
Characterization of Birch Wood Residue after 2-Furaldehyde Obtaining, for Further Integration in Biorefinery Processing


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Chemicals
2.2. Samples
2.3. Catalyzed Pre-Treatment of BWCs
2.4. Experimental Design
2.5. HPLC Analysis
3. Results and Discussion
3.1. Analysis of the Raw Material
3.2. Selection of the Initial Pre-Treatment Process Parameters for the Experimental Plan
3.2.1. Condensate Chemical Composition after Hydrolysis
3.2.2. LC Residue Chemical Composition after Hydrolysis
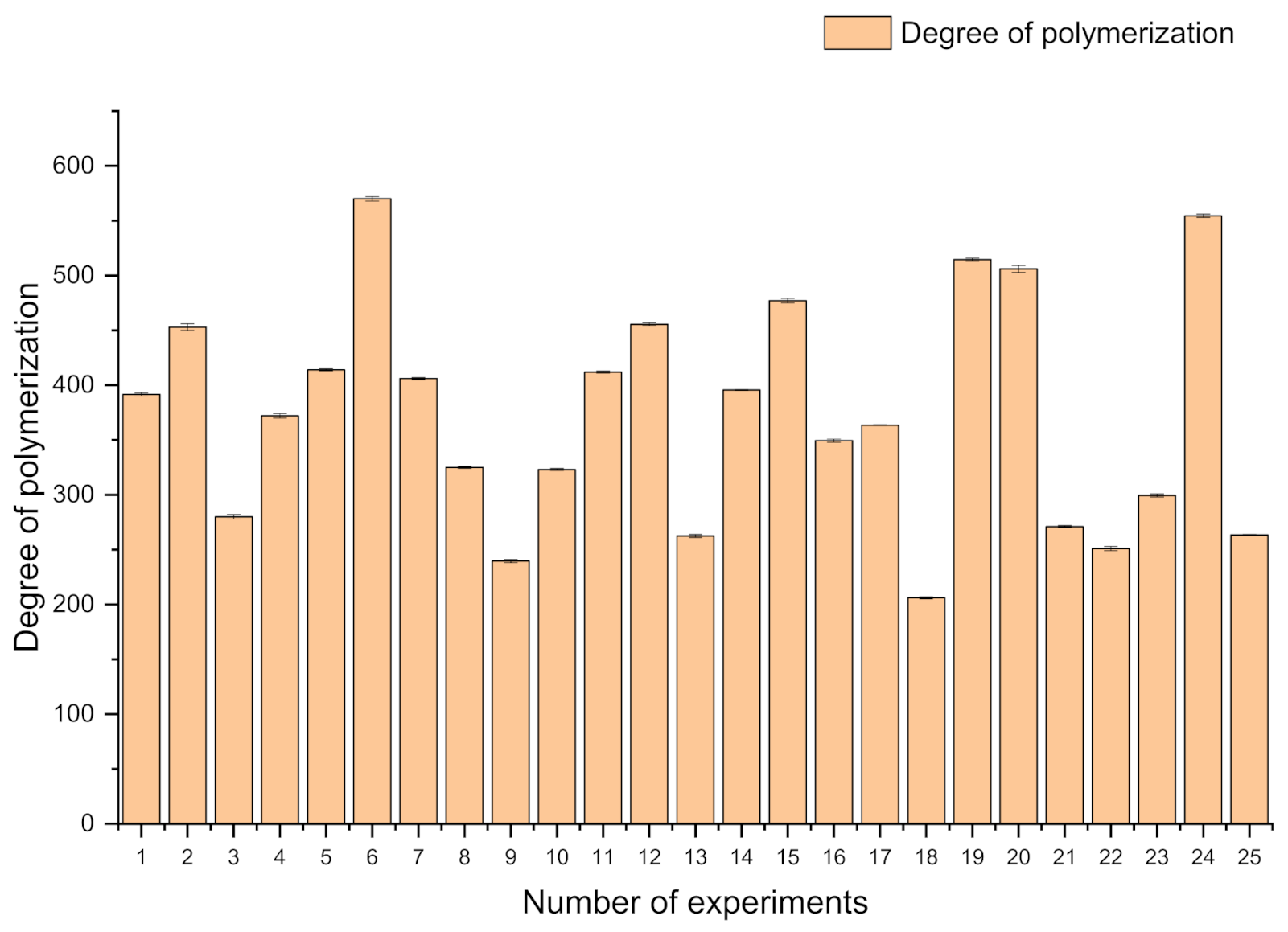
3.3. Changes in the Average Degree of Cellulose Polymerization after the 2-Furaldehyde Obtaining Process
3.4. Experimental Design Modulation Using DesignExpert11
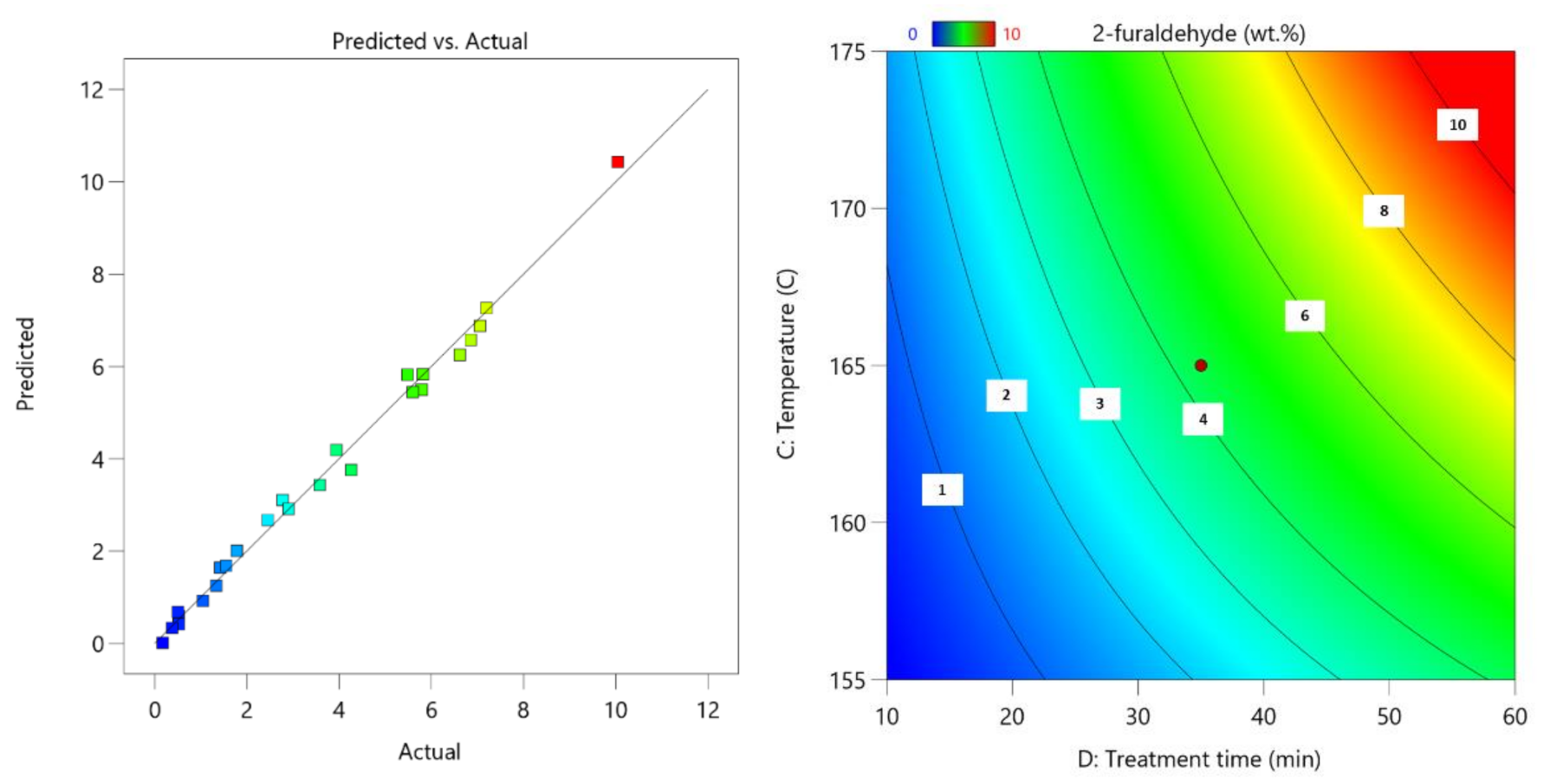
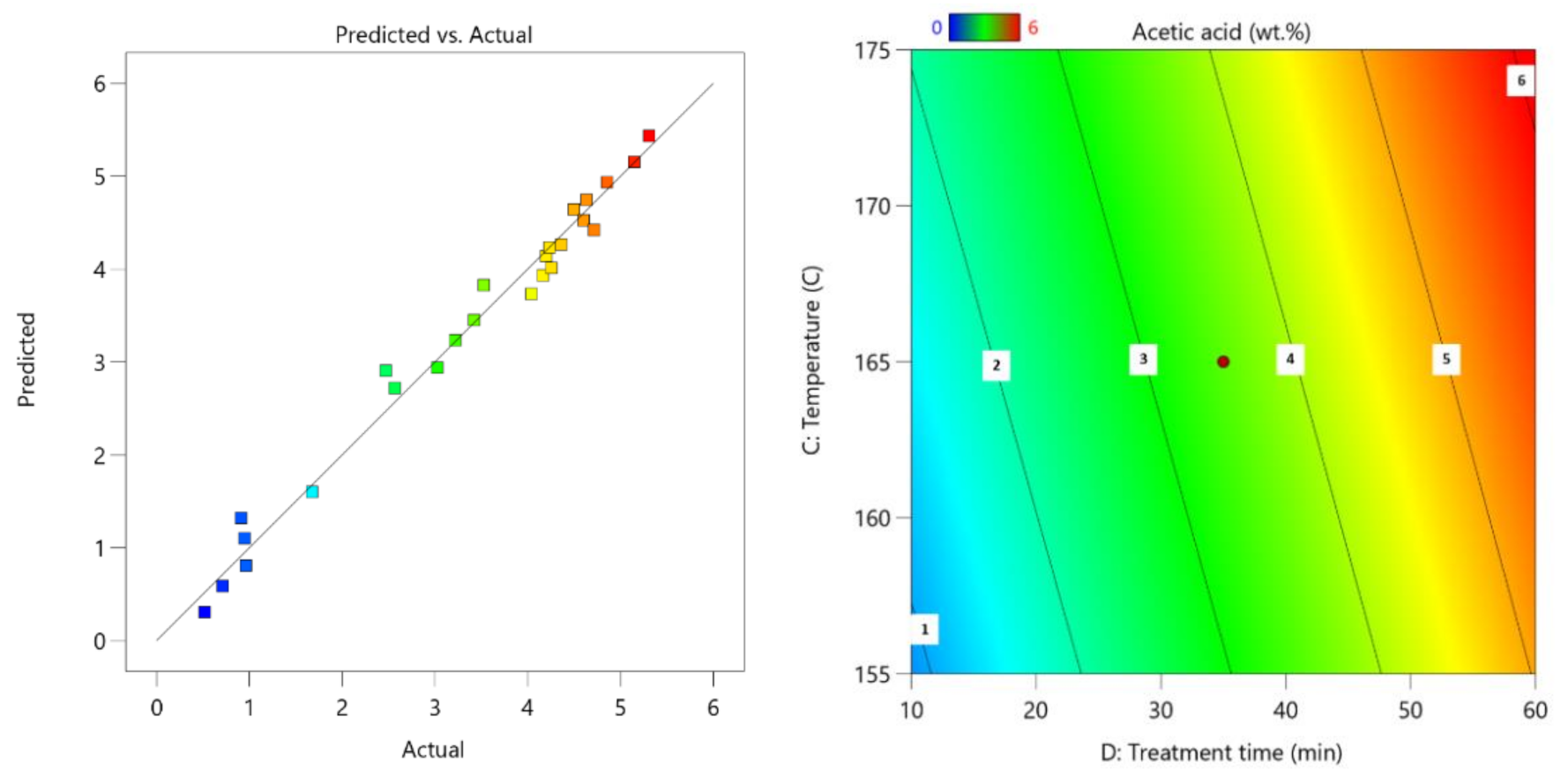
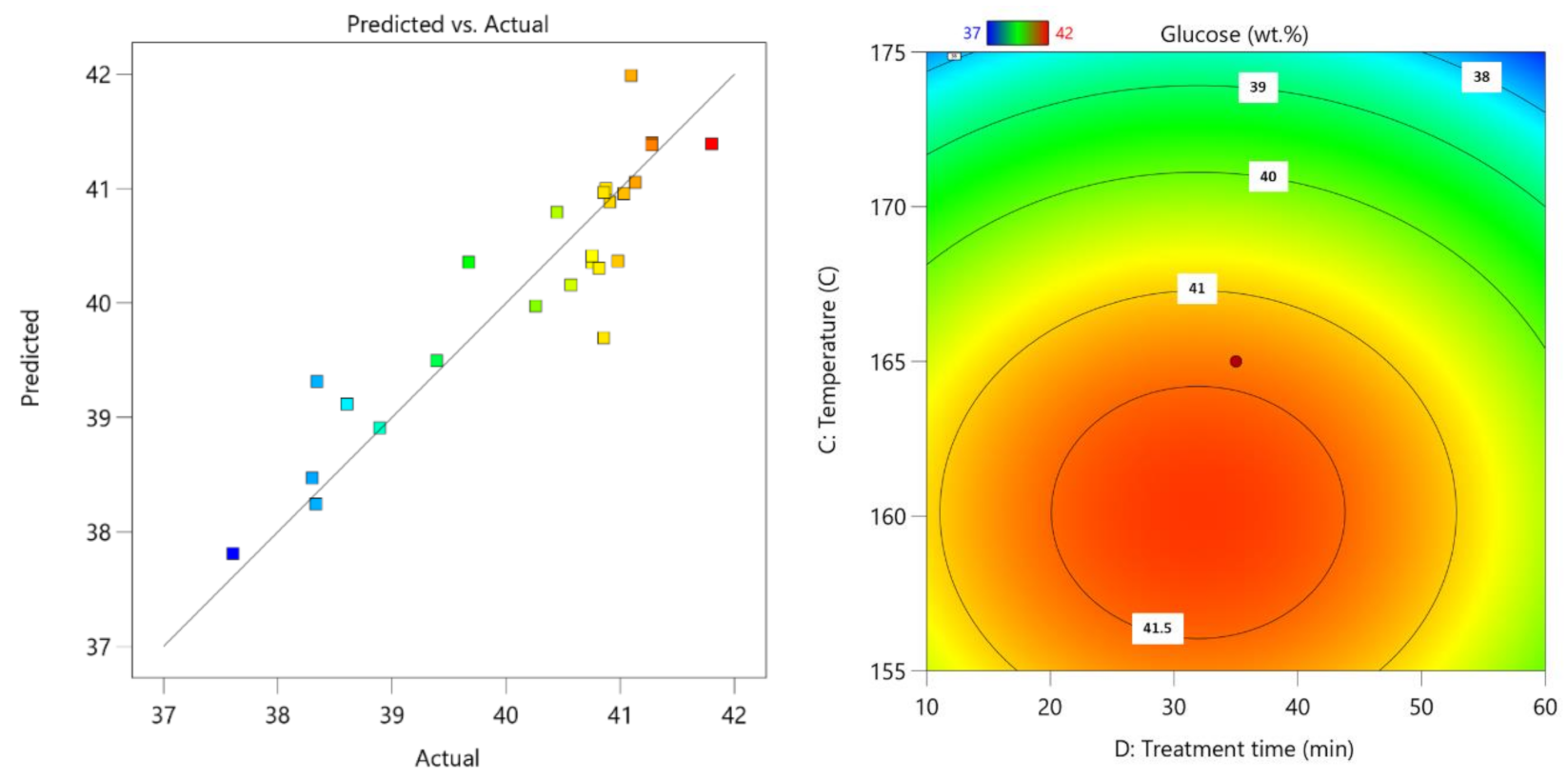
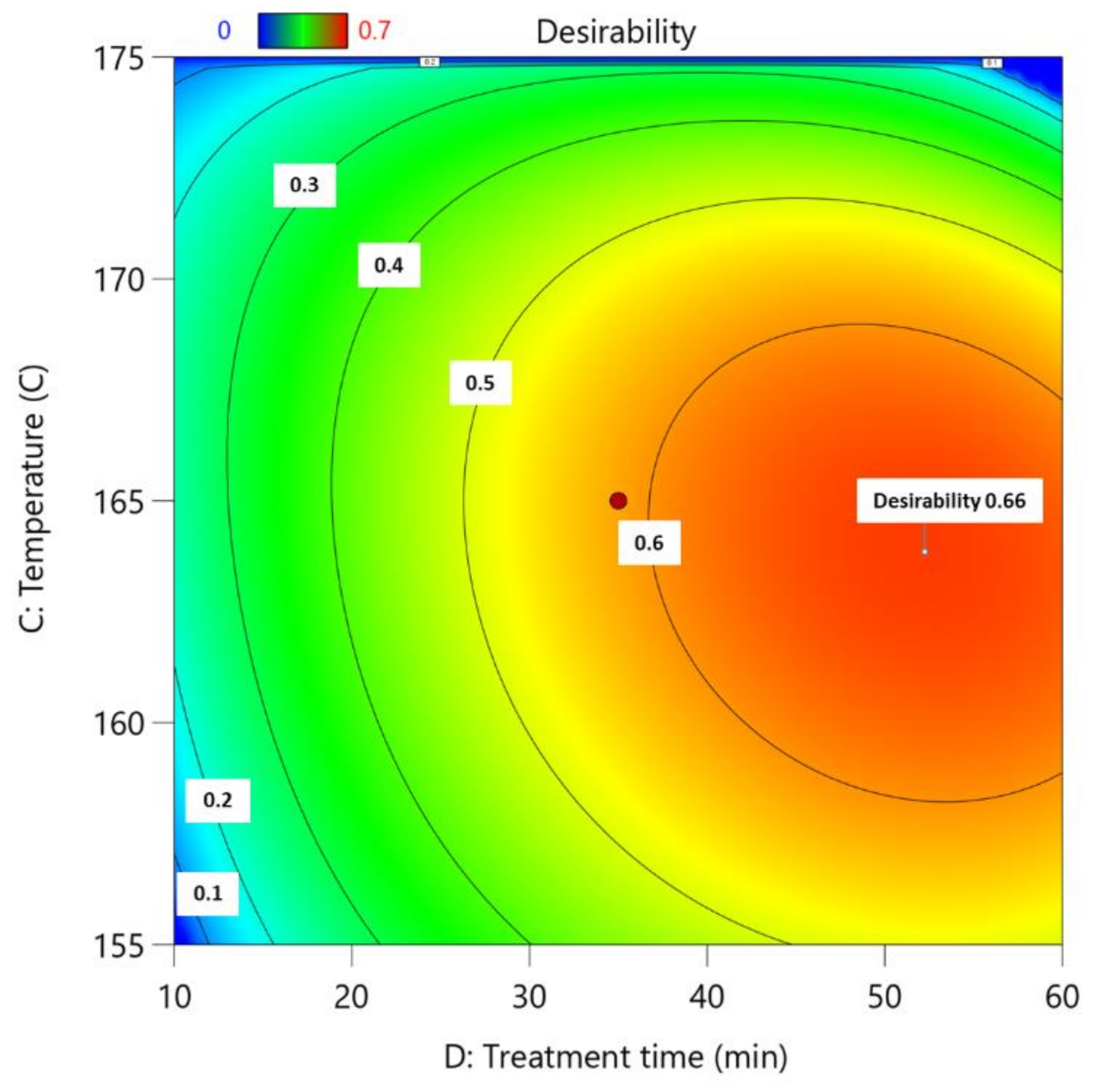
3.5. Experimental Design Optimization Using DesignExpert11
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Siddi, M. The European Green Deal: Assessing Its Current State and Future Implementation; FIIA Working Paper; Finish Institute of Insternational Affairs, Helsinki, Finland, 2020; p. 14. FIIA Working Paper; Finish Institute of Insternational Affairs: Helsinki, Finland, 2020; p. 14. [Google Scholar]
- Oberthür, S. Hard or Soft Governance? The EU’s Climate and Energy Policy Framework for 2030. Politics Gov. 2019, 7, 17–27. [Google Scholar] [CrossRef] [Green Version]
- Clark, J.; Deswarte, F. The Biorefinery Concept. In Introduction to Chemicals from Biomass; Clark, J., Deswarte, F., Eds.; Wiley: Hoboken, NJ, USA, 2015; pp. 1–29. ISBN 9781118714485. [Google Scholar]
- Balan, V.; Bals, B.; Chundawat, S.P.S.; Marshall, D.; Dale, B.E. Lignocellulosic Biomass Pretreatment Using AFEX. Methods Mol. Biol. (Clifton N. J.) 2009, 581, 61–77. [Google Scholar] [CrossRef]
- Adsul, M.G.; Singhvi, M.S.; Gaikaiwari, S.A.; Gokhale, D.V. Development of Biocatalysts for Production of Commodity Chemicals from Lignocellulosic Biomass. Bioresour. Technol. 2011, 102, 4304–4312. [Google Scholar] [CrossRef]
- Isikgor, F.H.; Becer, C.R. Lignocellulosic Biomass: A Sustainable Platform for the Production of Bio-Based Chemicals and Polymers. Polym. Chem. 2015, 6, 4497–4559. [Google Scholar] [CrossRef] [Green Version]
- Yahyazadeh, A. Extraction and Investigation of Furfural in Tea Leaves and Comparing with Furfural in Rice Hull. J. Pharm. Res. 2011, 4, 4338–4339. [Google Scholar]
- Huber, G.W.; Dumesic, J.A. An Overview of Aqueous-Phase Catalytic Processes for Production of Hydrogen and Alkanes in a Biorefinery. Catal. Today 2006, 111, 119–132. [Google Scholar] [CrossRef]
- Wojcik, B.H. Catalytic Hydrogenation of Furan Compounds. Ind. Eng. Chem. 1948, 40, 210–216. [Google Scholar] [CrossRef]
- Cai, C.M.; Zhang, T.; Kumar, R.; Wyman, C.E. Integrated Furfural Production as a Renewable Fuel and Chemical Platform from Lignocellulosic Biomass. J. Chem. Technol. Biotechnol. 2014, 89, 2–10. [Google Scholar] [CrossRef]
- Yemiş, O.; Mazza, G. Acid-Catalyzed Conversion of Xylose, Xylan and Straw into Furfural by Microwave-Assisted Reaction. Bioresour. Technol. 2011, 102, 7371–7378. [Google Scholar] [CrossRef]
- Riansa-Ngawong, W.; Prasertsan, P. Optimization of Furfural Production from Hemicellulose Extracted from Delignified Palm Pressed Fiber Using a Two-Stage Process. Carbohydr. Res. 2011, 346, 103–110. [Google Scholar] [CrossRef]
- Vázquez, M.; Oliva, M.; Téllez-Luis, S.J.; Ramírez, J.A. Hydrolysis of Sorghum Straw Using Phosphoric Acid: Evaluation of Furfural Production. Bioresour. Technol. 2007, 98, 3053–3060. [Google Scholar] [CrossRef] [PubMed]
- Demirbas, A. Competitive Liquid Biofuels from Biomass. Appl. Energy 2011, 88, 17–28. [Google Scholar] [CrossRef]
- Gomez, L.D.; Steele-King, C.G.; McQueen-Mason, S.J. Sustainable Liquid Biofuels from Biomass: The Writing’s on the Walls. New Phytol. 2008, 178, 473–485. [Google Scholar] [CrossRef] [PubMed]
- Lachowicz, H.; Wróblewska, H.; Sajdak, M.; Komorowicz, M.; Wojtan, R. The Chemical Composition of Silver Birch (Betula Pendula Roth.) Wood in Poland Depending on Forest Stand Location and Forest Habitat Type. Cellulose 2019, 26, 3047–3067. [Google Scholar] [CrossRef] [Green Version]
- Brazdausks, P.; Puke, M.; Vedernikovs, N.; Kruma, I. Influence of Biomass Pretreatment Process Time on Furfural Extraction from Birch Wood. Rigas Teh. Univ. Zinat. Raksti 2013, 11, 5. [Google Scholar] [CrossRef] [Green Version]
- Yang, W.; Li, P.; Bo, D.; Chang, H. The Optimization of Formic Acid Hydrolysis of Xylose in Furfural Production. Carbohydr. Res. 2012, 357, 53–61. [Google Scholar] [CrossRef]
- Anthonia, E.E.; Philip, H.S. An Overview of the Applications of Furfural and Its Derivatives. Int. J. Adv. Chem. 2015, 3, 42–47. [Google Scholar]
- Vedernikov, N.; Kruma, I.; Puke, M. Furfural and Bioethanol Production from Hardwood and Agricultural Waste. In Proceedings of the UEAA General Assembly and the Associated Workshop: Renewable Energy Resources, Production and Technologies, 5, Riga, Latvia, 28–31 May 2008. [Google Scholar]
- Puke, M.; Godina, D.; Kirpluks, M.; Rizikovs, J.; Brazdausks, P. Residual Birch Wood Lignocellulose after 2-Furaldehyde Production as a Potential Feedstock for Obtaining Fiber. Polymers 2021, 13, 1816. [Google Scholar] [CrossRef] [PubMed]
- Bhaumik, P.; Dhepe, P.L. Exceptionally High Yields of Furfural from Assorted Raw Biomass over Solid Acids. RSC Adv. 2014, 4, 26215–26221. [Google Scholar] [CrossRef]
- Campos Molina, M.J.; Mariscal, R.; Ojeda, M.; López Granados, M. Cyclopentyl Methyl Ether: A Green Co-Solvent for the Selective Dehydration of Lignocellulosic Pentoses to Furfural. Bioresour. Technol. 2012, 126, 321–327. [Google Scholar] [CrossRef]
- Baker, D.A.; Gallego, N.C.; Baker, F.S. On the Characterization and Spinning of an Organic-Purified Lignin toward the Manufacture of Low-Cost Carbon Fiber. J. Appl. Polym. Sci. 2012, 124, 227–234. [Google Scholar] [CrossRef]
- Demirbas, M.F. Current Technologies for Biomass Conversion into Chemicals and Fuels. Energy Sources Part A Recovery Util. Environ. Eff. 2006, 28, 1181–1188. [Google Scholar] [CrossRef]
- Hüttermann, A.; Mai, C.; Kharazipour, A. Modification of Lignin for the Production of New Compounded Materials. Appl. Microbiol. Biotechnol. 2001, 55, 384–387. [Google Scholar] [CrossRef]
- Technical Association of Pulp and Paper Industry. T204 Solvent Extractives of Wood and Pulp; Lin, T., Ed.; InTech: London, United Kingdom, 2011. [Google Scholar]
- Technical Association of Pulp and Paper Industry. Ash in Wood, Pulp, Paper and Paperboard: Combustion at 525 °C. TAPPI Test Methods; Lin, T., Ed.; InTech: London, UK, 2009; Volume 1995, pp. 1–173. [Google Scholar]
- Padilla-Rascón, C.; Romero-García, J.M.; Ruiz, E.; Castro, E. Optimization with Response Surface Methodology of Microwave-Assisted Conversion of Xylose to Furfural. Molecules 2020, 25, 3574. [Google Scholar] [CrossRef]
- Mittal, A.; Black, S.K.; Vinzant, T.B.; O’Brien, M.; Tucker, M.P.; Johnson, D.K. Production of Furfural from Process-Relevant Biomass-Derived Pentoses in a Biphasic Reaction System. ACS Sustain. Chem. Eng. 2017, 5, 5694–5701. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Catalyst Conc., (c) | Temperature, (T) | Catalyst Amo., (m) | Treatment Time, (τ) |
|---|---|---|---|---|
| % | °C | wt.% | min | |
| 1 | 70 | 175 | 4 | 10 |
| 2 | 70 | 165 | 5 | 10 |
| 3 | 85 | 165 | 4 | 60 |
| 4 | 85 | 165 | 3 | 35 |
| 5 | 85 | 155 | 4 | 35 |
| 6 | 70 | 155 | 4 | 10 |
| 7 | 55 | 165 | 3 | 35 |
| 8 | 70 | 165 | 3 | 60 |
| 9 | 85 | 175 | 4 | 35 |
| 10 | 55 | 165 | 5 | 35 |
| 11 | 70 | 155 | 5 | 35 |
| 12 | 55 | 155 | 4 | 35 |
| 13 | 70 | 175 | 3 | 35 |
| 14 | 70 | 155 | 4 | 60 |
| 15 | 70 | 165 | 3 | 10 |
| 16 | 70 | 165 | 4 | 35 |
| 17 | 85 | 165 | 5 | 35 |
| 18 | 70 | 175 | 4 | 60 |
| 19 | 70 | 155 | 3 | 35 |
| 20 | 55 | 165 | 4 | 10 |
| 21 | 55 | 175 | 4 | 35 |
| 22 | 70 | 175 | 5 | 35 |
| 23 | 70 | 165 | 5 | 60 |
| 24 | 85 | 165 | 4 | 10 |
| 25 | 55 | 165 | 4 | 60 |
| Compound | Amount (% of o.d.m.) |
|---|---|
| Extractives (ethanol-benzene) | 4.24 ± 0.06 |
| Extractives (hot water) | 1.57 ± 0.44 |
| Glucan | 37.84 ± 0.05 |
| Xylan | 21.96 ± 0.06 |
| Galactan | 0.83 ± 0.05 |
| Arabinan | 0.66 ± 0.06 |
| Mannan | 1.56 ± 0.50 |
| Acid-insoluble lignin | 19.42 ± 0.04 |
| Acid-soluble lignin | 3.71 ± 0.06 |
| Ash | 0.60 ± 0.01 |
| Acetyl group amount | 4.80 ± 0.30 |
| Other unidentified compounds | 1.32 ± 0.05 |
| No. of Experiments | Amount, %.o.d.m. | ||||
|---|---|---|---|---|---|
| Formic Acid | Acetic Acid | Levulinic Acid | 5-HMF | 2-Furaldehyde | |
| 1 | 0.22 ± 0.01 | 1.68 ± 0.01 | 0.05 ± 0.04 | <0.01 | 1.42 ± 0.10 |
| 2 | 0.14 ± 0.02 | 0.91 ± 0.03 | <0.01 | <0.01 | 0.51 ± 0.04 |
| 3 | 0.59 ± 0.02 | 4.86 ± 0.01 | 0.05 ± 0.01 | 0.03 ± 0.01 | 7.05 ± 0.11 |
| 4 | 0.35 ± 0.02 | 3.53 ± 0.01 | 0.04 ± 0.01 | <0.01 | 2.78 ± 0.04 |
| 5 | 0.29 ± 0.11 | 3.22 ± 0.03 | 0.03 ± 0.01 | <0.01 | 1.55 ± 0.19 |
| 6 | 0.09 ± 0.05 | 0.52 ± 0.04 | <0.01 | <0.01 | 0.17 ± 0.09 |
| 7 | 0.38 ± 0.03 | 2.47 ± 0.11 | 0.04 ± 0.01 | <0.01 | 2.45 ± 0.07 |
| 8 | 0.52 ± 0.01 | 4.71 ± 0.01 | 0.05 ± 0.01 | 0.02 ± 0.01 | 5.60 ± 0.02 |
| 9 | 0.53 ± 0.06 | 4.60 ± 0.01 | 0.05 ± 0.01 | 0.02 ± 0.01 | 6.62 ± 0.09 |
| 10 | 0.40 ± 0.01 | 4.36 ± 0.02 | 0.03 ± 0.01 | 0.01 ± 0.01 | 4.26 ± 0.02 |
| 11 | 0.31 ± 0.04 | 3.42 ± 0.02 | 0.03 ± 0.01 | <0.01 | 1.78 ± 0.03 |
| 12 | 0.28 ± 0.11 | 3.03 ± 0.03 | 0.03 ± 0.01 | <0.01 | 1.34 ± 0.04 |
| 13 | 0.48 ± 0.06 | 4.25 ± 0.02 | 0.06 ± 0.01 | 0.02 ± 0.01 | 5.79 ± 0.05 |
| 14 | 0.40 ± 0.01 | 4.20 ± 0.01 | 0.04 ± 0.01 | 0.01 ± 0.01 | 2.91 ± 0.20 |
| 15 | 0.13 ± 0.03 | 0.71 ± 0.03 | 0.01 ± 0.01 | <0.01 | 0.38 ± 0.01 |
| 16 | 0.40 ± 0.07 | 4.04 ± 0.01 | 0.03 ± 0.01 | <0.01 | 3.58 ± 0.01 |
| 17 | 0.43 ± 0.01 | 4.16 ± 0.01 | 0.04 ± 0.01 | 0.01 ± 0.01 | 3.94 ± 0.03 |
| 18 | 0.67 ± 0.04 | 5.3 ± 0.02 | 0.08 ± 0.02 | 0.06 ± 0.01 | 10.04 ± 0.02 |
| 19 | 0.27 ± 0.07 | 2.57 ± 0.01 | 0.03 ± 0.01 | <0.01 | 1.05 ± 0.14 |
| 20 | 0.15 ± 0.07 | 0.96 ± 0.01 | <0.01 | <0.01 | 0.52 ± 0.08 |
| 21 | 0.47 ± 0.03 | 4.24 ± 0.01 | 0.05 ± 0.01 | 0.02 ± 0.01 | 5.48 ± 0.04 |
| 22 | 0.54 ± 0.03 | 4.63 ± 0.01 | 0.05 ± 0.01 | 0.02 ± 0.01 | 6.85 ± 0.04 |
| 23 | 0.62 ± 0.01 | 5.15 ± 0.01 | 0.05 ± 0.02 | 0.03 ± 0.01 | 7.19 ± 0.01 |
| 24 | 0.15 ± 0.04 | 0.95 ± 0.01 | 0.02 ± 0.01 | <0.01 | 0.52 ± 0.14 |
| 25 | 0.52 ± 0.08 | 4.50 ± 0.02 | 0.02 ± 0.01 | 0.02 ± 0.01 | 5.82 ± 0.03 |
| No. of Experiments | Amount, %.o.d.m. | ||||
|---|---|---|---|---|---|
| Glucan | Xylan | Arabinan | Galactan | Mannan | |
| 40.10 ± 4.00 | 21.90 ± 0.51 | 0.51 ± 0.21 | 2.09 ± 0.17 | 1.14 ± 0.08 | |
| 1 | 40.12 ± 5.11 | 22.31 ± 0.30 | 0.82 ± 0.54 | 1.87 ± 0.12 | 1.30 ± 0.16 |
| 2 | 46.12 ± 6.00 | 15.51 ± 1.71 | 0.42 ± 0.23 | 1.86 ± 0.18 | 0.96 ± 0.05 |
| 3 | 40.13 ± 6.12 | 20.63 ± 0.20 | 0.51 ± 0.31 | 1.90 ± 0.12 | 1.06 ± 0.01 |
| 4 | 39.00 ± 6.00 | 21.71 ± 0.21 | 0.53 ± 0.22 | 1.79 ± 0.15 | 0.88 ± 0.05 |
| 5 | 36.12 ± 5.10 | 22.81 ± 0.08 | 0.41 ± 0.20 | 1.86 ± 0.32 | 0.99 ± 0.04 |
| 6 | 41.10 ± 5.11 | 21.60 ± 0.50 | 0.31 ± 0.10 | 2.26 ± 0.19 | 0.74 ± 0.03 |
| 7 | 43.13 ± 5.10 | 17.20 ± 0.40 | 0.27 ± 0.10 | 2.32 ± 0.14 | 0.76 ± 0.05 |
| 8 | 44.12 ± 5.00 | 13.51 ± 0.51 | 0.29 ± 0.11 | 1.75 ± 0.01 | 0.59 ± 0.04 |
| 9 | 42.11 ± 5.10 | 19.86 ± 0.04 | 0.38 ± 0.11 | 2.35 ± 0.03 | 0.80 ± 0.04 |
| 10 | 39.11 ± 4.13 | 22.14 ± 0.06 | 0.37 ± 0.11 | 2.08 ± 0.02 | 0.99 ± 0.05 |
| 11 | 38.00 ± 4.10 | 22.11 ± 0.06 | 0.47 ± 0.03 | 2.37 ± 0.01 | 0.97 ± 0.05 |
| 12 | 45.11 ± 5.12 | 14.21 ± 0.41 | 0.30 ± 0.20 | 0.74 ± 0.19 | 0.97 ± 0.24 |
| 13 | 40.11 ± 5.00 | 19.12 ± 0.71 | 0.60 ± 0.40 | 0.69 ± 0.10 | 1.11 ± 0.12 |
| 14 | 37.13 ± 5.00 | 22.50 ± 0.06 | 0.61 ± 0.22 | 0.84 ± 0.01 | 1.08 ± 0.04 |
| 15 | 42.14 ± 6.00 | 18.83 ± 0.24 | 0.38 ± 0.05 | 0.82 ± 0.07 | 0.72 ± 0.02 |
| 16 | 43.10 ± 6.11 | 18.47 ± 0.11 | 0.38 ± 0.10 | 0.56 ± 0.13 | 0.72 ± 0.08 |
| 17 | 46.10 ± 4.12 | 17.82 ± 0.10 | 0.17 ± 0.11 | 0.90 ± 0.01 | 0.80 ± 0.03 |
| 18 | 39.10 ± 3.13 | 22.86 ± 0.14 | 0.29 ± 0.07 | 2.60 ± 0.04 | 0.71 ± 0.05 |
| 19 | 37.11 ± 4.00 | 23.21 ± 0.51 | 0.33 ± 0.07 | 2.69 ± 0.02 | 0.83 ± 0.08 |
| 20 | 43.13 ± 5.00 | 15.20 ± 0.11 | 0.22 ± 0.03 | 1.98 ± 0.01 | 0.69 ± 0.05 |
| 21 | 45.12 ± 6.13 | 12.91 ± 0.21 | 0.22 ± 0.06 | 1.82 ± 0.18 | 0.53 ± 0.02 |
| 22 | 44.12 ± 5.10 | 16.43 ± 0.43 | 0.23 ± 0.03 | 1.59 ± 0.08 | 0.56 ± 0.03 |
| 23 | 37.00 ± 4.00 | 22.66 ± 0.02 | 0.37 ± 0.06 | 3.08 ± 0.02 | 0.84 ± 0.05 |
| 24 | 44.12 ± 3.00 | 15.21 ± 0.71 | 0.26 ± 0.02 | 2.45 ± 0.14 | 0.67 ± 0.01 |
| No. of Experiments | Amount, %.o.d.m. | ||||
|---|---|---|---|---|---|
| Formic Acid | Acetic Acid | Levulinic Acid | 5-HMF | 2-Furaldehyde | |
| 0.53 ± 0.01 | 1.26 ± 0.01 | 0.70 ± 0.04 | 0.40 ± 0.01 | 3.03 ± 0.10 | |
| 1 | 0.44 ± 0.02 | 1.87 ± 0.03 | 0.63 ± 0.03 | 0.37 ± 0.01 | 3.02 ± 0.04 |
| 2 | 0.51 ± 0.02 | 0.46 ± 0.01 | 0.82 ± 0.03 | 0.43 ± 0.05 | 2.31 ± 0.11 |
| 3 | 0.51 ± 0.02 | 1.10 ± 0.01 | 0.63 ± 0.02 | 0.36 ± 0.01 | 2.87 ± 0.04 |
| 4 | 0.46 ± 0.11 | 1.22 ± 0.03 | 0.55 ± 0.04 | 0.35 ± 0.01 | 2.82 ± 0.19 |
| 5 | 0.40 ± 0.05 | 2.58 ± 0.04 | 0.48 ± 0.01 | 0.34 ± 0.02 | 2.93 ± 0.09 |
| 6 | 0.37 ± 0.03 | 1.07 ± 0.11 | 0.46 ± 0.12 | 0.40 ± 0.01 | 2.68 ± 0.07 |
| 7 | 0.35 ± 0.01 | 0.59 ± 0.01 | 0.62 ± 0.01 | 0.39 ± 0.01 | 2.39 ± 0.02 |
| 8 | 0.48 ± 0.06 | 0.42 ± 0.01 | 0.77 ± 0.04 | 0.42 ± 0.01 | 2.17 ± 0.09 |
| 9 | 0.44 ± 0.01 | 0.69 ± 0.02 | 0.62 ± 0.02 | 0.39 ± 0.01 | 2.72 ± 0.02 |
| 10 | 0.39 ± 0.04 | 1.12 ± 0.02 | 0.53 ± 0.04 | 0.37 ± 0.01 | 2.72 ± 0.03 |
| 11 | 0.43 ± 0.11 | 1.40 ± 0.03 | 0.50 ± 0.03 | 0.37 ± 0.01 | 2.93 ± 0.04 |
| 12 | 0.50 ± 0.06 | 0.57 ± 0.02 | 0.74 ± 0.02 | 0.40 ± 0.01 | 2.33 ± 0.05 |
| 13 | 0.39 ± 0.01 | 0.84 ± 0.01 | 0.54 ± 0.01 | 0.42 ± 0.01 | 2.61 ± 0.21 |
| 14 | 0.43 ± 0.03 | 2.52 ± 0.03 | 0.49 ± 0.04 | 0.40 ± 0.01 | 3.06 ± 0.01 |
| 15 | 0.41 ± 0.07 | 0.71 ± 0.01 | 0.61 ± 0.03 | 0.42 ± 0.01 | 2.83 ± 0.01 |
| 16 | 0.43 ± 0.01 | 0.72 ± 0.01 | 0.66 ± 0.06 | 0.43 ± 0.01 | 2.82 ± 0.03 |
| 17 | 0.56 ± 0.04 | 0.30 ± 0.02 | 1.09 ± 0.06 | 0.44 ± 0.03 | 1.78 ± 0.02 |
| 18 | 0.51 ± 0.07 | 1.65 ± 0.01 | 0.60 ± 0.02 | 0.37 ± 0.01 | 2.77 ± 0.14 |
| 19 | 0.45 ± 0.07 | 2.06 ± 0.01 | 0.58 ± 0.01 | 0.37 ± 0.01 | 3.18 ± 0.08 |
| 20 | 0.63 ± 0.03 | 0.57 ± 0.01 | 0.84 ± 0.01 | 0.43 ± 0.01 | 2.38 ± 0.04 |
| 21 | 0.71 ± 0.03 | 0.44 ± 0.01 | 0.92 ± 0.04 | 0.42 ± 0.01 | 2.22 ± 0.04 |
| 22 | 0.68 ± 0.01 | 0.48 ± 0.01 | 0.84 ± 0.01 | 0.43 ± 0.01 | 2.28 ± 0.01 |
| 23 | 0.50 ± 0.04 | 2.05 ± 0.01 | 0.62 ± 0.04 | 0.40 ± 0.03 | 3.15 ± 0.14 |
| 24 | 0.51 ± 0.08 | 0.44 ± 0.01 | 0.68 ± 0.04 | 0.48 ± 0.01 | 2.05 ± 0.03 |
| Name | Goal | Lower Limit | Upper Limit | Lower Weight | Upper Weight | Importance |
|---|---|---|---|---|---|---|
| A:Catalyst conc. | Is in range | 55 | 85 | 1 | 1 | 1 |
| B:Catalyst amo. | Is in range | 3 | 5 | 1 | 1 | 1 |
| C:Temperature | minimize | 155 | 175 | 1 | 1 | 1 |
| D:Treatment time | is in range | 10 | 60 | 1 | 1 | 5 |
| 2-furaldehyde | maximize | 0 | 11 | 1 | 1 | 5 |
| Acetic acid | none | 0.52 | 5.31 | 1 | 1 | 3 |
| Glucose | maximize | 37.61 | 41.80 | 1 | 1 | 5 |
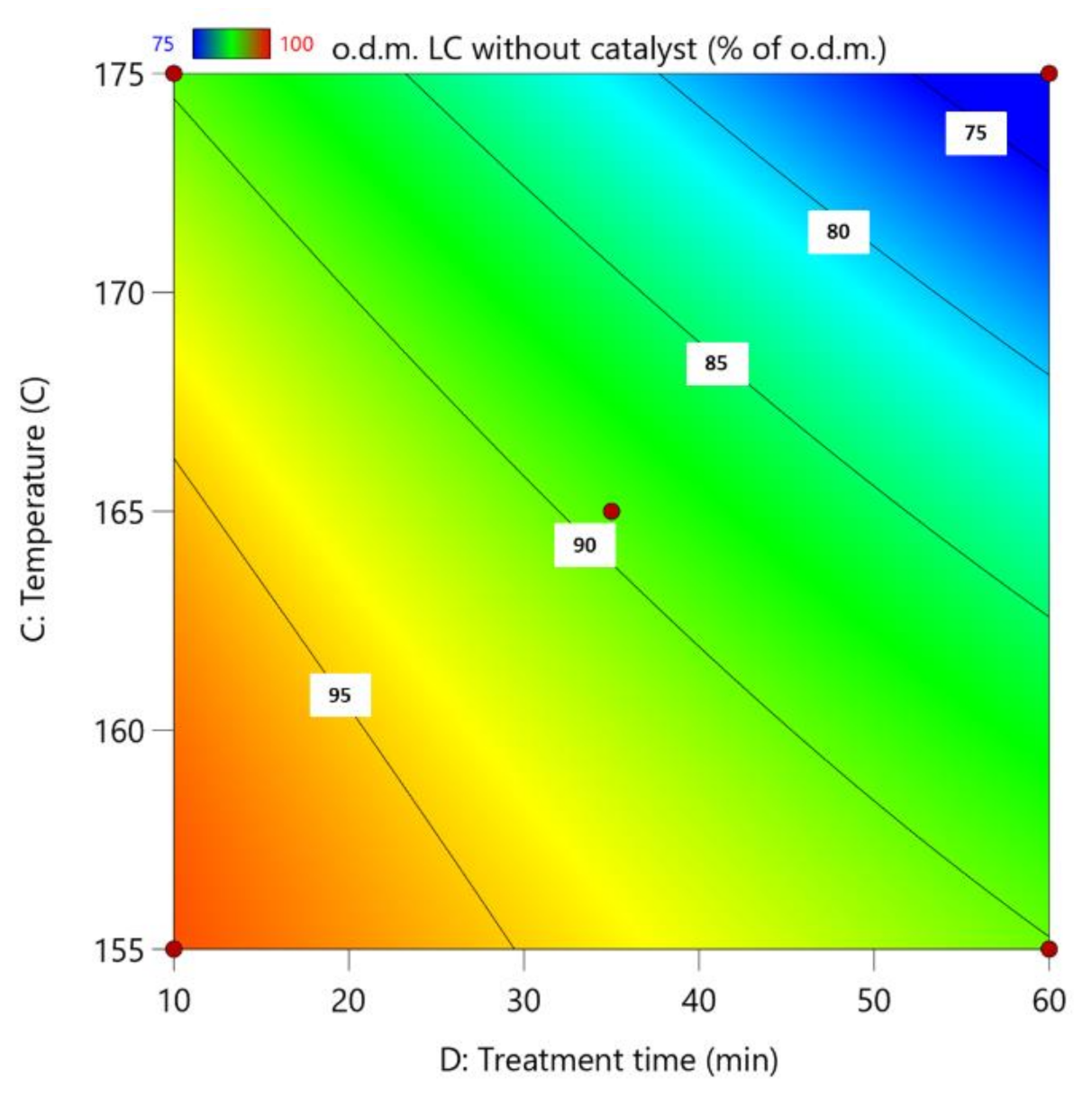
| o.d.m. LC without catalyst | none | 75.21 | 98.83 | 1 | 1 | 3 |
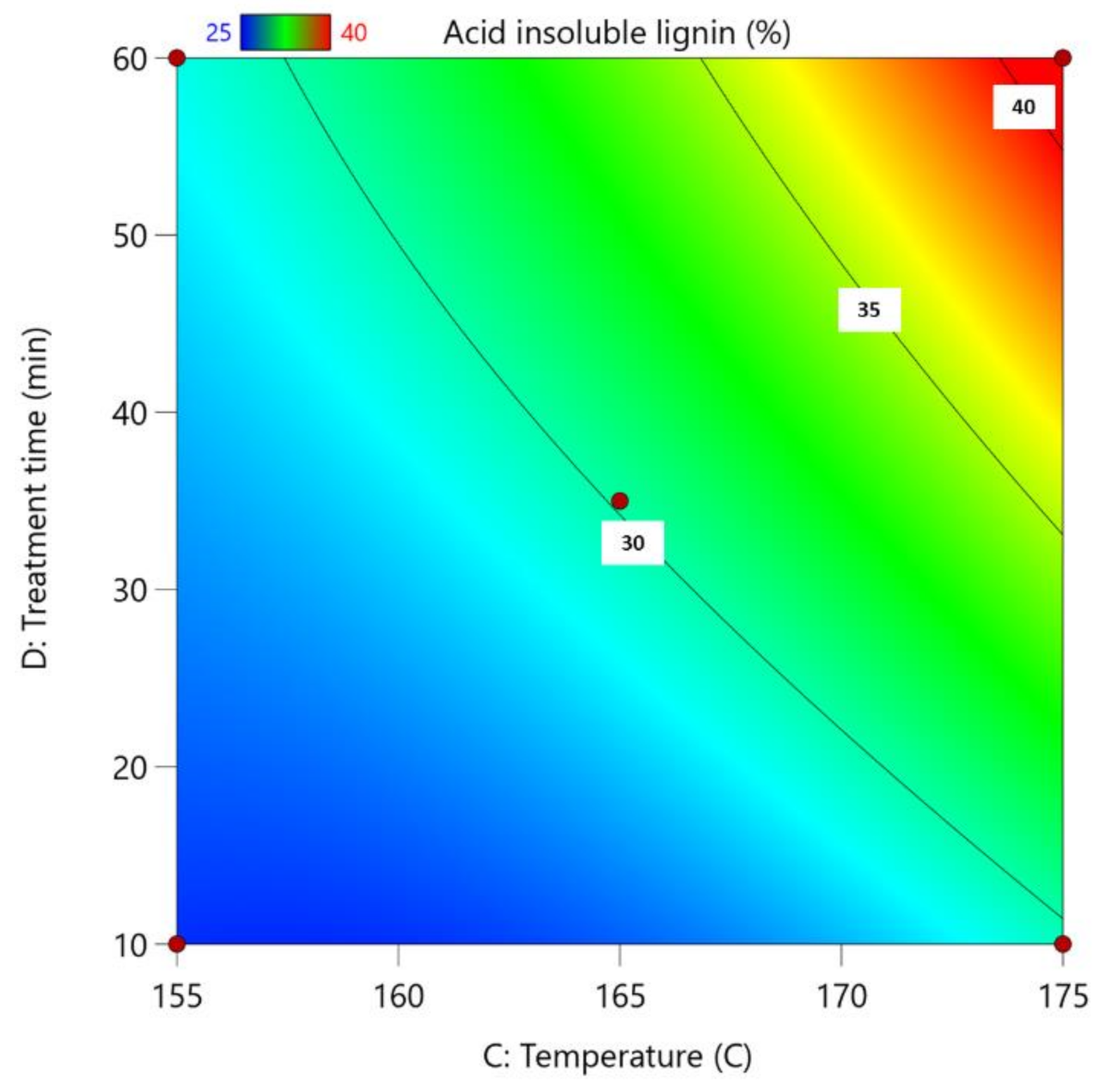
| Acid insoluble lignin | none | 25.50 | 41.71 | 1 | 1 | 3 |
| No. | Catalyst Conc. (c), % | Catalyst Amo. (m), wt.% | Temperature (T), °C | Treatment Time (τ), min | 2-Furaldehyde | Glucose | Desirability |
|---|---|---|---|---|---|---|---|
| 1 | 85 | 5 | 164 | 52 | 6 | 41 | 0.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Puke, M.; Godina, D.; Kirpluks, M.; Brazdausks, P.; Rizikovs, J. Characterization of Birch Wood Residue after 2-Furaldehyde Obtaining, for Further Integration in Biorefinery Processing. Polymers 2021, 13, 4366. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13244366
Puke M, Godina D, Kirpluks M, Brazdausks P, Rizikovs J. Characterization of Birch Wood Residue after 2-Furaldehyde Obtaining, for Further Integration in Biorefinery Processing. Polymers. 2021; 13(24):4366. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13244366
Chicago/Turabian StylePuke, Maris, Daniela Godina, Mikelis Kirpluks, Prans Brazdausks, and Janis Rizikovs. 2021. "Characterization of Birch Wood Residue after 2-Furaldehyde Obtaining, for Further Integration in Biorefinery Processing" Polymers 13, no. 24: 4366. https://0-doi-org.brum.beds.ac.uk/10.3390/polym13244366