On the Heuristic Procedure to Determine Processing Parameters in Additive Manufacturing Based on Materials Extrusion


Abstract
:
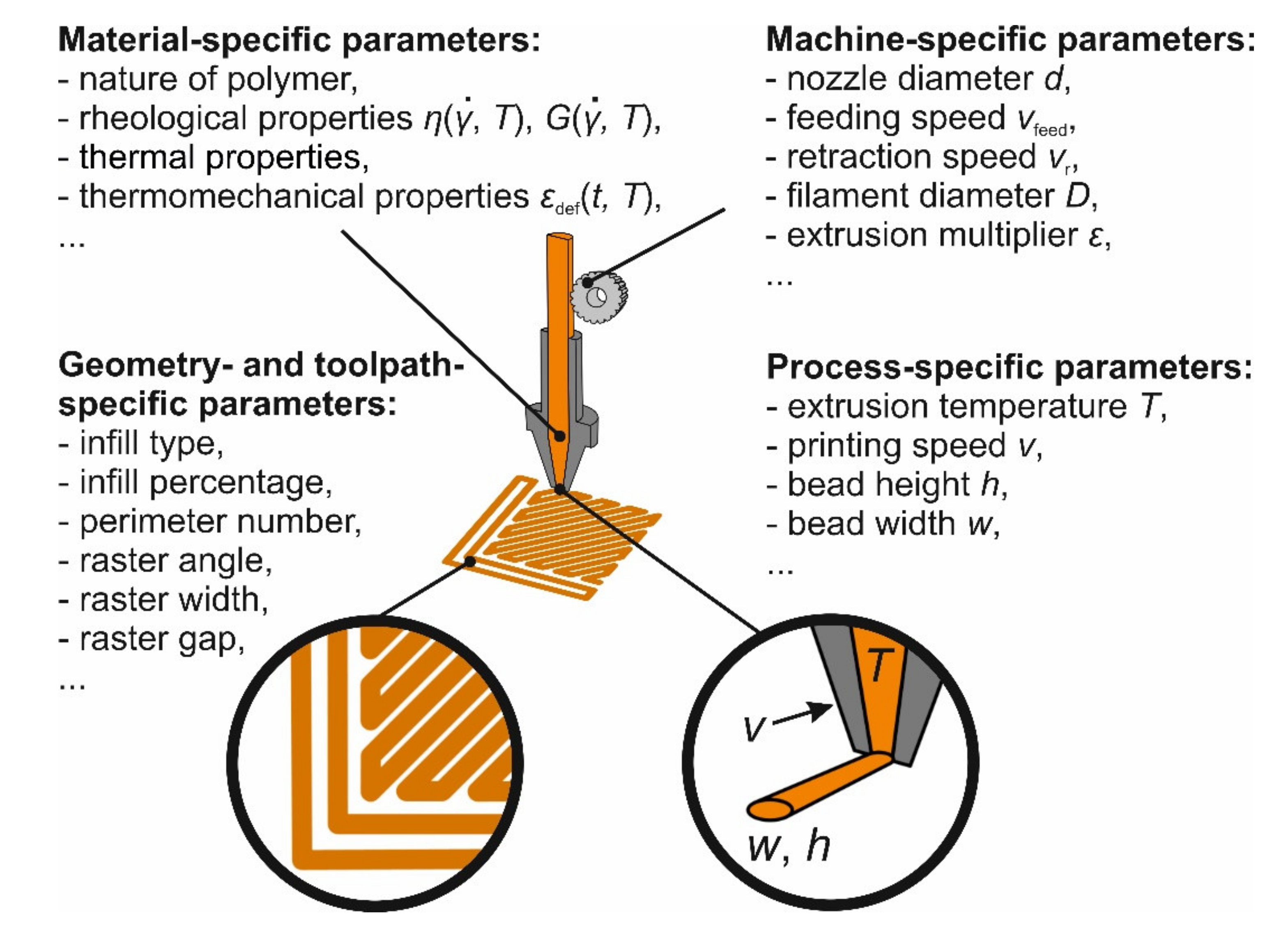
1. Introduction
2. Materials and Methods
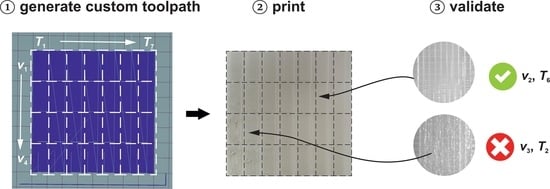
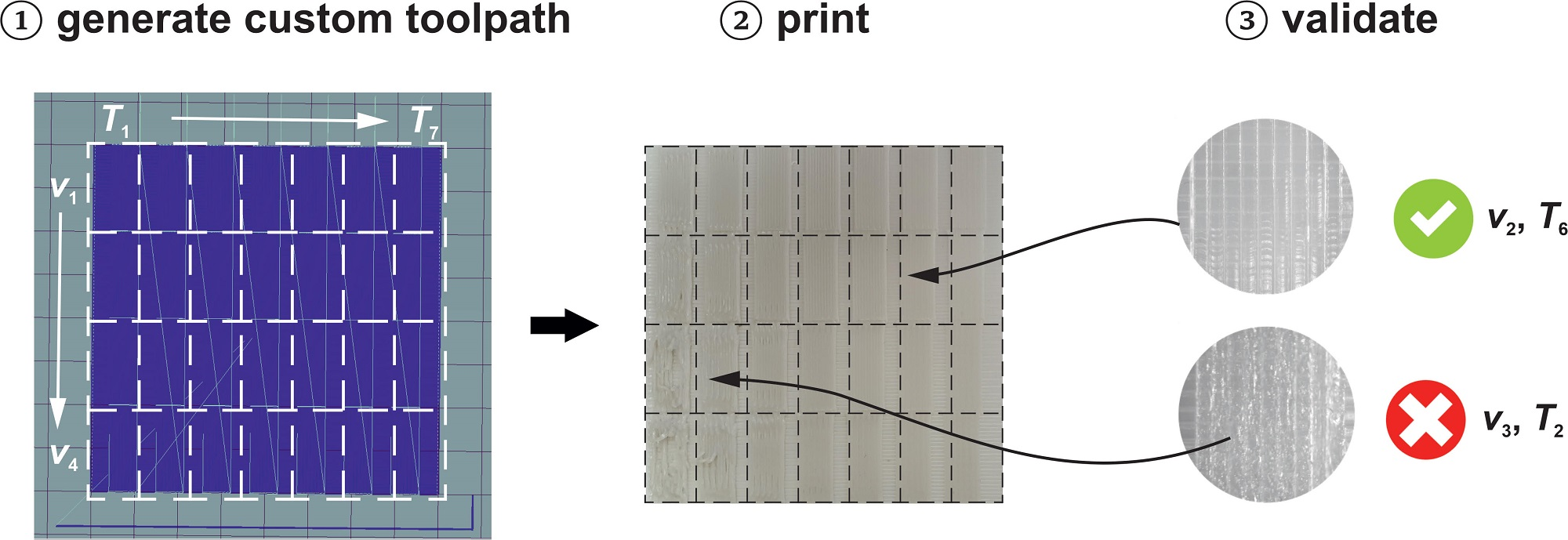
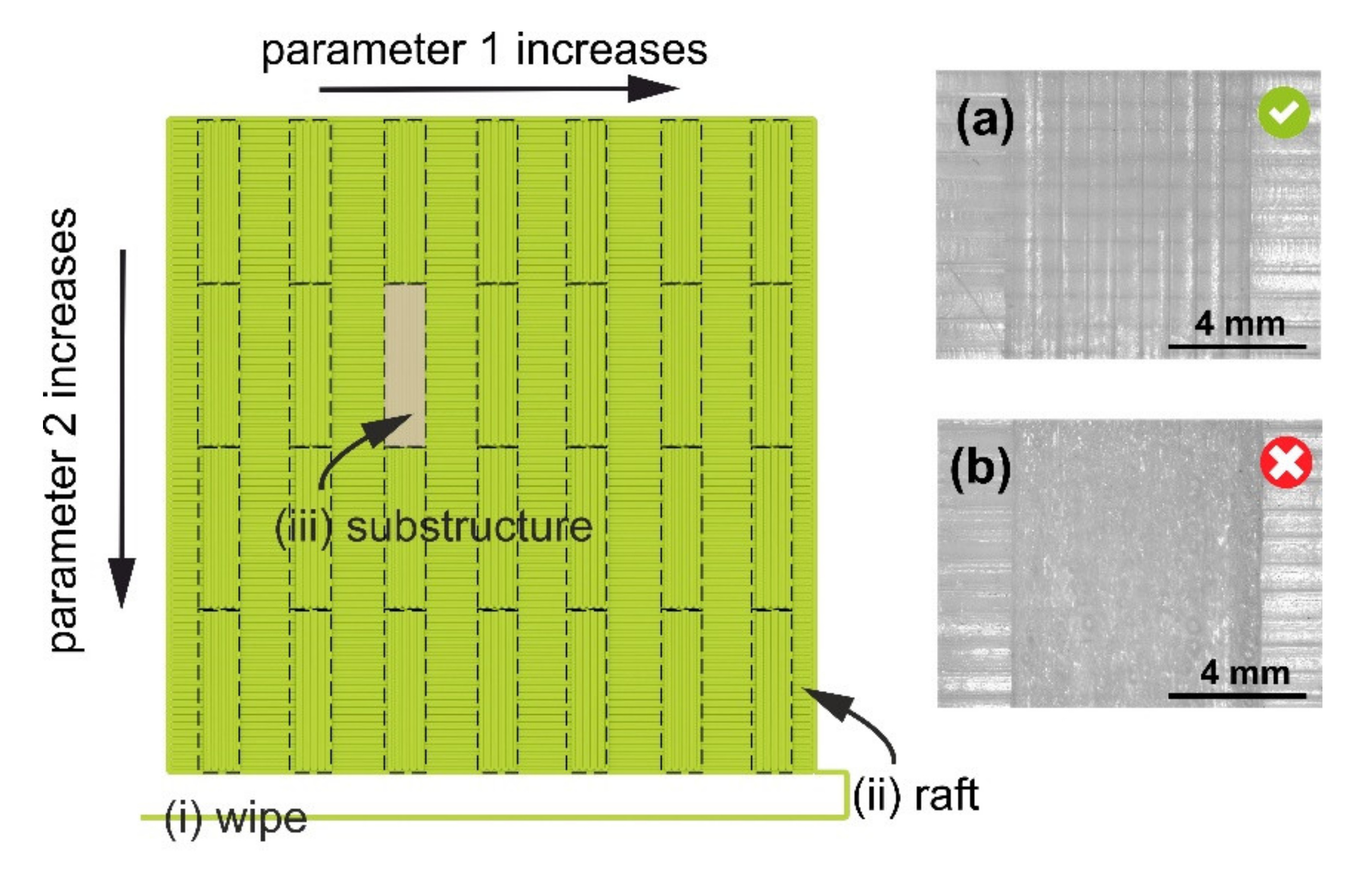
3. General Description of the Testing Procedure
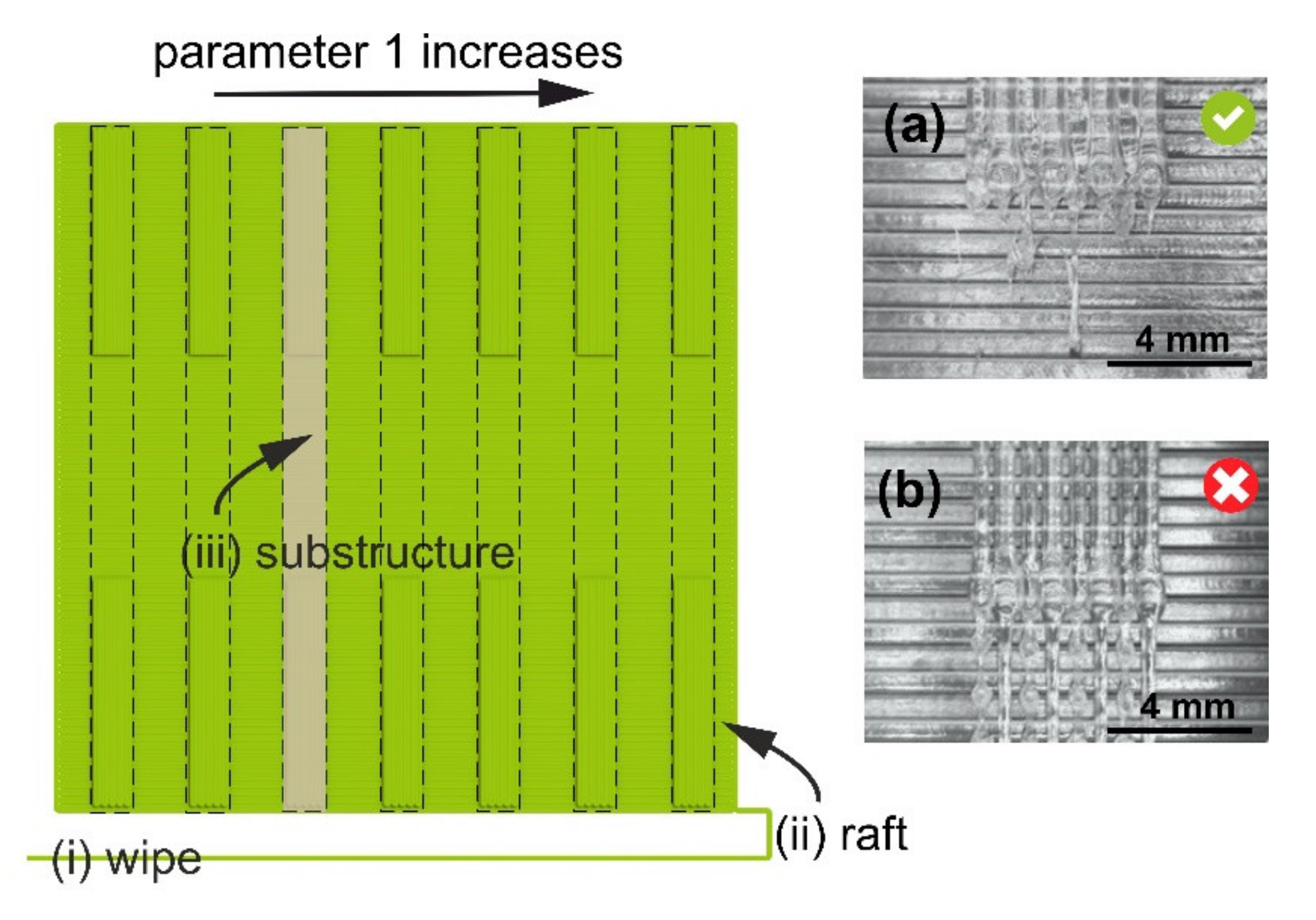
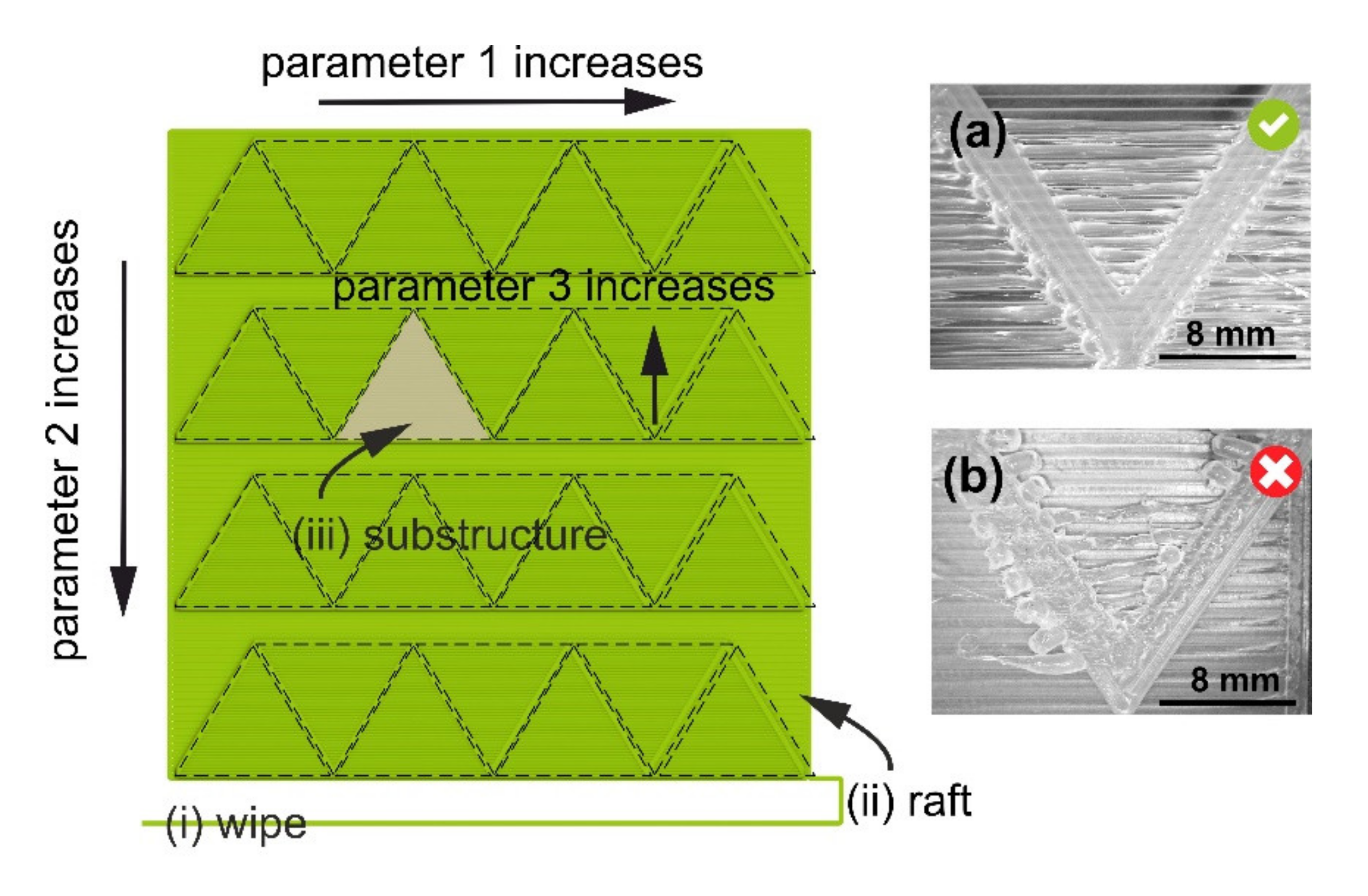
3.1. Test Objects
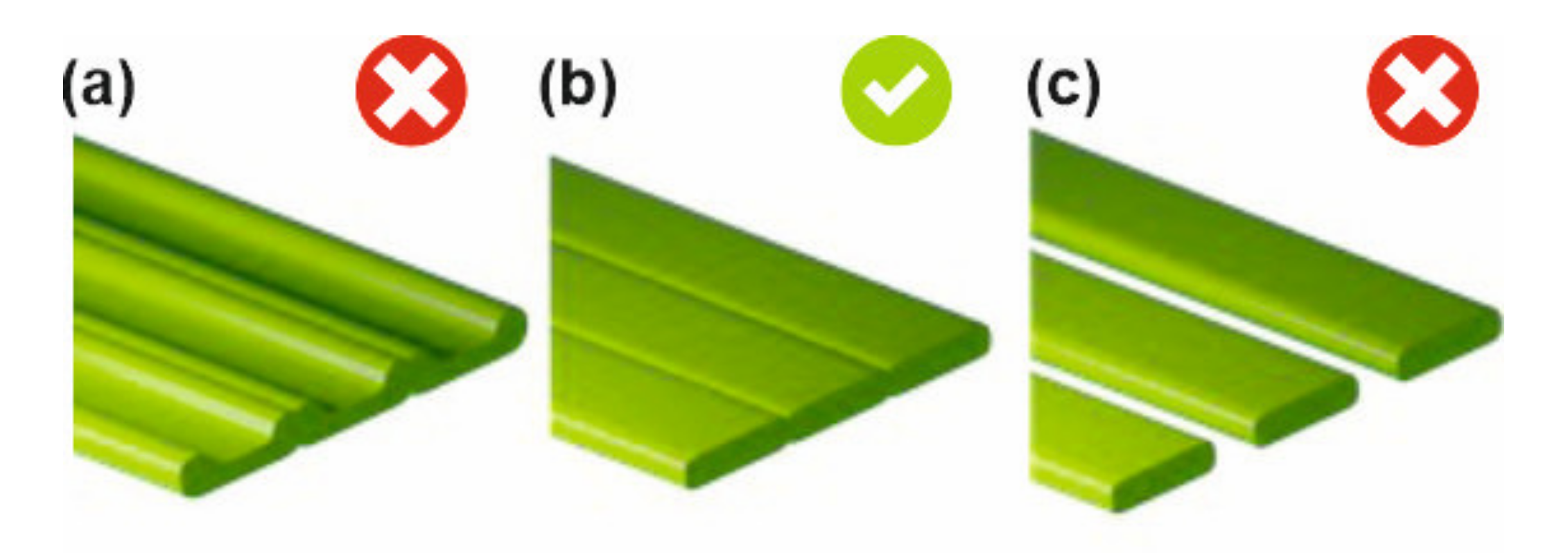
3.2. Criteria for Selecting Optimal PP Values
3.3. Optimization Strategies
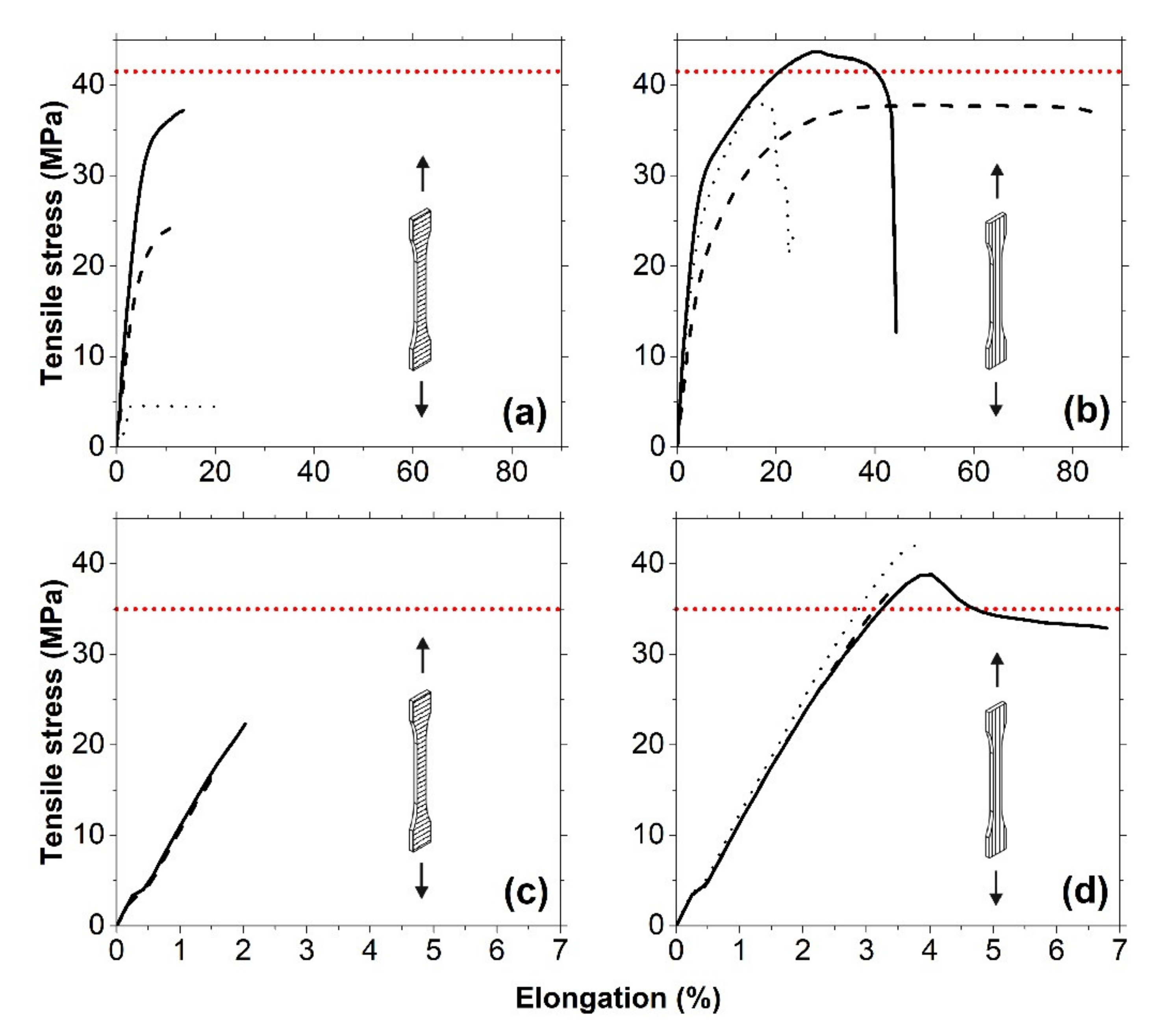
4. Results and Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Daminabo, S.C.; Goel, S.; Grammatikos, S.A.; Nezhad, H.Y.; Thakur, V.K. Fused deposition modeling-based additive manufacturing (3D printing): Techniques for polymer material systems. Mater. Today Chem. 2020, 16, 100248. [Google Scholar] [CrossRef]
- Joshi, S.; Rawat, K.; Karunakaran, C.; Rajamohan, V.; Mathew, A.T.; Koziol, K.; Kumar Thakur, V.; Balan, A.S.S. 4D printing of materials for the future: Opportunities and challenges. Appl. Mater. Today 2020, 18, 100490. [Google Scholar] [CrossRef]
- Lindemann, C.; Reiher, T.; Jahnke, U.; Koch, R. Towards a sustainable and economic selection of part candidates for additive manufacturing. Rapid Prototyp. J. 2015, 21, 216–227. [Google Scholar] [CrossRef]
- Baqasah, H.; He, F.; Zai, B.A.; Asif, M.; Khan, K.A.; Thakur, V.K.; Khan, M.A. In-Situ Dynamic Response Measurement for Damage Quantification of 3D Printed ABS Cantilever Beam under Thermomechanical Load. Polymers 2019, 11, 2079. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dey, A.; Yodo, N. A Systematic Survey of FDM Process Parameter Optimization and Their Influence on Part Characteristics. J. Manuf. Mater. Process. 2019, 3, 64. [Google Scholar] [CrossRef] [Green Version]
- Almutairi, M.D.; Aria, A.I.; Thakur, V.K.; Khan, M.A. Self-Healing Mechanisms for 3D-Printed Polymeric Structures: From Lab to Reality. Polymers 2020, 12, 1534. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.W.; Peng, A.H. Process-Parameter Optimization for Fused Deposition Modeling Based on Taguchi Method. Adv. Mater. Res. 2012, 538–541, 444–447. [Google Scholar] [CrossRef]
- Abbott, A.C.; Tandon, G.P.; Bradford, R.L.; Koerner, H.; Baur, J.W. Process-structure-property effects on ABS bond strength in fused filament fabrication. Addit. Manuf. 2018, 19, 29–38. [Google Scholar] [CrossRef]
- Agarwala Mukesh, K.; Jamalabad Vikram, R.; Langrana Noshir, A.; Safari, A.; Whalen Philip, J.; Danforth Stephen, C. Structural quality of parts processed by fused deposition. Rapid Prototyp. J. 1996, 2, 4–19. [Google Scholar] [CrossRef]
- Jiang, J.; Lou, J.; Hu, G. Effect of support on printed properties in fused deposition modelling processes. Virtual Phys. Prototyp. 2019, 14, 308–315. [Google Scholar] [CrossRef]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM process parameters influence over the mechanical properties of polymer specimens: A review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Dong, G.; Wijaya, G.; Tang, Y.; Zhao, Y.F. Optimizing process parameters of fused deposition modeling by Taguchi method for the fabrication of lattice structures. Addit. Manuf. 2018, 19, 62–72. [Google Scholar] [CrossRef] [Green Version]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Wang, C.; Lin, T.W.; Hu, S.S. Optimizing the rapid prototyping process by integrating the Taguchi method with the Gray relational analysis. Rapid Prototyp. J. 2007, 13, 304–315. [Google Scholar] [CrossRef]
- Rao, R.V.; Rai, D.P. Optimization of fused deposition modeling process using teaching-learning-based optimization algorithm. Eng. Sci. Technol. Int. J. 2016, 19, 587–603. [Google Scholar] [CrossRef] [Green Version]
- Munteanu, A.; Chitariu, D.-F. The neural networks used in FDM printing study. MATEC Web. Conf. 2018, 178, 02002. [Google Scholar] [CrossRef]
- Research, P. Prusa Slicer: G-Code Generator for 3D Printers. Available online: https://github.com/prusa3d/PrusaSlicer/tree/version1.33.3 (accessed on 1 October 2020).
- Rodríguez José, F.; Thomas James, P.; Renaud John, E. Mechanical behavior of acrylonitrile butadiene styrene fused deposition materials modeling. Rapid Prototyp. J. 2003, 9, 219–230. [Google Scholar] [CrossRef]
- Nogales, A.; Gutiérrez-Fernández, E.; García-Gutiérrez, M.-C.; Ezquerra, T.A.; Rebollar, E.; Šics, I.; Malfois, M.; Gaidukovs, S.; Gēcis, E.; Celms, K.; et al. Structure Development in Polymers during Fused Filament Fabrication (FFF): An in Situ Small- and Wide-Angle X-ray Scattering Study Using Synchrotron Radiation. Macromolecules 2019, 52, 9715–9723. [Google Scholar] [CrossRef]
- García-Dominguez, A.; Claver, J.; Sebastián, M.A. Integration of Additive Manufacturing, Parametric Design, and Optimization of Parts Obtained by Fused Deposition Modeling (FDM). A Methodological Approach. Polymers 2020, 12, 1993. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Parameter 1 | Parameter 2 | Parameter 3 | Geometry |
|---|---|---|---|---|
| 1 | First-layer bead height | First-layer printing speed | – | 1 |
| 2 * | First-layer bead width | First-layer printing speed | – | 1 |
| 3 | Extrusion temperature | Printing speed | – | 1 |
| 4 * | Bead height | Printing speed | – | 1 |
| 5 * | Bead width | Printing speed | – | 1 |
| 6 * | Extrusion multiplier | Printing speed | – | 1 |
| 7 * | Printing speed | – | – | 1 |
| 8 | Extrusion temperature | Retraction distance | Retraction speed | 2 |
| 9 * | Retraction distance | Printing speed | – | 2 |
| 10 * | Retraction distance | – | – | 2 |
| 11 | Bridging extrusion multiplier | Bridging printing speed | Bridging distance | 3 |
| The Parameter Name (Units) | Value Range | Note |
|---|---|---|
| First-layer bead height (mm) | (0.30d, 0.70d) 1 (0.25d, 0.50d) | d > 0.4 mm d ≤ 0.4 mm |
| First-layer printing speed (mm/s) | (10, 30) (5, 15) | for Bowden extruders for direct drive extruders |
| First-layer bead width (mm) | (0.90d, 1.25d) | - |
| Extrusion temperature (°C) | (T1, Tmax)2,3 | - |
| Bead height (mm) | (0.50d, 0.75d) | can be defined by user |
| Bead width (mm) | (0.82d, 1.45d) | - |
| Extrusion multiplier (-) | (0.85, 1.15) (0.95, 1.25) | for hard polymers for soft polymers |
| Printing speed (mm/s) | (25, 55) (15, 40) | for Bowden extruders for direct drive extruders |
| Retraction distance (mm) | (0.0, 6.0) (0.0, 3.0) | for Bowden extruders for direct drive extruders |
| Retraction speed (mm/s) | (60, 120) (30, 80) | for Bowden extruders for direct drive extruders |
| Bridging extrusion multiplier (-) | [1.00, 2.00) | - |
| Bridging printing speed (mm/s) | (0.25v, 0.75v) 4 | - |
| (a) PA: parallel to buildup direction (normal to weld interfaces) | ||||
| Aesthetics | Short Printing Time | Mechanical Strength | Monolith | |
| Width (mm) | 9.80 ± 0.02 | 10.15 ± 0.06 | 10.01 ± 0.07 | 10.00 |
| Thickness (mm) | 4.20 ± 0.03 | 4.40 ± 0.08 | 4.14 ± 0.08 | 4.00 |
| Tensile modulus (MPa) | 98.9 ± 53 | 445 ± 115 | 806 ± 132 | 2330 |
| Ultimate strain (%) | 3.3 ± 0.8 | 16.0 ± 6.2 | 8.2 ± 3.1 | >50 |
| Ultimate stress (MPa) | 4.8 ± 1.0 | 27.4 ± 2.3 | 34.5 ± 2.0 | 41.5 |
| Printing time per part (min) | 63 | 17 | 39 | – |
| Number of layers (-) | 1498 | 600 | 749 | – |
| (b) PA: normal to buildup direction (parallel to weld interfaces) | ||||
| Aesthetics | Short Printing Time | Mechanical strength | ||
| Width (mm) | 10.20 ± 0.02 | 10.25 ± 0.05 | 10.30 ± 0.07 | |
| Thickness (mm) | 4.03 ± 0.03 | 4.08 ± 0.06 | 3.87 ± 0.05 | |
| Tensile modulus (MPa) | 785 ± 53 | 623 ± 53 | 824 ± 77 | |
| Ultimate strain (%) | 17.4 ± 1.0 | 46.6 ± 8.8 | 27.7 ± 0.5 | |
| Ultimate stress (MPa) | 40.1 ± 0.8 | 37.5 ± 0.7 | 42.4 ± 1.1 | |
| Printing time per part (min) | 57 | 21 | 27 | |
| Number of layers (-) | 38 | 16 | 19 | |
| (c) ABS: parallel to buildup direction (normal to weld interfaces) | ||||
| Aesthetics | Short Printing Time | Mechanical Strength | Monolith | |
| Width (mm) | 10.15 ± 0.10 | 10.28 ± 0.05 | 10.28 ± 0.05 | 10.00 |
| Thickness (mm) | 4.15 ± 0.05 | 4.23 ± 0.03 | 4.29 ± 0.05 | 4.00 |
| Tensile modulus (MPa) | 1290 ± 81 | 1255 ± 57 | 1307 ± 51 | 2450 |
| Ultimate strain (%) | 1.6 ± 0.1 | 2.0 ± 0.2 | 1.8 ± 0.3 | 18 |
| Ultimate stress (MPa) | 17.7 ± 1.3 | 21.8 ± 1.8 | 19.3 ± 2.9 | 35 |
| Printing time per part (min) | 37 | 25 | 37 | – |
| Number of layers (-) | 749 | 749 | 749 | – |
| (d) ABS: normal to buildup direction (parallel to weld interfaces) | ||||
| Aesthetics | Short Printing Time | Mechanical Strength | ||
| Width (mm) | 10.33 ± 0.05 | 10.43 ± 0.05 | 10.58 ± 0.19 | |
| Thickness (mm) | 4.01 ± 0.06 | 4.00 ± 0.00 | 4.35 ± 0.09 | |
| Tensile modulus (MPa) | 1483 ± 88 | 1340 ± 83 | 1540 ± 36 | |
| Ultimate strain (%) | 3.5 ± 0.4 | 3.4 ± 0.4 | 3.3 ± 0.3 | |
| Ultimate stress (MPa) | 38.4 ± 2.1 | 35.5 ± 2.5 | 39.0 ± 2.3 | |
| Printing time per part (min) | 43 | 31 | 35 | |
| Number of layers (-) | 19 | 19 | 19 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bakradze, G.; Arājs, E.; Gaidukovs, S.; Thakur, V.K. On the Heuristic Procedure to Determine Processing Parameters in Additive Manufacturing Based on Materials Extrusion. Polymers 2020, 12, 3009. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12123009
Bakradze G, Arājs E, Gaidukovs S, Thakur VK. On the Heuristic Procedure to Determine Processing Parameters in Additive Manufacturing Based on Materials Extrusion. Polymers. 2020; 12(12):3009. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12123009
Chicago/Turabian StyleBakradze, Georgijs, Egīls Arājs, Sergejs Gaidukovs, and Vijay Kumar Thakur. 2020. "On the Heuristic Procedure to Determine Processing Parameters in Additive Manufacturing Based on Materials Extrusion" Polymers 12, no. 12: 3009. https://0-doi-org.brum.beds.ac.uk/10.3390/polym12123009