
Research on Quality Characterization Method of Micro-Injection Products Based on Cavity Pressure

 ,
,
Abstract
:1. Introduction
2. Experiments
2.1. Materials
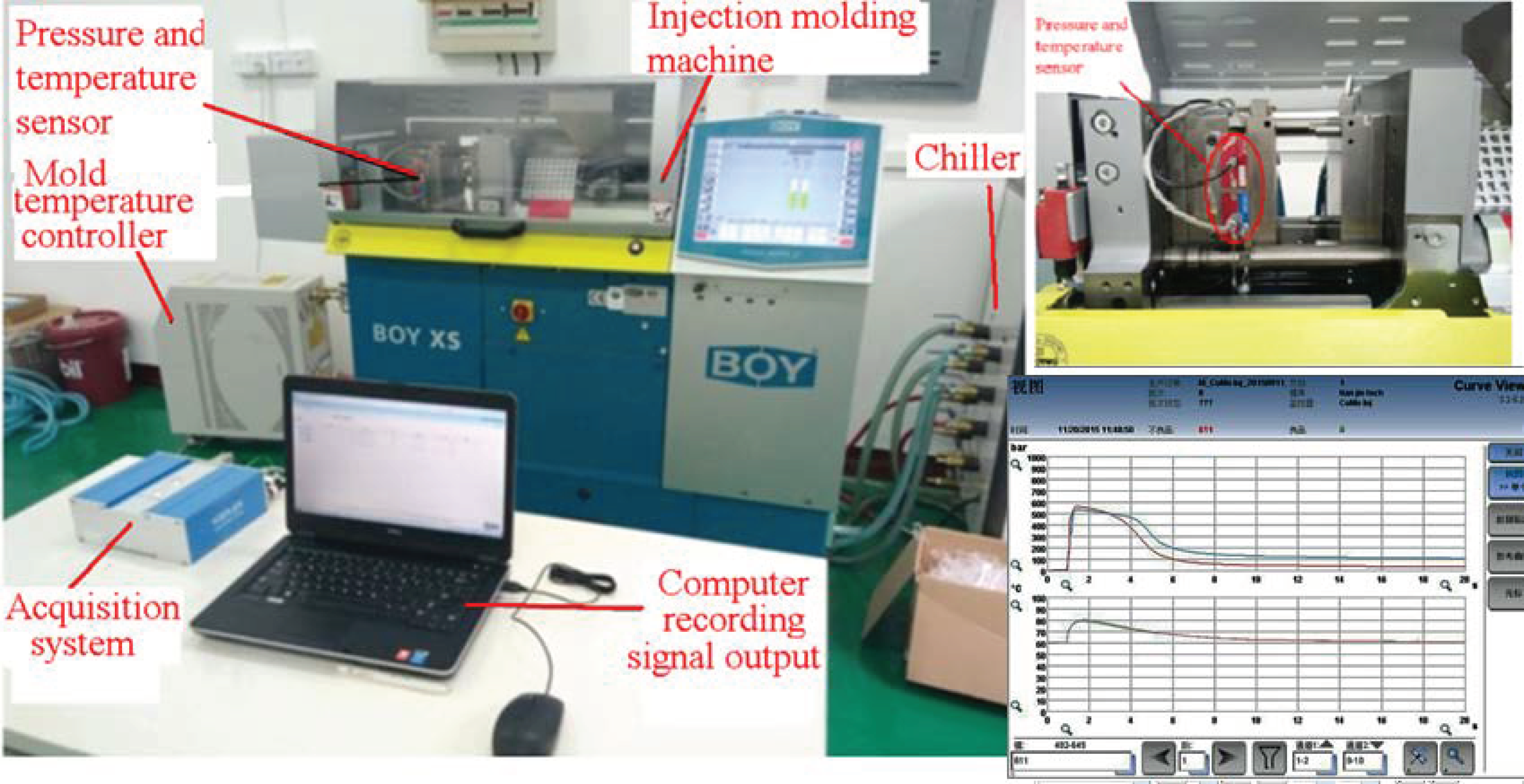
2.2. Micro-Injection Moulding Experiments
2.3. Parameters Setting
3. Results and Discussions
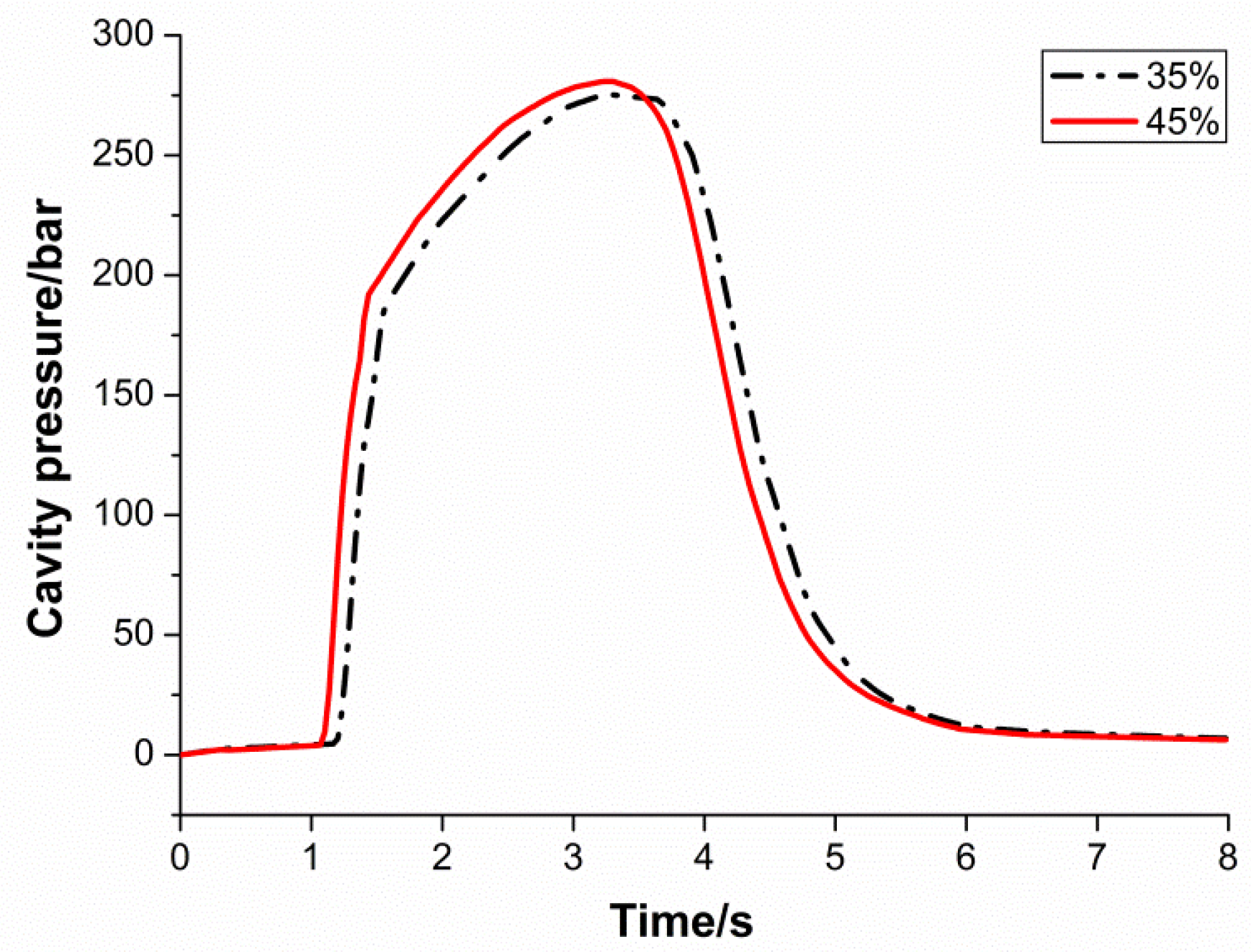
3.1. Effect of Different Injection Velocity
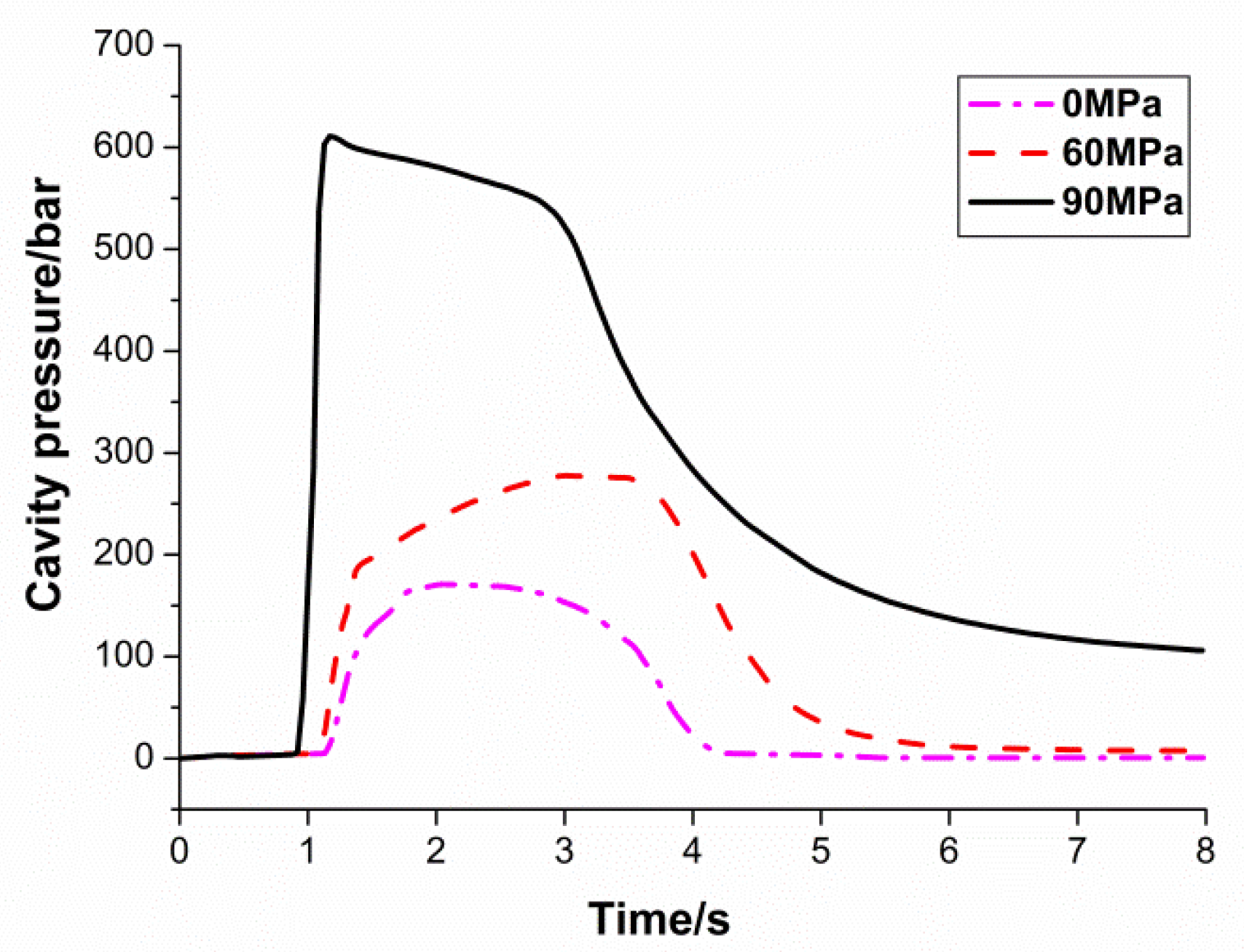
3.2. Effect of Different Pack Pressure
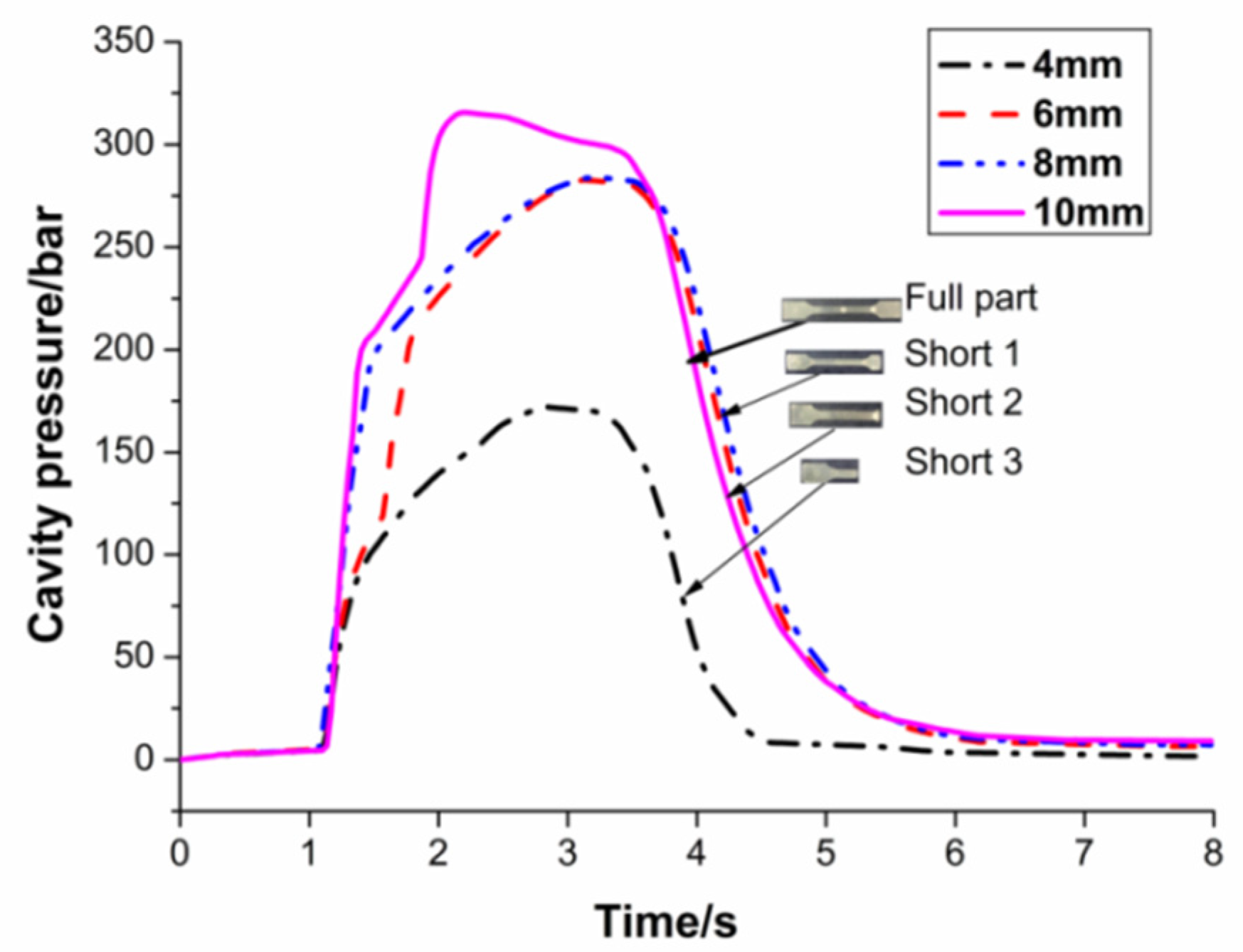
3.3. Effect of Different Switchover Setting
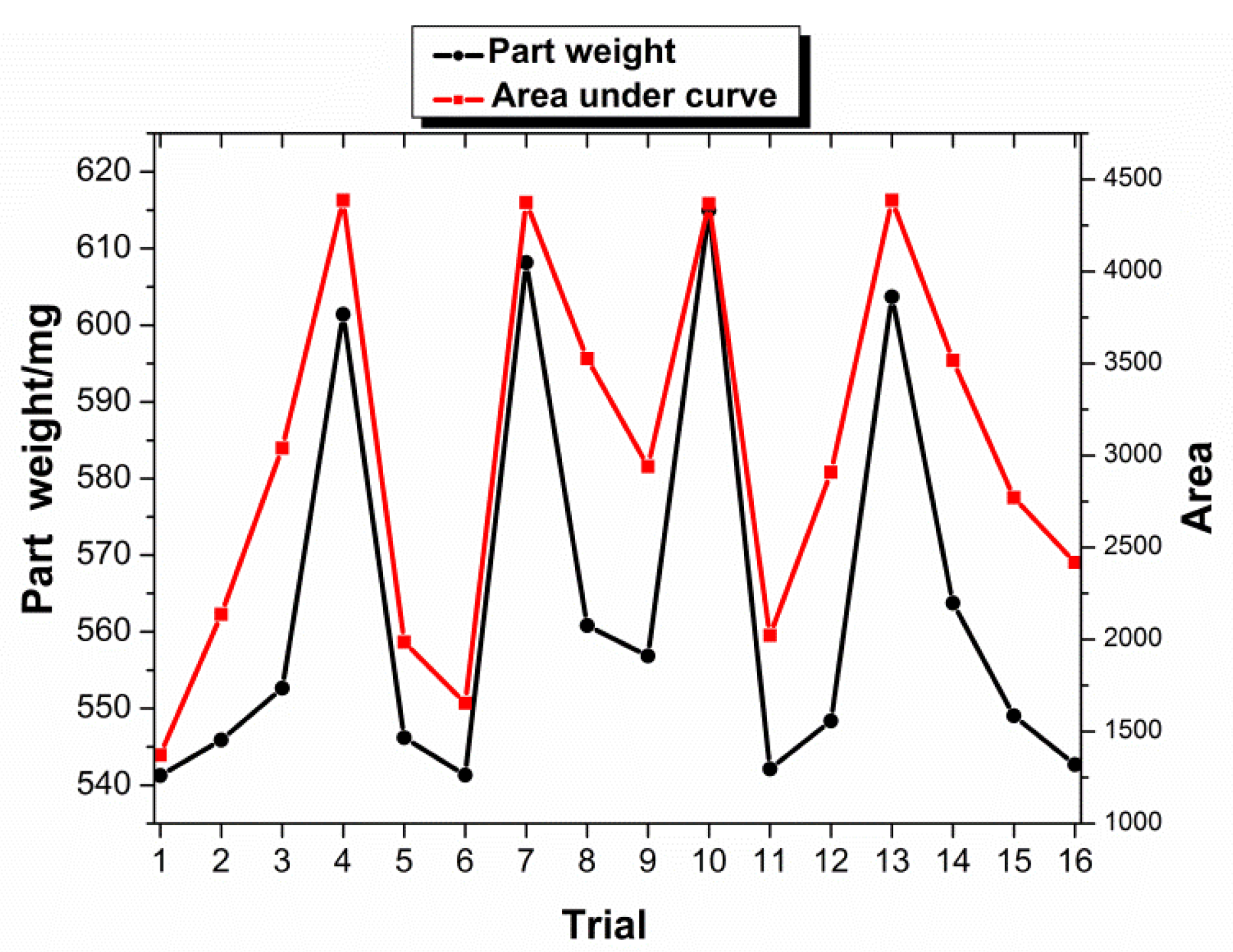
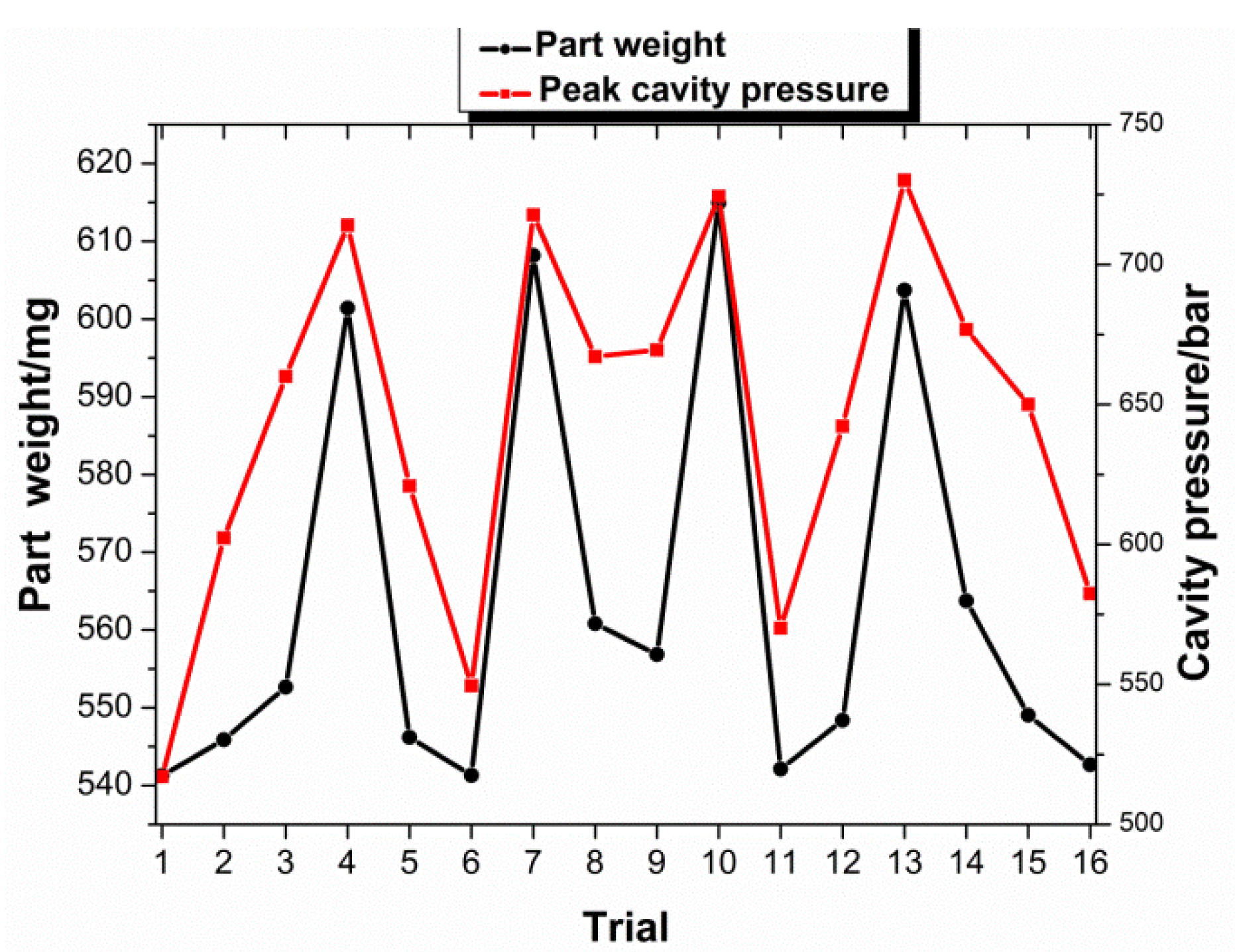
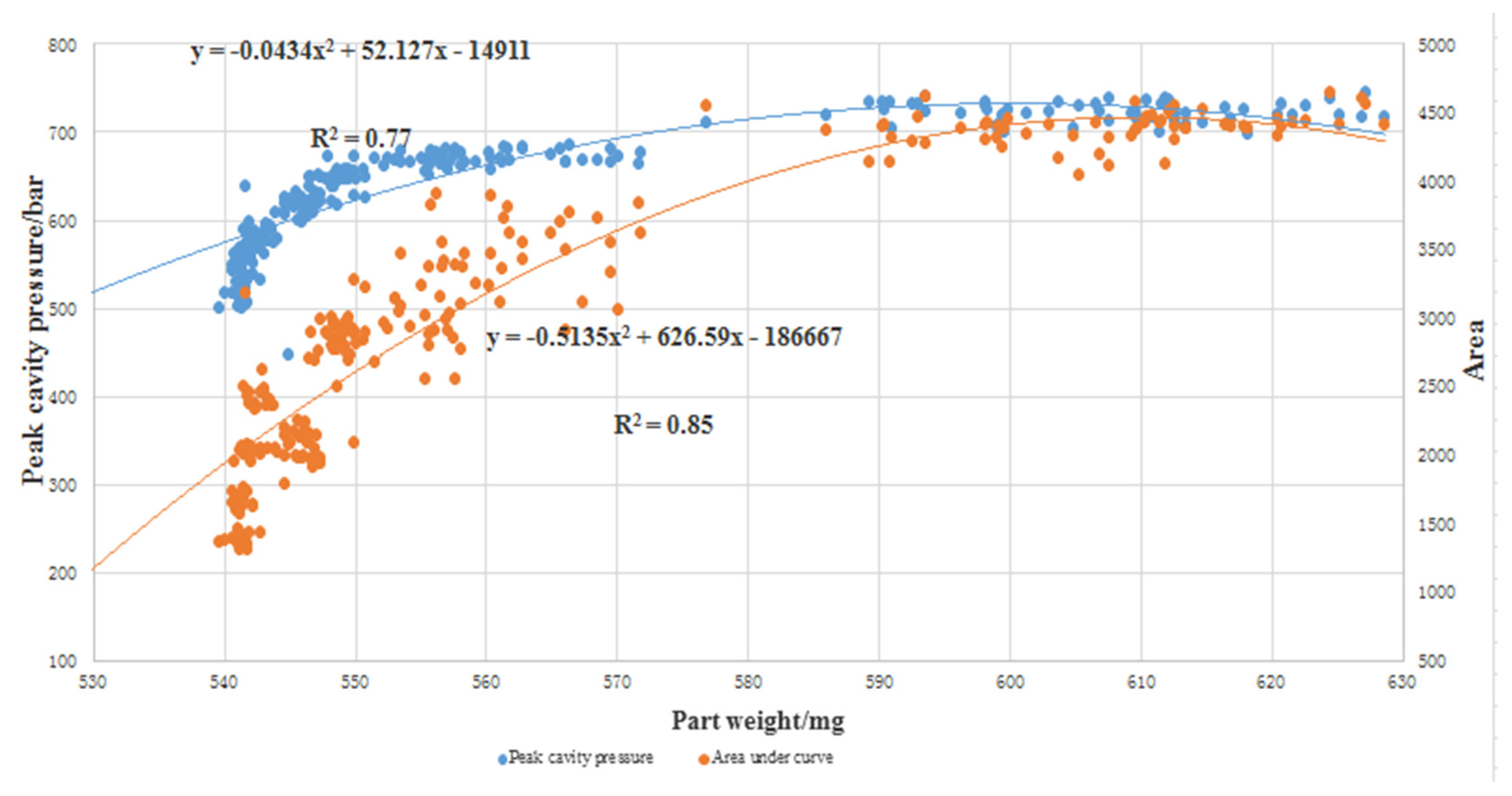
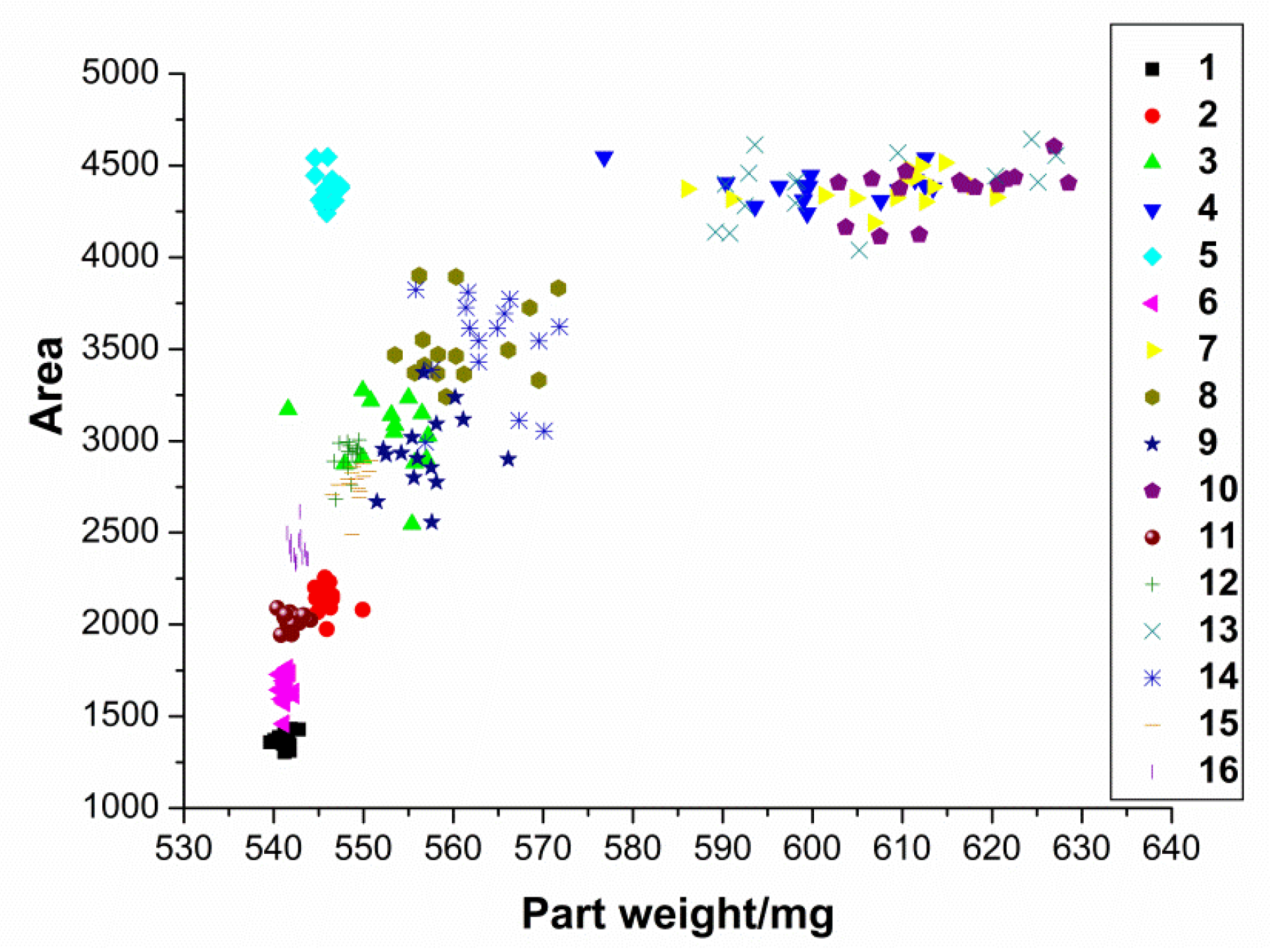
3.4. Relationship between Cavity Pressure and Part Weight
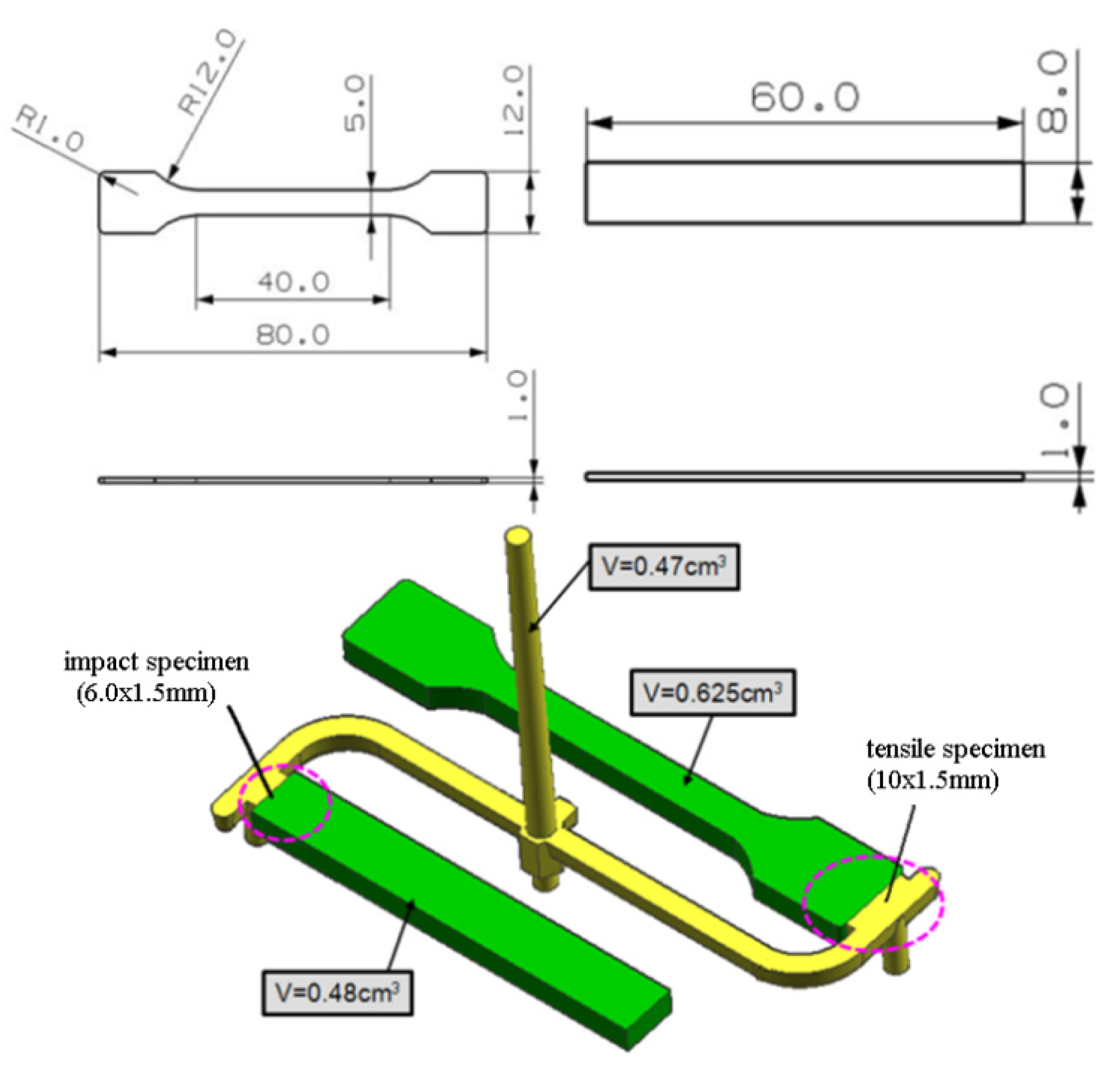
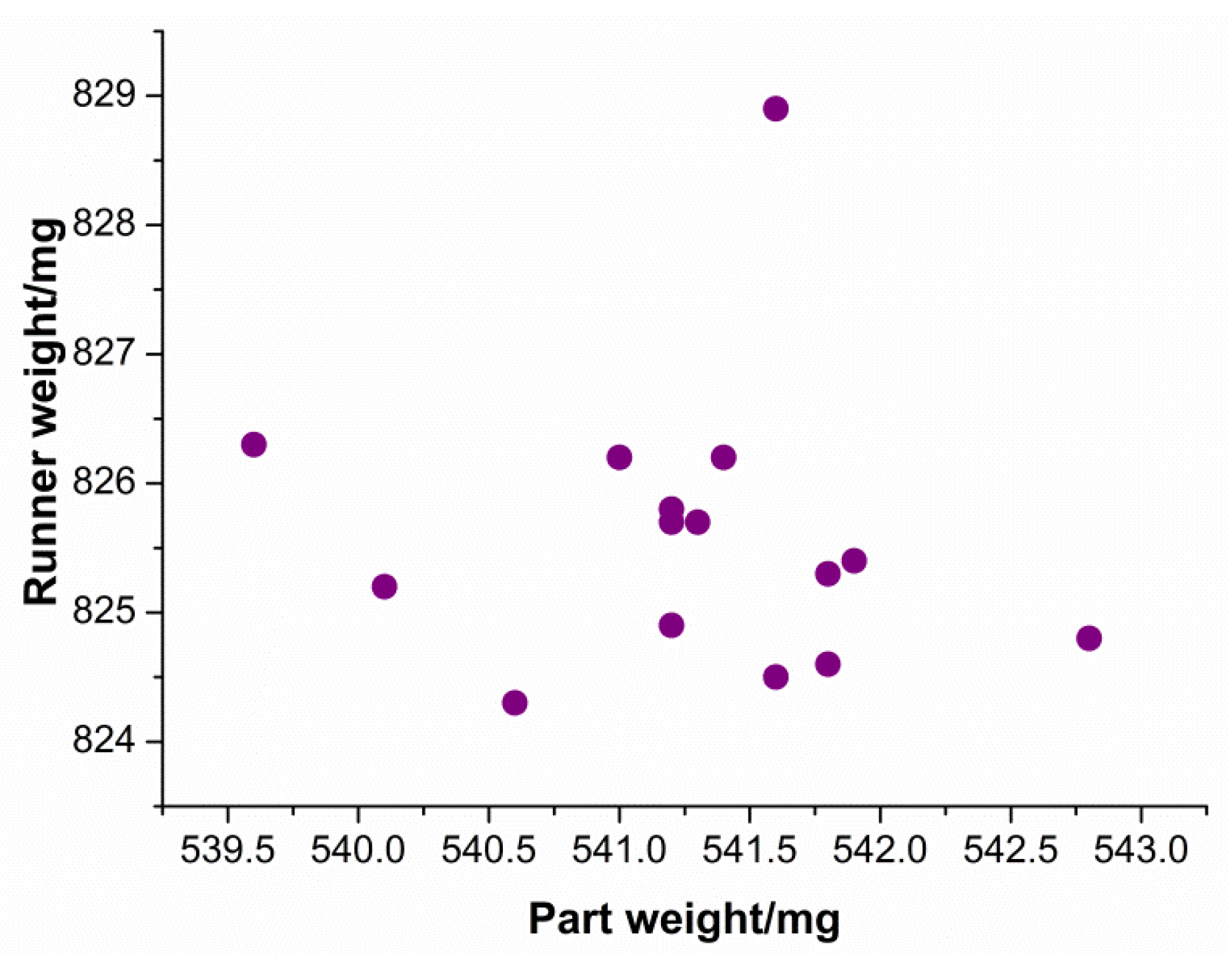
3.5. Relationship between Part Weight and Runner Weight
4. Conclusions
- (1)
- A later switchover allowed the injection to proceed longer and produce heavier parts;
- (2)
- By comparing different cavity pressure curves, the general shapes of the curves were able to indicate different types of shortages produced;
- (3)
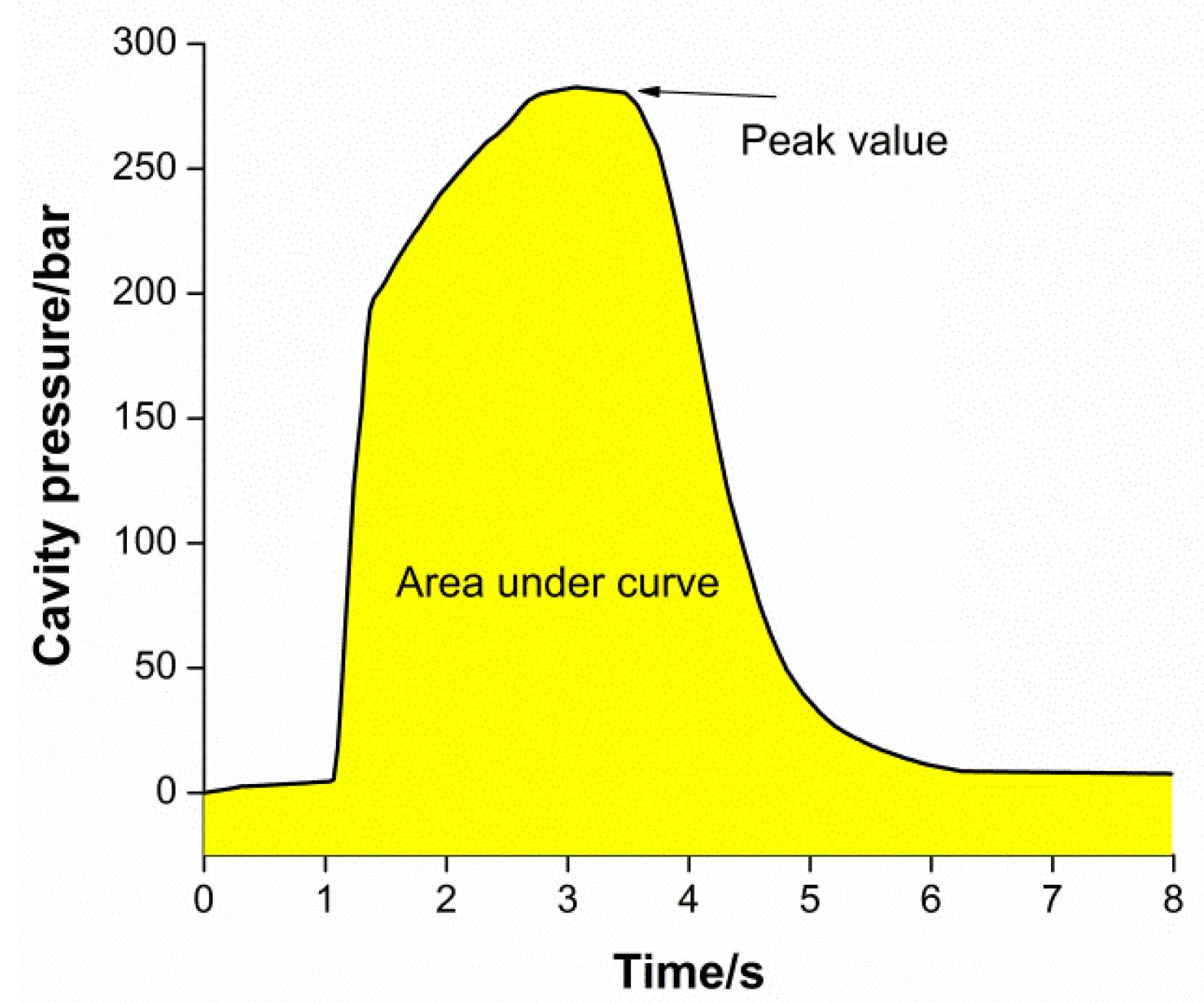
- The coefficient of determination of part weight, for peak cavity pressure and area under the curve, were 0.77 and 0.856, respectively. This showed that the area under the curve appeared to be a better process and quality indicator than peak cavity pressure.
Author Contributions
Funding
Informed Consent Statement
Conflicts of Interest
References
- Krebelj, K.; Krebelj, A.; Halilovic, M.; Mole, N. Modeling injection molding of high density polyethylene with crystallization in open source software. Polymers 2021, 13, 138. [Google Scholar] [CrossRef]
- Azaman, M.D.; Sapuan, S.M.; Sulaiman, S.; Zainudin, E.S.; Khalina, A. Shrinkages and warpage in the processability of wood-filled polypropylene composite thin-walled parts formed by injection molding. Mater. Des. 2013, 52, 1018–1026. [Google Scholar] [CrossRef]
- Kosciuszko, A.; Marciniak, D.; Sykutera, D. Post-processing time dependence of shrinkage and mechanical properties of injection-molded polypropylene. Materials 2021, 14, 22. [Google Scholar] [CrossRef] [PubMed]
- Peng, Z.; Zhou, H.M.; He, Y.; Cai, K.; Fu, J.Z. A nondestructive online method for monitoring the injection molding process by collecting and analyzing machine running data. Int. J. Adv. Manuf. Technol. 2014, 72, 765–777. [Google Scholar]
- Gao, H.; Zhang, Y.; Zhou, X.D.; Li, D.Q. Intelligent methods for the process parameter determination of plastic injection molding. Front. Mech. Eng. 2018, 13, 85–95. [Google Scholar] [CrossRef]
- Chen, Z.B.; Turng, L.S. A review of current developments in process and quality control for injection molding. Adv. Polym. Tech. 2005, 24, 165–182. [Google Scholar] [CrossRef]
- Daniel, D.; Sean, M.; Davide, M.; Carol, B. Characterization of stereolithography printed soft tooling for micro injection molding. Micromachines 2020, 11, 819. [Google Scholar]
- Lou, Y.; Xiong, J.J. Micro-ultrasonic viscosity model based on ultrasonic-assisted vibration micro-injection for high-flow length ratio parts. Polymers 2020, 12, 522. [Google Scholar] [CrossRef] [Green Version]
- Liao, Q.H.; Zhou, C.L.; Lu, Y.J.; Wu, X.Y.; Chen, F.M.; Lou, Y. Efficient and precise micro-injection molding of mi-cro-structured polymer parts using micro-machined mold core by WEDM. Polymers 2019, 11, 1591. [Google Scholar] [CrossRef] [Green Version]
- Sun, X.; Kharbas, H.; Peng, J.; Turng, L.S. A novel method of producing lightweight microcellular injection molded parts with improved ductility and toughness. Polymer 2015, 56, 102–110. [Google Scholar] [CrossRef]
- Zhang, N.; Zhang, H.Y.; Stallard, C.; Fang, F.Z.; Gilchrist, M.D. Replication integrity of micro features using variotherm and vacuum assisted microinjection moulding. CIRP J. Manuf. Sci. Tec. 2018, 23, 20–38. [Google Scholar] [CrossRef]
- Weng, C.; Li, J.W.; Lai, J.; Liu, J.W.; Wang, H. Investigation of interface thermal resistance between polymer and mold insert in micro-injection molding by non-equilibrium molecular dynamics. Polymers 2020, 12, 2409. [Google Scholar] [CrossRef] [PubMed]
- Gulcur, M.; Brown, E.; Gough, T.; Romano, J.M.; Penchev, P.; Dimov, S.; Ben, W. Ultrasonic micro-moulding: Process char-acterisation using extensive in -line monitoring for micro-scaled products. J. Manuf. Process. 2020, 58, 289–301. [Google Scholar] [CrossRef]
- Huang, M.S. Cavity pressure based grey prediction of the filling-to-packing switchover point for injection molding. J. Mater. Process. Tech. 2007, 183, 419–424. [Google Scholar] [CrossRef]
- Tsai, K.M.; Lan, J.K. Correlation between runner pressure and cavity pressure within injection mold. Int. J. Adv. Manuf. Technol. 2015, 79, 273–284. [Google Scholar] [CrossRef]
- Kim, W.W.; Gang, M.G.; Min, B.K.; Kim, W.B. Experimental and numerical investigations of cavity filling process in injection moulding for micro-cantilever structures. Int. J. Adv. Manuf. Technol. 2014, 75, 293–304. [Google Scholar] [CrossRef]
- Hassan, H. An experimental work on the effect of injection molding parameters on the cavity pressure and product weight. Int. J. Adv. Manuf. Technol. 2013, 67, 675–686. [Google Scholar] [CrossRef]
- Chen, J.Y.; Tseng, C.C.; Huang, M.S. Quality indexes design for online monitoring polymer injection molding. Adv. Polym. Tech. 2019, 3720127, 1–20. [Google Scholar] [CrossRef] [Green Version]
- Gordon, G.; Kazmer, D.O.; Tang, X.Y.; Fan, Z.Y.; Gao, R.X. Quality control using a multivariate injection molding sensor. Int. J. Adv. Manuf. Technol. 2015, 78, 1381–1391. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, J.R.; Yang, C.Y.; Du, K.H.; Zhu, W.L.; Zhang, X.L. Effect of Process Parameters on Repeatability Precision of Weight for Microinjection Molding Products. Adv. Polym. Tech. 2019, 6, 1–8. [Google Scholar] [CrossRef]
- Zhang, J.F.; Zhao, P.; Zhao, Y.; Huang, J.Y.; Xia, N.; Fu, J.Z. On-line measurement of cavity pressure during injection molding via ultrasonic investigation of tie Bar. Sensor. Actuat. A Phys. 2019, 285, 118–126. [Google Scholar] [CrossRef]
- Mendibil, X.; Llanos, I.; Urreta, H.; Quintana, I. In process quality control on micro-injection moulding: The role of sensor location. Int. J. Adv. Manuf. Technol. 2017, 89, 3429–3438. [Google Scholar] [CrossRef]
- Gao, R.X.; Tang, X.Y.; Gordon, G.; Kazmer, D.O. Online product quality monitoring through in-process measurement. CIRP Ann. Manuf. Technol. 2014, 63, 493–496. [Google Scholar] [CrossRef]
- Gim, J.S.; Tae, J.S.; Jeon, J.H.; Choi, J.H.; Rhee, B.O. Detection method of filling imbalance in a multi-cavity mold for small lens. Int. J. Precis. Eng. Manuf. 2015, 16, 531–535. [Google Scholar] [CrossRef]
- Guan, W.S.; Huang, H.X. A proposed technique to acquire cavity pressure using a surface strain sensor during injection-compression molding. J. Manuf. Sci. Eng. Trans. ASME 2013, 135, 021003. [Google Scholar] [CrossRef]
- Khodadadian, A.; Noii, N.; Parvizi, M.; Abbaszadeh, M.; Wick, T.; Heitzinger, C. A Bayesian estimation method for variation-al phase-field fracture problems. Comput. Mech. 2020, 66, 827–849. [Google Scholar] [CrossRef] [PubMed]
- Khodadadian, A.; Parvizi, M.; Abbaszadeh, M.; Dehghan, M.; Heitzinger, C. A multilevel Monte Carlo finite element method for the stochastic Cahn-Hilliard-Cook equation. Comput. Mech. 2019, 64, 937–949. [Google Scholar] [CrossRef] [Green Version]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
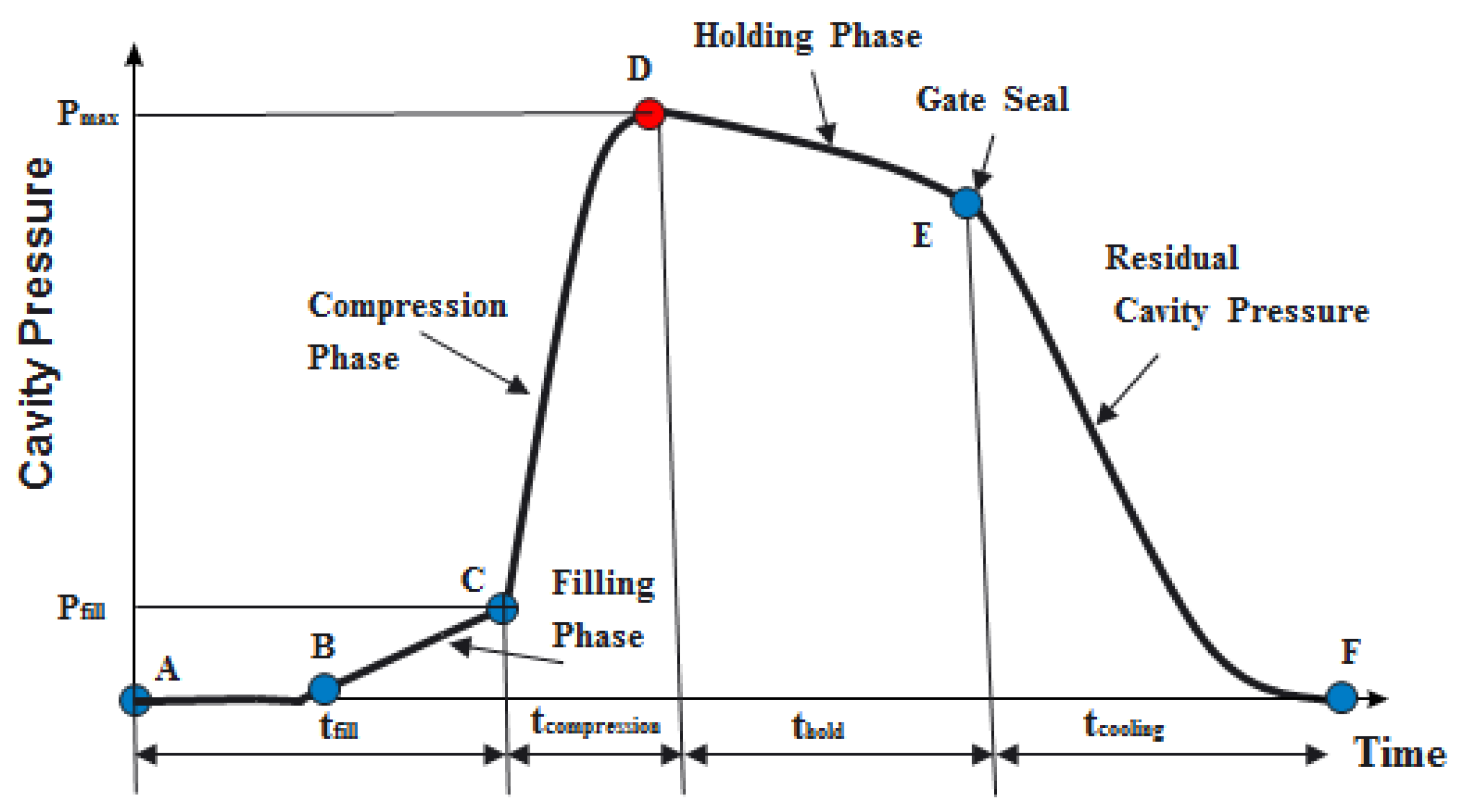
| Point | Explain |
|---|---|
| A | The filling process starts |
| B | The cavity pressure signals begin |
| C | The filling phase is complete |
| D | Peak cavity pressure value |
| E | Gate frozen |
| F | Molding end |
| Run | Melt Temperature(°C) | Mold Temperature(°C) | Packing Pressure(MPa) |
|---|---|---|---|
| 1 | 210 | 30 | 80 |
| 2 | 220 | 40 | 90 |
| 3 | 230 | 50 | 100 |
| 4 | 240 | 60 | 110 |
| Run | Melt Temperature (°C) | Mold Temperature (°C) | Packing Pressure (MPa) |
|---|---|---|---|
| 1 | 210 | 30 | 80 |
| 2 | 210 | 40 | 90 |
| 3 | 210 | 50 | 100 |
| 4 | 210 | 60 | 110 |
| 5 | 220 | 30 | 90 |
| 6 | 220 | 40 | 80 |
| 7 | 220 | 50 | 110 |
| 8 | 220 | 60 | 100 |
| 9 | 230 | 30 | 100 |
| 10 | 230 | 40 | 110 |
| 11 | 230 | 50 | 80 |
| 12 | 230 | 60 | 90 |
| 13 | 240 | 30 | 110 |
| 14 | 240 | 40 | 100 |
| 15 | 240 | 50 | 90 |
| 16 | 240 | 60 | 80 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Q.; Zhao, X.; Zhang, J.; Zhang, P.; Wang, X.; Yang, C.; Wang, J.; Wu, Z. Research on Quality Characterization Method of Micro-Injection Products Based on Cavity Pressure. Polymers 2021, 13, 2755. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13162755
Wang Q, Zhao X, Zhang J, Zhang P, Wang X, Yang C, Wang J, Wu Z. Research on Quality Characterization Method of Micro-Injection Products Based on Cavity Pressure. Polymers. 2021; 13(16):2755. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13162755
Chicago/Turabian StyleWang, Quan, Xiaomei Zhao, Jianpeng Zhang, Ping Zhang, Xinwei Wang, Chaofeng Yang, Jinrong Wang, and Zhenghuan Wu. 2021. "Research on Quality Characterization Method of Micro-Injection Products Based on Cavity Pressure" Polymers 13, no. 16: 2755. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13162755