Enhancement of Oil Palm Waste Nanoparticles on the Properties and Characterization of Hybrid Plywood Biocomposites

 ,
,  , ,
, ,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Preparation of Oil Palm Ash Nanoparticle
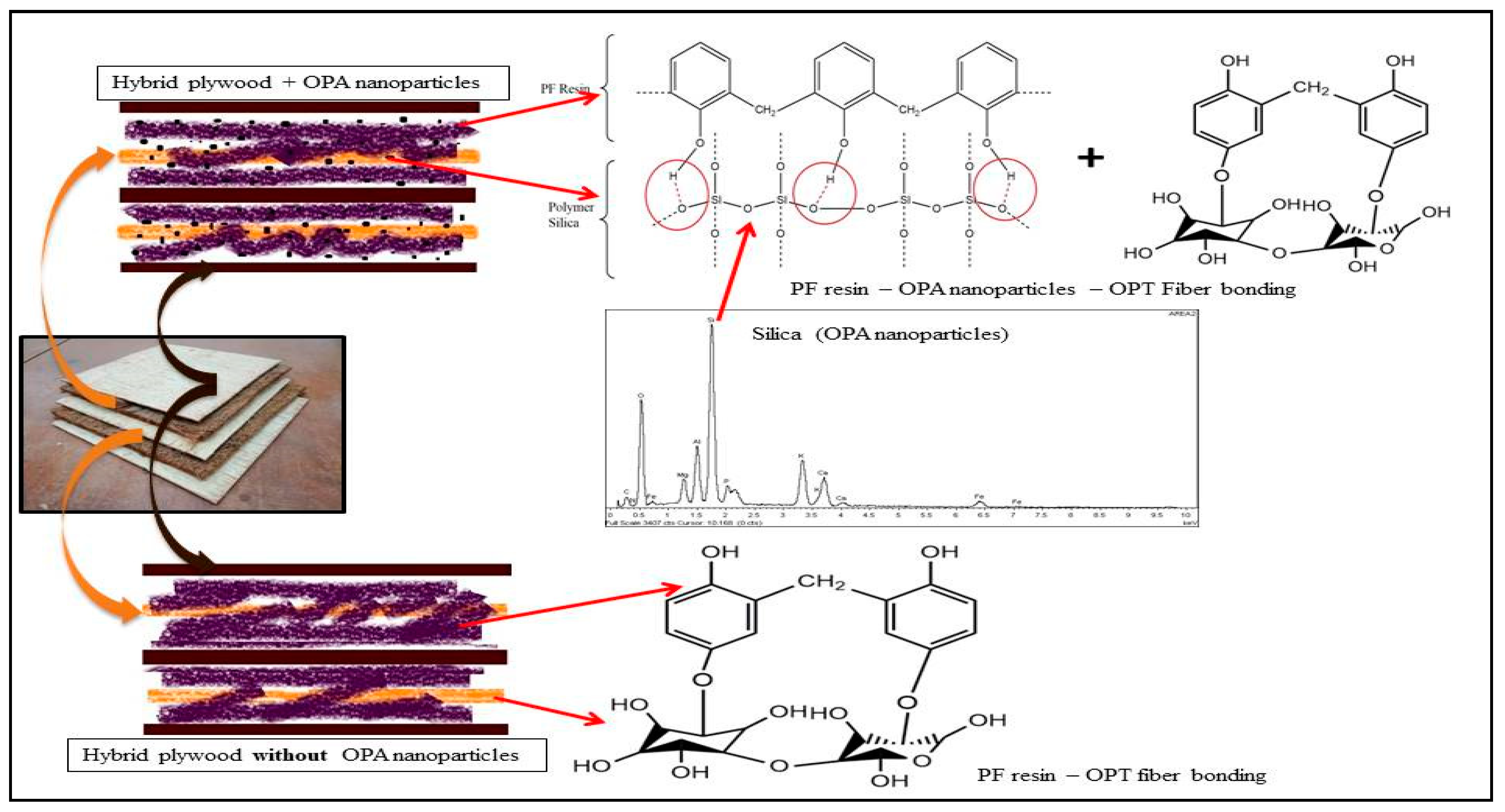
2.3. Preparation of Nanocomposite Binder from Phenol-Formaldehyde (PF) Resin Filled OPA Nanoparticles
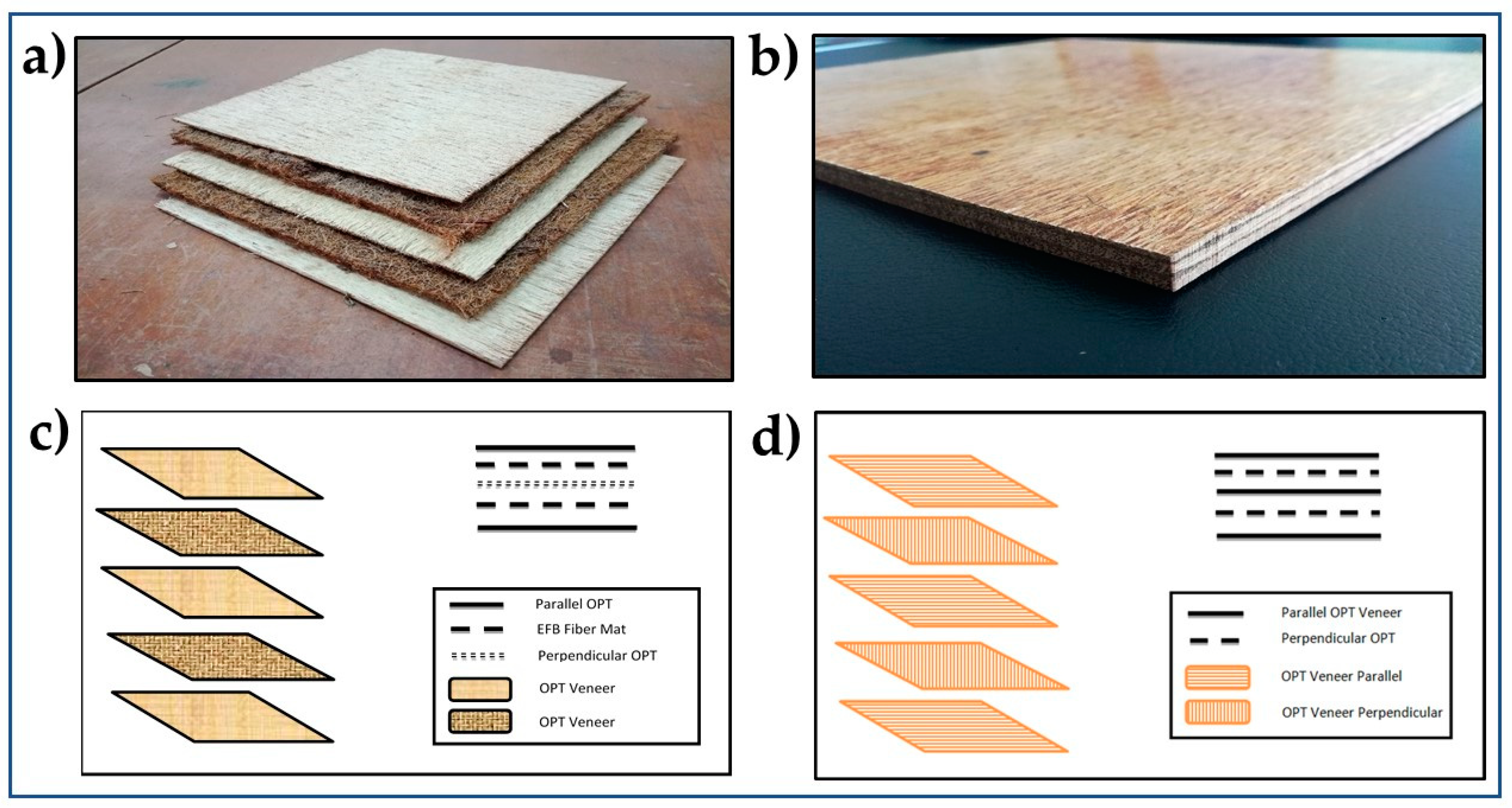
2.4. Preparation of Hybrid Plywood Composites
2.5. Characterization of Phenol-Formaldehyde Nanocomposite Filled OPA Nanoparticles and Plywood Panels
2.5.1. Physical Properties
2.5.2. Mechanical Properties
2.5.3. Thermogravimetric Analysis (TGA)
2.5.4. Morphological Properties
3. Result and Discussion
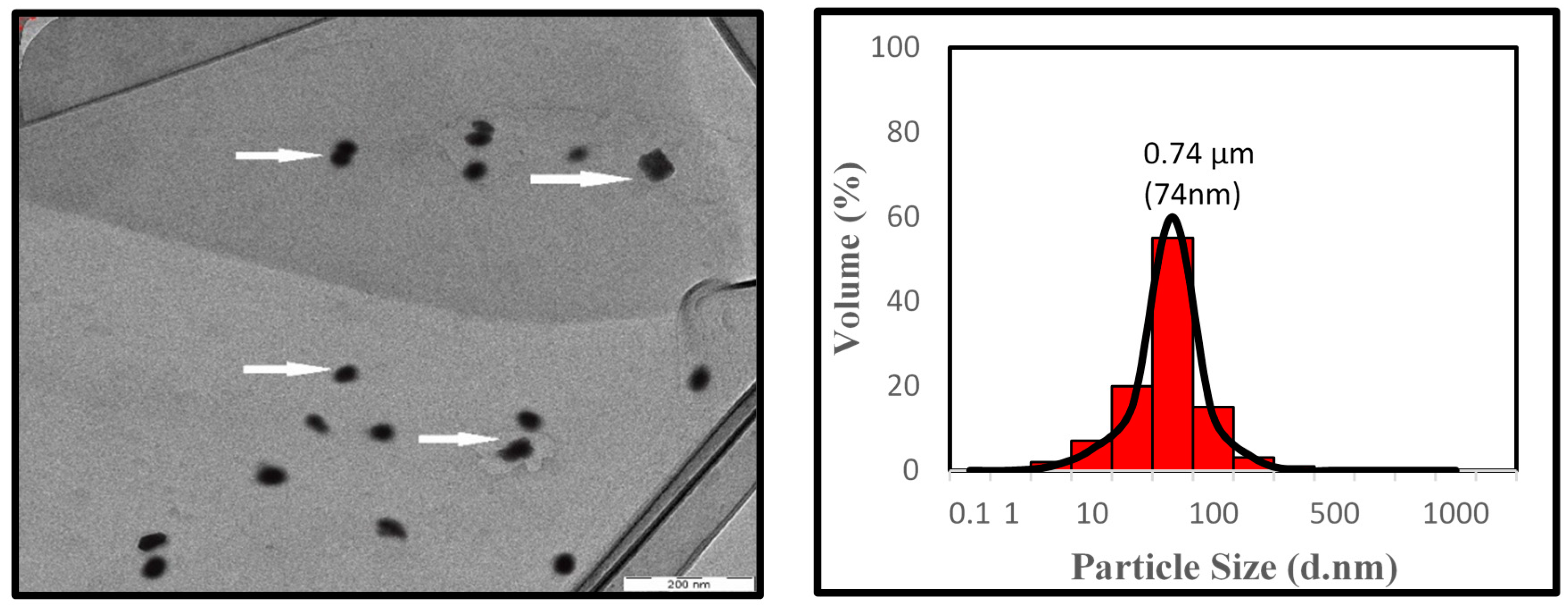
3.1. Particle Size Distribution Palm Oil Ash
3.2. Properties of EFB Fibre Mat/OPT Veneer Hybrid Plywood
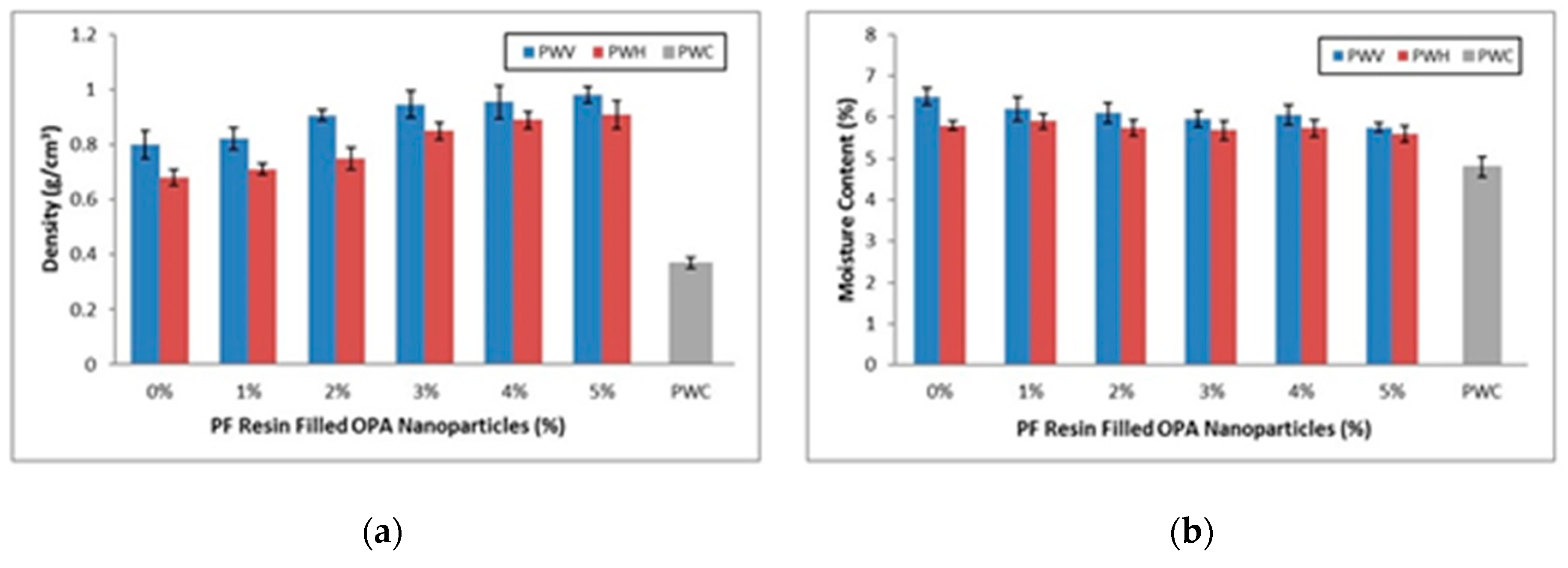
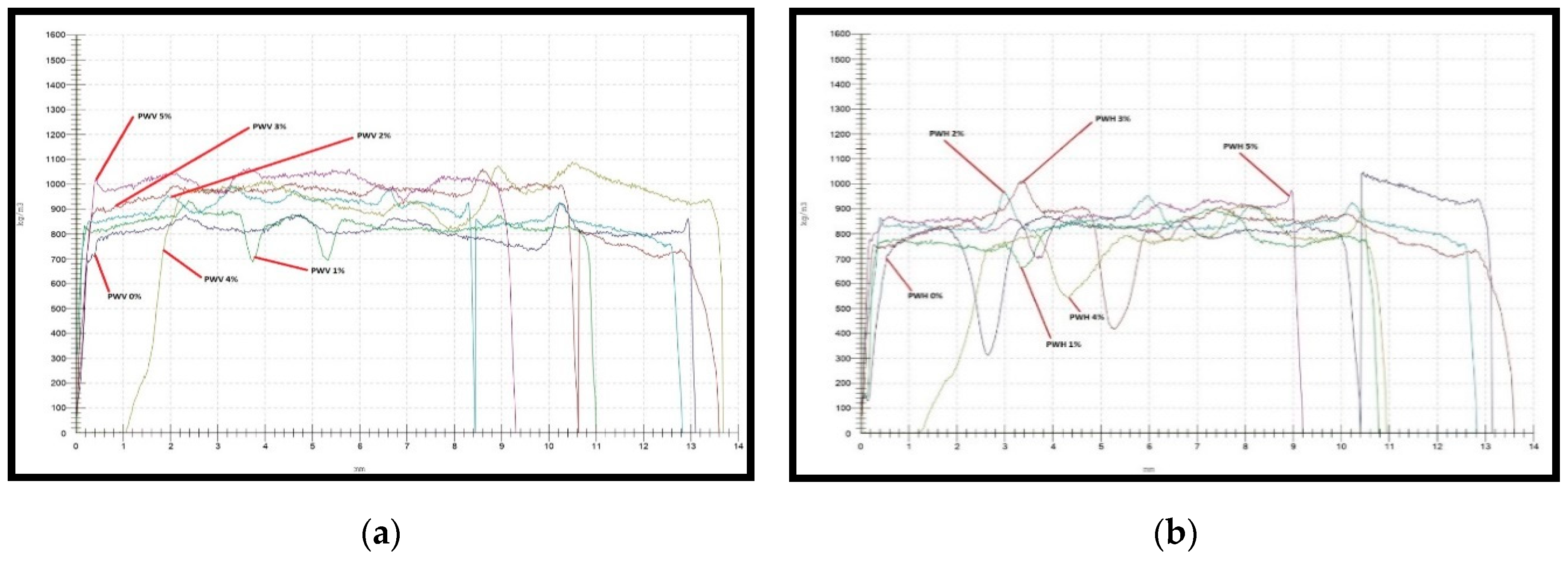
3.2.1. Physical Properties
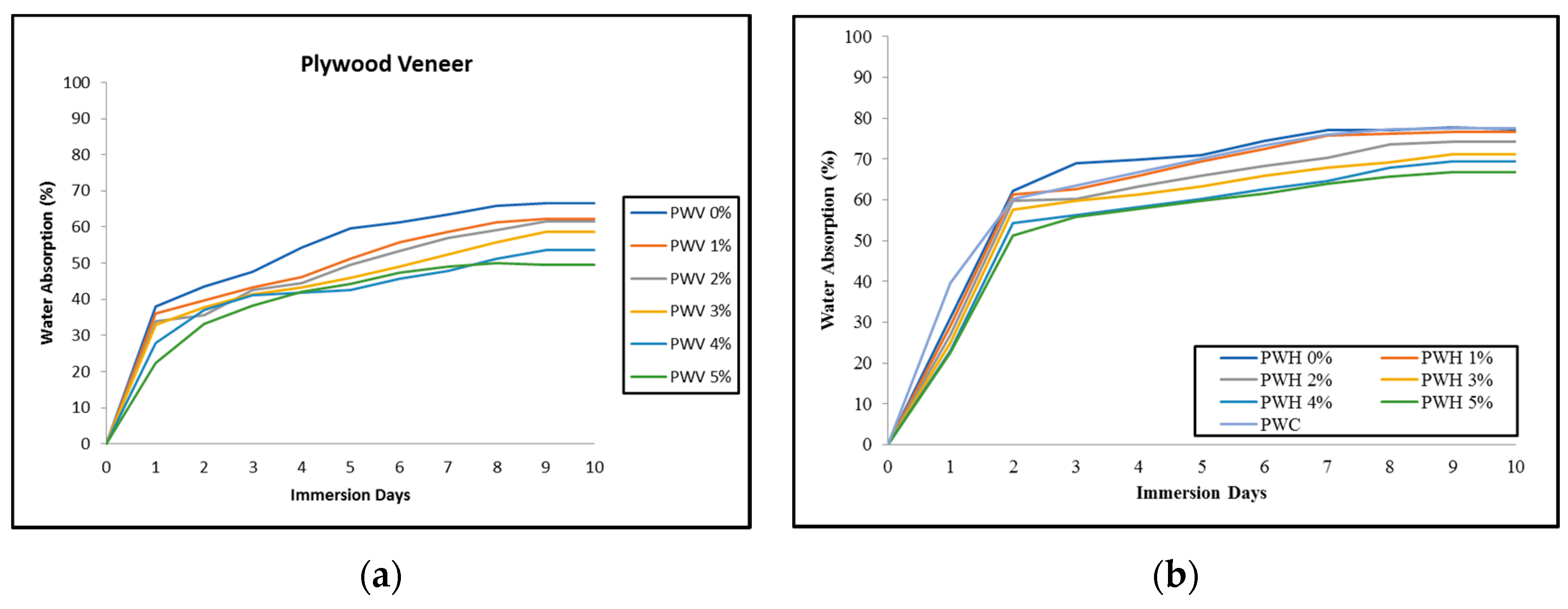
3.2.2. Water Absorption Properties
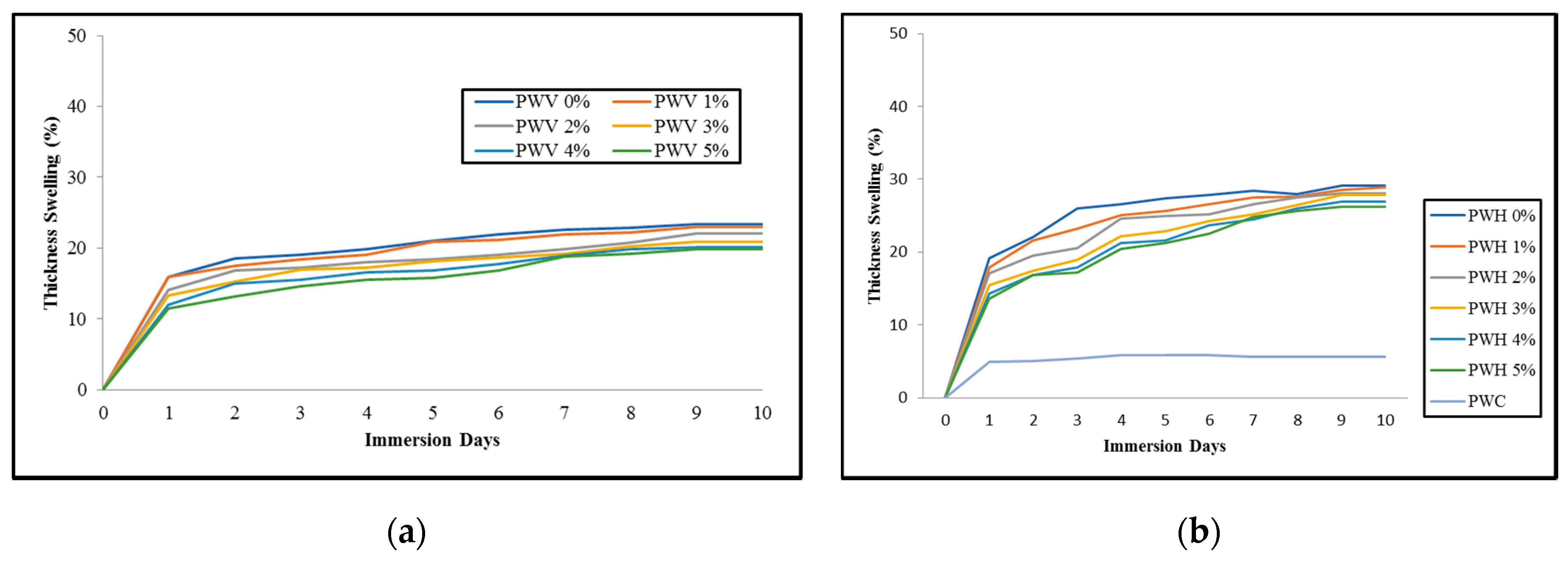
3.2.3. Thickness Swelling Properties
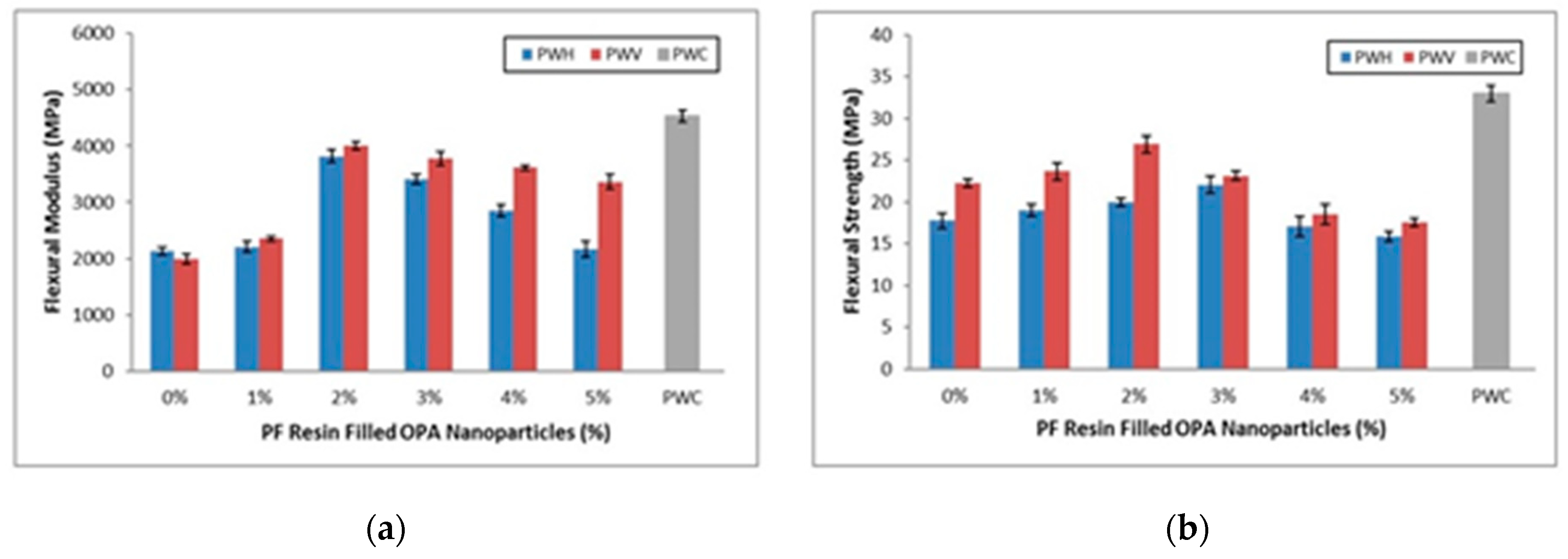
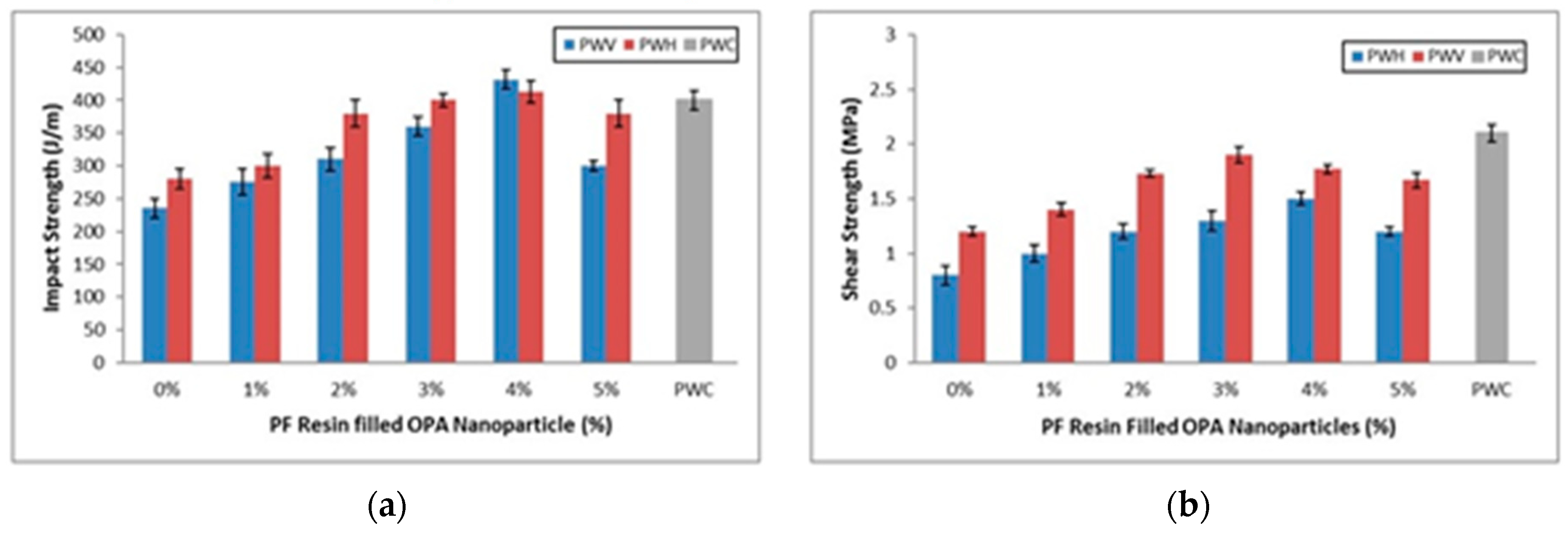
3.2.4. Mechanical Properties
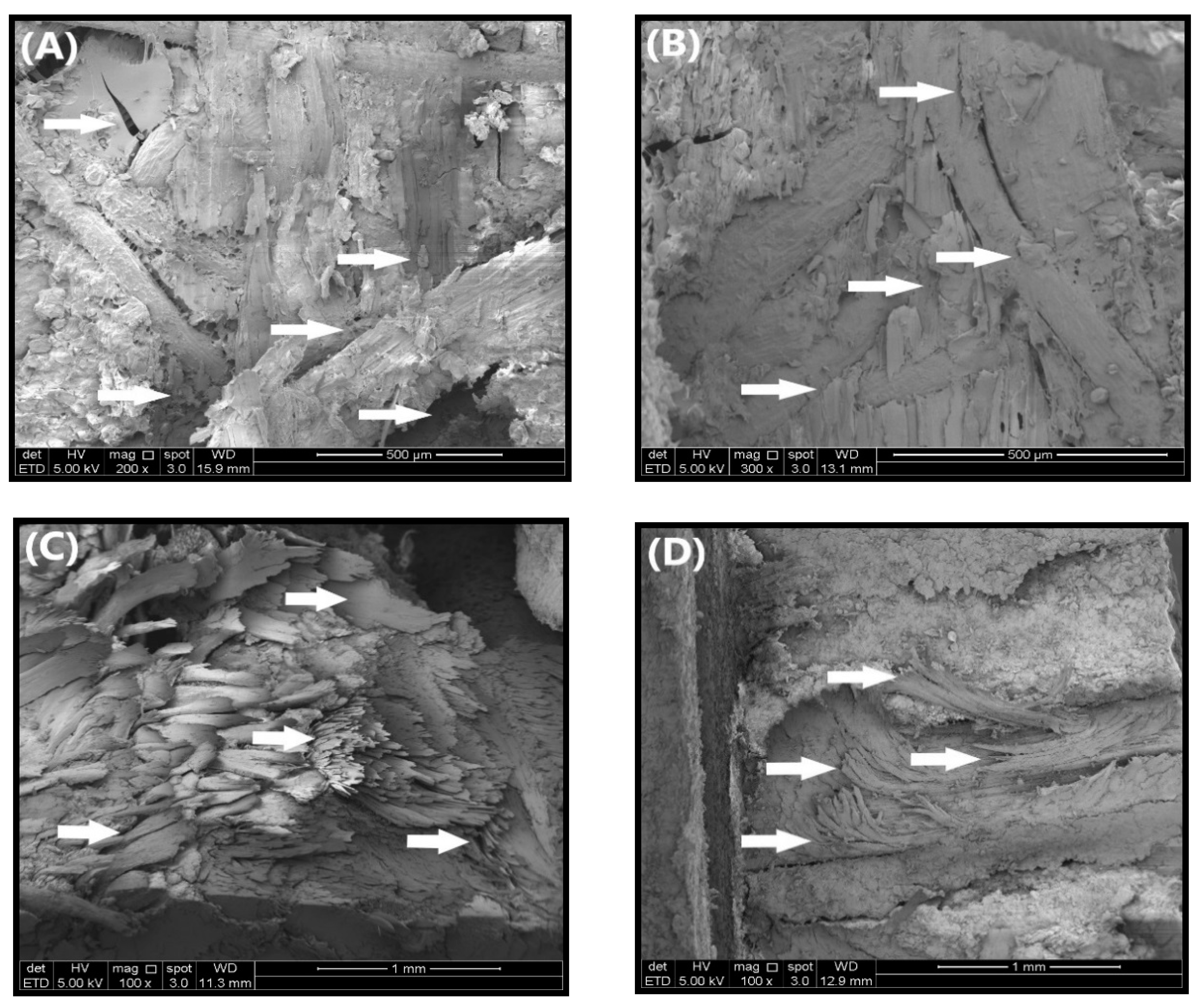
3.2.5. Fracture Surface Morphology for Shear Samples
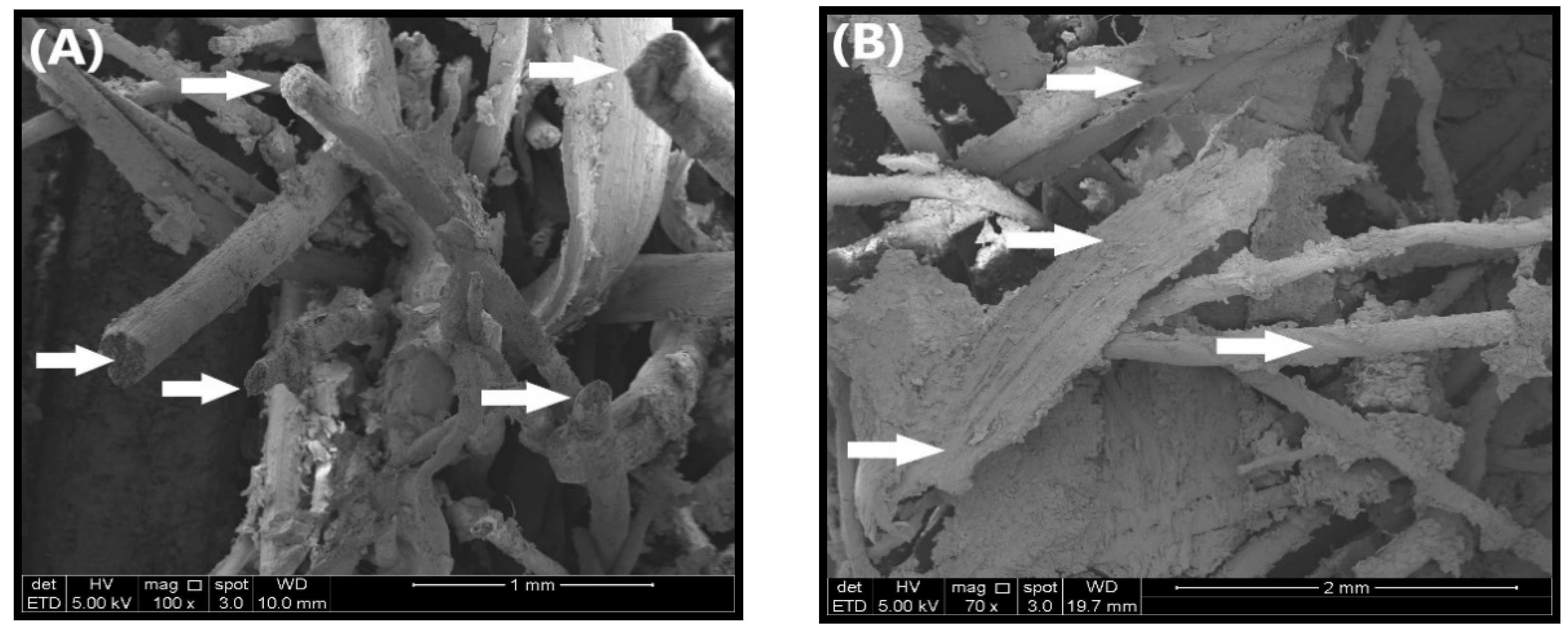
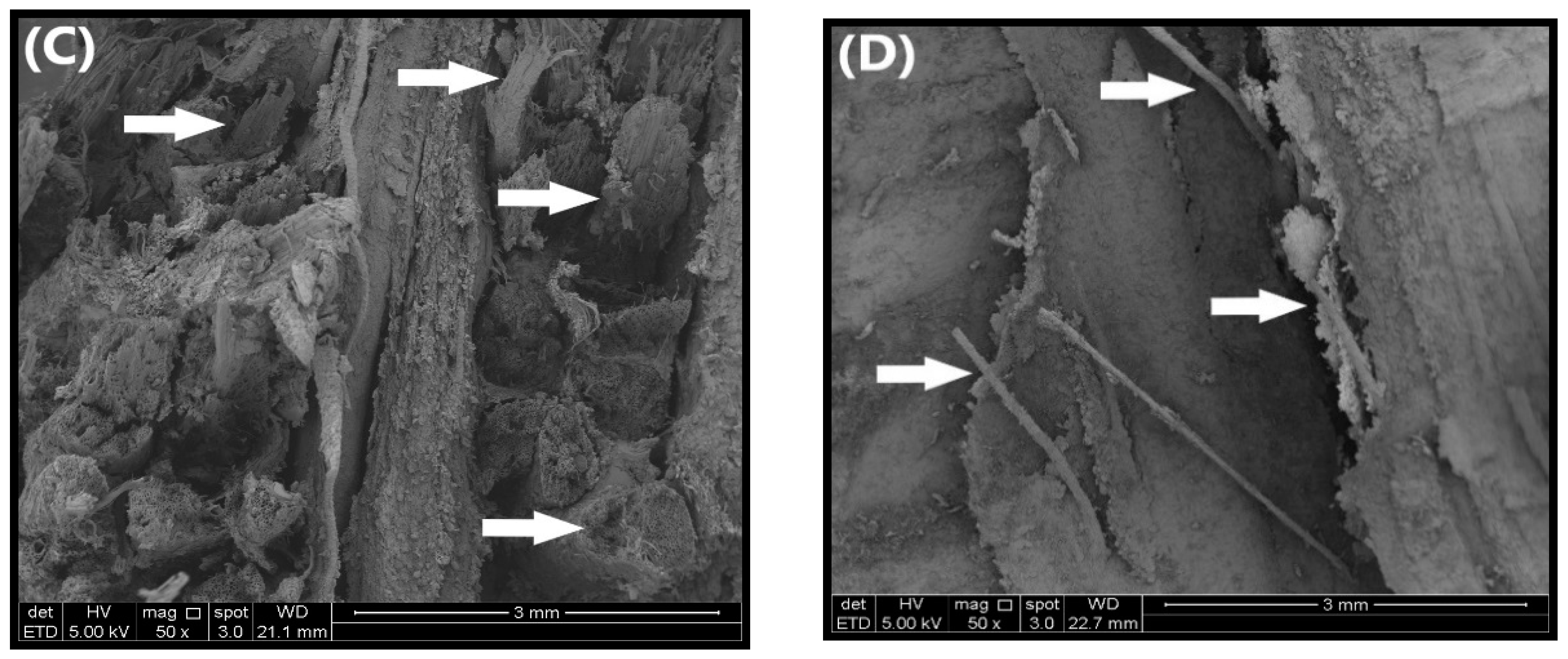
3.2.6. Fracture Surface Morphology for Impact
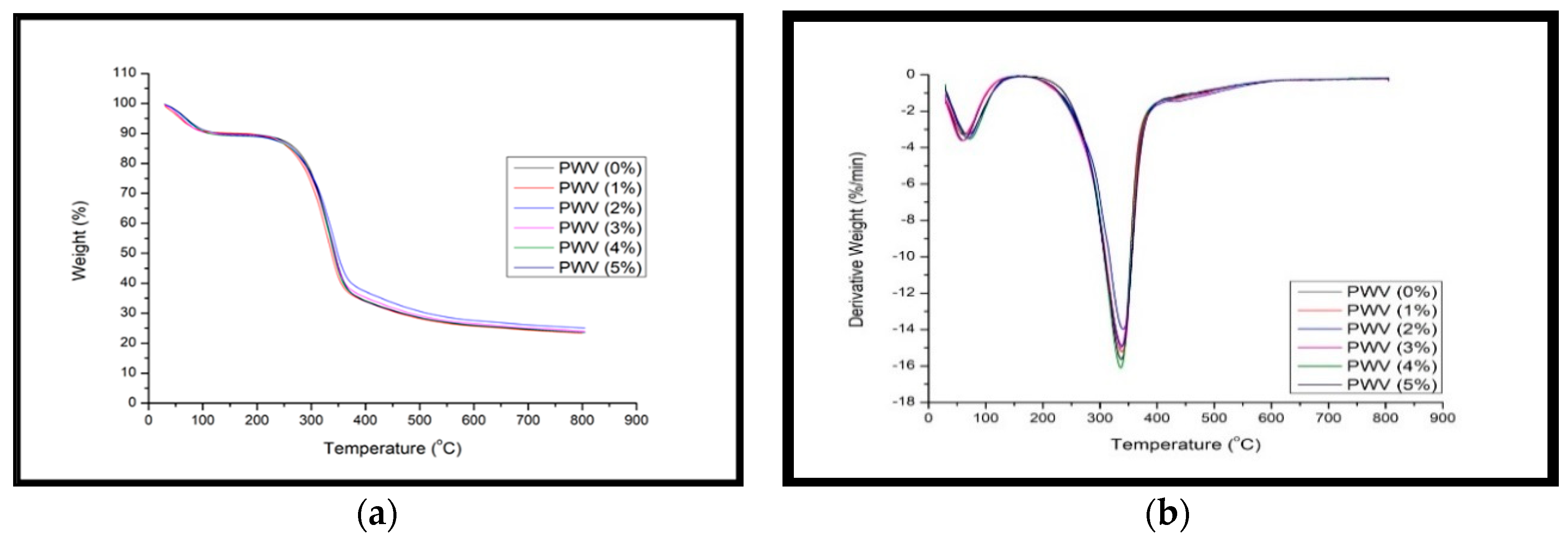
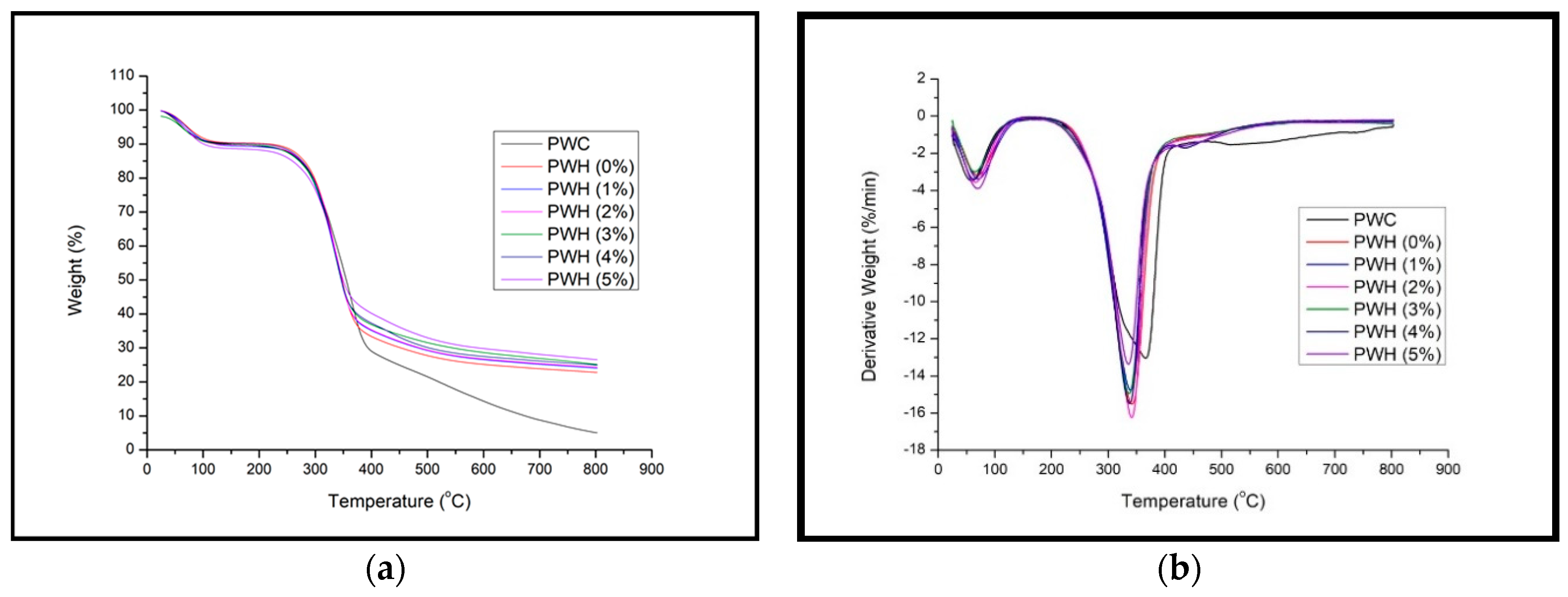
3.2.7. Thermogravimetric (TGA-DTA) Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Jiang, F.; Li, T.; Li, Y.; Zhang, Y.; Gong, A.; Dai, J.; Hitz, E.; Luo, W.; Hu, L. Wood-Based Nanotechnologies toward Sustainability. Adv. Mater. 2017, 30, 1703453. [Google Scholar] [CrossRef]
- Fu, Q.; Yan, M.; Jungstedt, E.; Yang, X.; Li, Y.; Berglund, L.A. Transparent plywood as a load-bearing and luminescent biocomposite. Compos. Sci. Technol. 2018, 164, 296–303. [Google Scholar] [CrossRef]
- Shah, D.U. Natural fibre composites: Comprehensive Ashby-type materials selection charts. Mater. Des. 2014, 62, 21–31. [Google Scholar] [CrossRef]
- Rosdi, N.H.A.N.; M. Mohamed; M. Mohamad; M.H.M. Amini; M.A. Aziz; Z.I. Rizman. Effect of biocomposite materials to enhance durability of selected wood species (intsia palembanica miq, neobalanocarpus heimii, shorea plagata) in Malaysia. ARPN J. Eng. Appl. Sci. 2015, 10, 313–320. [Google Scholar]
- Bal, B.C.; İ. Bektaş. The effects of wood species, load direction, and adhesives on bending properties of laminated veneer lumber. BioResources 2012, 7, 3104–3112. [Google Scholar]
- Abdul Khalil, H.P.S.; Fazita, M.R.N.; Bhat, A.H.; Jawaid, M.; Fuad, N.A.N. Development and material properties of new hybrid plywood from oil palm biomass. Mater. Des. 2010, 31, 417–424. [Google Scholar] [CrossRef]
- Muhammad-Fitri, S.; M. Suffian; W. Wan-Mohd-Nazri; Y. Nor-Yuziah. Mechanical Properties Of Plywood From Batai (Paraserianthes Falcataria), Eucalyptus (Eucalyptus Pellita) And Kelempayan (Neolamarckia Cadamba) With Different Layer And Species Arrangement. J. Trop. For. Sci. 2018, 30, 58–66. [Google Scholar] [CrossRef]
- Bal, B.C.; Ýbrahim, B. Some mechanical properties of plywood produced from eucalyptus, beech, and poplar veneer. Maderas. Cienc. Tecnol. 2014, 16, 99–108. [Google Scholar] [CrossRef] [Green Version]
- Hoong, Y.B.; Loh, Y.F.; Hafizah, A.W.N.; Paridah, T.; Jalaluddin, H. Development of a new pilot scale production of high grade oil palm plywood: Effect of pressing pressure. Mater. Des. 2012, 36, 215–219. [Google Scholar] [CrossRef]
- Mokhtar, A.; Hassan, K.; Aziz, A.A.; Wahid, M. Plywood from oil palm trunks. J. Oil Palm Res. 2011, 23, 1159–1165. [Google Scholar]
- Chai, L.; P. H’ng; C. Lim; K. Chin; M. Jusoh; E. Bakar. Production of oil palm trunk core board with wood veneer lamination. J. Oil Palm Res. 2011, 23, 1166–1171. [Google Scholar]
- Feng, L.Y.; Paridah, M.T.; Hoong, Y.B. Density Distribution of Oil Palm Stem Veneer and Its Influence on Plywood Mechanical Properties. J. Appl. Sci. 2011, 11, 824–831. [Google Scholar] [CrossRef]
- Masseat, K.; Bakar, E.S.; Kamal, I.; Husain, H.; Tahir, P.M. The physical properties of treated oil palm veneer used as face layer for laminated veneer lumber. In Proceedings of the IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 368, p. 012025. [Google Scholar]
- Sulaiman, O.; Hashim, R.; Wahab, R.; Samsi, H.W.; Mohamed, A.H. Evaluation on some finishing properties of oil palm plywood. Holz als Roh-und Werkst. 2007, 66, 5–10. [Google Scholar] [CrossRef]
- Winandy, J.E.; Rowell, R.M. Chemistry of Wood Strength. In Handbook of Wood Chemistry and Wood Composites; CRC Press: Boca Raton, FL, USA, 2005; p. 303. [Google Scholar]
- Frihart, C.R.; Rowell, R.M. Wood Adhesion and Adhesives; CRC Press: Boca Raton, FL, USA, 2012; pp. 255–320. [Google Scholar] [CrossRef]
- Bardak, T.; Sozen, E.; Kayahan, K.; Bardak, S. The Impact of Nanoparticles and Moisture Content on Bonding Strength of Urea Formaldehyde Resin Adhesive. Drv. Ind. 2018, 69, 247–252. [Google Scholar] [CrossRef]
- Candan, Z. and Akbulut, T. Developing environmentally friendly wood composite panels by nanotechnology. BioResources 2013, 8, 3590–3598. [Google Scholar] [CrossRef] [Green Version]
- Xu, H.-N.; Ma, S.; Lv, W.; Wang, Z. Soy protein adhesives improved by SiO2 nanoparticles for plywoods. Pigment. Resin Technol. 2011, 40, 191–195. [Google Scholar] [CrossRef]
- Dukarska, D.; Czarnecki, R. Fumed silica as a filler for MUPF resin in the process of manufacturing water-resistant plywood. Holz als Roh-und Werkst. 2015, 74, 5–14. [Google Scholar] [CrossRef] [Green Version]
- Zhang, R.; Jin, X.; Wen, X.; Chen, Q.; Qin, D. Alumina nanoparticle modified phenol-formaldehyde resin as a wood adhesive. Int. J. Adhes. Adhes. 2018, 81, 79–82. [Google Scholar] [CrossRef]
- Rahman, K.-S.; Alam, D.; Islam, M.N. Some physical and mechanical properties of bamboo mat-wood veneer plywood. ISCA J. Biol. Sci. 2012, 1, 61–64. [Google Scholar]
- Suhaily, S.; Jawaid, M.; Abdul Khalil, H.P.S.; Mohamed, A.R.; Ibrahim, F. A review of oil palm biocomposites for furniture design and applications: Potential and challenges. BioResources 2012, 7, 4400–4423. [Google Scholar]
- Siti, S.; Abdul Khalil, H.P.S.; Wan, W.; Jawai, M. Bamboo Based Biocomposites Material, Design and Applications. Mater. Sci.-Adv. Top. 2013, 19, 1–30. [Google Scholar] [CrossRef] [Green Version]
- Abdul Khalil, H.P.S.; Fazita, M.N.; Jawaid, M.; Bhat, A.H.; Abdullah, C. Empty Fruit Bunches as a Reinforcement in Laminated Bio-composites. J. Compos. Mater. 2010, 45, 219–236. [Google Scholar] [CrossRef]
- Jawaid, M.; Abdul Khalil, H.P.S.; Abu Bakar, A. Woven hybrid composites: Tensile and flexural properties of oil palm-woven jute fibres based epoxy composites. Mater. Sci. Eng. A 2011, 528, 5190–5195. [Google Scholar] [CrossRef]
- Ashori, A.; Ghofrani, M.; Rezvani, M.H.; Khosro, S.K. Utilization of waste tire rubber in hybrid plywood composite panel. Polym. Adv. Technol. 2015, 26, 1034–1040. [Google Scholar] [CrossRef]
- Lin, R.; Fang, L.; Li, X.; Xi, Y.; Zhang, S.; Sun, P. Study on Phenolic Resins Modified by Copper Nanoparticles. Polym. J. 2006, 38, 178–183. [Google Scholar] [CrossRef] [Green Version]
- Choo, A.C.Y.; Paridah, M.T.; Karimi, A.; Bakar, E.S.; Abdan, K.; Ibrahim, A.; Feng, L.Y. Density and humidity gradients in veneers of oil palm stems. Holz Roh Werkst. 2010, 69, 501–503. [Google Scholar] [CrossRef]
- Aydin, I.; Colakoglu, G.; Çolak, S.; Demirkir, C. Effects of moisture content on formaldehyde emission and mechanical properties of plywood. Build. Environ. 2006, 41, 1311–1316. [Google Scholar] [CrossRef]
- Bekhta, P. Method of the Plywood Production. Patent of Ukraine No. 62787A, 15 December 2003. [Google Scholar]
- Bekhta, P.; Marutzky, R. Reduction of glue consumption in the plywood production by using previously compressed veneer. Holz als Roh-und Werkst. 2006, 65, 87–88. [Google Scholar] [CrossRef]
- Pishvaei, M.; Farshchi, T.F. Synthesis of high solid content polyacrylate/nanosilica latexes via miniemulsion polymerization. Iran. Polym. J. 2010, 19, 707–716. [Google Scholar]
- Yazdimamaghani, M.; Pourvala, T.; Motamedi, E.; Fathi, B.; Vashaee, D.; Tayebi, L. Synthesis and Characterization of Encapsulated Nanosilica Particles with an Acrylic Copolymer by in Situ Emulsion Polymerization Using Thermoresponsive Nonionic Surfactant. Materials 2013, 6, 3727–3741. [Google Scholar] [CrossRef] [Green Version]
- Abdul Khalil, H.P.S.; Mahayuni, A.R.R.; Bhat, I.-U.-H.; Rudi, D.; Al-Mulali, M.; Abdullah, C.K. Characterization of various organic waste nanofillers obtained from oil palm ash. BioResources 2012, 7, 5771–5780. [Google Scholar] [CrossRef] [Green Version]
- Bhat, I.-U.-H.; Abdul Khalil, H.P.S.; Nurul Fazita, M.R.; Abdullah, C.K. Hybridized biocomposites from agro-wastes: Mechanical, physical and thermal characterization. J. Polym. Environ. 2011, 19, 49–58. [Google Scholar] [CrossRef]
- Omrani, E.; Menezes, P.L.; Rohatgi, P.K. State of the art on tribological behavior of polymer matrix composites reinforced with natural fibers in the green materials world. Eng. Sci. Technol. Int. J. 2016, 19, 717–736. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Bulcke, J.V.D.; De Windt, I.; Dhaene, J.; Van Acker, J. Moisture behavior and structural changes of plywood during outdoor exposure. Holz Roh Werkst. 2015, 74, 211–221. [Google Scholar] [CrossRef] [Green Version]
- Robertson, J.E.; R. Robertson. Review of filter and extender quality evaluation. For. Prod. J. 1977, 27, 30–38. [Google Scholar]
- Wahab, N.H.A.; Paridah, M.T.; Yunus, N.Y.M.; Ashaari, Z.; Yong, A.C.C.; Ibrahim, N.A. Influence of Resin Molecular Weight on Curing and Thermal Degradation of Plywood Made from Phenolic Prepreg Palm Veneers. J. Adhes. 2013, 90, 210–229. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Alwani, M.S.; Ridzuan, R.; Kamarudin, H.; Khairul, A. Chemical Composition, Morphological Characteristics, and Cell Wall Structure of Malaysian Oil Palm Fibers. Polym. Technol. Eng. 2008, 47, 273–280. [Google Scholar] [CrossRef]
- Luo, J.; Luo, J.; Gao, Q.; Li, J. Effects of heat treatment on wet shear strength of plywood bonded with soybean meal-based adhesive. Ind. Crop. Prod. 2015, 63, 281–286. [Google Scholar] [CrossRef]
- He, Q.; Zhan, T.; Zhang, H.; Ju, Z.; Hong, L.; Brosse, N.; Lu, X. Comparison of Bonding Performance Between Plywood and Laminated Veneer Lumber Induced by High Voltage Electrostatic Field. MATEC Web Conf. 2019, 275, 01013. [Google Scholar] [CrossRef]
- Zeng, X.; Luo, J.; Hu, J.; Li, J.; Gao, Q. Aging Resistance Properties of Poplar Plywood Bonded by Soy Protein-Based Adhesive. BioResources 2016, 11, 4332–4341. [Google Scholar] [CrossRef] [Green Version]
- Cai, X.; B. Riedl; S. Zhang; H. Wan. Effects of nanofillers on water resistance and dimensional stability of solid wood modified by melamine-urea-formaldehyde resin. Wood Fiber Sci. 2007, 39, 307–318. [Google Scholar]
- Gindl-Altmutter, W.; Gupta, H.S. Cell-wall hardness and Young’s modulus of melamine-modified spruce wood by nano-indentation. Compos. Part A Appl. Sci. Manuf. 2002, 33, 1141–1145. [Google Scholar] [CrossRef]
- Sultan, T.; Rahman, M.R.; Hamdan, S.; Hossen, F.; Mazlan, A.B. Improved Interfacial Interaction between Wood and Styrene with the Help of Organically Modified Nanoclay. BioResources 2018, 13, 8100–8112. [Google Scholar] [CrossRef]
- Jawaid, M.; Abdul Khalil, H.P.S.; Khanam, P.N.; Abu Bakar, A. Hybrid Composites Made from Oil Palm Empty Fruit Bunches/Jute Fibres: Water Absorption, Thickness Swelling and Density Behaviours. J. Polym. Environ. 2010, 19, 106–109. [Google Scholar] [CrossRef]
- Azzam, W.R. Reduction of the shrinkage-swelling potential with polymer nanocomposite stabilization. J. Appl. Polym. Sci. 2011, 123, 299–306. [Google Scholar] [CrossRef]
- Leemon, N.F.; Ashaari, Z.; Uyup, M.K.A.; Bakar, E.S.; Paridah, M.T.; Saliman, M.A.R.; Ghani, M.A.; Lee, S.H. Characterisation of phenolic resin and nanoclay admixture and its effect on impreg wood. Wood Sci. Technol. 2015, 49, 1209–1224. [Google Scholar] [CrossRef]
- Adhikary, K.B.; Pang, S.; Staiger, M. Long-term moisture absorption and thickness swelling behaviour of recycled thermoplastics reinforced with Pinus radiata sawdust. Chem. Eng. J. 2008, 142, 190–198. [Google Scholar] [CrossRef]
- Jawaid, M.; Abdul Khalil, H.P.S.; Abu Bakar, A.; Hassan, A.; Dungani, R. Effect of jute fibre loading on the mechanical and thermal properties of oil palm–epoxy composites. J. Compos. Mater. 2012, 47, 1633–1641. [Google Scholar] [CrossRef]
- Candan, Z.; Akbulut, T. Nano-engineered plywood panels: Performance properties. Compos. Part B Eng. 2014, 64, 155–161. [Google Scholar] [CrossRef]
- Murphy, J. CHAPTER 4-Modifying Specific Properties: Mechanical Properties–Fillers. In Additives for Plastics Handbook, 2nd ed.; Murphy, J., Ed.; Elsevier Science: Amsterdam, The Nederland, 2001; pp. 19–35. [Google Scholar]
- Abdul Khalil, H.P.S.; Fizree, H.; Bhat, A.H.; Jawaid, M.; Abdullah, C. Development and characterization of epoxy nanocomposites based on nano-structured oil palm ash. Compos. Part B Eng. 2013, 53, 324–333. [Google Scholar] [CrossRef]
- Karaman, A.; Yıldırım, M.N.; Yaşar, Ş.Ş. Determination of modulus of elasticity and bending strength of wood material impregnated with nanoparticle silicon dioxide (SiO2). Turk. J. For. | Türkiye Orman. Derg. 2019, 20, 50–56. [Google Scholar] [CrossRef]
- Ismaeilimoghadam, S.; Masoudifar, M.; Nosrati, B.; Shamsian, M. Effects of inorganic nanoparticles on mechanical and morphological properties of wood flour-polypropylene nano composites. Drew. Prace Nauk. Doniesienia. Komun. 2016, 59, 196. [Google Scholar]
- Deka, B.; Maji, T.K. Effect of SiO2 and nanoclay on the properties of wood polymer nanocomposite. Polym. Bull. 2012, 70, 403–417. [Google Scholar] [CrossRef]
- Chen, X.; B. You; S. Zhou; L. Wu. Surface and interface characterization of polyester-based polyurethane/nano-silica composites. Surf. Interface Anal. 2003, 35, 369–374. [Google Scholar] [CrossRef]
- Vollath, D.; Fischer, F.D.; Holec, D. Surface energy of nanoparticles – influence of particle size and structure. Beilstein J. Nanotechnol. 2018, 9, 2265–2276. [Google Scholar] [CrossRef]
- Rosamah, E.; Hossain, S.; Abdul Khalil, H.P.S.; Nadirah, W.W.; Dungani, R.; Amiranajwa, A.N.; Suraya, N.; Fizree, H.; Ab Kadir, M.O. Properties enhancement using oil palm shell nanoparticles of fibers reinforced polyester hybrid composites. Adv. Compos. Mater. 2016, 26, 1–14. [Google Scholar] [CrossRef]
- Cai, Z.; Ross, R.J. Mechanical properties of wood-based composite materials. In Wood Handbook: Wood as an Engineering Material: Chapter Centennial ed. General Technical Report FPL; Dept. of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2010; Volume 190, pp. 12.1–12.12. [Google Scholar]
- El Halal, S.L.M.; Colussi, R.; Deon, V.G.; Pinto, V.Z.; Villanova, F.A.; Carreño, N.L.V.; Dias, A.R.G.; Zavareze, E.D.R. Films based on oxidized starch and cellulose from barley. Carbohydr. Polym. 2015, 133, 644–653. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Wang, S.; Xie, X.; Zhao, L.; Deng, Y.; Li, Y. Multi-scale evaluation of the effects of nanoclay on the mechanical properties of wood/phenol formaldehyde bondlines. Int. J. Adhes. Adhes. 2017, 74, 92–99. [Google Scholar] [CrossRef]
- Candan, Z.; Akbulut, T. Physical and mechanical properties of nanoreinforced particleboard composites. Maderas. Cienc. Tecnol. 2015, 17, 319–334. [Google Scholar] [CrossRef] [Green Version]
- Lei, H.; Du, G.; Pizzi, A.; Celzard, A. Influence of nanoclay on urea-formaldehyde resins for wood adhesives and its model. J. Appl. Polym. Sci. 2008, 109, 2442–2451. [Google Scholar] [CrossRef]
- Roughley, D.J.; Karacabeyli, E. Nanotechnology: Implications for the Wood Products Industry; Final report; Forintek Canada Corporation: North Vancouver, Canada, 2005; Available online: http://www.nanotechbc.ca/resources_/documents/Wood_Products+Nanotech-05.pdf29 (accessed on 9 October 2010).
- Saba, N.; Jawaid, M.; Sultan, M. An Overview of Mechanical and Physical Testing of Composite Materials; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1–12. [Google Scholar]
- Aziz, N.A.A.; M. Mohamed; M. Mohamad; M.H.M. Amini; M. Abdul; M. Aziz; H. Yusoff; Z. Rizman. Influence of activated carbon filler on the mechanical properties of wood composites. ARPN J. Eng. Appl. Sci. 2015, 10, 376–386. [Google Scholar]
- Bhat, I.U.H.; Abdullah, C.; Abdul Khalil, H.P.S.; Ibrahim, M.H.; Fazita, N. Properties enhancement of resin impregnated agro waste: Oil palm trunk lumber. J. Reinf. Plast. Compos. 2010, 29, 3301–3308. [Google Scholar] [CrossRef]
- Zahedi, M.; Tabarsa, T.; Ashori, A.; Madhoushi, M.; Shakeri, A. A comparative study on some properties of wood plastic composites using canola stalk, Paulownia, and nanoclay. J. Appl. Polym. Sci. 2012, 129, 1491–1498. [Google Scholar] [CrossRef]
- El-Bashir, S. Thermal and mechanical properties of plywood sheets based on polystyrene/silica nanocomposites and palm tree fibers. Polym. Bull. 2013, 70, 2035–2045. [Google Scholar] [CrossRef]
- Kumar, A.; Gupta, A.; Sharma, K.; Gazali, S.B. Influence of Aluminum Oxide Nanoparticles on the Physical and Mechanical Properties of Wood Composites. BioResources 2013, 8, 6231–6241. [Google Scholar] [CrossRef]
- Li, X.; Li, J.; Li, J.; Gao, Q. Effect of Sepiolite Filler in Malamine-Urea-Formaldehyde Resin on the Properties of Three-ply Plywood. BioResources 2015, 10, 6624–6634. [Google Scholar] [CrossRef] [Green Version]
- Dungani, R.; Islam, N.; Abdul Khalil, H.P.S.; Davoudpour, Y.; Rumidatul, A. Modification of the Inner Part of the Oil Palm Trunk (OPT) with Oil Palm Shell (OPS) Nanoparticles and Phenol Formaldehyde (PF) Resin: Physical, Mechanical, and Thermal Properties. BioResources 2013, 9, 455–471. [Google Scholar] [CrossRef]
- Zhu, Y.; E Bakis, C.; Adair, J. Effects of carbon nanofiller functionalization and distribution on interlaminar fracture toughness of multi-scale reinforced polymer composites. Carbon 2012, 50, 1316–1331. [Google Scholar] [CrossRef]
- Chaudhary, R.G.; Juneja, H.D.; Pagadala, R.; Gandhare, N.V.; Gharpure, M.P. Synthesis, characterisation and thermal degradation behaviour of some coordination polymers by using TG–DTG and DTA techniques. J. Saudi Chem. Soc. 2015, 19, 442–453. [Google Scholar] [CrossRef] [Green Version]
- Amouzgar, P. Development and Properties of Resin Impregnated Microwave Dried Oil Palm Trunk Core Lumber; School of Industrial Technology: Penang, Malaysia, 2011; p. 150. [Google Scholar]
- Chen, Y.; Chen, Z.; Xiao, S.; Liu, H. A novel thermal degradation mechanism of phenol–formaldehyde type resins. Thermochim. Acta 2008, 476, 39–43. [Google Scholar] [CrossRef]
- Peng, Z.; Kong, L. A thermal degradation mechanism of polyvinyl alcohol/silica nanocomposites. Polym. Degrad. Stab. 2007, 92, 1061–1071. [Google Scholar] [CrossRef]
- Cui, J.; Yan, Y.; Liu, J.; Wu, Q. Phenolic Resin-MWNT Nanocomposites Prepared through an in situ Polymerization Method. Polym. J. 2008, 40, 1067–1073. [Google Scholar] [CrossRef] [Green Version]
- Khankrua, R.; Pivsa-Art, S.; Hiroyuki, H.; Suttiruengwong, S. Thermal and Mechanical Properties of Biodegradable Polyester/Silica Nanocomposites. Energy Procedia 2013, 34, 705–713. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Level | Description |
|---|---|---|
| Milling Time | 3 | 24 h |
| Milling Speed | 1 | 100 rpm |
| Size of balls | 3 | 20 mm |
| Materials | Size (mm) | Thickness (mm) | Moisture Content (%) |
|---|---|---|---|
| OPT Veneer | 300 × 300 | 4 | 12–15 [30,31] |
| EFB Fibre Mat | 300 × 300 | 6 | 10–12 [31,32] |
| Type of Plywood | Initial Degradation Temperature (°C) | Maximum Degradation Temperature (°C) | Residue (%) |
|---|---|---|---|
| PWV 0% | 250 | 330 | 23 |
| PWV 1% | 255 | 339 | 24 |
| PWV 2% | 259 | 340. | 25 |
| PWV 3% | 253 | 337 | 24 |
| PWV 4% | 254 | 338 | 26 |
| PWV 5% | 254 | 339 | 26 |
| Type of Plywood | Initial Degradation Temperature (°C) | Maximum Degradation Temperature (°C) | Residue (%) |
|---|---|---|---|
| PWC | 240 | 330 | 5 |
| PWH 0% | 267 | 335 | 25 |
| PWH 1% | 269 | 339 | 24 |
| PWH 2% | 280 | 337 | 24 |
| PWH 3% | 284 | 366 | 25 |
| PWH 4% | 279 | 340 | 27 |
| PWH 5% | 279 | 342 | 25 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nuryawan, A.; Abdullah, C.K.; Hazwan, C.M.; Olaiya, N.G.; Yahya, E.B.; Risnasari, I.; Masruchin, N.; Baharudin, M.S.; Khalid, H.; Abdul Khalil, H.P.S. Enhancement of Oil Palm Waste Nanoparticles on the Properties and Characterization of Hybrid Plywood Biocomposites. Polymers 2020, 12, 1007. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12051007
Nuryawan A, Abdullah CK, Hazwan CM, Olaiya NG, Yahya EB, Risnasari I, Masruchin N, Baharudin MS, Khalid H, Abdul Khalil HPS. Enhancement of Oil Palm Waste Nanoparticles on the Properties and Characterization of Hybrid Plywood Biocomposites. Polymers. 2020; 12(5):1007. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12051007
Chicago/Turabian StyleNuryawan, Arif, C. K. Abdullah, Che Mohamad Hazwan, N. G. Olaiya, Esam Bashir Yahya, Iwan Risnasari, Nanang Masruchin, M. S. Baharudin, Hasmawi Khalid, and H. P. S. Abdul Khalil. 2020. "Enhancement of Oil Palm Waste Nanoparticles on the Properties and Characterization of Hybrid Plywood Biocomposites" Polymers 12, no. 5: 1007. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12051007