
Lignosulphonates as an Alternative to Non-Renewable Binders in Wood-Based Materials

 ,
,  ,
, 
Abstract
:1. Introduction
2. Technical Lignins
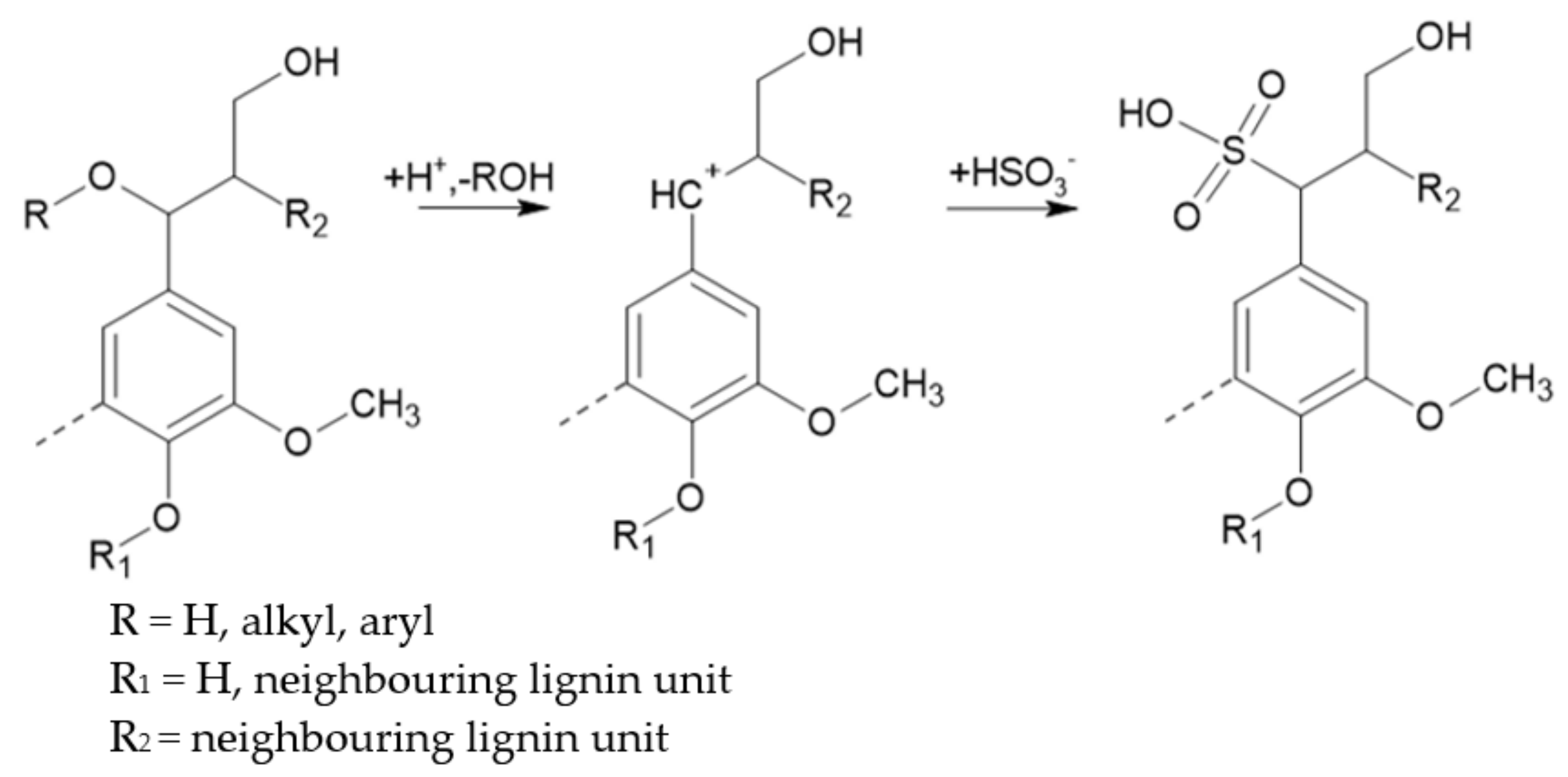
2.1. Lignosulphonates
2.2. Kraft Lignin
2.3. Soda Lignin
2.4. Organosolv Lignin
2.5. Comparison of Technical Lignins
3. Physico-Chemical Characterization of Lignosulphonates
3.1. Chemical Composition
3.1.1. Lignosulphonate Content
3.1.2. Total Ash Content
3.2. Molecular Weight
Gel Permeation Chromatography (GPC)
3.3. Chemical Structure Characterization
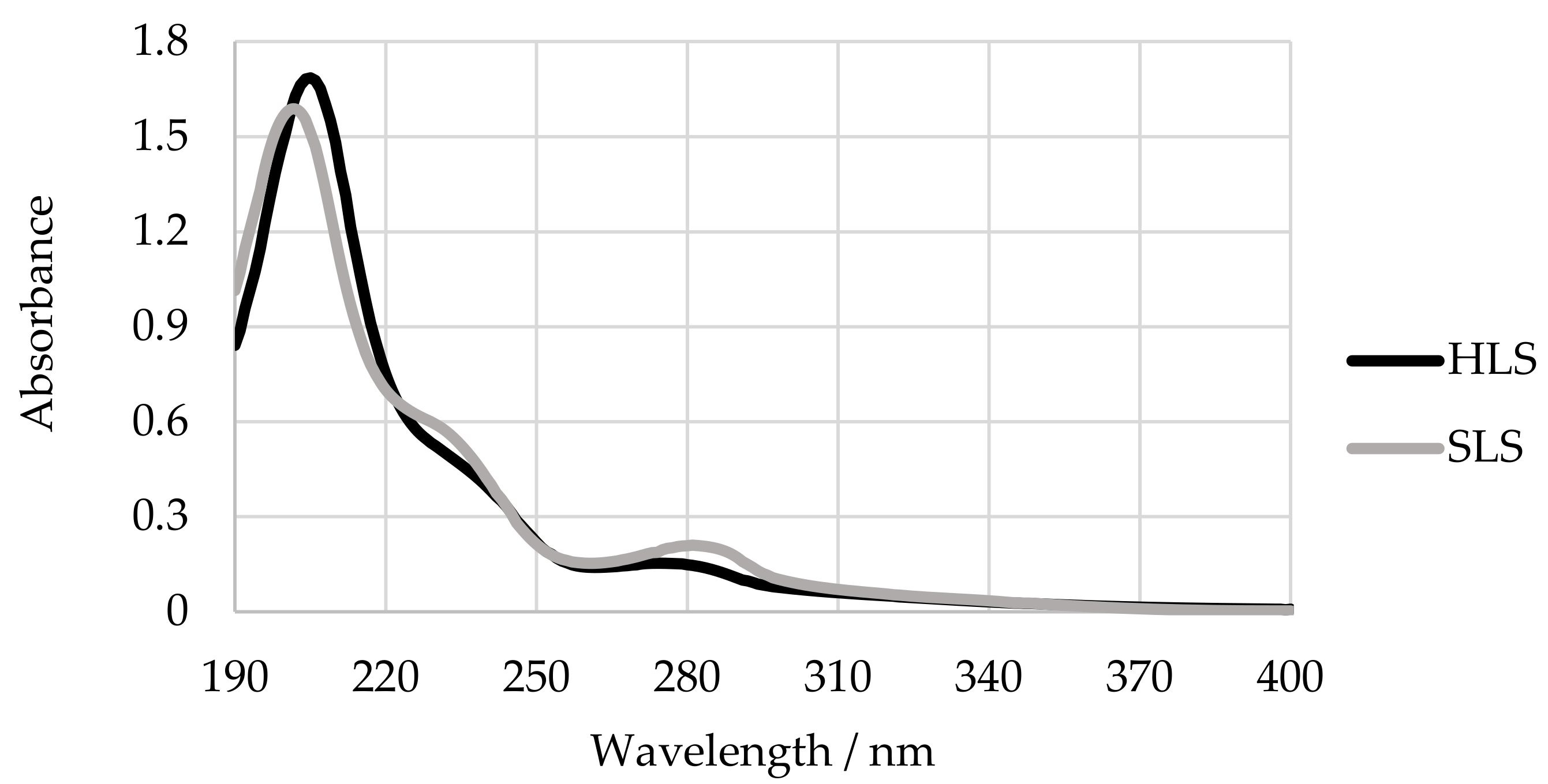
3.3.1. Ultraviolet (UV) Spectroscopy
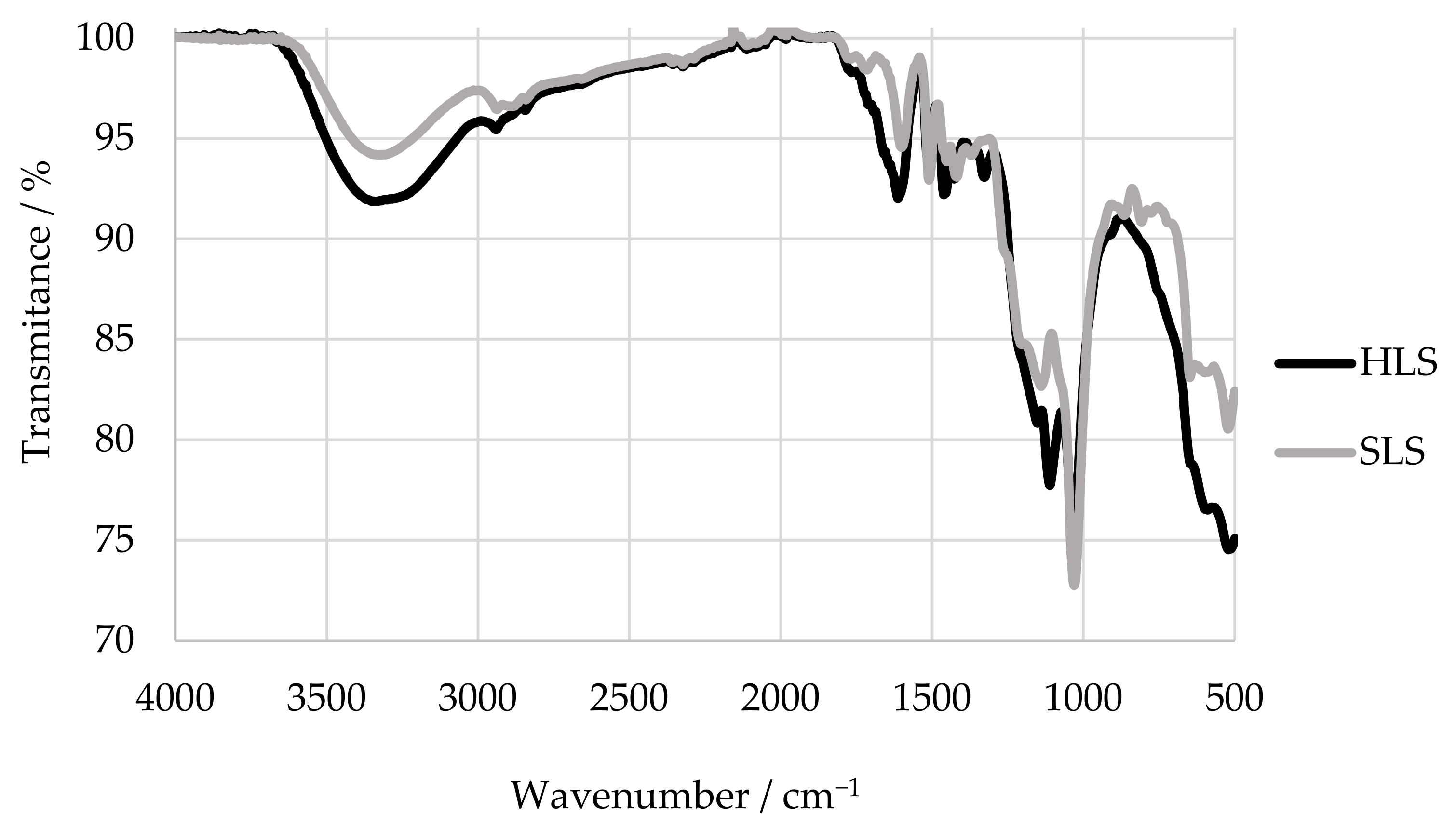
3.3.2. FTIR Spectroscopy
3.3.3. Raman Spectroscopy
3.3.4. Nuclear Magnetic Resonance (NMR) Spectroscopy
3.3.5. Wet Chemistry Methods
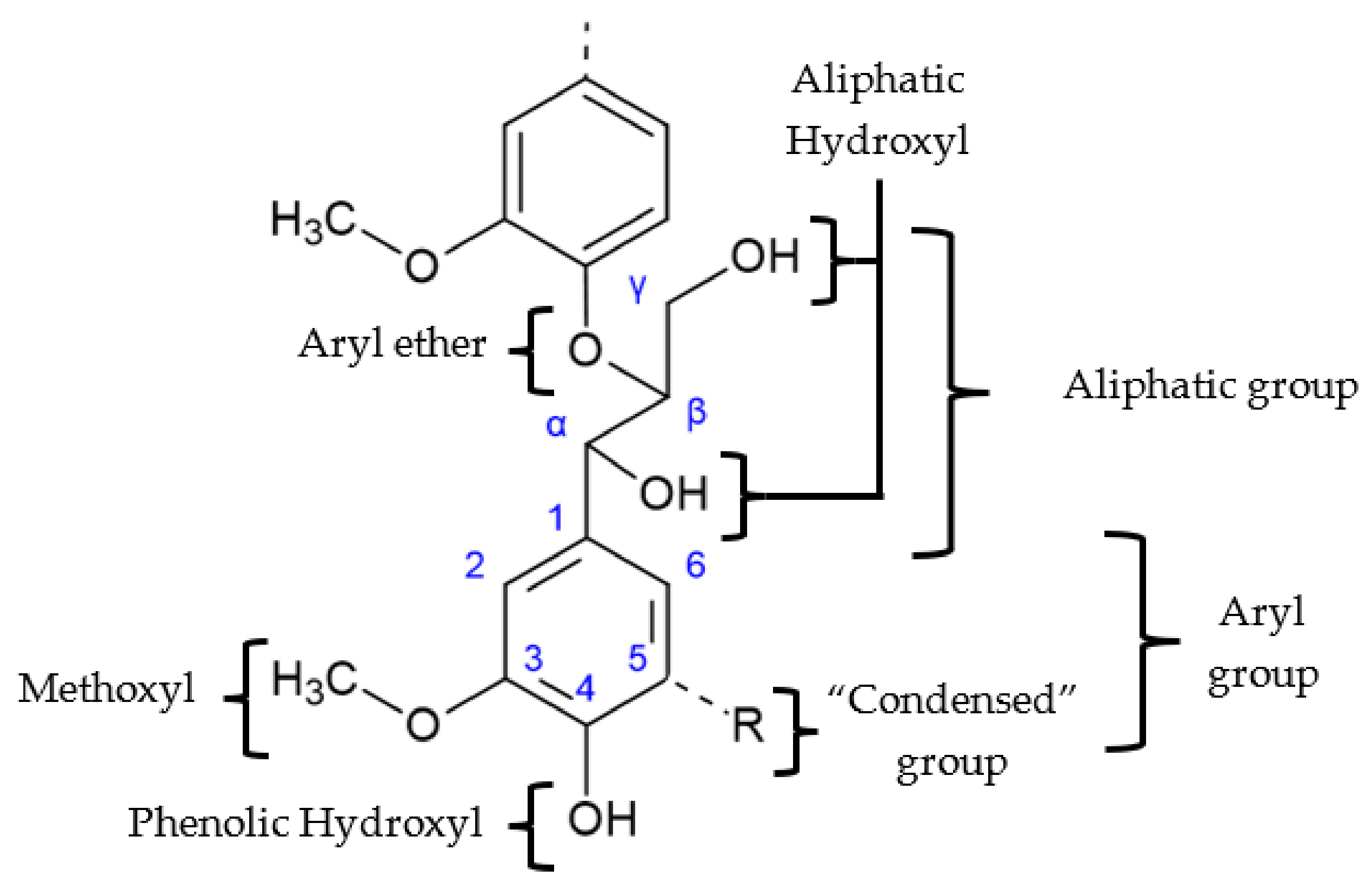
3.4. Functional Group Analysis
3.4.1. Determination of Phenolic Hydroxyl Groups
3.4.2. Determination of Methoxyl Groups
3.5. Thermal Properties
4. Approaches to Increase Reactivity
4.1. Phenolation
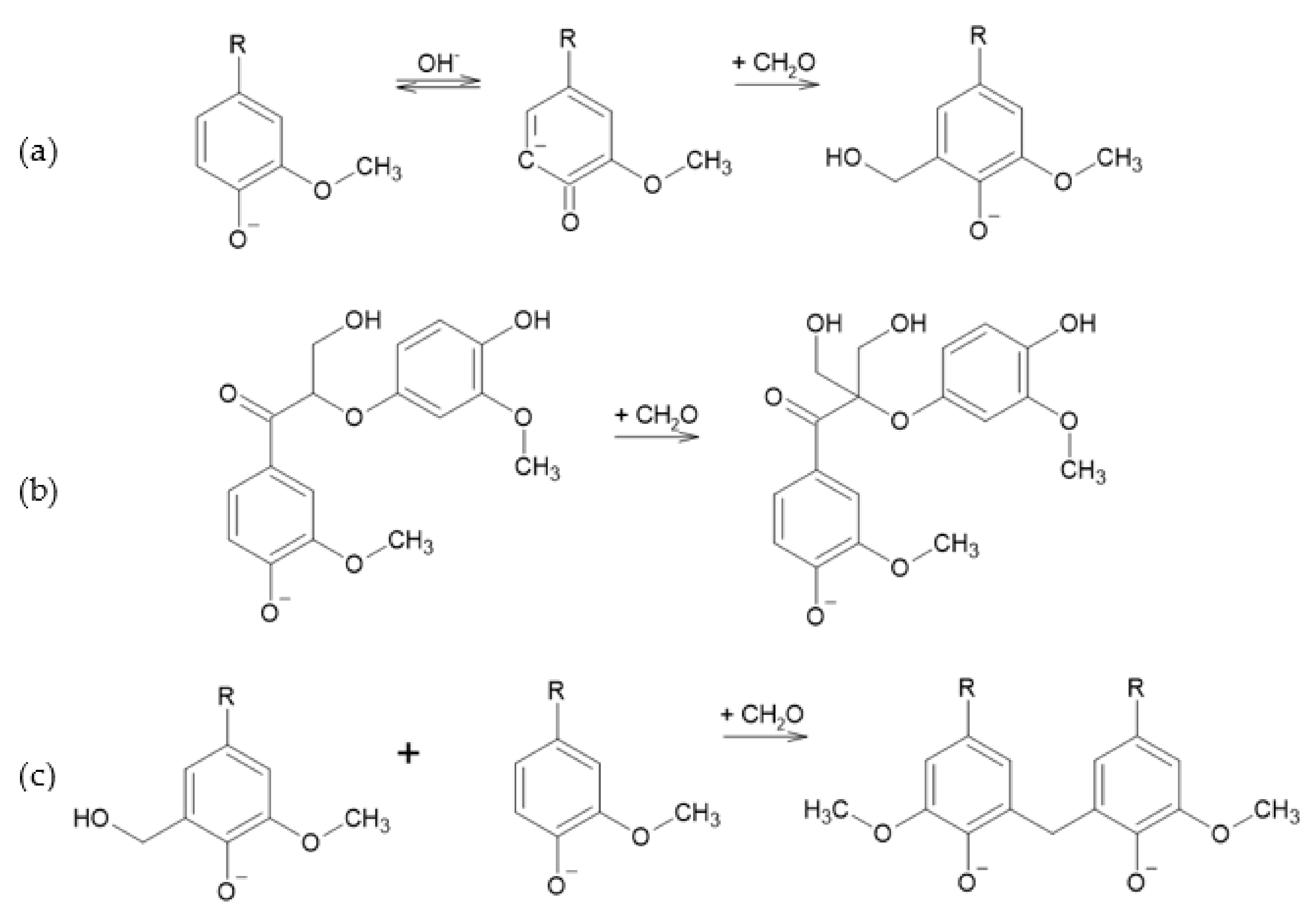
4.2. Hydroxymethylation
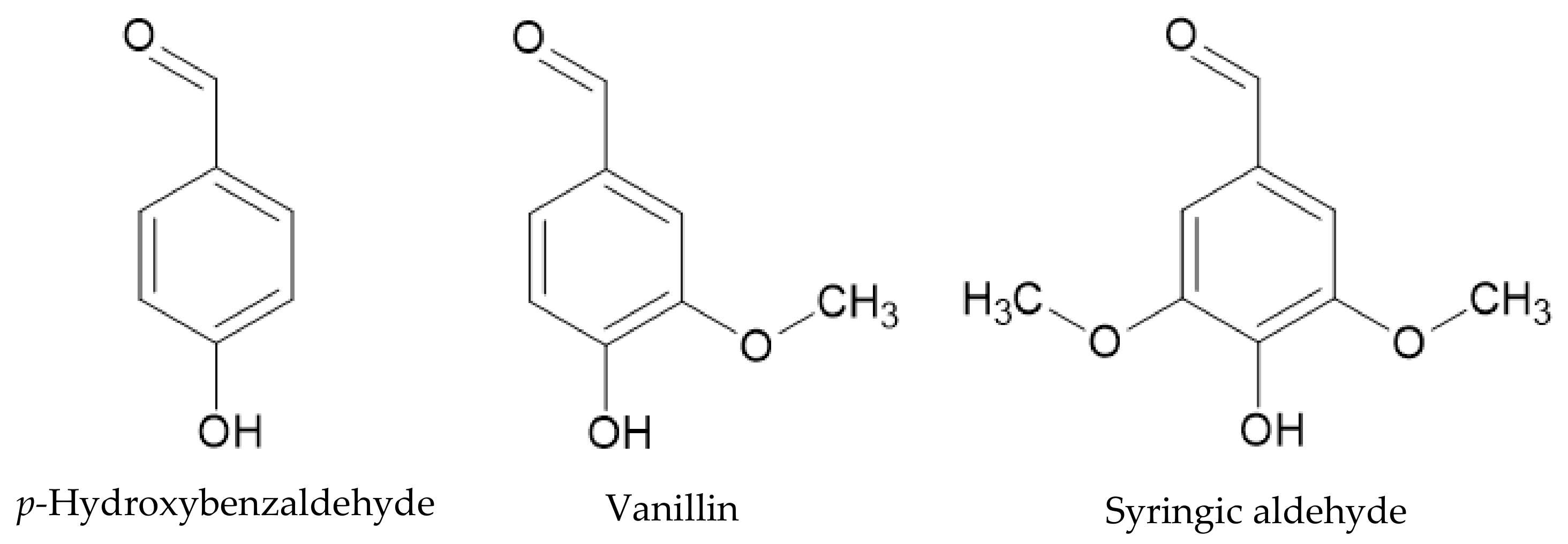
4.3. Oxidation
4.4. Hydrolysis
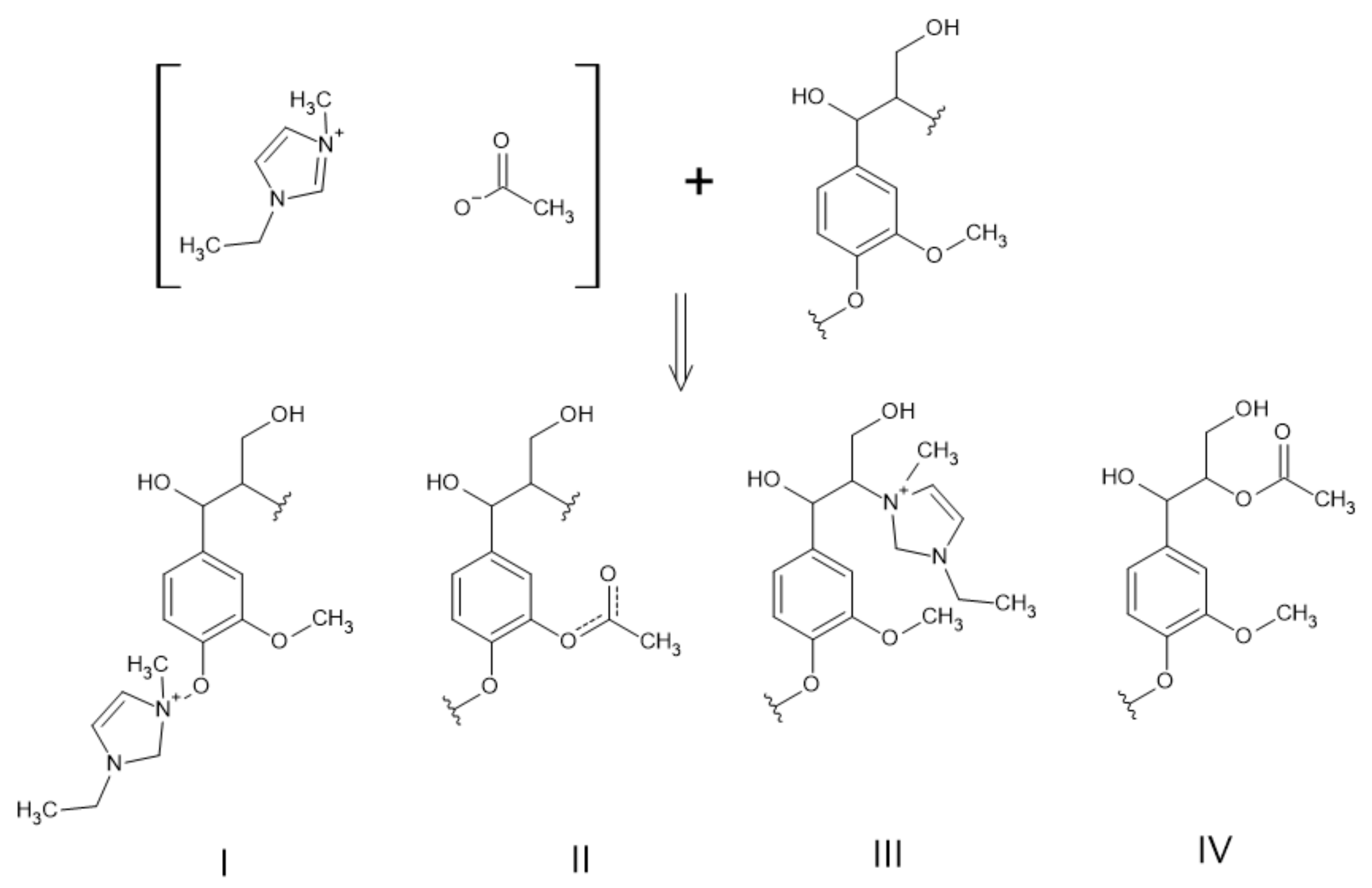
4.5. Ionic Liquid (ILs) Treatment
5. Lignosulphonates in Wood Adhesives
5.1. Formaldehyde Adhesives
5.1.1. Lignin-Urea-Formaldehyde (LUF) Resins
5.1.2. Lignin-Phenol-Formaldehyde (LPF) Resins
5.2. Formaldehyde-Free Adhesives
6. Conclusions and Future Challenges
Author Contributions
Funding
Conflicts of Interest
References
- Berlin, A. Resin Compositions Comprising Lignin Derivatives. U.S. Patent 9,267,027, 2 December 2010. [Google Scholar]
- Hemmilä, V.; Trischler, J.; Sandberg, D. Lignin: An Adhesive Raw Material of the Future or Waste of Research Energy? In Proceedings of the 9th Meeting of the Northern European Network for Wood Science and Engineering, Hannover, Germany, 11–12 September 2013; Brischke, C., Meyer, L., Eds.; Leibniz Universität: Hannover, Germany, 2013; pp. 98–103. [Google Scholar]
- Aro, T.; Fatehi, P. Production and Application of Lignosulfonates and Sulfonated Lignin. ChemSusChem 2017, 10, 1861–1877. [Google Scholar] [CrossRef]
- Bertella, S.; Luterbacher, J.S. Lignin Functionalization for the Production of Novel Materials. Trends Chem. 2020, 2, 440–453. [Google Scholar] [CrossRef]
- Doherty, W.O.S.; Mousavioun, P.; Fellows, C.M. Value-Adding to Cellulosic Ethanol: Lignin Polymers. Ind. Crop. Prod. 2011, 33, 259–276. [Google Scholar] [CrossRef] [Green Version]
- Li, C.; Zhao, X.; Wang, A.; Huber, G.W.; Zhang, T. Catalytic Transformation of Lignin for the Production of Chemicals and Fuels. Chem. Rev. 2015, 115, 11559–11624. [Google Scholar] [CrossRef]
- Tribot, A.; Amer, G.; Abdou Alio, M.; de Baynast, H.; Delattre, C.; Pons, A.; Mathias, J.-D.; Callois, J.-M.; Vial, C.; Michaud, P.; et al. Wood-Lignin: Supply, Extraction Processes and Use as Bio-Based Material. Eur. Polym. J. 2019, 112, 228–240. [Google Scholar] [CrossRef]
- Zakzeski, J.; Bruijnincx, P.C.A.; Jongerius, A.L.; Weckhuysen, B.M. The Catalytic Valorization of Lignin for the Production of Renewable Chemicals. Chem. Rev. 2010, 110, 3552–3599. [Google Scholar] [CrossRef] [PubMed]
- Gellerstedt, G.; Henriksson, G. Lignins: Major Sources, Structure and Properties. In Monomers, Polymers and Composites from Renewable Resources; Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Beckham, G.T.; Johnson, C.W.; Karp, E.M.; Salvachúa, D.; Vardon, D.R. Opportunities and Challenges in Biological Lignin Valorization. Curr. Opin. Biotechnol. 2016, 42, 40–53. [Google Scholar] [CrossRef] [Green Version]
- Pandey, M.P.; Kim, C.S. Lignin Depolymerization and Conversion: A Review of Thermochemical Methods. Chem. Eng. Technol. 2011, 34, 29–41. [Google Scholar] [CrossRef]
- Khan, T.A.; Lee, J.-H.; Kim, H.-J. Lignin-Based Adhesives and Coatings. In Lignocellulose for Future Bioeconomy; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Marques, A.P. Caracterização e Transformação de Lenhosulfonatos de Eucalyptus Globulus. Ph.D. Thesis, Universidade de Aveiro, Aveiro, Portugal, 2011. [Google Scholar]
- Dimmel, D. Overview. In Lignin and Lignans: Advances in Chemistry; Heitner, C., Dimmel, D., Schmidt, J., Eds.; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar]
- Siddiqui, H. Production of Lignin-Based Phenolic Resins Using De-Polymerized Kraft Lignin and Process Optimization. Master’s Thesis, University of Western Ontario, London, ON, Canada, 2013. [Google Scholar]
- Lora, J. Industrial Commercial Lignins: Sources, Properties and Applications. In Monomers, Polymers and Composites from Renewable Resources; Belgacem, M.N., Gandini, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Becker, J.; Wittmann, C. A Field of Dreams: Lignin Valorization into Chemicals, Materials, Fuels, and Health-Care Products. Biotechnol. Adv. 2019, 37, 107360. [Google Scholar] [CrossRef]
- Sjöström, E. Wood Chemistry, Fundamentals and Applications, 2nd ed.; Academic Press: San Diego, CA, USA, 1993. [Google Scholar]
- Biermann, J.C. Pulping Fundamentals. In Handbook of Pulping and Papermaking; Academic Press: San Diego, CA, USA, 1996; pp. 55–100. [Google Scholar]
- Vishtal, A.; Kraslawski, A. Challenges in Industrial Applications of Technical Lignins. BioResources 2011, 6, 3547–3568. [Google Scholar] [CrossRef]
- Chakar, F.S.; Ragauskas, A.J. Review of Current and Future Softwood Kraft Lignin Process Chemistry. Ind. Crop. Prod. 2004, 20, 131–141. [Google Scholar] [CrossRef]
- Calvo-Flores, F.G.; Dobado, J.A. Lignin as Renewable Raw Material. ChemSusChem 2010, 3, 1227–1235. [Google Scholar] [CrossRef]
- Hemmilä, V.; Adamopoulos, S.; Karlsson, O.; Kumar, A. Development of Sustainable Bio-Adhesives for Engineered Wood Panels—A Review. RSC Adv. 2017, 7, 38604–38630. [Google Scholar] [CrossRef]
- Windeisen, E.; Wegener, G. Lignin as Building Unit for Polymers. In Polymer Science: A Comprehensive Reference; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Braaten, S.M.; Christensen, B.E.; Fredheim, G.E. Comparison of Molecular Weight and Molecular Weight Distributions of Softwood and Hardwood Lignosulfonates. J. Wood Chem. Technol. 2003, 23, 197–215. [Google Scholar] [CrossRef]
- Watkins, D.; Nuruddin, M.; Hosur, M.; Tcherbi-Narteh, A.; Jeelani, S. Extraction and Characterization of Lignin from Different Biomass Resources. J. Mater. Res. Technol. 2015, 4, 26–32. [Google Scholar] [CrossRef] [Green Version]
- Chung, H.; Washburn, N.R. Extraction and Types of Lignin. In Lignin in Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Ajao, O.; Jeaidi, J.; Benali, M.; Restrepo, A.; el Mehdi, N.; Boumghar, Y. Quantification and Variability Analysis of Lignin Optical Properties for Colour-Dependent Industrial Applications. Molecules 2018, 23, 377. [Google Scholar] [CrossRef] [Green Version]
- Lupoi, J.S.; Singh, S.; Parthasarathi, R.; Simmons, B.A.; Henry, R.J. Recent Innovations in Analytical Methods for the Qualitative and Quantitative Assessment of Lignin. Renew. Sustain. Energy Rev. 2015, 49, 871–906. [Google Scholar] [CrossRef] [Green Version]
- ISO. Pulps—Determination of Lignin Content—Acid Hydrolysis Method; ISO 21436; ISO: Geneva, Switzerland, 2020. [Google Scholar]
- Sumerskii, I.; Zweckmair, T.; Hettegger, H.; Zinovyev, G.; Bacher, M.; Rosenau, T.; Potthast, A. A Fast Track for the Accurate Determination of Methoxyl and Ethoxyl Groups in Lignin. RSC Adv. 2017, 7, 22974–22982. [Google Scholar] [CrossRef] [Green Version]
- Dence, C.W. The Determination of Lignin. In Methods in Lignin Chemistry; Lin, S.Y., Dence, C.W., Eds.; Springer: Berlin/Heidelberg, Germany, 1992. [Google Scholar]
- Lin, S.Y. Ultraviolet Spectrophotometry. In Methods in Lignin Chemistry; Lin, S.Y., Dence, C.W., Eds.; Springer: Berlin/Heidelberg, Germany, 1992. [Google Scholar]
- Fatehi, P.; Gao, W.; Sun, Y.; Dashtban, M. Acidification of Prehydrolysis Liquor and Spent Liquor of Neutral Sulfite Semichemical Pulping Process. Bioresour. Technol. 2016, 218, 525–528. [Google Scholar] [CrossRef] [Green Version]
- Alonso, M.V.; Rodríguez, J.J.; Oliet, M.; Rodríguez, F.; García, J.; Gilarranz, M.A. Characterization and Structural Modification of Ammonic Lignosulfonate by Methylolation. J. Appl. Polym. Sci. 2001, 82, 2661–2668. [Google Scholar] [CrossRef]
- Hemmilä, V.; Hosseinpourpia, R.; Adamopoulos, S.; Eceiza, A. Characterization of Wood-Based Industrial Biorefinery Lignosulfonates and Supercritical Water Hydrolysis Lignin. Waste Biomass Valorization 2020, 11, 5835–5845. [Google Scholar] [CrossRef] [Green Version]
- TAPPI. Ash in Wood, Pulp, Paper and Paperboard: Combustion at 525 °C; T 211 Om-02; TAPPI: Peachtree Corners, GA, USA, 2002. [Google Scholar]
- ISO. Paper, Board, Pulps and Cellulose Nanomaterials—Determination of Residue (Ash Content) on Ignition at 525 °C; ISO 1762; ISO: Geneva, Switzerland, 2019. [Google Scholar]
- Ji, L. Characterization of Lignin Molar Mass and Molecular Conformation by Multi-Angle Light Scattering. Master’s Thesis, University of British Columbia, Vancouver, BC, Canada, 2019. [Google Scholar]
- Gellerstedt, G. Gel Permeation Chromatography. In Methods in Lignin Chemistry; Lin, S.Y., Dence, C.W., Eds.; Springer: Berlin/Heidelberg, Germany, 1992. [Google Scholar]
- Sulaeva, I.; Zinovyev, G.; Plankeele, J.-M.; Sumerskii, I.; Rosenau, T.; Potthast, A. Fast Track to Molar-Mass Distributions of Technical Lignins. ChemSusChem 2017, 10, 629–635. [Google Scholar] [CrossRef]
- Ringena, O.; Lebioda, S.; Lehnen, R.; Saake, B. Size-Exclusion Chromatography of Technical Lignins in Dimethyl Sulfoxide/Water and Dimethylacetamide. J. Chromatogr. A 2006, 1102, 154–163. [Google Scholar] [CrossRef]
- Lebo, S.E.; Brten, S.M.; Fredheim, G.E.; Lutnaes, B.F.; Lauten, R.A.; Myrvold, B.O.; McNally, T.J. Recent Advances in the Characterization of Lignosulfonates. In Characterization of Lignocellulosic Materials; Blackwell Publishing Ltd.: Oxford, UK, 2008; pp. 189–205. [Google Scholar]
- Brudin, S.; Schoenmakers, P. Analytical Methodology for Sulfonated Lignins. J. Sep. Sci. 2010, 33, 439–452. [Google Scholar] [CrossRef]
- Ruwoldt, J. A Critical Review of the Physicochemical Properties of Lignosulfonates: Chemical Structure and Behavior in Aqueous Solution, at Surfaces and Interfaces. Surfaces 2020, 3, 42. [Google Scholar] [CrossRef]
- Fredheim, G.E.; Braaten, S.M.; Christensen, B.E. Molecular Weight Determination of Lignosulfonates by Size-Exclusion Chromatography and Multi-Angle Laser Light Scattering. J. Chromatogr. A 2002, 942, 191–199. [Google Scholar] [CrossRef]
- Majcherczyk, A.; Hüttermann, A. Size-Exclusion Chromatography of Lignin as Ion-Pair Complex. J. Chromatogr. A 1997, 764, 183–191. [Google Scholar] [CrossRef]
- Ringena, O.; Saake, B.; Lehnen, R. Isolation and Fractionation of Lignosulfonates by Amine Extraction and Ultrafiltration: A Comparative Study. Holzforschung 2005, 59, 405–412. [Google Scholar] [CrossRef]
- Marques, A.P.; Evtuguin, D.V.; Magina, S.; Amado, F.M.L.; Prates, A. Chemical Composition of Spent Liquors from Acidic Magnesium–Based Sulphite Pulping of Eucalyptus Globulus. J. Wood Chem. Technol. 2009, 29, 322–336. [Google Scholar] [CrossRef]
- Chen, F.; Li, J. Aqueous Gel Permeation Chromatographic Methods for Technical Lignins. J. Wood Chem. Technol. 2000, 20, 265–276. [Google Scholar] [CrossRef]
- Stark, N.M.; Yelle, D.J.; Agarwal, U.P. Techniques for Characterizing Lignin. In Lignin in Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Faix, O. Fourier Transform Infrared Spectroscopy. In Methods in Lignin Chemistry; Lin, S.Y., Dence, C.W., Eds.; Springer: Berlin/Heidelberg, Germany, 1992. [Google Scholar]
- Calvo-Flores, F.G.; Dobado, J.A.; Isac-García, J.; Martín-Martínez, F.J. Functional and Spectroscopic Characterization of Lignins. In Lignin and Lignans as Renewable Raw Materials; John Wiley & Sons, Ltd.: Chichester, UK, 2015. [Google Scholar]
- Atalla, R.H.; Agarwal, U.P.; Bond, J.S. Raman Spectroscopy. In Methods in Lignin Chemistry; Lin, S.Y., Dence, C.W., Eds.; Springer: Berlin/Heidelberg, Germany, 1992. [Google Scholar]
- Carvalho, L. Estudo Da Operação de Prensagem Do Aglomerado de Fibras de Média Densidade (MDF). Ph.D. Thesis, Faculdade de Engenharia da Universidade do Porto, Porto, Portugal, 1999. [Google Scholar]
- Agarwal, U.; Atalla, R. Vibrational Spectroscopy. In Lignin and Lignans: Advances in Chemistry; Heitner, C., Dimmel, D., Schmidt, J., Eds.; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar]
- Ertani, A.; Nardi, S.; Francioso, O.; Pizzeghello, D.; Tinti, A.; Schiavon, M. Metabolite-Targeted Analysis and Physiological Traits of Zea Mays, L. in Response to Application of a Leonardite-Humate and Lignosulfonate-Based Products for Their Evaluation as Potential Biostimulants. Agronomy 2019, 9, 445. [Google Scholar] [CrossRef] [Green Version]
- Ralph, J.; Landucci, L. NMR of Lignins. In Lignin and Lignans; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar]
- Marques, A.P.; Evtuguin, D.V.; Magina, S.; Amado, F.M.L.; Prates, A. Structure of Lignosulphonates from Acidic Magnesium-Based Sulphite Pulping of Eucalyptus Globulus. J. Wood Chem. Technol. 2009, 29, 337–357. [Google Scholar] [CrossRef]
- Lapierre, C. Determining Lignin Structure by Chemical Degradations. In Lignin and Lignans; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar]
- Lai, Y.Z. Determination of Phenolic Hydroxyl Groups. In Methods in Lignin Chemistry; Lin, S.Y., Dence, C.W., Eds.; Springer: Berlin/Heidelberg, Germany, 1992. [Google Scholar]
- Stücker, A.; Podschun, J.; Saake, B.; Lehnen, R. A Novel Quantitative 31 P NMR Spectroscopic Analysis of Hydroxyl Groups in Lignosulfonic Acids. Anal. Methods 2018, 10, 3281–3488. [Google Scholar] [CrossRef]
- Alonso, M.V.; Oliet, M.; Rodríguez, F.; Astarloa, G.; Echeverría, J.M. Use of a Methylolated Softwood Ammonium Lignosulfonate as Partial Substitute of Phenol in Resol Resins Manufacture. J. Appl. Polym. Sci. 2004, 94, 643–650. [Google Scholar] [CrossRef]
- Goldschmid, O. Determination of Phenolic Hydroxyl Content of Lignin Preparations by Ultraviolet Spectrophotometry. Anal. Chem. 1954, 9, 1421–1423. [Google Scholar] [CrossRef]
- Brunow, G.; Lundquist, K. Functional Groups and Bonding Patterns in Lignin (Including the Lignin-Carbohydrate Complexes). In Lignin and Lignans; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar]
- Chen, C.-L. Determination of Methoxyl Groups. In Methods in Lignin Chemistry; Lin, S.Y., Dence, C.W., Eds.; Springer: Berlin/Heidelberg, Germany, 1992. [Google Scholar]
- Hatakeyama, H. Thermal Analysis. In Methods in Lignin Chemistry; Lin, S.Y., Dence, C.W., Eds.; Springer: Berlin/Heidelberg, Germany, 1992. [Google Scholar]
- Younesi-Kordkheili, H.; Pizzi, A.; Honarbakhsh-Raouf, A.; Nemati, F. The Effect of Soda Bagasse Lignin Modified by Ionic Liquids on Properties of the Urea–Formaldehyde Resin as a Wood Adhesive. J. Adhes. 2017, 93, 914–925. [Google Scholar] [CrossRef]
- Lourençon, T.V.; Alakurtti, S.; Virtanen, T.; Jääskeläinen, A.-S.; Liitiä, T.; Hughes, M.; Magalhães, W.L.E.; Muniz, G.I.B.; Tamminen, T. Phenol-Formaldehyde Resins with Suitable Bonding Strength Synthesized from “Less-Reactive” Hardwood Lignin Fractions. Holzforschung 2020, 74, 175–183. [Google Scholar] [CrossRef] [Green Version]
- Hemmilä, V.; Adamopoulos, S.; Hosseinpourpia, R.; Ahmed, S.A. Ammonium Lignosulfonate Adhesives for Particleboards with PMDI and Furfuryl Alcohol as Crosslinkers. Polymers 2019, 11, 1633. [Google Scholar] [CrossRef] [Green Version]
- Londoño Zuluaga, C.; Du, J.; Chang, H.-M.; Jameel, H.; Gonzalez, R.W. Lignin Modifications and Perspectives towards Applications of Phenolic Foams: A Review. BioResources 2018, 13, 9157–9179. [Google Scholar] [CrossRef]
- Hu, L.; Pan, H.; Zhou, Y.; Zhang, M. Methods to Improve Lignin’s Reactivity as a Phenol Substitute and as Replacement for Other Phenolic Compounds: A Brief Review. BioResources 2011, 6, 3515–3525. [Google Scholar] [CrossRef]
- Alonso, M.V.; Oliet, M.; Rodríguez, F.; García, J.; Gilarranz, M.A.; Rodríguez, J.J. Modification of Ammonium Lignosulfonate by Phenolation for Use in Phenolic Resins. Bioresour. Technol. 2005, 96, 1013–1018. [Google Scholar] [CrossRef] [PubMed]
- Hu, L.; Zhou, Y.; Zhang, M.; Liu, R. Characterization and Properties of a Lignosulfonate-Based Phenolic Foam. BioResources 2012, 7, 554–564. [Google Scholar]
- Gilca, I.A.; Ghitescu, R.E.; Puitel, A.C.; Popa, V.I. Preparation of Lignin Nanoparticles by Chemical Modification. Iran. Polym. J. 2014, 23, 355–363. [Google Scholar] [CrossRef]
- Pizzi, A. Lignin-Based Wood Adhesives. In Advanced Wood Adhesives Technology; Marcel Dekker: New York, NY, USA, 1994; pp. 219–242. [Google Scholar]
- Pang, Y.-X.; Qiu, X.-Q.; Yang, D.-J.; Lou, H.-M. Influence of Oxidation, Hydroxymethylation and Sulfomethylation on the Physicochemical Properties of Calcium Lignosulfonate. Colloids Surf. A Physicochem. Eng. Asp. 2008, 312, 154–159. [Google Scholar] [CrossRef]
- el Mansouri, N.; Pizzi, A.; Salvadó, J. Lignin-Based Wood Panel Adhesives without Formaldehyde. Holz Als Roh Werkst. 2007, 65, 65–70. [Google Scholar] [CrossRef]
- Kielhorn, J.; Pohlenz-Michel, C.; Schmidt, S.; Mangelsdorf, I. Glyoxal. Available online: http://apps.who.int/iris/bitstream/handle/10665/42867/924153057X.pdf;jsessionid=32EC7F5159659F1A18158AB726C50A3A?sequence=1 (accessed on 12 October 2021).
- Liteplo, R.; Beauchamp, R.; Meek, M.; Chénier, R. Formaldehyde. Available online: https://www.who.int/ipcs/publications/cicad/en/cicad40.pdf (accessed on 12 October 2021).
- Vangeel, T.; Schutyser, W.; Renders, T.; Sels, B.F. Perspective on Lignin Oxidation: Advances, Challenges, and Future Directions. Top. Curr. Chem. 2018, 376, 30. [Google Scholar] [CrossRef]
- Wang, H.; Pu, Y.; Ragauskas, A.; Yang, B. From Lignin to Valuable Products–Strategies, Challenges, and Prospects. Bioresour. Technol. 2019, 271, 449–461. [Google Scholar] [CrossRef]
- Santos, S.G.; Marques, A.P.; Lima, D.L.D.; Evtuguin, D.V.; Esteves, V.I. Kinetics of Eucalypt Lignosulfonate Oxidation to Aromatic Aldehydes by Oxygen in Alkaline Medium. Ind. Eng. Chem. Res. 2011, 50, 291–298. [Google Scholar] [CrossRef] [Green Version]
- Yuan, Y.; Guo, M.H.; Liu, F.Y. Preparation and Evaluation of Green Composites Using Modified Ammonium Lignosulfonate and Polyethylenimine as a Binder. BioResources 2013, 9, 836–848. [Google Scholar] [CrossRef] [Green Version]
- Hu, L.; Zhou, Y.; Liu, R.; Zhang, M.; Yang, X. Synthesis of Foaming Resol Resin Modified with Oxidatively Degraded Lignosulfonate. Ind. Crop. Prod. 2013, 44, 364–366. [Google Scholar] [CrossRef]
- el Mansouri, N.-E.; Farriol, X.; Salvadó, J. Structural Modification and Characterization of Lignosulfonate by a Reaction in an Alkaline Medium for Its Incorporation into Phenolic Resins. J. Appl. Polym. Sci. 2006, 102, 3286–3292. [Google Scholar] [CrossRef]
- Szalaty, T.J.; Klapiszewski, Ł.; Jesionowski, T. Recent Developments in Modification of Lignin Using Ionic Liquids for the Fabrication of Advanced Materials–A Review. J. Mol. Liq. 2020, 301, 112417. [Google Scholar] [CrossRef]
- Qu, Y.; Luo, H.; Li, H.; Xu, J. Comparison on Structural Modification of Industrial Lignin by Wet Ball Milling and Ionic Liquid Pretreatment. Biotechnol. Rep. 2015, 6, 1–7. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Younesi-Kordkheili, H.; Pizzi, A. A Comparison between Lignin Modified by Ionic Liquids and Glyoxalated Lignin as Modifiers of Urea-Formaldehyde Resin. J. Adhes. 2017, 93, 1120–1130. [Google Scholar] [CrossRef]
- Guterman, R.; Molinari, V.; Josef, E. Ionic Liquid Lignosulfonate: Dispersant and Binder for Preparation of Biocomposite Materials. Angew. Chem. Int. Ed. 2019, 58, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Ferreira, A.M.; Pereira, J.; Almeida, M.; Ferra, J.; Paiva, N.; Martins, J.; Magalhães, F.D.; Carvalho, L.H. Low-Cost Natural Binder for Particleboards Production: Study of Manufacture Conditions and Stability. Int. J. Adhes. Adhes. 2019, 93, 59–63. [Google Scholar] [CrossRef]
- Ferreira, A.M.; Pereira, J.; Almeida, M.; Ferra, J.; Paiva, N.; Martins, J.; Carvalho, L.H.; Magalhães, F.D. Effect of Spent Sulfite Liquor on Urea-Formaldehyde Resin Performance. J. Appl. Polym. Sci. 2019, 136, 47389. [Google Scholar] [CrossRef]
- Ji, X.; Guo, M. Preparation and Properties of a Chitosan-Lignin Wood Adhesive. Int. J. Adhes. Adhes. 2018, 82, 8–13. [Google Scholar] [CrossRef]
- Rhazi, N.; Oumam, M.; Sesbou, A.; Hannache, H.; Charrier-El Bouhtoury, F. Physico-Mechanical Properties of Plywood Bonded with Ecological Adhesives from Acacia Mollissima Tannins and Lignosulfonates. Eur. Phys. J. Appl. Phys. 2017, 78, 34813. [Google Scholar] [CrossRef]
- Ferreira, A.; Pereira, J.; Almeida, M.; Ferra, J.; Paiva, N.; Martins, J.; Magalhães, F.; Carvalho, L. Biosourced Binder for Wood Particleboards Based on Spent Sulfite Liquor and Wheat Flour. Polymers 2018, 10, 1070. [Google Scholar] [CrossRef] [Green Version]
- Schmitt, L.; Hollis, J. Non-Toxic, Stable Lignosulfonate-Urea-Formaldehyde Composition and Method of Preparation Thereof. U.S. Patent 5,075,402, 21 November 1991. [Google Scholar]
- Bekhta, P.; Noshchenko, G.; Réh, R.; Kristak, L.; Sedliačik, J.; Antov, P.; Mirski, R.; Savov, V. Properties of Eco-Friendly Particleboards Bonded with Lignosulfonate-Urea-Formaldehyde Adhesives and PMDI as a Crosslinker. Materials 2021, 14, 4875. [Google Scholar] [CrossRef] [PubMed]
- Antov, P.; Savov, V.; Krišťák, Ľ.; Réh, R.; Mantanis, G.I. Eco-Friendly, High-Density Fiberboards Bonded with Urea-Formaldehyde and Ammonium Lignosulfonate. Polymers 2021, 13, 220. [Google Scholar] [CrossRef] [PubMed]
- Gao, S.; Cheng, Z.; Zhou, X.; Liu, Y.; Chen, R.; Wang, J.; Wang, C.; Chu, F.; Xu, F.; Zhang, D. Unexpected Role of Amphiphilic Lignosulfonate to Improve the Storage Stability of Urea Formaldehyde Resin and Its Application as Adhesives. Int. J. Biol. Macromol. 2020, 161, 755–762. [Google Scholar] [CrossRef] [PubMed]
- Ghorbani, M.; Konnerth, J.; van Herwijnen, H.W.G.; Zinovyev, G.; Budjav, E.; Requejo Silva, A.; Liebner, F. Commercial Lignosulfonates from Different Sulfite Processes as Partial Phenol Replacement in PF Resole Resins. J. Appl. Polym. Sci. 2018, 135, 45893. [Google Scholar] [CrossRef]
- Antov, P.; Mantanis, G.I.; Savov, V. Development of Wood Composites from Recycled Fibres Bonded with Magnesium Lignosulfonate. Forests 2020, 11, 613. [Google Scholar] [CrossRef]
- el Mansouri, N.-E.; Salvadó, J. Structural Characterization of Technical Lignins for the Production of Adhesives: Application to Lignosulfonate, Kraft, Soda-Anthraquinone, Organosolv and Ethanol Process Lignins. Ind. Crop. Prod. 2006, 24, 8–16. [Google Scholar] [CrossRef]
- Domínguez, J.C.; Oliet, M.; Alonso, M.V.; Rojo, E.; Rodríguez, F. Structural, Thermal and Rheological Behavior of a Bio-Based Phenolic Resin in Relation to a Commercial Resol Resin. Ind. Crop. Prod. 2013, 42, 308–314. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Mantanis, G.I.; Neykov, N. Medium-Density Fibreboards Bonded with Phenol-Formaldehyde Resin and Calcium Lignosulfonate as an Eco-Friendly Additive. Wood Mater. Sci. Eng. 2021, 16, 1–7. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
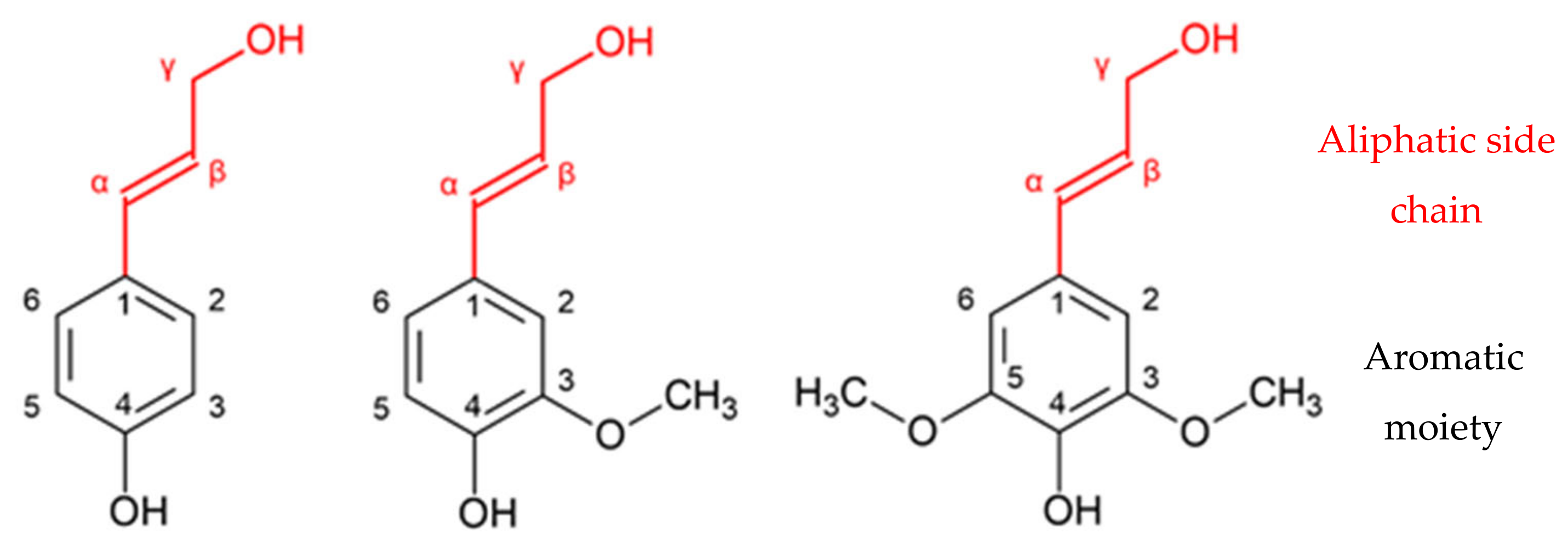
| Linkage Type | p-Coumaryl Alcohol (%) | Coniferyl Alcohol (%) | Sinapyl Alcohol (%) |
|---|---|---|---|
| Coniferous; softwoods | <5 a | >95 | 0 b |
| Eudicotyledonous; hardwoods | 0–8 | 25–50 | 45–75 |
| Monocotyledonous; grasses | 5–35 | 35–80 | 20–55 |
| Linkage Type | Softwood (Spruce) (%) | Hardwood (Birch) (%) |
|---|---|---|
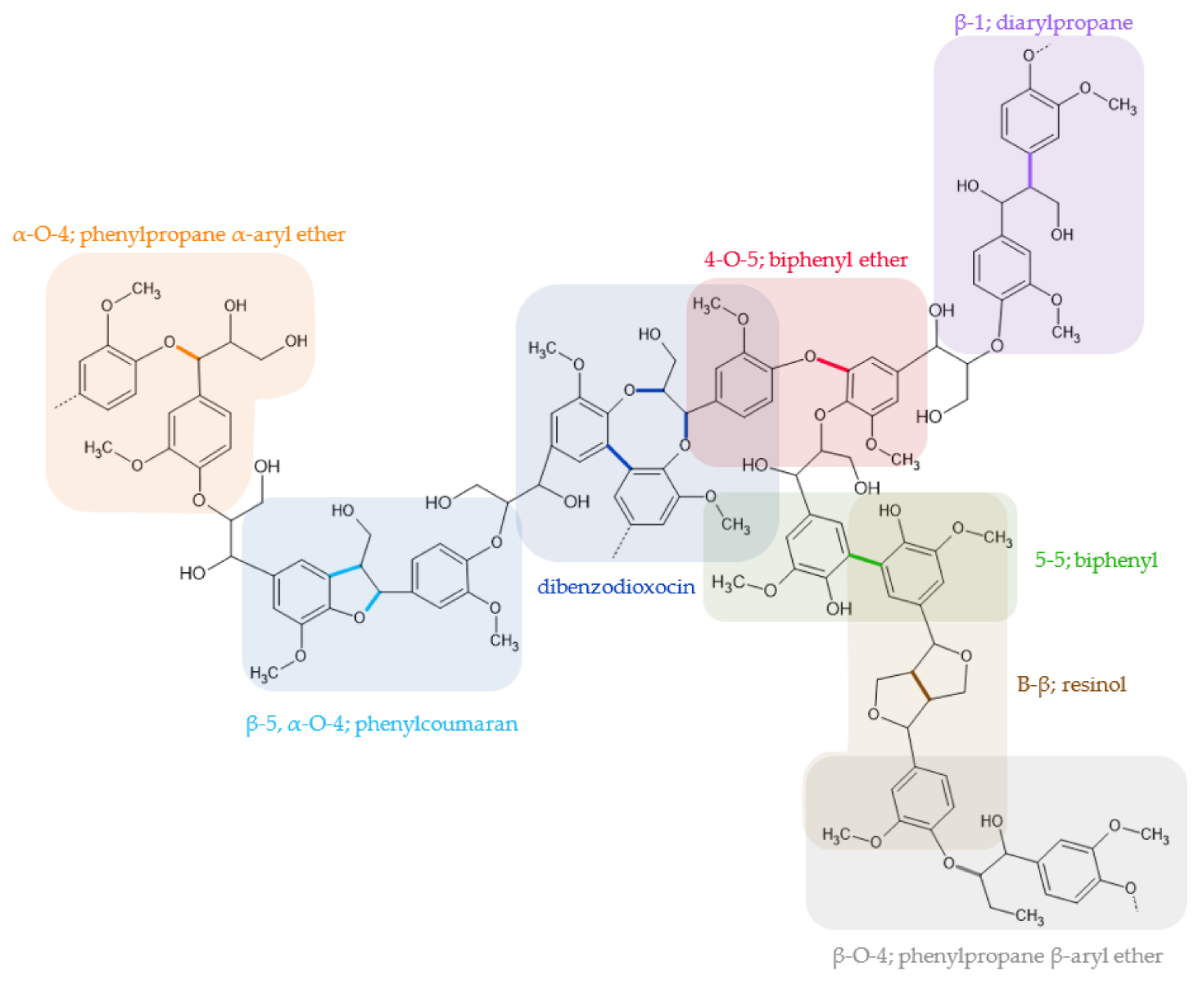
| β-O-4-Aryl ether | 46 | 60 |
| α-O-4-Aryl ether | 6–8 | 6–8 |
| 4-O-5-Diaryl ether | 3.5–4 | 6.5 |
| β-5-Phenylcoumaran | 9–12 | 6 |
| 5-5-Biphenyl | 9.5–11 | 4.5 |
| β-1-(1,2-Diarylpropane) | 7 | 7 |
| β-β-(Resinol) | 2 | 3 |
| Others | 13 | 5 |
| Acid (bi)Sulphite | Bisulphite | Neutral Sulphite | Alkaline Sulphite | |
|---|---|---|---|---|
| pH range | 1–2 | 3–5 | 6–9 | 9–13 |
| Base alternatives | Ca2+, Mg2+, Na+, NH4+ | Mg2+, Na+, NH4+ | Na+, NH4+ | Na+ |
| Active reagents | HSO3−, H+ | HSO3−, H+ | HSO3−, SO32− | SO32−, HO− |
| Max. temp. (°C) | 125–145 | 150–170 | 160–180 | 160–180 |
| Time at max. temp. (h) | 3–7 | 1–3 | 0.25–3 | 3–5 |
| Softwood pulp yield (%) | 45–55 | 50–65 | 75–90 a | 45–60 |
| Parameter | Lignosulphonates | Kraft Lignin | Soda Lignin | Organosolv Lignin |
|---|---|---|---|---|
| Ash content (%) | 4.0–8.0 | 0.5–3.0 | 0.7–2.3 | 1.7 |
| Sulphur content (%) | 3.5–8.0 | 1.0–3.0 | 0 | 0 |
| Molecular weight, Mw | 1000–50,000 (up to 150,000) | 1500–5000 (up to 25,000) | 1000–3000 (up to 15,000) | 500–5000 |
| Polydispersity | 4.2–7.0 | 2.5–3.5 | 2.5–3.5 | 1.5 |
| Sample | Column Type | Eluent | Standards | Detectors | Reference |
|---|---|---|---|---|---|
| Organic Solvent | |||||
| LS and LS–QAM complex | 3 SDVB (styrene–divinylbenzene) columns | THF + QAM (quaternary amine methyltrioctylammonium chloride) | PS and biphenyl | UV | [47] |
| SSLs fractions | PSS GRAM 30, 2 columns and a guard column | LiBr (0.05 M) in DMSO/ water (90:10) | Pullulan | UV RI Viscosimetric | [48] |
| SSLs fractions | 2 Polyacrylate methacrylate Columns | DMSO:H2O (9:1) and 0.05 M LiBr | Pullulan (high Mw) glucose/cellobiose (low Mw) | RI Viscosimetric | [42] |
| 2 PFG-PRO (silica) | DMAc and 0.11 M LiCl | Polyethylene glycol Polyethylene oxide | |||
| Purified LS | 3 Agilent PolarGel M colums 1 guard column | DMSO/LiBr (0.5% w/v) | PSS | UV RI | [41] |
| Aqueous System | |||||
| SSL and purified LS | 2 PL aquagel And pre-column | NaNO3 0.1 M | PS | RI | [49] |
| LS and fractioned LS | Jordi Glucose-DVB And pre-column | Water/DMSO/ Na2HPO4-4H2O/SDS | - | DAWN-F MALLS RI | [46] |
| LS | Ultrahydrogel or Ultrastyragel | Na2NO3 or NaCl solutions | Pulluan | RI | [50] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gonçalves, S.; Ferra, J.; Paiva, N.; Martins, J.; Carvalho, L.H.; Magalhães, F.D. Lignosulphonates as an Alternative to Non-Renewable Binders in Wood-Based Materials. Polymers 2021, 13, 4196. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13234196
Gonçalves S, Ferra J, Paiva N, Martins J, Carvalho LH, Magalhães FD. Lignosulphonates as an Alternative to Non-Renewable Binders in Wood-Based Materials. Polymers. 2021; 13(23):4196. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13234196
Chicago/Turabian StyleGonçalves, Sofia, João Ferra, Nádia Paiva, Jorge Martins, Luísa H. Carvalho, and Fernão D. Magalhães. 2021. "Lignosulphonates as an Alternative to Non-Renewable Binders in Wood-Based Materials" Polymers 13, no. 23: 4196. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13234196