marks that may be specifically designed, if necessary) under a stereoscopic microscope in order to assemble the final chip with interconnections easily accessible. The correct alignment of the micro- and macro-parts of the chip and absence of leaky joints is then verified by flowing a colored liquid inside the chip and visualizing the flow under a microscope.
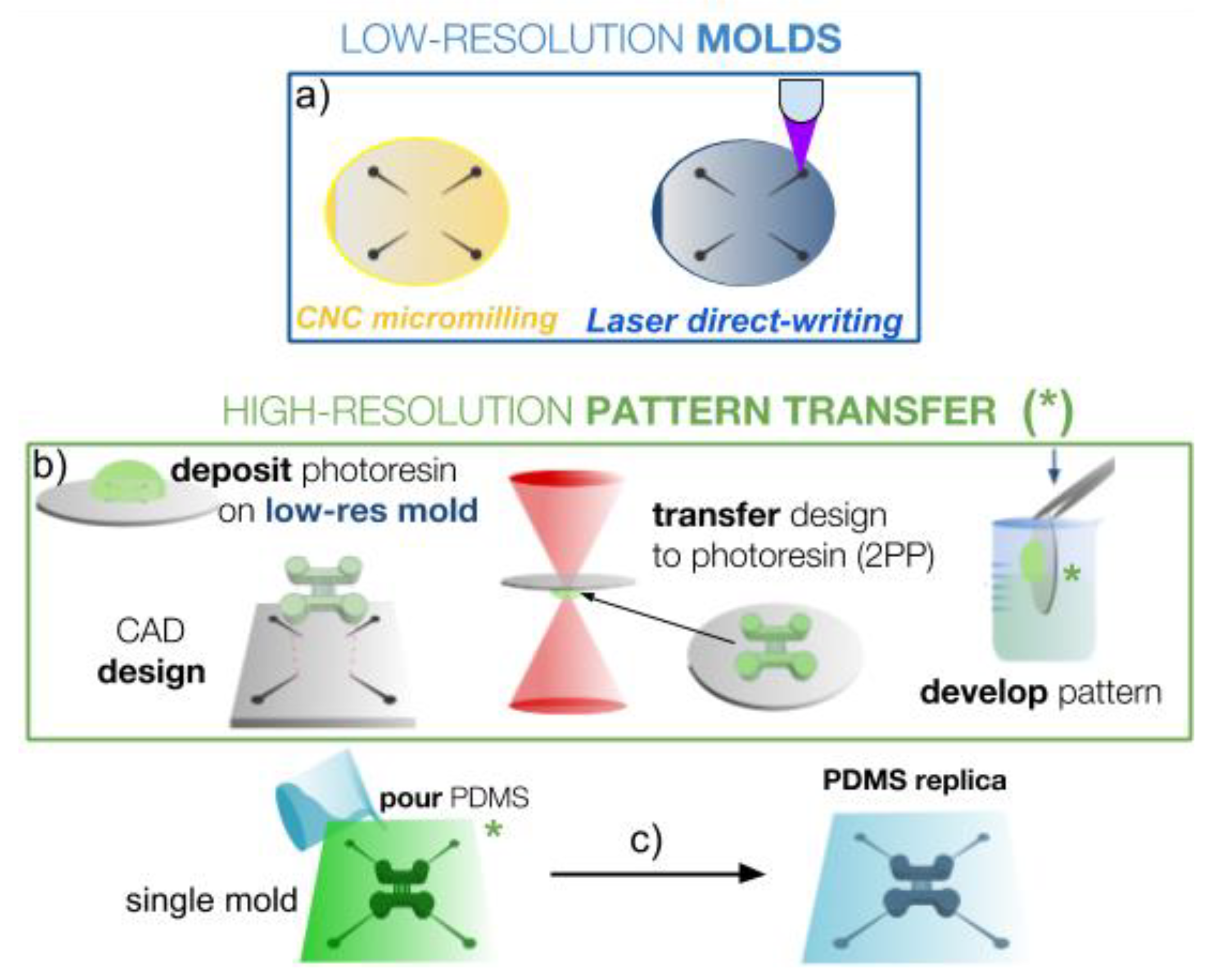
In the case of the micro–macro single-mold process (
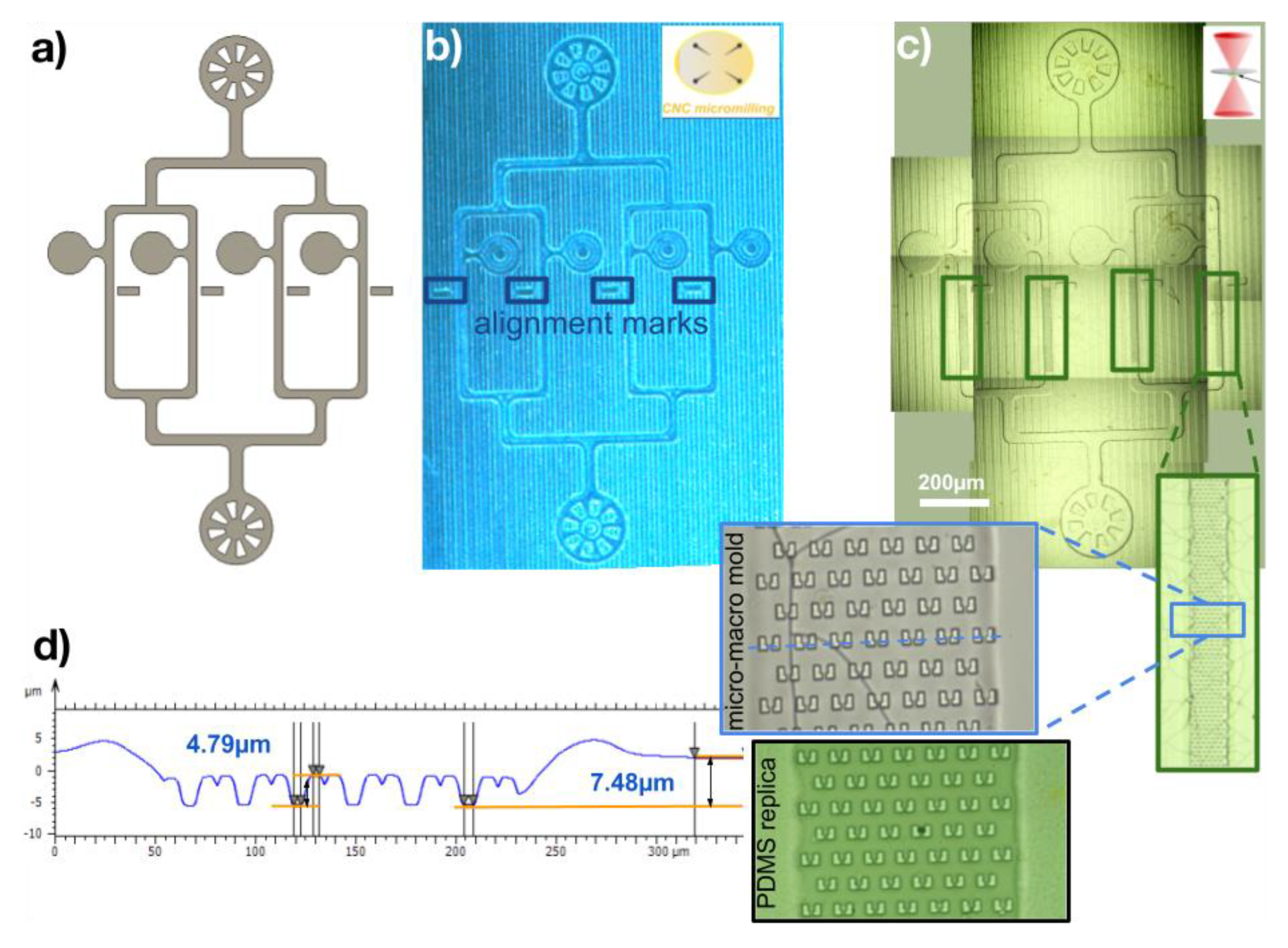
Figure 3), only one substrate is used to obtain a single PDMS replica with both micro- and macro-features on them. The process is more sequential, as the high-resolution pattern is directly transferred onto the low-resolution mold using 2PP. In this case, only two of the four low-resolution techniques presented above were successfully used, due to two additional requirements of the 2PP technique. First, the substrate material needs to be compatible with the 2PP photoresin development process as the developer chemicals may be aggressive. Then, and more importantly, a smooth and flat substrate surface with a high enough refractive index is needed on the macromold to guarantee precise laser focusing and interface finding. Unfortunately, this high surface quality was not achieved in our laboratory with the other techniques and we thus restricted the low-resolution mold to CNC micromilling and laser direct-writing. Once these requirements were fulfilled, once the macromold was obtained, the substrate was inserted inside the 2PP laser system in order to transfer the desired CAD design onto the macromold. After development, the final mold contained both micro- and macro-features for subsequent REM and chip assembly processes.
2.2. Fabrication of Low-Resolution Macromolds
In this work, we tested four different techniques to fabricate the low-resolution or “macro” molds, accessible to most laboratories and relatively simple to implement rapidly. The molds obtained with these techniques consisted basically of substrates with larger structural parts or fluidic interconnect access ports of the final chip platforms. The exact procedures used in this work are detailed in the following.
2.2.1. Low-Cost Shrinky Dinks® Molding
The use of commercial polystyrene (PS) sheets known as Shrinky Dinks® to construct 3D microfluidics channels very rapidly and at an affordable cost was first reported in 2008 [
11] and our technique was based on this protocol. As mentioned in the literature, this technique offers great reproducibility from design to design, operator to operator and run to run. However, it is limited to structures with relatively low aspect ratios and usually presents a relatively high roughness that limits its use to low-resolution molds. Here, the desired macro pattern was designed in 2D using any design software and then printed 7 times at the same position of the PS sheet employing a 600 dpi commercial printer (Laser Jet CP1025nw, Hewlett-Packard, Palo Alto, CA, USA). After washing the surface carefully with a solution of 5% v/v of acetone in isopropyl alcohol (IPA) for several minutes in order to obtain well-defined boundaries, the polymer sheets were placed in a convection oven with homogeneous heating at 175 °C for 5 min until the shrinkage occurred. The samples were cooled down at ambient temperature for several minutes and stored hermetically until further use. The resolution of the 2.5D features of this kind of mold depends mainly on the quality of the printer and in this work a resolution of 200 µm was obtained for the macro-molds.
2.2.2. Low-Cost Infrared Laser Ablation
Another low-cost and rapid technique used here for the low-resolution molds consisted of poly- methylmetacrylate (PMMA) laser ablation with a custom-made laser platform based on a motorized CD–DVD pickup head unit. The detailed procedure employed here was described in a previous work [
15,
20]. In this work, PMMA used as the laser platform offered excellent reproducibility and control of etched dimensions, including depth, over relatively large areas [
15]. However, this process still was not suitable for applications where high resolution features of less than 20 µm are required.
2.2.3. Low-Cost Blu-Ray Laser Direct Writing
Similarly to IR laser ablation, a blu-ray pickup head unit was mounted on the previous platform to crosslink photosensitive resins [
15]. In this work, we used a commercial UV-sensitive glue, Loctite 3525 (Henkel Corp., Düsseldorf, NRW, Germany), to construct macro-molds, using the procedure detailed in a previous work [
15]. Simple 3D structures were readily made with this setup and technique, but the final resolution of the structures after development was not acceptable for high- resolution applications and its use was limited to the fabrication of low-resolution molds.
2.2.4. CNC Micromilling
The last option that was tested and presented excellent results to build macro-molds was CNC micromilling [
21,
22,
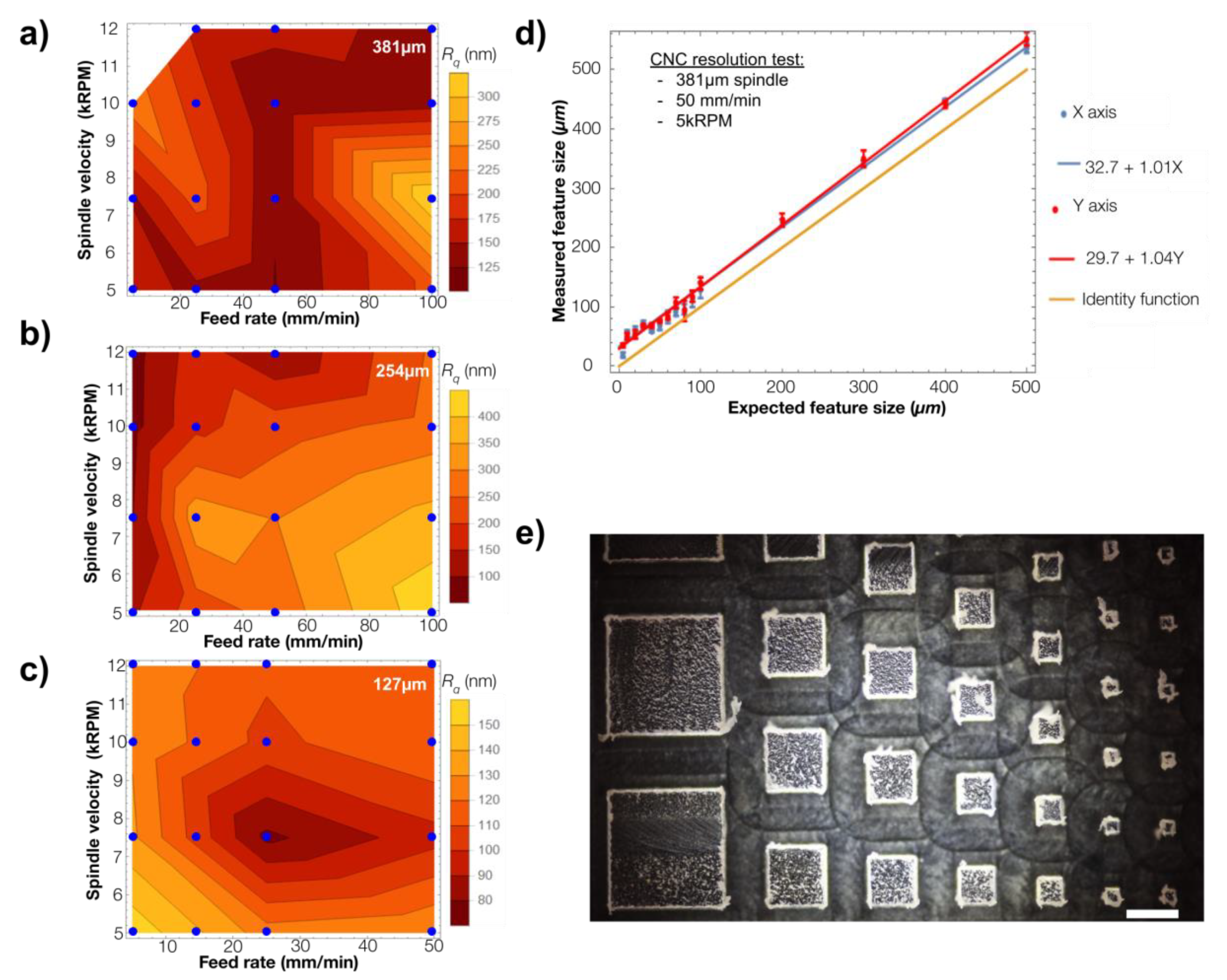
23]. This subtractive manufacture technique is used to etch micrometric size patterns by means of a 3-axis motorized high-speed rotating cutting tool that removes bulk material. The precise position of this tool is controlled by Computer Numerical Control (CNC) via G-Code. In this work, we used a Mini-Mill/4 (Minitech Machinery Corp., Norcross, GA, USA) with up to 10 µm of resolution in each axis. The G-Code was generated with computer-aided design (CAD) software Fusion 360 (Autodesk Inc., San Rafael, CA, USA), which allows the straightforward translation of a 3D CAD model into a computer-aided manufacturing (CAM) cutting operation. The workflow followed here is a common CNC micromilling procedure, described as follows. First, the desired 3D structures were designed in CAD. In the case of the single-mold procedure where the CNC mold is then processed in 2PP, the CAD design integrated two separated bodies, both the micro- and the macro-features. In the macro-design, one or multiple alignment marks were added without affecting the function of the structures. In a second step, the G-Code instructions were created in order to engrave the structures correctly. Indeed, in this CAM, all manufacturing considerations that have to be followed in order to achieve optimum results were integrated: the size of the endmill, its feed rate, and the spindle speed were carefully selected after a proper characterization (presented in a following section) in order to achieve a low roughness surface in the lowest time possible. Another important factor in fabricating a mold for REM is the cutting strategy to guarantee a flat, even surface and homogeneous height across features. Because of its excellent performance for soft lithography REM using PDMS and its compatibility with the 2PP high resolutions process, in this work we used PMMA sheets (75 mm × 25 mm × 2 mm) to fabricate the macro-molds. To hold the polymer samples in place and guarantee a correct transfer, we used double sided tape [
21].
2.3. Fabrication of Inner High-Resolution Micromolds
High-resolution features are usually expensive. Although our process is compatible with any high-resolution technique to fabricate molds, in this work the microstructures were fabricated using 2-photon polymerization of photosensitive resins. A Photonic Professional GT (PPGT) system from Nanoscribe GmbH (Eggenstein-Leopoldshafen, BW, Germany) was used with one of its proprietary resists (IP-S). Although the process enables a rapid, fully-automated transfer of a 3D pattern on compatible substrates from a simple CAD design, it is usually limited to relatively small areas for cost reasons. Moreover, in spite of some studies reporting the possibility to replicate the molds into PDMS layers, we found that the substrates typically require special treatment with silanes compounds for replication: first, adhesion promoters were needed on the clean substrates for the resin to attach and then fluorinated silanes had to be evaporated on the developed structures in order to avoid PDMS– resin adhesion when detaching in the REM process. In particular, we found that very small high-resolution patterns usually remained inside PDMS. Because the cost and risk of destructing the 2PP molds were high, we decided to limit the 2PP area to its absolute minimum, as presented in
Figure 2 and
Figure 3. In both cases of single or two-mold options, special attention was paid on the end- to-end connection area (low-resolution to high-resolution channels merging). A correct overlap was required to avoid possible leakage at high pressure when superficial tension needs to be broken for the flow to take place. In the case of the two-mold method, the connection area of both molds had enough tolerance to allow for a small misalignment. For the one mold method, visible alignment marks were designed and fabricated, easy to identify under the PPGT microscope to avoid any misalignment between the low and high-resolution processes. The discrepancy of the 2PP system is evaluated every 6 months in our laboratory and there is an average maximum difference of 0.35 µm between design and fabricated structures. This is below the 10% margin of permissible tolerance in our laboratory for the structures reported in this work.
2.4. Fabrication of Soft-Lithographic Replicas
The soft lithography technique of replica-molding (REM) was used to replicate the micro- and macro-molds in PDMS. This method consists in curing the elastomer on top of the master mold and transferring a negative copy of the geometries and structures of the mold into PDMS [
1]. PDMS is the most common candidate to perform REM due to its interesting characteristics such as biocompatibility, non-cytotoxicity, simple surface treatment, and optical transparency, useful for microfluidics, microscopy, and cell culture. We used Sylgard® 184 Silicone Elastomer kit (Dow Corning, Midland, MI, USA) in a 10:1 w:w proportion of prepolymer and curing agent. The prepolymer and curing agent were mixed with a rotating tool at a constant speed for 5 min to ensure the homogeneity of the mixture. The mixture was then placed in a vacuum desiccator to remove bubbles formed during mixing. To ensure the PDMS replica detaching of the different molds, three methods were used to avoid adherence between the polymer and the substrate and detachment control (detailed below): no surface treatment in case of the low-resolutions molds, and evaporation of dichlorodimethylsilane (DMDCS) or trichloro(1H,1H,2H,2H-perfluorooctyl)silane (PFOCTS) (Sigma Aldrich, San Luis, MO, USA) in case of high-resolution molds. Indeed, the low-resolution molds did not require any surface treatment to obtain PDMS replicas. The molds were introduced in an aluminum- foil container. Then, the degassed PDMS was emptied into the container with the mold taking care not to create new bubbles between the mold and the PDMS interface. Immediately, the samples were placed in a convection oven preheated at 60 °C for 48 h. Although greater temperatures may be used to cure PDMS, it has to be avoided with the polystyrene sheets as the ink would melt and the mold would be destroyed. Finally, after the polymerization of the PDMS, the replicas were allowed to cool down so that the detachment of PDMS replica could be easily achieved. For the molds that used photoresins such as those made by laser direct-writing, or the high-resolution molds fabricated with photolithography, the substrates with negative structures had to have been previously silanized with DMDCS by evaporation. The molds were placed in an airtight container with a droplet of 1 mL of DMDCS for one hour at room temperature in an extraction hood. All the residual chemical vapors were finally allowed to evaporate by opening the container for 20 min at the end.
For the molds printed using 2PP, a 10 µL droplet of PFOCTS was used and in this case the mold and the silane droplet were placed together, 1 cm apart, in a vacuum chamber for 2 h. When replicating high-resolution micro-molds, it was found that submerging the mold/replica in IPA helped reducing the risk of breaking or detaching the mold microstructures. Indeed, we had to use an IPA wash in order to eliminate the silane excess (manifesting itself as microscopic droplets) that only appears on 2PP high-resolution molds, probably caused by the reaction with the photocured Nanoscribe proprietary resins or with the substrate; generally, the 2PP photolithography is made on an ITO (Indium Tin Oxide) surface. The PFOCTS and DMDCS create Si–O covalent bonds with the oxygen at the surface, responsible for the droplets.
2.5. Microfluidic Interconnection
Alignment of micro- and macro-molds is very important to make proper interconnects between the channels fabricated with different techniques and then to guarantee conservation of flow and proper functioning of the chip. It is also important to avoid possible leaks or contamination. First, the alignment had to be ensured by the design of the different structures and molds (
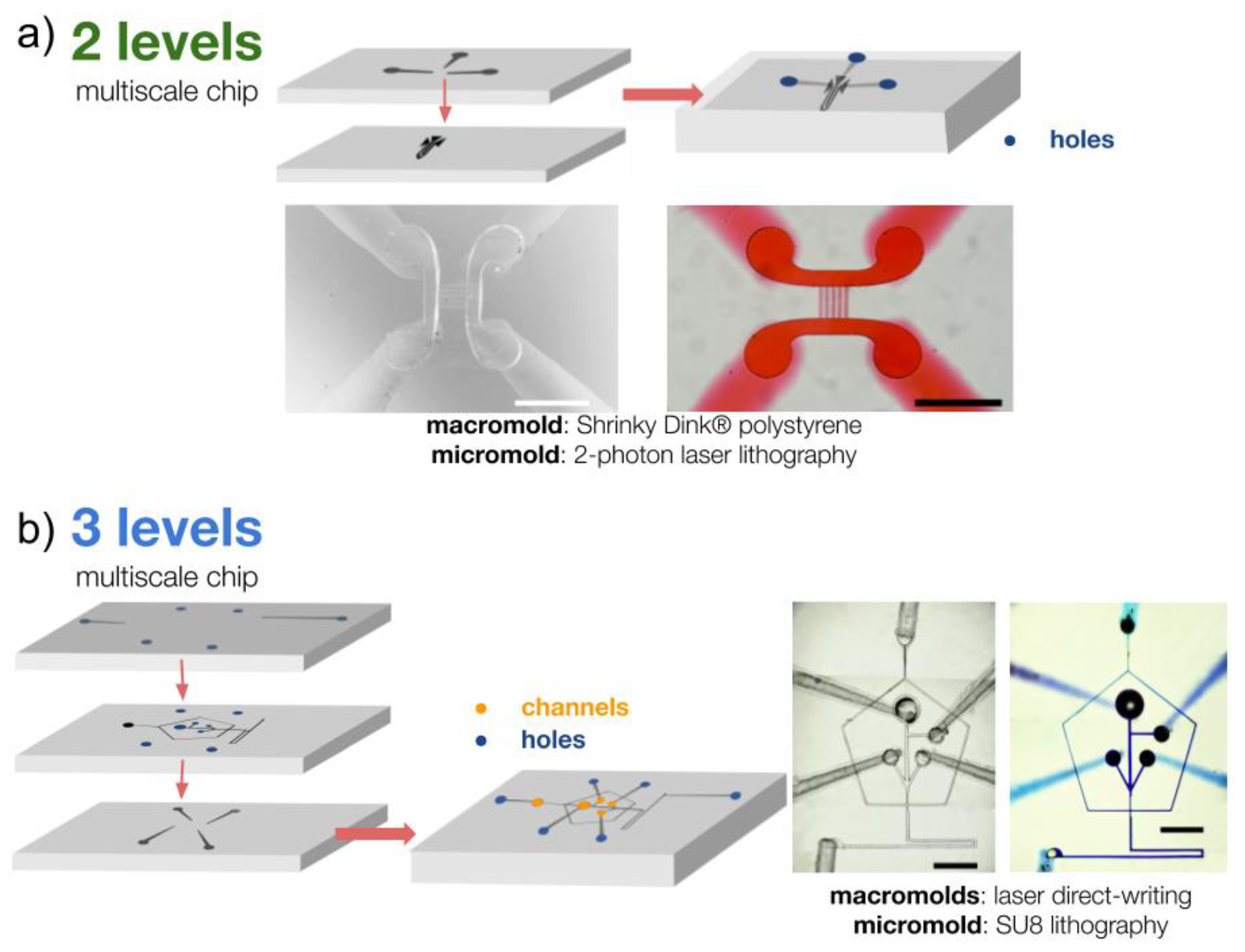
Figure 4). Then, the positive PDMS molds were cut to the desired size, leaving at least 5 mm of separation from the channels to the edge to avoid possible cracks when connecting luers, reservoirs, or pipette tips. The surface of the PDMS slabs were treated either with plasma etching (PE25-JW, PlasmaEtch inc., Carson, NV, USA) or a homemade corona discharge in order to expose the hydroxyl groups and bond them together. The PDMS layers were then always handled facing down to avoid adhering dust or any other particle to the surface, comprising the adhesion between the different faces of the chips. Using a stereoscopic microscope, the coupling of the micro- and macrostructures were finally aligned and bonded before placing the chip at 90 °C on a hotplate for 30 min and cooling it down slowly to room temperature. For 2-level chips (
Figure 4a), the open surface where the channels for micro–macro interconnects were located was easy to align even without any reference marks. In the case of structures with 3 levels or more (
Figure 4b), it was necessary to design and place alignment marks to ensure the correct positioning between the different layers. The above procedure is carried out for the two lower layers, making sure to make the holes in the middle layer that connect the upper layer to the lower layer before joining it,
Figure 4b. Subsequently, the third layer is attached in the same way with the other two layers, following the alignment marks and with the help of the stereoscopic microscope (SMZ 745T, Nikon Instruments Inc., Melville, NY, USA). Hole punching (EMS-Core, Electron Microscopy Sciences, Hatfield, PA, USA) can be made at any moment of this process although it is easier at the very end of the procedure.

 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}