1. Introduction
The uncertainty in energy markets caused by the coronavirus disease-19 (COVID-19) pandemic has further highlighted the demand for renewable energy—Especially in the solar cell market—Due to the unreliability of oil as a constant source of income which may hinder the renewable energy resource market [
1,
2]. Accordingly, low-cost and highly efficient photovoltaic (PV) materials are immensely required as a source of renewable energy to overcome our dependency on fossil fuels in the context of minimizing global carbon footprint. Ideally, to economically compete with other clean energy resources, the cost of the PV module must be offset by highly efficient power output and operation cycle prolongation [
3]. In theory, the need for tandem solar cells stems from the single-junction solar cell power conversion efficiency (PCE) intrinsic thermodynamics (Shockley-Queisser) limitation (i.e., around 29% in visible light range for the silicon) [
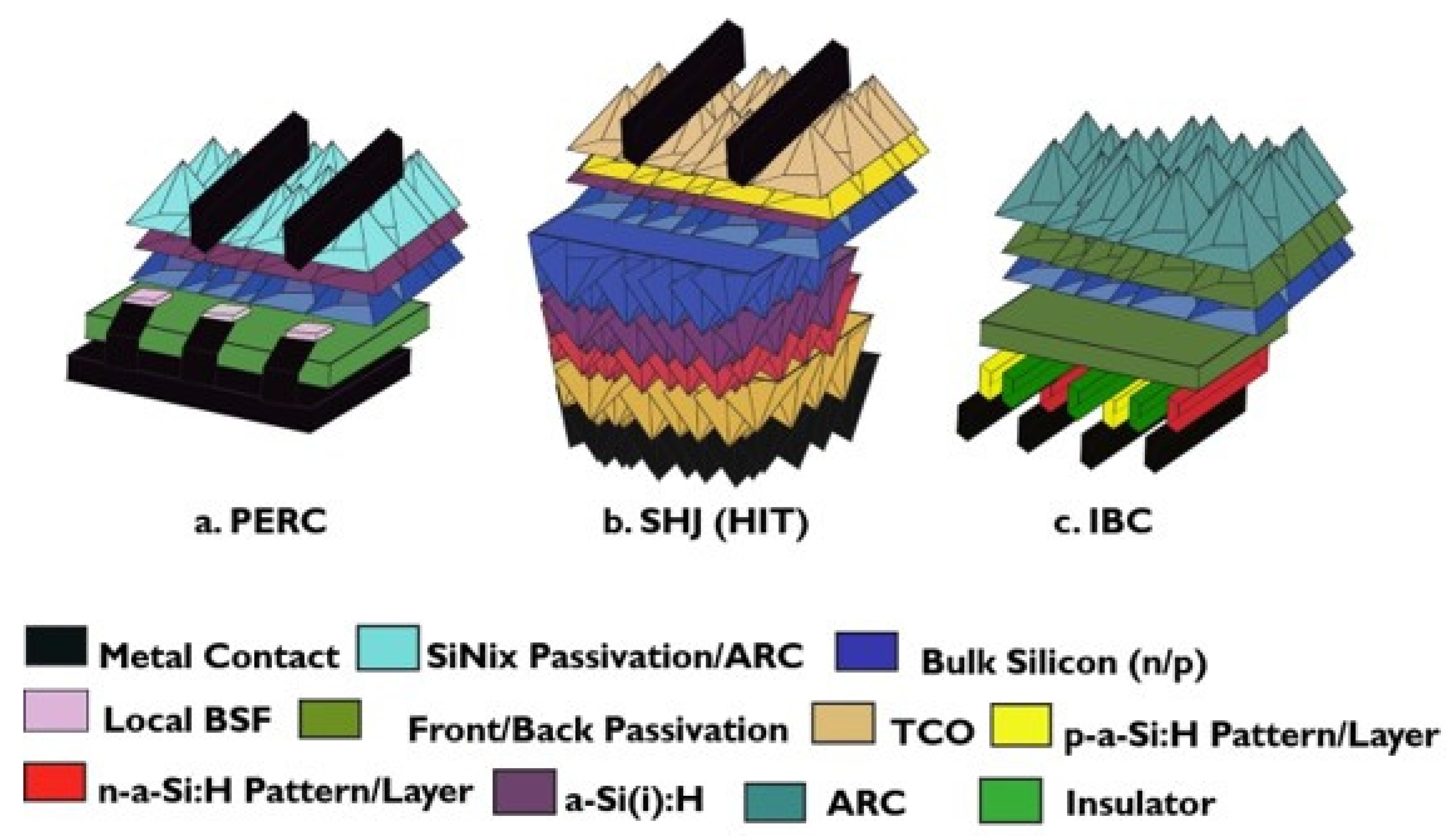
4]. To date, the silicon heterojunction mono-crystalline silicon, inter-digitated back contact (IBC), and silicon heterojunction (SHJ) solar cells have shown sufficiently remarkable results on lab-scaled cell’s PCE > 26%. However, the state-of-the-art silicon solar cell technology is still struggling to offset around 3% from the calculated theoretical thermodynamic limit since 2017, limited by passivation and light losses [
5,
6]. Therefore, multi-junction photovoltaic or tandem solar cells (TSCs) represent a paradigm shift towards surpassing intrinsic single-cell limitations by stacking high bandgap solar cells over the bottom silicon solar cell [
7].
In general, the multi-junction solar cell has proven its exceptional potential to produce PCE above 41%, with a theoretically expected PCE of 46% in the limit of no light concentration. Unfortunately, despite the improvement in PCE, the cost of PV modules is still high [
8]. However, while targeting high PCE, tandem photovoltaic broad-spectrum research tends to be cost-oriented. The Levelized Cost of generated Electricity (LCOE) has been proposed to be significantly related to the long-life cycle of TSCs [
9]. Consequently, in recent years, multi-junction (tandem) solar cells have enabled a relatively low-cost processing technique with superior efficiency than conventional homojunction and the rather expensive heterojunction solar cells [
10].
Perovskite solar cells (PSCs) with intrinsic optoelectronic capabilities are projected to reach PCE over 29% by 2040 [
11]. Research has shown that they can act as a top cell for silicon tandem cells due to their unique optoelectronic properties. Furthermore, economically added values of perovskite cells, such as ease of processing and relaxation of conventional lattice mismatch conditions, have enabled perovskites for further multi-junction processing [
11].
In contrast with PSCs, silicon solar cells are technologically well-established due to their beyond visible light range bandgap (roughly from 500 nm to below 1200 nm), material abundancy, and proven microelectronic technology for a broad spectrum of research academia and industry [
5,
6,
12]. Interestingly, the most outstanding record of the small-scale PSC-Si (~1 cm
2) has attained PCEs of over 28% [
13]. Nevertheless, the perovskite-silicon (PSC-Si) tandem’s detailed balance calculation reveals more than 40% efficiency that can be appropriately obtained at specific conditions [
14]. However, the gap between theoretical and recent practical PCEs towards broad commercialization is still very challenging. Thus, even though the PSC-Si shows a promising upward trend, several intrinsic and extrinsic issues of the sub-cell and complete cell need to be addressed before the PSC-Si tandem could enter the solar cell market.
Though a 2021 International Technology Roadmap for Photovoltaic (ITRPV) projection [
15] shows an outstanding Si-tandem solar cell market share, it is unclear whether perovskite solar cells may overcome a low lifetime issue (i.e., perovskite instability). Many interesting reviews on perovskite, silicon, and PSC-Si tandem solar cells have been published in the last five years, as illustrated in
Table 1. However, whereas the focus on the perovskite has possessed many works of literature, the PSC-Si tandem solar cell with various configurational factors on each sub-cell detailed degradation and proposed mechanisms, and the prospect of the flexible substrate methods were less explored. Thus, in this comprehensive topical review on each sub-cell, we endeavoured the following:
We present the current perovskite challenges and their possible solutions with a comprehensive concept of stability engineering. We provide our understanding and focus on the PSC intrinsic instability as the primary loss mechanism leading to multiple losses in device performance.
We portray the prospects of PSC-Si tandem solar cells, focusing on the current champion PSC-Si solar cells’ most recent issues and obstacles.
We explain the possible silicon solar cell technologies that may act as bottom cells in the PSC-Si tandem configuration, their advantages and disadvantages, market trends, and the shortcomings of providing wafer thinning requirements as possible routes for a cost-effective tandem based solar cell.
The final section focused on the latest endeavours, challenges, and opportunities in roll-to-roll technology towards PSC-Si commercialization as a promising method of aligning thin-wafer silicon with PSC processing technology.
Table 1.
Recent research gap studies on perovskite, silicon, and PSC-Si tandem solar cell.
Table 1.
Recent research gap studies on perovskite, silicon, and PSC-Si tandem solar cell.
| Ref.no/Year | Author(s) | Focused Area(s) | Research Gap(s) |
|---|
| [16]/2016 | Taesoo et al. | A broad review on thin-film solar cell technologies | perovskite detailed stability challenges, addressing methods, and PSC-Si tandem solar cell |
| [17]/2017 | Kour et al. | A recent review on perovskite technology degradation mechanism and market challenges | perovskite ion migration challenges, addressing methods, and PSC-Si tandem solar cell |
| [11]/2018 | Yamaguchi et al. | Topical review on all SHJ based tandem solar cell technology | Perovskite degradation mechanisms and various silicon solar cells structures |
| [18]/2018 | Salhi et al. | Perovskite stability challenges understanding | Advanced PSC passivation methods such as two/three dimensional 2D/3D PSC and silicon-based tandem solar cell |
| [19]/2019 | Krishnan et al. | Perovskite stability comprehensive review | Silicon bottom solar cell challenges and tackling methods |
| [20]/2019 | Wang et al. | A comprehensive and detailed on perovskite stability | Hysteresis, halide free perovskite study, and PSC-Si tandem |
| [21]/2019 | Yang et al. | Perovskite interface engineering | PSC additive/compositional engineering and PSC-Si tandem |
| [22]/2020 | Hermle et al. | Passivating contacts for silicon solar cell in tandem configuration | Perovskite instability |
| [23]/2021 | Akhli et al. | A detailed review on PSC-Si tandem with various configuration | Various silicon bottom cells technologies/roll-to-roll fabrication technology |
| [24]/2021 | Wu et al. | Progress on PSC-Si tandem solar cell technologies | Various silicon bottom cells technologies/roll-to-roll fabrication technology |
| [25]/2021 | Lui et al. | Detailed and recent progress on monolithic PSC-Si tandem | Four-terminal 4T PSC-Si tandem |
| [26]/2021 | Kim et al. | Upscaling PSC-Si monolithic tandem strategies, including blading deposition | Perovskite loss mechanism and 4T PSC-Si tandem |
2. PSC-Si Tandem Solar Cells Configurations
Researchers focus on innovative perovskite silicon tandem solar cells to achieve a highly efficient solar cell based on the proven and complex III-V elements-Si tandem solar cell technology [
27,
28]. Although III-V elements have provided adequate blue-shift light management, the considerable perplexity associated with III-V compounds solar cells, such as epitaxial lift-off deposition process and high material cost, has made researchers seek out cheaper and effective alternatives [
28]. These alternatives are attractive because they are quickly processed and have direct band gaps, easily incorporated on a silicon sub-cell [
29].
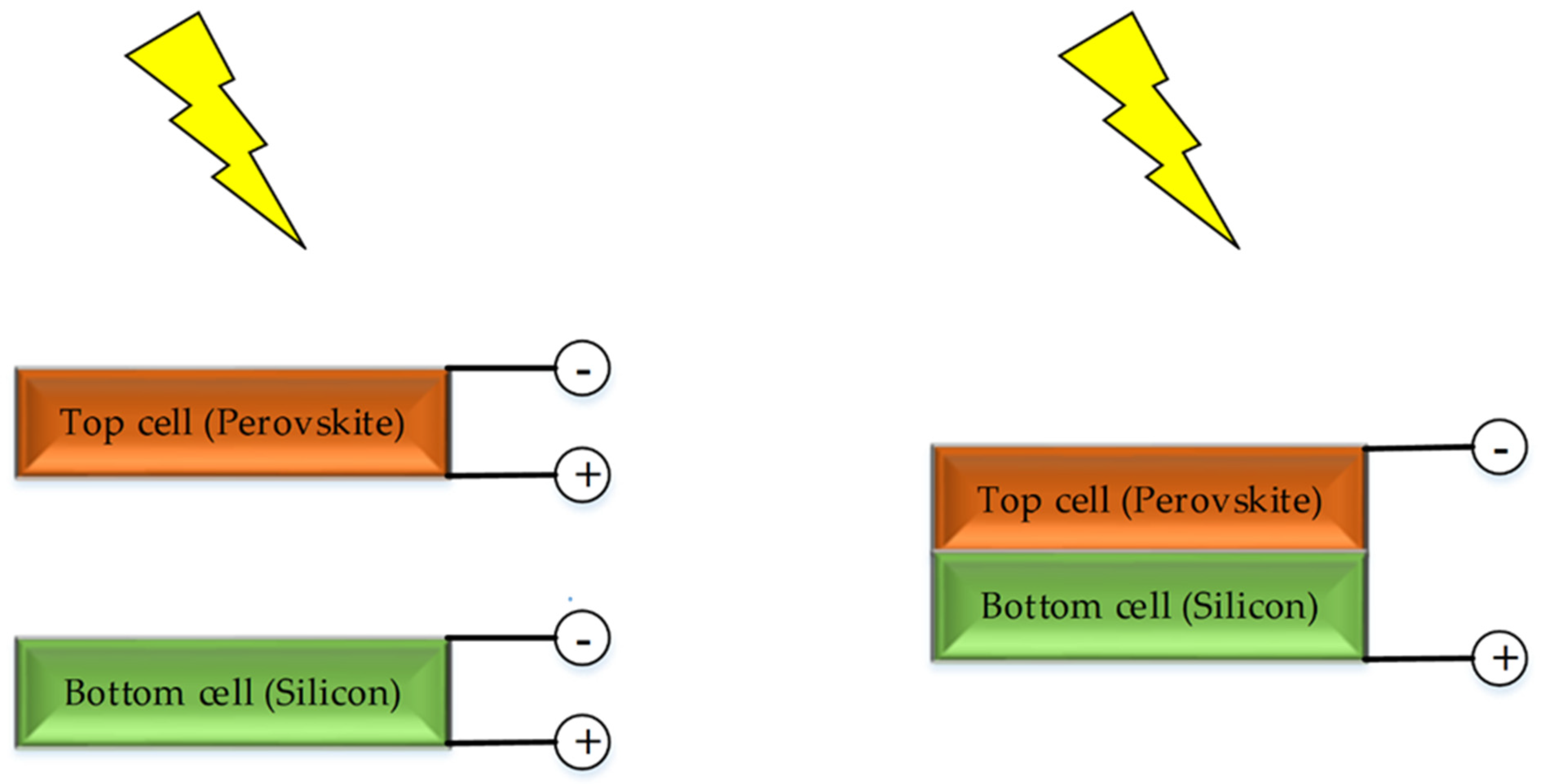
Technologically, three unique tandem cell structures are proposed by the research community; 2T (Two Terminals), 4T (Four Terminals) (
Figure 1), and spectrally split tandem-based cell structures. Predominantly, while the spectrally split tandem cell is less cost-effective, this paper does not review spectrally split PSC-Si tandem cells due to the complex and expensive optics incurred in spectrally split PSC-Si even though it achieved high efficiency of beyond 28% [
30,
31]. In addition to the high cost incurred by the optical system, another concern is its unsuitability for adopting spectrally-split PSC-Si tandem due to light angular distribution sensitivity [
32]. However, the standard classification is based on the choice of current contact terminals.
Generally, 2T tandem solar cells feature a straightforward structure with perovskite being monolithically deposited on silicon. Hence, it is primarily suitable for the existing production line integration. However, 2T current matching limitations require delicate sub-cell engineering. In contrast, 4T tandem solar cells relax the interconnection or recombination layer condition. The downside of 4T is mainly the extra electromagnetic spectrum loss due to separate window and interfacial layers (in the case of 4T) [
33,
34]. Furthermore, the 4T configuration dictates the economics of scale costs as the extra peripherals (e.g., wirings) would be reflected on module cost.
Table 2 summarizes the most prominent PSC-Si tandem solar cells structures featuring the technical 2T and 4T advantages and limitations of 2T and 4T solar cells.
In comparison, perovskite-perovskite solar cell (PSC-PSC) and PSC-Si tandem solar cell have yielded over 24% PCE and 28% PCE, respectively, with the top absorber wide bandgap ~1.7 eV [
9,
13,
44,
45,
46]. However, perovskite’s reliability issues and many complex phenomena impede its successful industrialization and wide implementation [
47]. Hence, there is a compelling need for a parallel optimization process of top-cell perovskite while the entire tandem cell is being carefully designed. The upcoming sections of this work will portray the recent challenging issues of PSC-Si tandem and propose state-of-the-art solutions thematically.
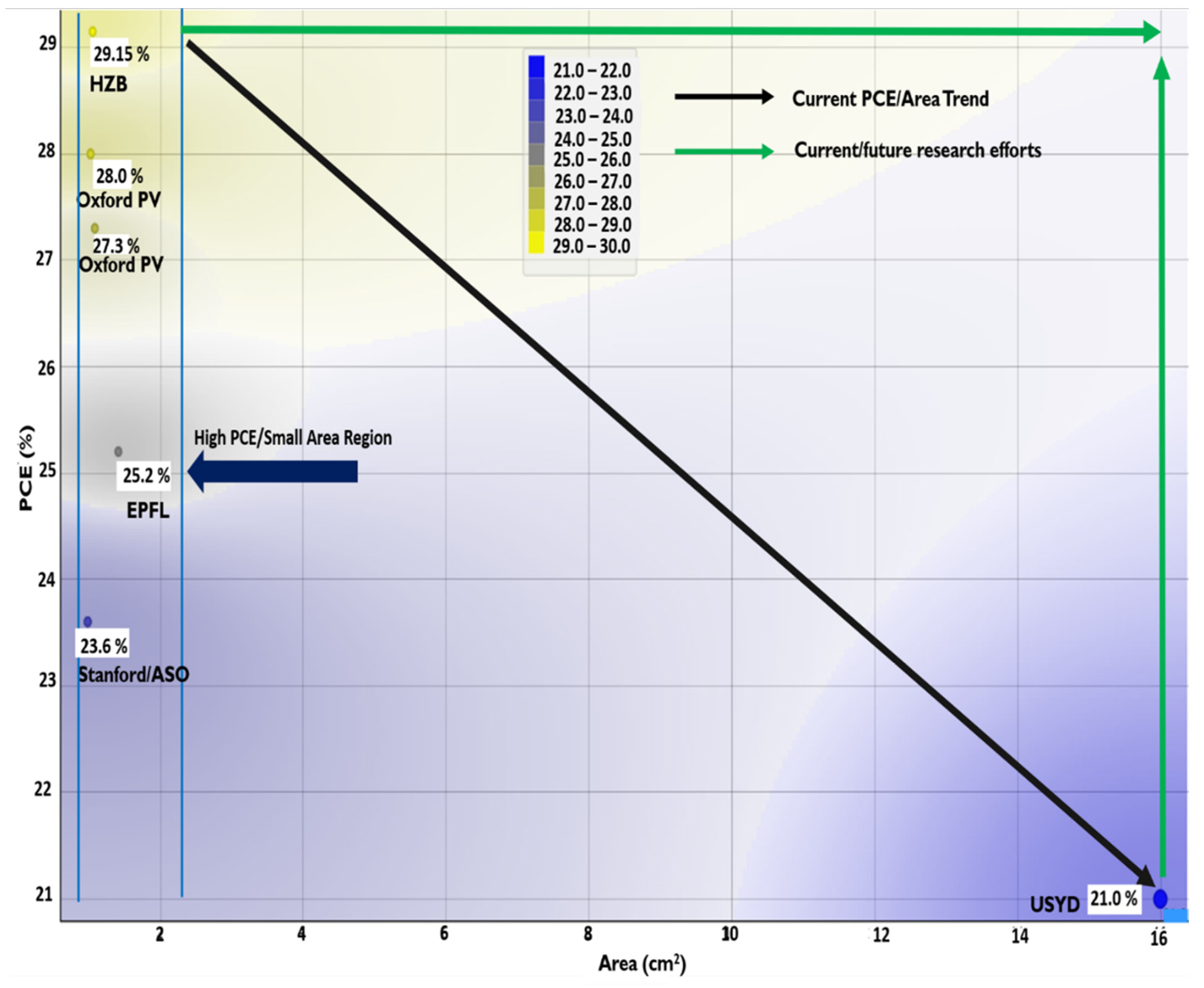
Accompanying the upward trend of PSC-Si tandem cell efficiency, PCE has been boosted from 13.2% to over 29% in less than 10 years (irrespective of the terminal type of configuration). Furthermore, research efforts have been tailored to the economic feasibility of material and processing costs, making potential tandem cells’ future market more viable over single-junction solar cells [
48,
49,
50,
51,
52]. As a result, in 2020 and 2018, with various cell sizes, Helmholtz-berlin and Oxford announced a world record of 29.15% and 28% certified perovskite-silicon tandem, respectively, followed by IMEC-Belgium with 27% and EPFL- Switzerland (25.3%) [
40,
50,
51,
52]. A summary of the prominent PSC-Si tandem solar cells metrics and limitation are briefly detailed in
Table 2.
Another recent success with 26.3% PCE has been achieved by Italian research groups, which overcame the technological process complexity of the previously produced monolithic 2T multi-junction technologies via 4T transformation based on the mechanical bonding technique [
53]. A PCE of 25.7% was recently revealed through the direct solution process using thick perovskite film achieved under a collaboration between KAUST and the University of Toronto [
54]. In addition, PSC 2D-coated 3D (integrated low dimensionality) perovskite showed better stability and passivated surface with 27.7% PCE and 26.2% IBC and PERL silicon, respectively [
55]. Considering the silicon solar cell recorded the highest PCE of 26.7%, the perovskite silicon tandem can reach around 45% theoretical limit [
56,
57]. Meanwhile, this technical advancement of PCE in a brief period by highly dedicated research groups has been certified. As in
Figure 2, the perovskite silicon multi-junction solar cell market’s success is obstructed by sub-cell and the composite integrated tandem cell issues. In
Figure 2, the size of the presented tandem cell is limited by the size of the perovskite top cell. The inverse correlation between PCE and the active area is so far attributed to perovskite’s low fill factor as a result of high series resistance and various recombination mechanisms [
58], which requires careful engineering using new materials, interfaces engineering, and sheet resistivity reduction techniques. The perovskite cell’s stability is another challenging problem that will be detailed in the next sections.
5. Fundamental Issues and Configuration Factors in PSC-Si Tandem
Regardless of the various PSC-Si tandem configurations, the PSC-Si tandem solar cell is essentially influenced by each sub-cell loss mechanism separately elaborated in the previous sections of this article. Additionally, composite tandem layers possess a portion of the entire tandem cell loss mechanisms, which require more investigation in current and future research. As stated in the perovskite section, instability is the primary concern for perovskite to be widely industrialized, affecting the whole tandem derivatives industrialization. Hence, from all previously produced perovskite that showed cell instability, a common observation is that the aperture size was within the range of 1 cm
2. For the sake of large-scale industrialization, there is a need to research positive zone paths (in green color), in
Figure 2. Despite efforts of tandem lifetime prolongation through various technologies such as 2D/3D-based perovskite, the aperture size is below industrialization requirements [
54,
208]. Therefore, perovskite instability, ion movement, and hysteresis must be understood before fully commercializing PSC-Si tandem solar cells in the context of stability engineering.
In addition to the perovskite instability, one fundamental monolithic multi-junction photovoltaic requirement is each sub-cell current matching (band matching) [
57]. However, even though the perovskite absorber enables band tunability characteristics, technologically, top cell in tandem configuration suffers from reaching the optimum bandgap with high-quality and thick films in the order of 1 µm [
209,
210,
211]. It has been reported that perovskite film thickness and morphology control are constituent parts for better performance; hence the need for more market-oriented and controllable deposition technologies can be proposed as an active research area [
211,
212,
213]. Another degradation mechanism is carrier selective contact reactivity, as elucidated by K. Bush et al. [
42].
One of the scalable process selection criteria is process compatibility within PSC-Si absorbers and sub-cell complementary layers [
102,
211]. Consequently, research focuses on increasing inorganic-based perovskite’s PCE and low thermal budget layer, thanks to the maturity of inorganic-based chemistry and the invention of novel deposition methods, such as photonic curing methods, which need to be developed to be upscaled for large PSC-Si tandem solar cells.
As for the bottom cell, the route for PSC-Si tandem cell has been well established with the most promising silicon solar bottom cell technology [
76,
107,
214]. In most cases, the mainstream technology undertaken for PSC-Si tandem has been established with SHJ bottom cell technology, as in
Table 3. However, SHJ’s first challenge has been explained earlier in terms of optical and carrier recombination loss. Another disadvantage of SHJ that has caused a delay in its introduction to the market is its higher cost than the PERC cell [
215].
In addition to the parasitic absorption loss exhibited in the entire PSC-Si tandem cell, incompatibility process conditions between top and bottom tandem-based cell integration pose a material selection challenge. However, besides the perovskite sequential deposition technique by authors in Ref. [
39], Lamanna et al. [
53] produced an innovative breakthrough in overcoming the technological process for monolithic perovskite silicon solar cells. Their method was achieved by decoupling various process temperature conditions of top cell perovskite from the bottom silicon, where: (a-Si:(H) layer is designed only to tolerate temperatures below 200 °C. Moreover, this unique independence feature has allowed for direct mechanical bonding over the randomly textured silicon surface while relaxing perovskite surface roughness conditions [
53].
Similarly, a promising method to overcome the challenges of solution-based perovskite deposition on roughly textured silicon surface was covered by Yi Hou et al. It was carried out by depositing an increased molar ratio perovskite solution to the top of the silicon, which yielded a cumulative cell efficiency of 25.7% [
54].
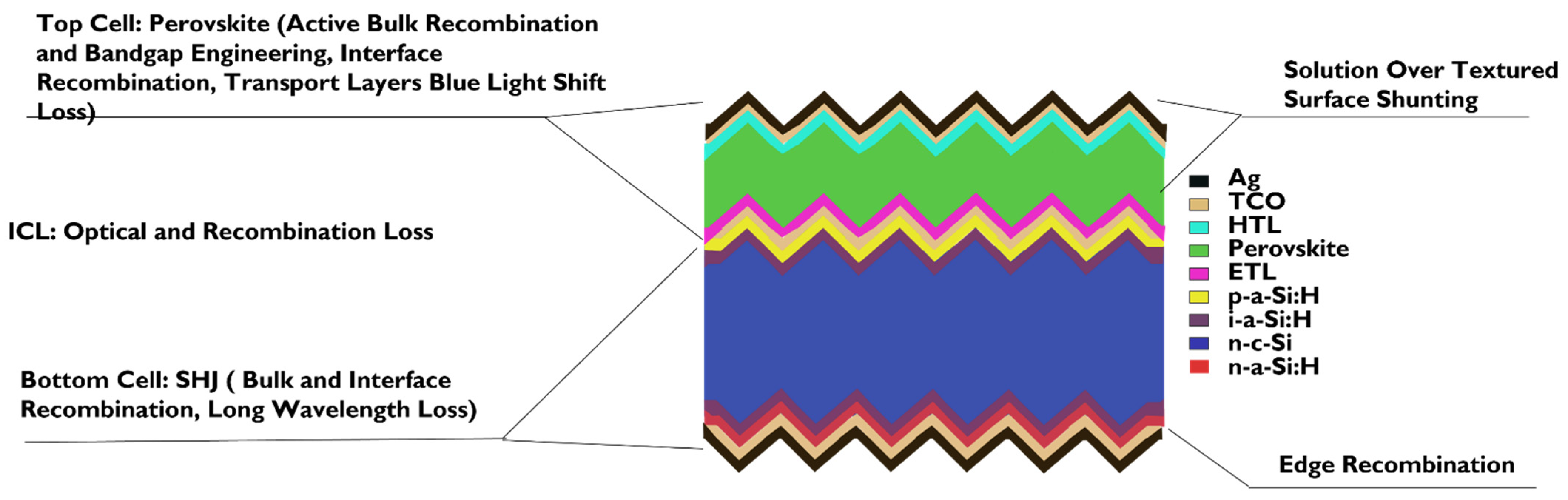
This new 2T concept needs to account for the intermediate recombination or tunneling layer (ICL) design (
Figure 6). A nanotechnology-based ICL nanocrystalline structure has been revolutionized and demonstrated in the subsequent PSC-Si tandem solar cell, cited in
Table 2 [
37,
38,
216]. In addition, an organic recombination layer with other materials has been proposed for low carrier recombination, high light transparency, and as a protective layer for subsequent bottom cells [
27].
Even though industrial PSC-Si tandem cells may require more research to realize feasible lossless ICL on a large-scale basis, scientists have improved the optics in the 2T tandem through a high surface-to-volume ratio of nanostructured (nanocrystalline silicon) recombination layer [
38,
216,
217]. Typically, nano-based structure applications are not just limited to ICL applications. For instance, the requirement for transparent perovskite using a silver nanowire electrode has vastly extended and dramatically improved light transparency even though perovskite instability might occur from the chemical interaction between silver and segregated halide.
However, in the next section, perovskite band tunability and silicon J
sc and FF are discussed. Furthermore,
Figure 6 schematically summed up all open research challenges for the 2T monolithic PSC-Si tandem.
5.1. Band Gap Tunability in Perovskite Sub-Cell
Recognition of the high open-circuit voltage obtained in perovskite solar cells is due to the apparent good passivation. On the contrary, as explained in the previous section, tuning the high/low bandgap is not a trivial task due to expected variability in the high throughput production line (see
Figure 6). Therefore, ongoing research adopts methods and technologies that have enabled tunable perovskite bandgap through advancement in materials, processes, and triple tandem cell-based technology.
At present, many examples of novel bandgap engineering in perovskite have been attained and become more pronounced through compositional engineering and technological process advancements [
34,
216,
218]. For example, Sahli et al. exploited the sequential deposition process alongside compositional halide engineering for tuning bromine/iodine ratio content for a relatively stable perovskite. Their structure demonstrated a perovskite bandgap of 1.63 eV through cationic engineering using inorganic-organic Cs-FA mutations. However, the obtained perovskite bandgap was far from the optimum top cell bandgap of 1.75 eV [
216]. Perovskite bandgap tuning has obtained 1.94 eV with the conventional solvent technique and improved crystallinity utilizing potassium additive, contributing to the suppressed ionic migration and hysteresis effect reduction [
10]. Remarkably, Werener et al. applied the triple junction PV with open device circuits of 2.7 V by adopting 1.8 eV and 1.4 eV for optimized perovskite top cells and middle cells, respectively. However, the drawback of the optimized triple cell bandgap is that FF had to be sacrificed due to the current mismatching limitation raised from the bottom cell [
39]. Hence, the optimized high bandgap of perovskite is not adequate for obtaining high voltage and FF values. Instead, high and non-variable compositional engineering is required to obtain high open-circuit voltage in the top cell.
Figure 6.
An illustration of the Generic 2T perovskite silicon tandem major loss mechanisms with each set of layers light spectrum absorbance adapted from various literature (The surface morphology may vary from flat surface/partially textured to the fully textured surface). The purple circles represent the modified ICL layer (i.e., nanocrystalline materials). [Reprinted/Adapted] with permission from [ref [
219]] © The Optical Society.
Figure 6.
An illustration of the Generic 2T perovskite silicon tandem major loss mechanisms with each set of layers light spectrum absorbance adapted from various literature (The surface morphology may vary from flat surface/partially textured to the fully textured surface). The purple circles represent the modified ICL layer (i.e., nanocrystalline materials). [Reprinted/Adapted] with permission from [ref [
219]] © The Optical Society.
5.2. Jsc and FF Evaluation in Silicon Sub-Cell
Low J
sc is not a significant concern for the four-terminal (4T) PSC-Si tandem solar cell as each sub-cell is mechanically stacked on each other. However, repetitively stacked solar cell bilayers in separate sub-cells increases module-related costs, such as wiring cost. While the two-terminal 2T tandem is more straightforward in process and cost than the 4T, each cell’s current matching represents significant limitations. These limitations are due to current mismatching in the bottom-cell bandgap [
217]. Steve et al. showed that the low Jsc limited low temperature monolithic PSC-Si tandem with 18% efficiency due to the cell’s flat surface [
43]. The adoption of symmetric surface texturing as light trapping management along with indium-doped zinc oxide (IZO) trans-conductive layer in the tandem block has shown a modest improvement in J
sc [
52]. A very close PCE of 25% at 1.4 mA cm
−2 was demonstrated by Luana e. al. with an adequate back textured surface and intermediate refractive index matching layer [
217]. However, in the 2T PSC-Si tandem cell configurations, the optimum trade-off between the cumulative short circuit current and open-circuit voltage needs more optimization without sacrificing FF with delicate design and less production variability.
In all PSC-Si tandem bottom cells, FF was shown to be drastically reduced due to the texturing of perovskite on the silicon surface, which in turn undermined the bottom cell’s FF [
216]. Furthermore, Werner et al. observed that front surface texturing did not influence free carrier absorption at 550–800 nm; instead, FF was influenced by perovskite solution-based deposition on the textured surface, leading to the undesirable lateral carrier transports and shunt resistance reduction [
32]. On the other hand, with less FF cell loss, perovskite co-evaporated conformal deposition methods over textured silicon surface suit the low-scale tandem, which is not feasible for large-scale PSC-Si tandem solar cells. Therefore, the technological process for perovskite conformal coating needs further research towards market scale cell size.
6. Future Perspectives towards Large-Scale Industrialization
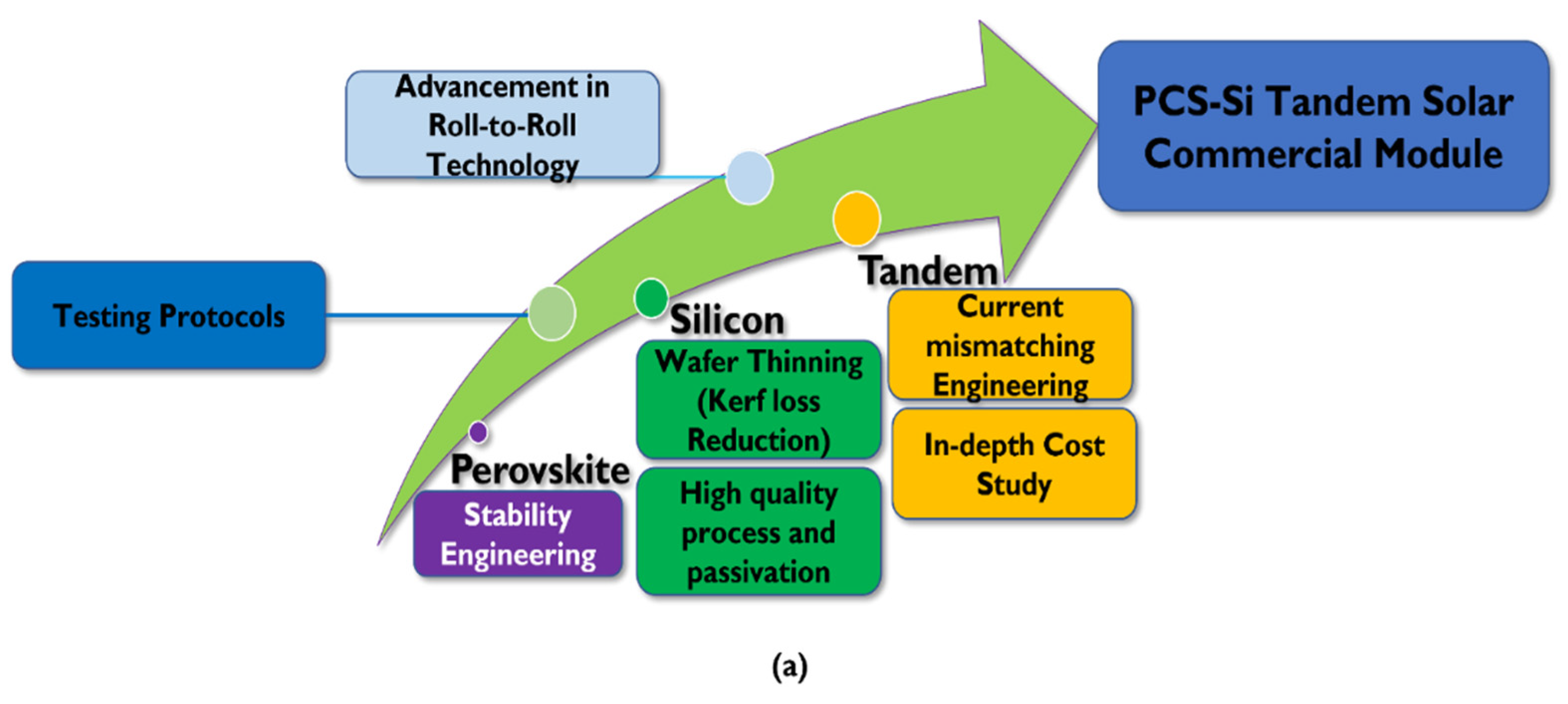
By looking into uncertain present energy conditions due to COVID-19, the solar energy market needs to compete with conventional energy resources. However, existing silicon technologies such as the current mainstream market for solar cells are set for anticipated cost reduction schemes. Therefore, this review aims at providing some future perspectives on the large-scale solar cell industrialization, whereas PSC-Si cell mating may attract investors’ attention in the upcoming periods. Our proposed industrialization roadmap supports other roadmaps suggested by academia in adopting metal electrodes and simple reduced functional layers [
220]. However, the suggested roadmap emphasized perovskite stability engineering, thin silicon advanced passivation understanding, current matching improvement in 2T PSC-Si, and the exploitation of ongoing roll-to-roll perovskite solar cell technology. Furthermore, iterative testing protocols are updated to match the existing IEC- based reliable silicon testing methods.
Even though silicon possesses the highest PV market share and attracts many anticipated efforts on PSC-Si industrialization from 2018 [
221], the research society argues that silicon market share is not up to the commercial 2030 baseline target. A struggling PCE of 26.7% evidence this since 2017 [
6]. As such, the realization of high-quality highly-thin silicon solar cells (~<50 µm) requires a revolution of wafer passivation, slicing process, and kerf loss reduction technologies (
Figure 7) [
171,
222], which requires critical research of passivation characterization techniques. Moreover, we recommend the review of Rehman et al.’s study [
223] for passivation prospects in line with current technologies.
Technological process challenge in cost reduction through high production line effective throughput is also required for further feasible industrialization of PSC-Si. For example, Hasse et al. showed that upscaling, laboratory-scaled low-pressure chemical vapor deposition (LPCVD), and plasma-enhanced chemical vapor deposition (PECVD) downsides need to be overcome on a technological basis process to accommodate commercially passivated contact processes. Furthermore, thermal vapor deposition metallization requires more research on finding feasible and effective upscaled alternatives [
22]. On the other hand, the 200 °C metallization is not a limitation for the silicon bottom cell, but the top cell, where perovskite top layers cannot tolerate this temperature. Hence, the low process and high throughput metallization gap need more top cell adaptation research [
224]. Therefore, under perovskite top cell low process temperature, we expect the breakthrough in the POLO-based silicon solar cell [
175], which recently reached a PCE~26.1%, may take place only in the upcoming 4T tandem cell benefiting from an existing production line.
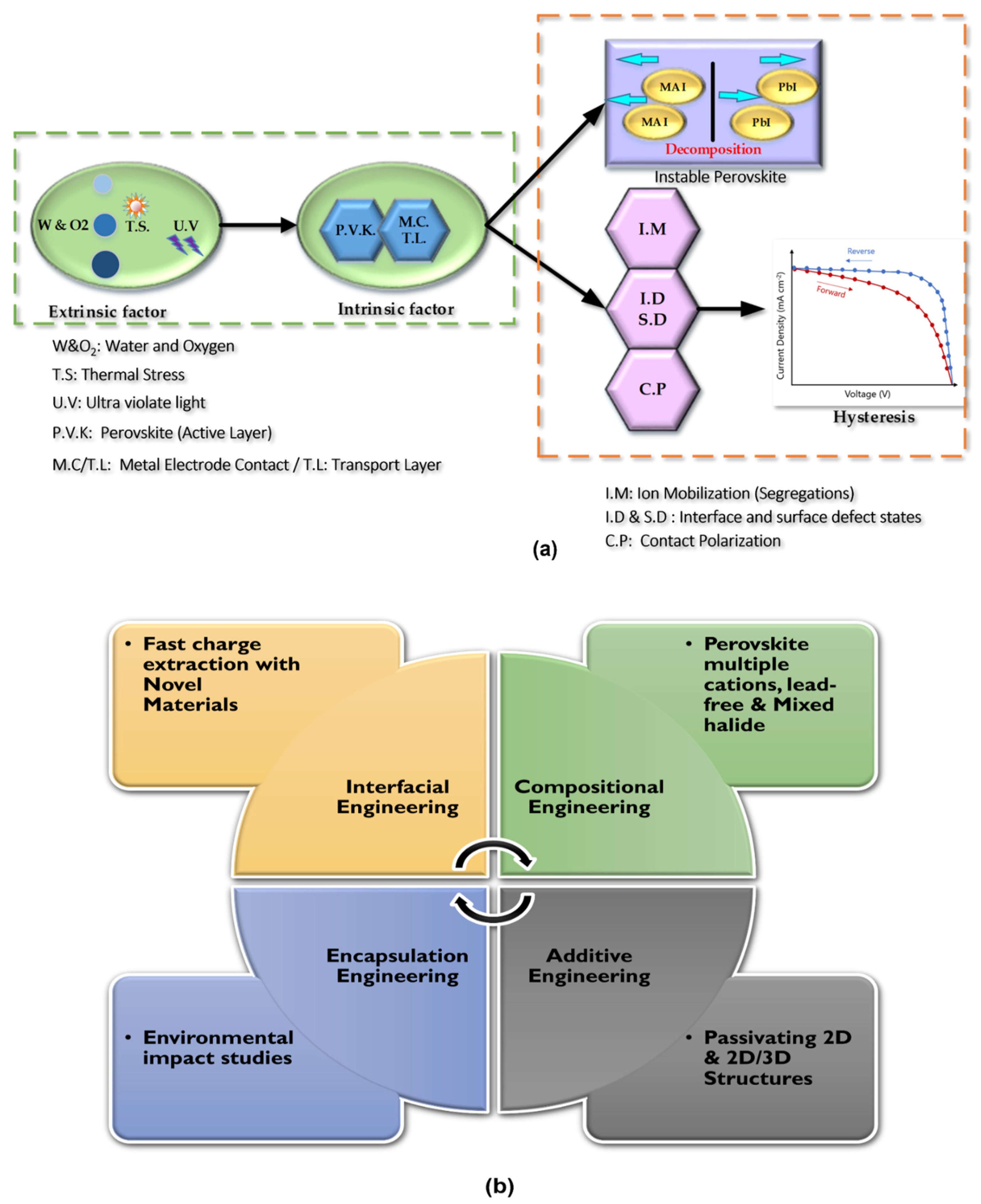
Even though perovskite is a relatively cheap technology compared to silicon solar cell technology, its current reliability is not yet satisfied to uplift perovskite for large-scale industrialization [
225,
226]. Hence, various engineering such as fine compositional engineering, additive engineering, interface engineering, and inexpensive encapsulation engineering routes are required to optimize perovskite top-cell continuously, as shown under ‘stability engineering’ in
Figure 4 and
Figure 7.
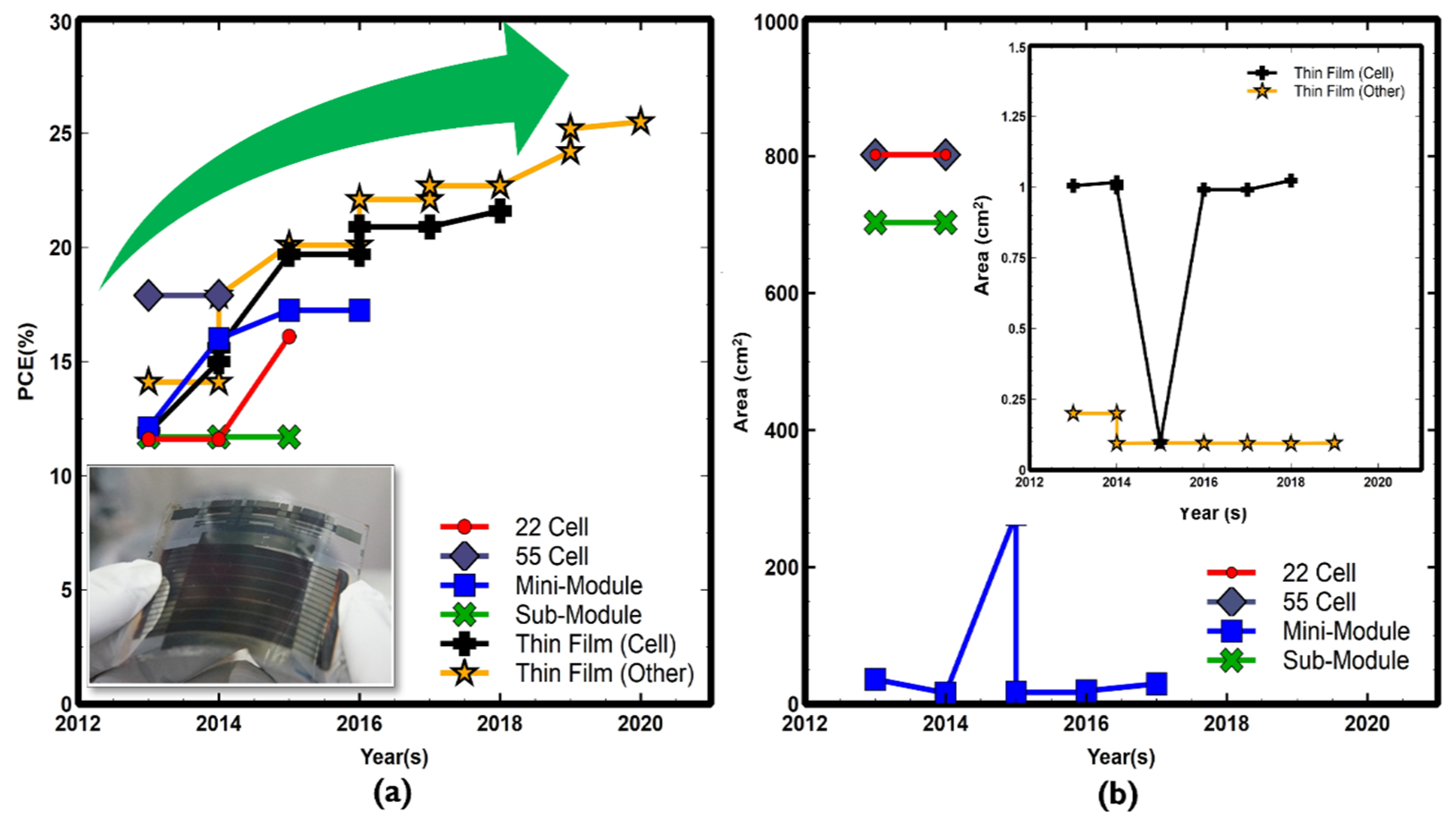
Remarkably, for future perovskite module industrialization, the solution for processing the life cost cycle needs to have a shorter pay-back period than other solar cells [
227]. In that sense, the scalable and promising alternative methods feasibly proven to commercialize perovskite are the sequential deposition process and the blading coating process. However, frequent observations showed anti-correlation between cell area and solar cell efficiency, which the scalable deposition methods need to consider [
228,
229].
Despite many efforts in establishing wide-scale deposition of contact technologies with industrial standards methods such as sputtering for perovskite transport layers [
230,
231,
232,
233,
234,
235], stagnating issues of stability and hysteresis remain major concerns [
236,
237,
238]. Similarly, the co-evaporation deposition technique in Ref. [
40] effectively preserves the bottom cell’s surface texturing. However, it does not fit in to be considered a high throughput industrial technique that requires a revolution in manufacturing technologies. Moreover, the lack of standardized testing protocols is cumbersome as perovskite testing protocols must be appropriately aligned with the established IEC-61215 [
225,
239]. Furthermore, Perovskite age-driven hysteresis testing protocols with actual in-situ conditions must be aligned with silicon photovoltaic-based protocols [
240,
241,
242,
243,
244]. Ashraf U. et al. reported that the lack of perovskite solar cell standard test protocols resulted from an ambiguous way of stability record assessment [
241,
242].
Hence, inexpensive and reliable encapsulation may pave the way towards the elimination of the extrinsic instability factors. However, in the end, recent and economically effective encapsulation strategies elaborated in literature [
243] have not yet fully considered the critical economic balance requirement for PSC-Si tandem’s sub-cell. This point is evident as silicon solar cell encapsulation has already been standardized. Therefore, any perovskite top cell tandem-based encapsulation methods must align with the existing bottom cell encapsulation techniques. Recently, a novel set of low lifetime testing protocols has been developed for perovskite [
59]. Furthermore, current UV-filtered perovskite solar cell testing methods require a shift to a more standardized one, such as the International Electrotechnical Commission (IEC) testing protocols [
44,
225]. However, this is not the case to gain similar consumer confidence in silicon bottom cells, which render low lifetime testing conditions restricted to the research laboratory before realistic commercialization.
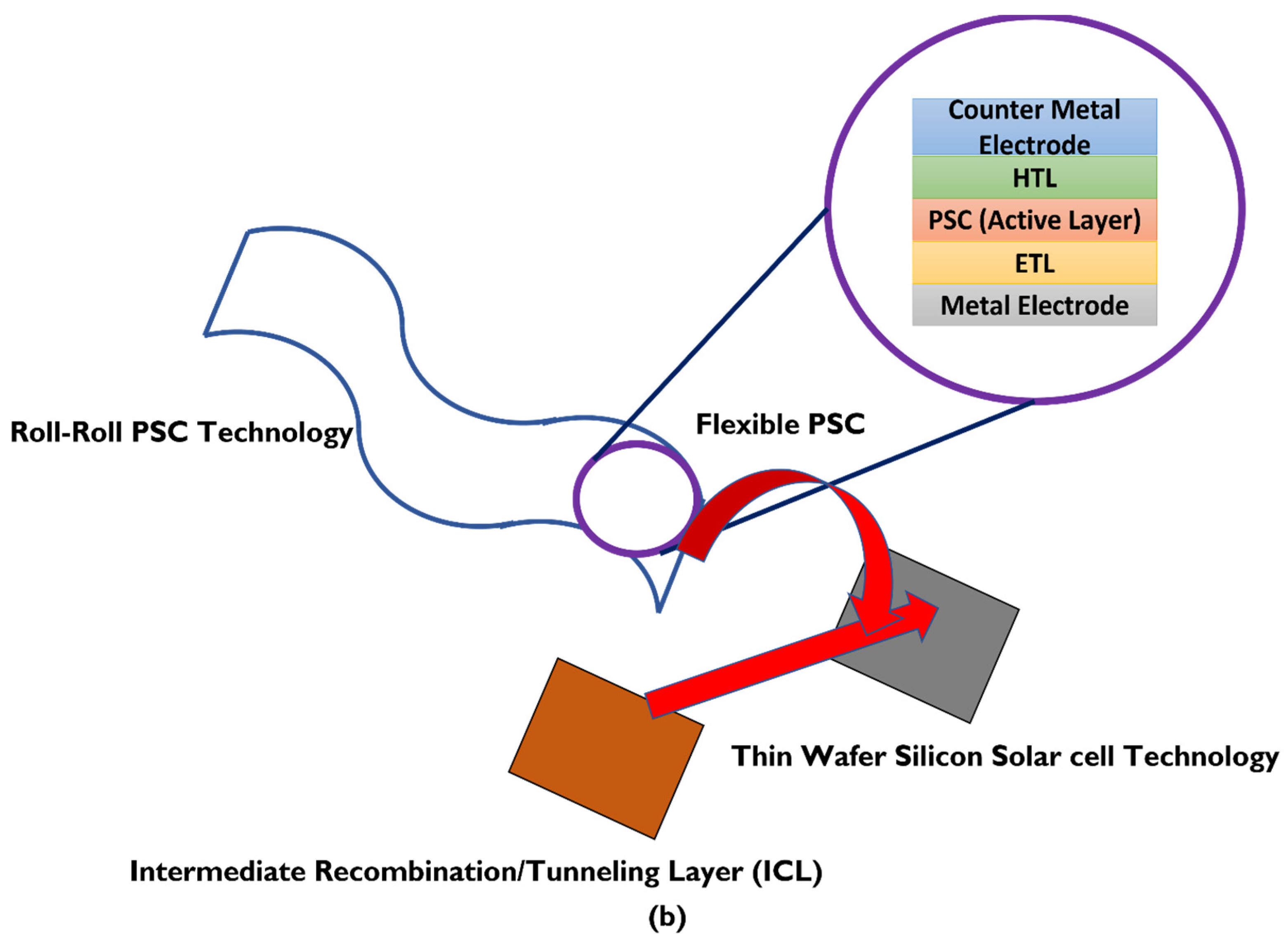
Although the roadmap for perovskite upscaling requires proper perovskite stability engineering (
Figure 4b), the emerged microelectronic blade coating technology would have to be industrialized instead of the lab-based small-scale spin coating method, which lacks upscaling due to film non-uniformity [
44,
77,
244]. Yaoguang et al. [
225] briefed on the loss mechanisms, which pose a roadblock towards industrialization. However, in the same work, an explanation of the potential coating methods to transfer current mini and sub-module streams from laboratory-based efficiency to the in-situ modules was made. To further reduce LOCE of PSC-Si tandem solar cells, exploitation of perovskite roll-to-roll printing technologies could boost PSC-Silicon tandem research motives, as implemented by Toshiba for PSC cell technology [
44,
55]. With its laboratory-based successful mini-modules through blading technology, Toshiba’s perovskite solar cells have demonstrated cell efficiency of 10.5% at 5 cm
2. Toshiba highlighted that one of the challenges in their upscaling methods from poly-crystalline perovskite film uniformity production and scribe process was the removal of the remnants from the top electrode during blade coating [
81]. Even though the first goal was to introduce a novel and invariable meniscus organic methylammonium lead iodide material, the latter problem had been addressed through the optimized low-pressure blade coating in combination with undisclosed easily removable materials.
One step forward that would pave the road towards standardization has been claimed by Microquanta, a China-based company. Microquanta planned a 20 MW perovskite solar cell pilot line that has claimed the European Solar Test Installation Agency testing pass for 200 × 800 cm
2 of PCE beyond 14% and 17% [
245,
246]. The current champion PSC-Si tandem cells are mostly tested in a controlled environment; thus, testing similar tandem cells at maximum power point (MPP) tracking is critical to certifying the feasibility of PSC-Si marketing.
The Anita Ho-Baillie research group at the University of Sydney (USYD) demonstrated a very optimistic process towards industrialization. The group adopted ITO or nanocrystalline-based silicon-free interfacial layer (tunneling) 2T monolithic technology to produce PSC-Si tandem over 21% at 16 cm
2 without having to retool the current silicon single-junction solar cell technology [
162,
247,
248,
249]. The same group in earlier experiments demonstrated a 4 cm
2 PSC-Si tandem cell by exploiting downshifting antireflective coating material, which acts as a UV filter and silicon light trapping layer [
250]. Even though the overall work of the USYD group is promising, standardized protocols may need to be optimized in future days. Lastly, as the monolithic 2T tandem-based solar cells work towards vast industrialization, ICL engineering with highly conductive and optical index match deserves valuable engineering time such that the optoelectronic loss is negligible.
In the roll-roll context, assuming all aforementioned PSC-Si tandem cells stabilities and film uniformity (
Table 2) are acceptable for IEC standards, we conceptually propose integrating perovskite roll-roll production line into existing silicon solar cells (
Figure 7b). However, further investigation is required to align roll-roll perovskite technology with standard and futuristic thin wafer-silicon solar cells technology. Further, it may require a techno-economic evaluation, feasibility studies, and convincing equipment manufacturers to combine PSC and thin wafer silicon production lines.
With the rapid trend of perovskite solar cell’s PCE and the existing silicon solar cells, we expect to experience a decent shift in perovskite-silicon tandem future market share, provided that the significant challenges conveyed in this work and previous works are unraveled.
7. Conclusions
Perovskite-silicon tandem has a great chance to obtain decent market shares amongst anticipated PV tandems. However, the unprecedented development in the last seven years may require top cell tandem low-cost perovskite loss mechanism-related industrialization issues to be addressed.
The main challenges and proposed strategies of top cell perovskite to overcome loss mechanisms and their main mitigations methods were highlighted in this work. Perovskite instability, hysteresis, toxicity, and low-cost industrial film technologies are the main inter-related concerns for top cell industrialization. Furthermore, a cost-effective and atmospheric proof encapsulation requires more research to offset the extrinsic degradation effects. Despite the silicon bottom cell being a consolidated PV technology, the state-of-the-art silicon struggles to reach 27% efficiency. Therefore, critical passivation and light loss require more research. POLO-based silicon solar cell is another anticipated route for the bottom tandem solar cells due to the availability of the existing PERC production line.
A proposed roadmap based on the integration of existing perovskite roll-roll technology into silicon solar cells production line was presented in this work. Therefore, following the evolution of the proposed comprehensive perovskite stability engineering and testing protocols, the flexible and elastic substrate applications featuring roll-to-roll technologies may accommodate affordable and efficient PSC-Si tandem solar cells. As a result, wafer thinning, effective passivation, cost-effective light management techniques, and a shift in perovskite stability engineering can make a commercial PSC-Si tandem real. Similarly, advanced ICL layers require a more careful design and application, which needs special consideration on a large scale. Suppose the main perovskite-silicon tandem challenges towards broad marketing are solved. In that case, a revolution in the renewable energy PV market share may occur, especially for markets that opt-out to prevail during and after the COVID-19 pandemic period meeting the 2021 ITRPV projection.


 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







