1. Introduction
Plastic injection is one of the most affordable and broad thermoplastic polymer-related processes for mass production purposes in the industry [
1,
2]. It has four main steps that are (in a sequence) (i) melt plastic injection, (ii) packing in the mold, (iii) cooling process and (iv) ejection from the mold [
3]. The total consumed time during these steps is called total cyclic time whilst the cooling step shares 70% to 80% of the total cyclic time [
4]. Notwithstanding that all these steps have crucial importance on the plastic injection molding process, insufficient or low-quality cooling can result in negative impacts on the product quality like unwanted warpage and shrinkage. In general, there are two critical parameters to manage the cooling process well: cooling time and temperature uniformity on the mold surface. The decrease of cooling time is the desired point for performance improvements of the cooling step of the plastic injection molds since it can decrease the risks of warpage and shrinkage while it also achieves shorter cyclic time, which allows greater production rates. However, if the cooling time decrement cannot be adjusted well, it results in an increment in shrinkage opposite of the target of shrinkage minimization. Therefore, the decrease of cooling time should be controlled with the temperature distribution on the mold surface that is called temperature uniformity.
The cooling performance can be improved via two factors that are the mold material properties and the cooling application [
5]. Between these two factors, the cooling application is preferable because the mold material properties are mostly decided according to the mechanical properties like strength, weight, etc. rather than considering the thermal conductivity value. Thus, the mold materials are made of stainless-steel types in most plastic injection molding applications and the mold material is not considered as the cooling performance improvement factor in practical applications unless otherwise indicated. Traditional mold cooling involves drilling straight channels in the mold geometry. They are easy-to-fabricate, economically feasible, but also very basic that can result in an insufficient cooling process, especially for the complex plastic models. The complexity of plastic products is defined according to the challenging curves of the product, which are very difficult to be followed by the straight pathways of the traditional channels. Hence, cooling time and temperature non-uniformity increase, and they cause low product quality with defective results. To improve the cooling performance, optimum cooling parameters like channel spacing (distance between two straight-drilled channels), channel diameter, flow rate, and thermal properties of the circulated coolant through the channel can be used [
6,
7]. Nevertheless, the mentioned improvement approaches can be still insufficient for the complex plastic products due to the design limitations of the channels and traditional machining.
Differently from the traditional machining tools, the recent developments in additive manufacturing (AM) technology make the fabrication of complex but effective channels in affordable ways. Hereby, AM can be effectively used in the plastic injection mold processes [
8]. By means of the design and manufacturing flexibilities of AM tools [
9,
10], cooling channels can follow the complex contours of the plastic product in the mold geometry; hereby, they are named conformal cooling channels (CCCs). Compared to traditional channels, CCCs achieve a shorter cooling time that was found in the wide range of 15–50% with reference to refs. [
11,
12,
13]. Beard [
14] approximately calculated the profit income increment in the range of 27–55% corresponding to the decrement of cooling time by 20–40%. Dimla et al. [
15] found that the product improvement rate can reach up to 70% when the CCCs are considered in the injection molding process. However, as mentioned above, temperature uniformity is also a crucial factor and these two factors (cooling time and temperature uniformity) do not always go in parallel with each other because uncontrolled short cooling time may result in temperature non-uniformity. Also, due to the complex channel pathways in the mold, the pressure drop values of the circulated coolant becomes higher than the obtained pressure drops in traditional channels, which cause extra pump consumption and decrease the energy efficiency of the plastic injection molding process. Thus, the design and optimization of CCCs are crucial steps before implementing in a real environment.
Up to now, there have been various CCC applications for the plastic injection molding process. Different cross-sectional profiles are popular research motivations in the CCC development studies. Among different cross-sectional profiles, circular CCCs are generally the first-considered ones due to their simplicity. In ref. [
16], the CCC design was presented with the cross-sectional profile alternatives of circular, trapezoid, and rectangular for liquid cooling purposes in a battery pack. Besides the profile type, number of CCCs, the diameter of CCCs, the distance between CCC and mold surface were investigated. The use of CCCs improved the cooling performance up to 39% while the product performance (shrinkage, warpage, etc.) was enhanced by nearly 5%. Saifullah and Masood [
17] focused on the decrease of the total cyclic time of a plastic canister model in the plastic injection molding process. Comparing the traditional and conformal cooling channels, which both had circular cross-sectional profiles, it was seen that the CCCs reduced the totally cyclic time by up to 35% whilst the maximum temperature on the mold surface was decreased by nearly 30%. Following that study, Saifullah et al. [
18] considered the same plastic model and improved the cooling time by 37.5% using the high-conductive copper-supported bi-metallic conformal cooling channels. Mazur et al. [
19] performed a spiral pathway for the CCC design, which was not possible with traditional machining. The comparative study inferred that the spiral CCC provided 5 °C lower ejection temperature that is an improvement sign from the standpoints of shrinkage and warpage. Schmidt et al. [
20] conducted the CCC solution in two different mold material types: P-20 steel and 420 SS/bronze. The use of CCCs improved the cooling time by 32.7 and 19.8% whilst the corresponding shrinkage was decreased by 28.2% and 15.1% for P-20 steel and 420 SS/bronze, respectively. For more detailed examples of CCC applications and comparative analyses between traditional channels and CCCs, previously published review works [
3,
4,
21] can be referred to.
The aforementioned studies emphasize the importance of CCCs in the cooling step of the plastic injection mold process. It is also seen that each plastic product model has its own limitations so that the CCC design should be considered unique for each plastic product model. According to the product properties (e.g., polymer material properties, contours of plastic product-which affect the mold geometry-, injection & ejection temperature), CCCs may have different constraints. That is, the CCC application is a complex procedure from the initial design to the final printing process of the mold geometry. Even though the above-given literature and relevant review papers present useful insights, there are still research gaps for a better understanding of CCC applications. Therefore, we present a comprehensive procedure of the CCC fabrication from design to final product step using Direct Metal Laser Sintering (DMLS). For a specific mold geometry, we consider three different CCC types that are circular, elongated, and tapered CCCs. Also, using the flexibilities of the MAM technique, we integrated body-centered cubic (BCC) lattice structure into the tapered CCC and created another CCC type called BCC-integrated tapered CCC. After defining the design details, computational thermal simulations are explained with parametric performance maps. Then, the final dimensions of the CCCs are decided using the multi-criteria decision-making approach. Finally, the DMLS method is explained with printing parameters, and the final product (CCC-integrated mold geometry) is fabricated.
2. Outline of the Entire Process
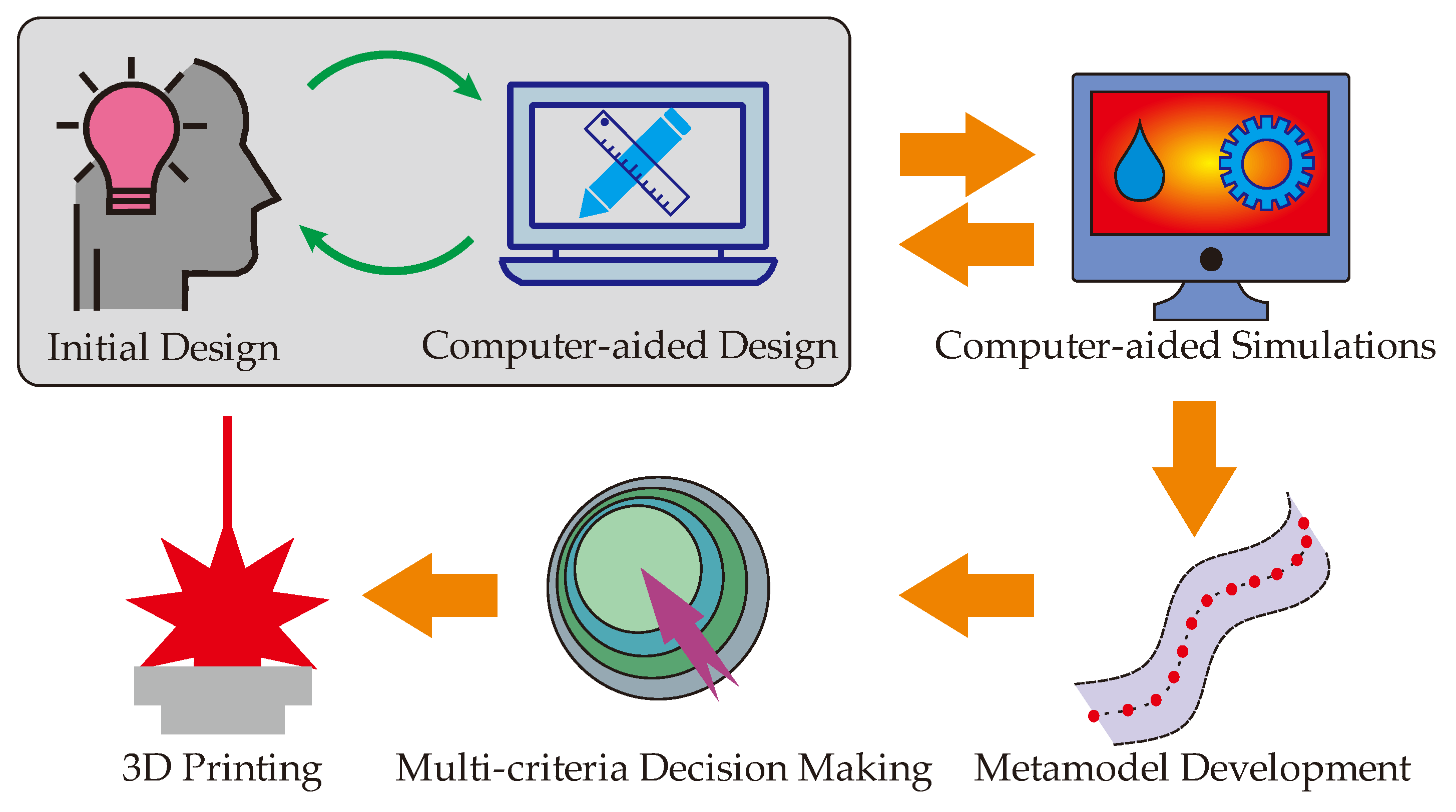
The entire process of the metal additive manufactured CCCs has six main steps from the initial design to the final fabrication. These main steps are common for all types of metal additive manufactured CCCs. However, additional steps or sub-steps can be integrated to this process; they depend on the selection & operation criteria of the designer, operator, and decision-maker.
Figure 1 projects the main steps of the entire process for developing the metal additive manufactured CCCs.
The first step is building the design-related opinions. In this step, the MAM machine-related design limitations, metal powder-related constraints, thermal performance boundaries of the target plastic product, weight & size limitations of the mold body and CCCs, etc. are considered in detail. It is suggested to combine ideas from all parts of the product that are from designers, engineers, operators, and customers. Hereby, common ground on the desired mold design can be reached and the next step, computer-aided design (CAD), takes place. Using the benefits of a 3-dimensional (3D) design environment, both designers and operators are able to see detailed points of the initial design. Then, considering the printability (including the repeatability of the printed products), printing time, maintenance, operation, etc., the CCC-based mold geometry becomes ready for computer-aided simulations. As shown in
Figure 1, a feedback mechanism (green arrows in the figure) should be built between the initial design and CAD steps.
Computer-aided simulations are the next step after the design-related steps, and it is strongly suggested for efficient analysis of the developed CCCs in the mold. Since the CCCs have complex pathways that follow the curves of the plastic product, their thermal & mechanical analyses are not as easy as the straight-drilled channels so that analytical thermal & mechanical models or the established correlations, which are feasible for straight-drilled channels in the manufacturing industry, are not applicable. To overcome these challenges, computer-aided simulations allow us a better understanding of thermal and mechanical performances before printing the product via MAM machines. Since the simulations are done in a computational environment, it is easy to re-design and re-simulate before finalizing the product design. Orange arrows in
Figure 1 deduce the second feedback mechanism in the entire process. Once the desired thermal & mechanical performance data is obtained, the next step becomes the metamodel development.
The metamodel development is a critical step between the computer-aided simulations and the final decision-making. Even though the computer-aided simulations allow us to analyze the thermal & mechanical performances of the mold geometry before printing it out, we still aim to reduce the computational process as much as possible because longer computational processes simply mean higher computational cost and more computational time. Therefore, we aim to minimize the computational process whilst we collect sufficient data for the understanding of the thermal & mechanical performances. That is, the performed simulations help to detect the lower and upper boundaries of the design space for the CCC-based mold geometry; they can also create additional simulation-based points in the design space. However, filling the design space with simulation data is computationally expensive and time-consuming so that the metamodeling approaches help up creating additional points in the design space. The metamodel definition is broad in engineering applications, in fact. However, for the CCC-related solutions, it can be considered as an approach of interpolation, which aims to calculate/predict accurate data among the simulated data in the design space. There are multiple types of metamodels for CCC-based mold geometries, and the selection of the metamodel should be done according to the dimensions of the design space. If the CCC-based mold geometry has three or fewer design variables, traditional interpolation approaches and neural networks are suggested to be applied. Both traditional interpolation approaches and neural network structures are efficient metamodels as they can process the calculation/prediction in a short time with accurate approximations. More details on traditional interpolation approaches and neural network applications can be found in refs. [
22,
23], respectively. In this study, we explain the entire process using a CCC-based mold geometry that has three different design variables so that the traditional interpolation or neural network structure is sufficient for accurate calculation/prediction. On the other hand, for the mold geometries that have a high number of design variables (4 or above), the traditional interpolation approaches are not able to provide accurate prediction since the dimension of the design space is large and results in significant uncertainties. Neural networks can still be applied for high dimensional design spaces, but it is also the fact that the accurate prediction via neural networks requires a large amount of input data for efficient training of the neural networks; this may result in too much computational effort. To deal with these challenges, a design of experiment (DoE) structure should be built before the computer-aided simulations. That is to say, a DoE structure, which can accurately work for high dimensional design spaces, should be located between the design and computer-aided simulation steps in
Figure 1. Hereby, the number of computational simulations can be economically managed using the preferred simulation points by the DoE structure. When the DoE analysis is done and the computational simulations are completed, statistical or discrete computing approaches can be preferred as metamodeling tools instead of traditional interpolation approaches or neural network structures. In one of our recent works [
24], we developed a hybrid method, called a combined Latin Hypercube Design (LHC) and Delaunay Triangulation (DT) approach. In this new method, the LHC structure (a type of DoE that is effective for high dimensional spaces) and the DT method are combined to accurately predict additional points in the high dimensional design space. Similar to this approach, other approaches can be developed for high dimensional cases. Independent of the number of design variables, the metamodel should provide a sufficient amount of data in the design space for the next step: multi-criteria decision making.
The multi-criteria decision making is the final step before the printing operations. It has a wide definition and there are several ways (e.g., analytical, numerical, geometric, graphical, optimization, or combined approaches) for multi-criteria decision-making approaches. We prefer using multiobjective optimization for both low- and high-dimensional spaces. In general, multiobjective optimization considers multiple objectives of a specific engineering problem to present the best trade-off point in the defined upper and lower bounds. In this manuscript, three different objectives are defined for the plastic mold geometry; which are cooling time, temperature non-uniformity, and pressure drop. All these objectives are related to thermal performance in the current study; however, if requested by designers, customers, or engineers’ mechanical performance-related objectives like fatigue life or maximum stress can be considered as one of the multiple objectives. For example, Erturk et al. [
25] experimentally investigated the mechanical performance of the lattice structures as microstructures. Nevertheless, the use of mechanical performance-related data (e.g., fatigue life) is recommended for constraints of the optimization problem instead of using them as objectives. For example, in the current study, all the developed design solutions must provide the mechanical strength of 1 million life cycles from the standpoint of fatigue life. The reason behind recommending mechanical performance as a constraint instead of one of the objectives is the basic logic of the manufacturing process. With the exceptions of some specific cases, the mechanical strength is generally asked for a minimum limit. If the mechanical strength is above the requested limit, the product is assumed satisfactory, and the manufacturing process continues as planned. This means that the minimum limit of mechanical performance-related data is vital while there are no strict conditions for the maximum limit. However, for thermal-fluid performance-related data like cooling time, temperature non-uniformity, and pressure drop; both minimum and maximum limits have pivotal roles so that they are suggested to be considered as objectives in the optimization problem. Once the design space is clarified with upper & lower bounds, the sufficient amount of data points via metamodels & computational simulations, and performance constraints; the multiobjective optimization procedure can be initiated. The multiple objectives of this study have minimization purposes since their minimum values mean shorter operation time, better product quality, and lower pump power requirement. However, in some cases, maximization can also be aimed. Therefore, minimization and maximization purposes should be defined very well before initiating the multiobjective optimization work. The results of the multiobjective optimization are plotted in the Pareto frontier screens so that the best trade-off point can be decided according to the weights of the objectives and/or preferences of the decision-maker, which can be human or machine. The selected best trade-off point represents the final design & optimization parameters of the desired CCC-based mold geometry. After this step, the final step is the MAM step. We use the Direct Metal Laser Sintering (DMLS) method in the current work; however, other techniques can be applied, inherently. The operating conditions of the printing process depend on the machine type and printing technique so that all the printing parameters should be assessed in detail to overcome potential faults or maloperations. In the sections below, each step is explained for a specific mold geometry.
4. Computational Model
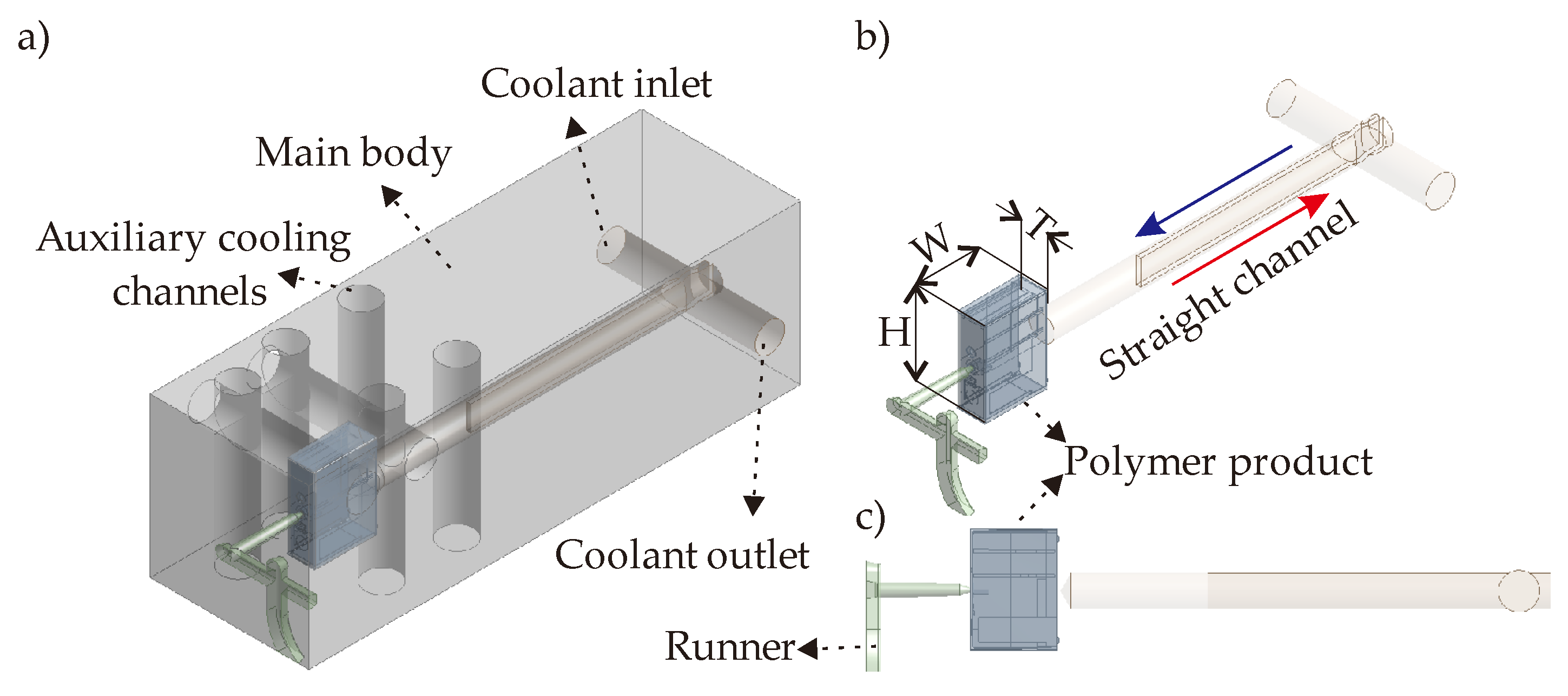
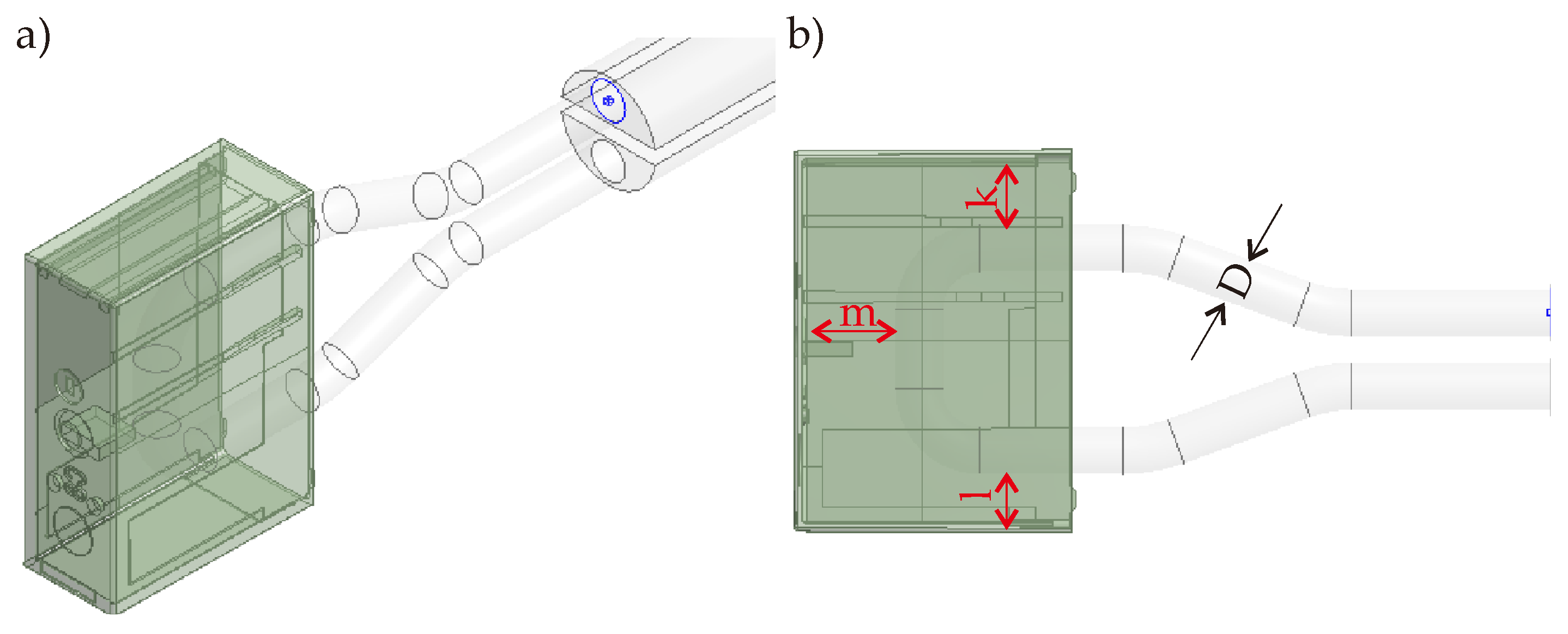
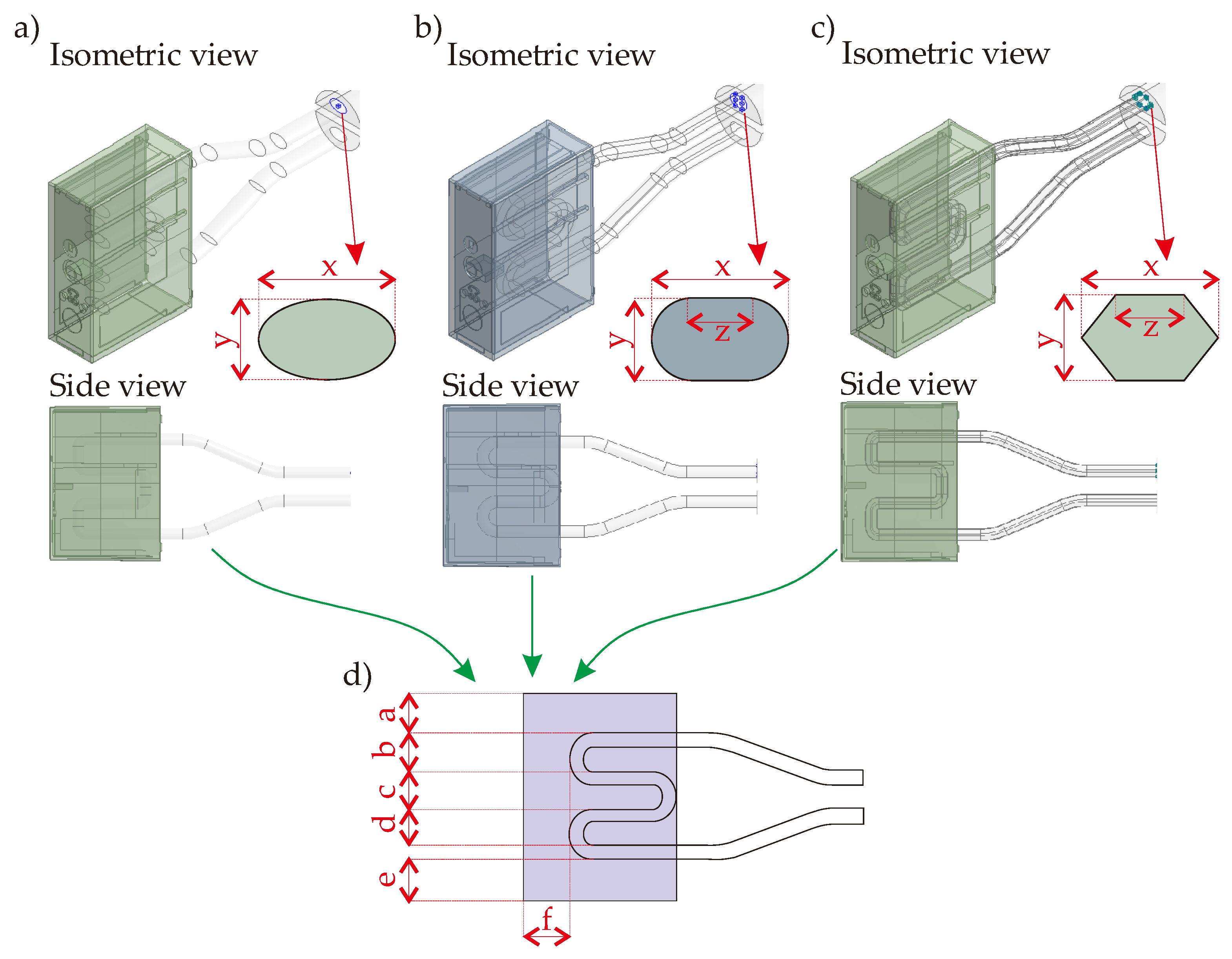
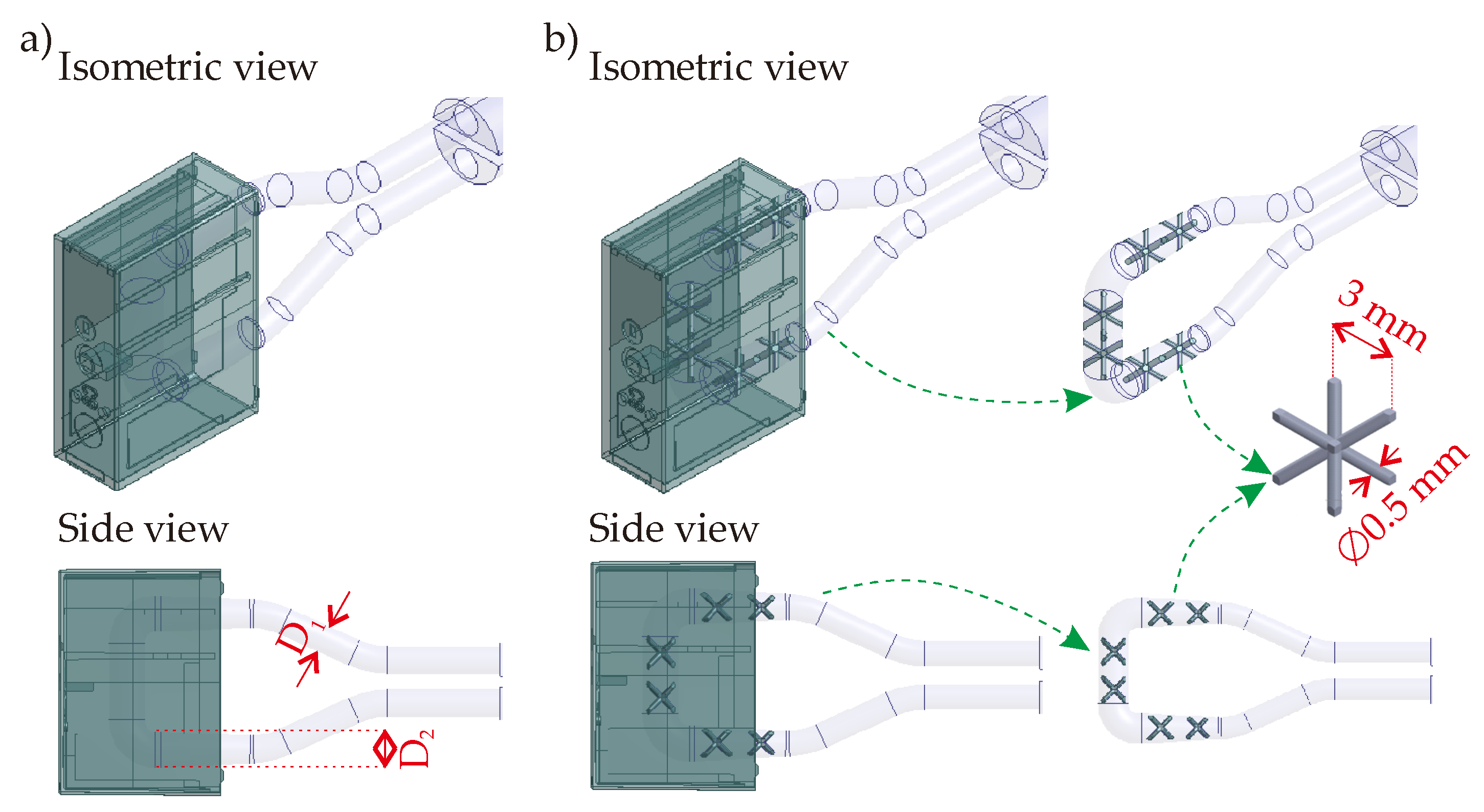
Computational simulations are performed using the main mold body shown in
Figure 2a. However, the main focus is the conformal cooling-related parts that are explained in detail in
Figure 3,
Figure 4 and
Figure 5. The current process is a three-dimensional (3D) transient heat transfer process so that the solution of mass, momentum, and energy equations must be clarified as presented in Equations (1)–(3), respectively,
where
and
is the velocity vector and the density of the coolant (water,
is time,
is pressure term,
is the dynamic viscosity of the coolant (water),
is the thermal conductivity of the coolant, and
is the heat capacity. It is worth noting that the current model does not take the polymer flow into the account so that its control volume starts with the transferred heat from the polymer to the mold body. In the case of polymer flow considerations, viscoelasticity-related terms of relevant polymer flow must be added to the governing equations above. Besides the computational solution of the coolant in the mold, there is also a transient heat transfer inside the mold (stainless steel) body via conduction. Thus, it is solved using the energy equation given in Equation (4),
where
,
, and
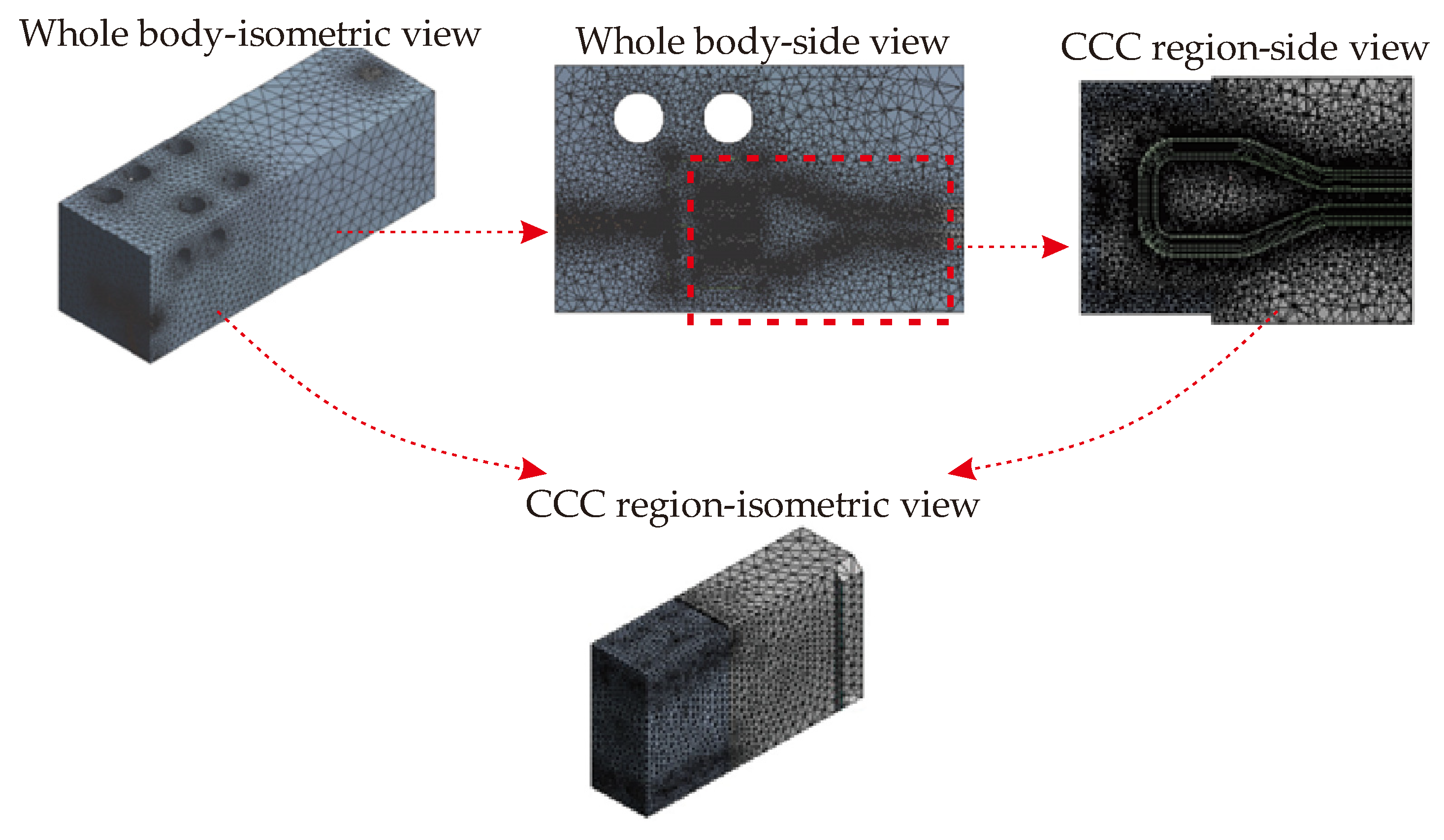
are the density, heat capacity, and thermal conductivity of the mold body. After defining the governing equations required for solutions of the computational model, the meshing process is completed via tetrahedral mesh that minimizes the number of mesh compared to other types. The mesh view of the solution model is shown in
Figure 6.
Even though the whole body (
Figure 2a) is used in the meshing step, we focus on the CCC region as illustrated in
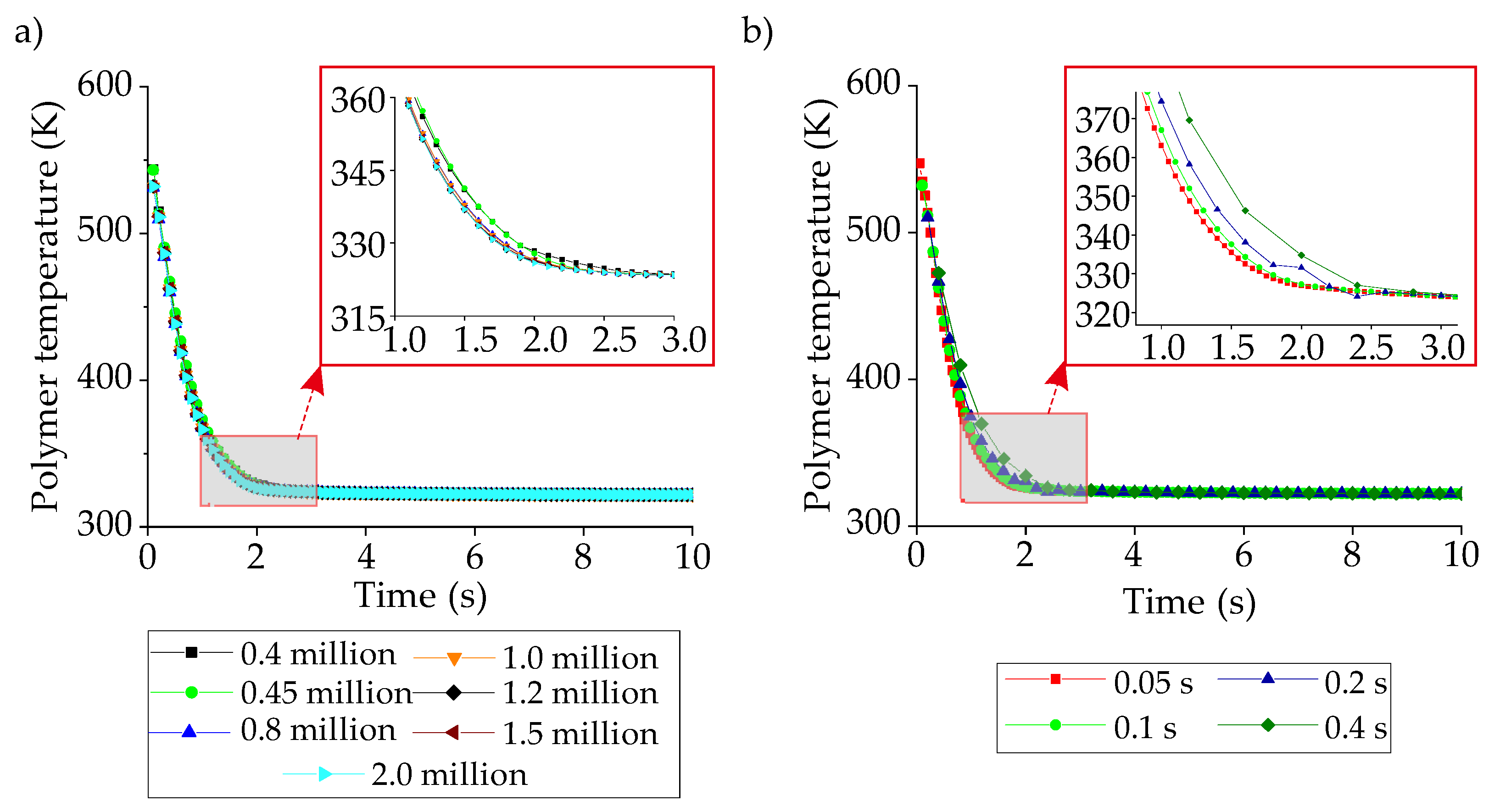
Figure 6. For mesh independence, seven different mesh sizes are investigated between 0.4 million to 2 million. Also, four different time-step values are compared for the time-step independence.
Figure 7 projects the independence check for meshing and time-step.
The mesh independency results show that the mesh size of 1.2 million has very close trends with the mesh sizes of 1.5 and 2 million so that the independence is assumed to be achieved at the mesh size of 1.2 million. The time-step independence is provided with the time-step of 0.1 s as it coincides with the time-step of 0.05 s. Since all the boundary and initial conditions are the same for different types of CCCs, the same time-step value and similar mesh sizes are used in all simulations. The boundary conditions are; (i) the coolant inlet and outlet conditions are velocity inlet and pressure outlet, respectively, (ii) the mold surfaces contact with the plastic are defined with the coupled boundary conditions, (iii) the walls of the CCCs inside the mold geometry are defined with the convective boundary conditions, (iv) the SIMPLEC algorithm is used for the pressure-velocity coupling, and (v) the energy and momentum equations are discretized using the second-order upwind scheme.
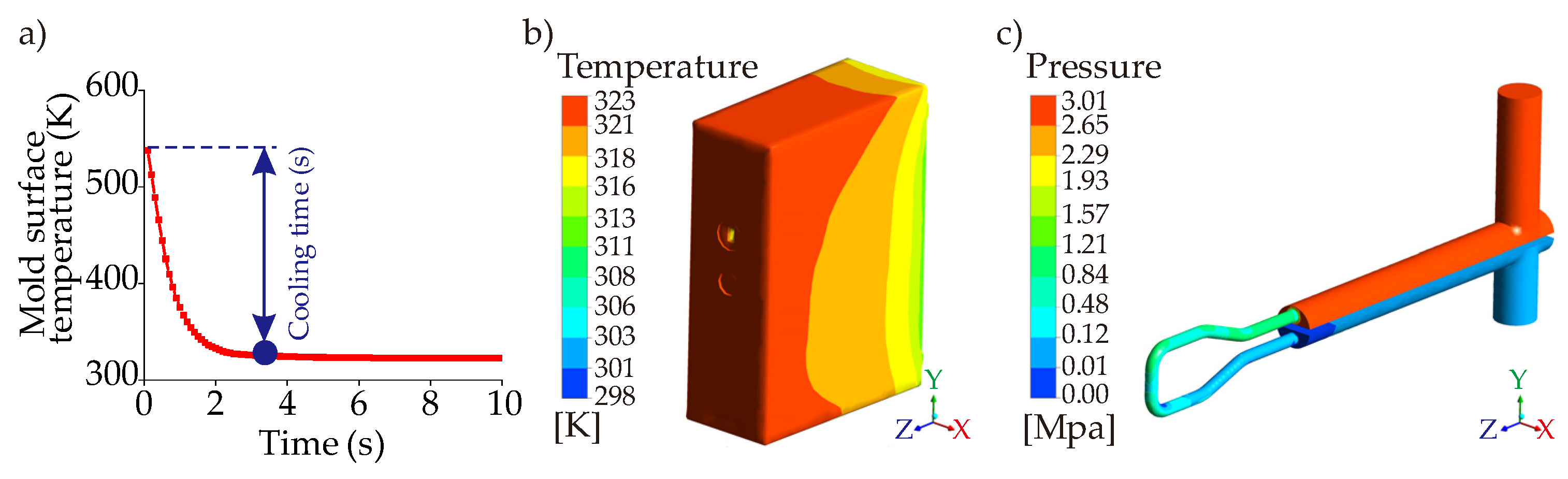
The thermal model aims to measure three objectives that are (i) cooling time, (ii) temperature non-uniformity, and (iii) pressure drop. Using the computational simulations, the cooling time is determined as the time from the injection temperature (543 K) to the ejection temperature (323 K). The temperature non-uniformity is the standard deviation of the plastic temperature as the surface as defined in Equations (5) and (6) below,
where
and
are the cell temperature value (at each facet) and the mean temperature value, respectively, whilst the term
is the number of facets in the model,
Regarding Equations (5) and (6), a smaller standard deviation means that the non-uniformity is smaller because the temperature distribution is better. Therefore, the main purpose is minimizing the temperature non-uniformity whereas the minimizations of the cooling time and pressure drop are aimed as well. The pressure drop is calculated between the pressure values at the inlet and outlet regions.
The last step of the completion of the computational model is the experimental verification. The modelled cooling time of the straight-drilled channel was compared against experimental data of the straight-drilled channel obtained previously (as a cooling time of 7.0 s). An average relative difference of 7.14% was deemed acceptable for our 3D transient heat transfer studies. Apart from the computational thermal model, the mechanical strength can also be analyzed via computational mechanical simulations. Since the mechanical strengths were analyzed for the proposed mold geometry in our previous works [
22,
26,
27], we do not mention them in this work.
5. Metamodel Development
Computational simulations provide numerical performance output for the objectives (cooling time, temperature non-uniformity, pressure drop). Each computational effort presents numerical results for a specific parameter set (e.g., a single value for each coolant temperature, volume flow rate, and diameter (or cross-sectional dimensions)). However, it is a fact that parameter sets create a design space for each CCC design so that a huge effort is required to define the general characteristics of the cooling performance (according to the defined objectives) between the lower and upper boundaries of the design space. Lower and upper boundaries can be defined as the minimum and maximum values of parameters, but multiple parametric sets should be defined with quantitative data using computational simulations. Hence, a designer (engineer, operator, etc.) who is fully or partially responsible for the entire process in
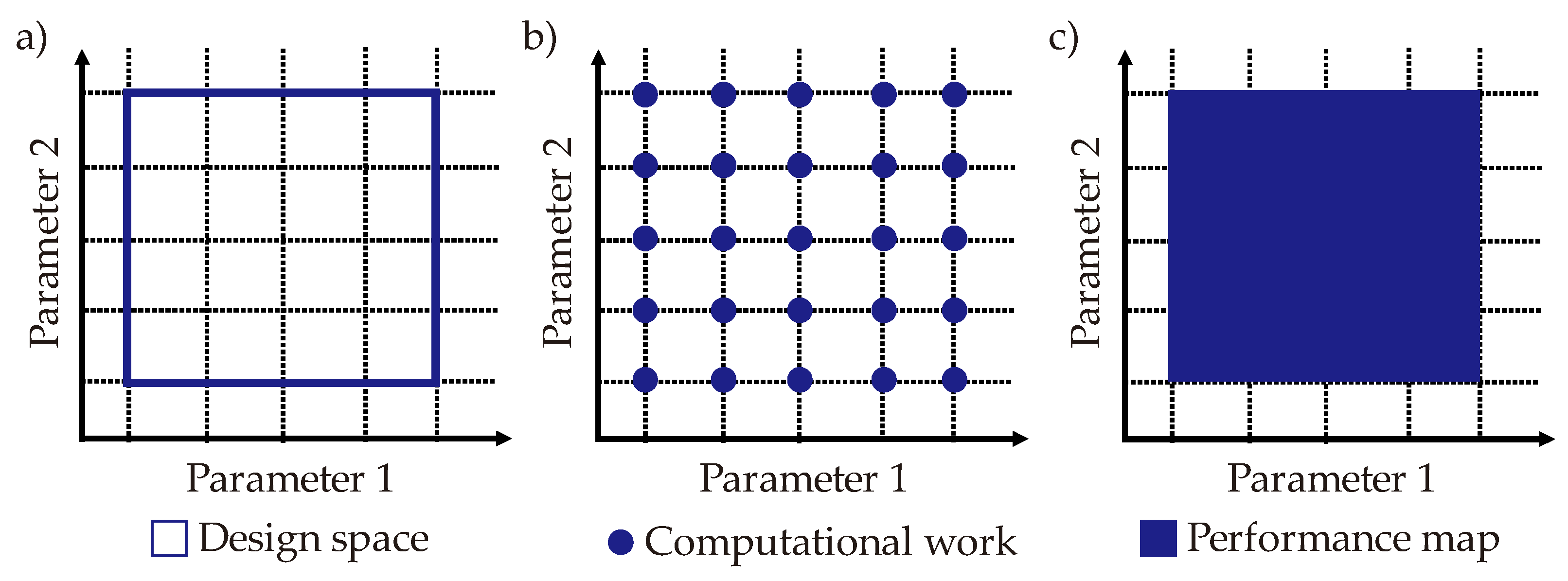
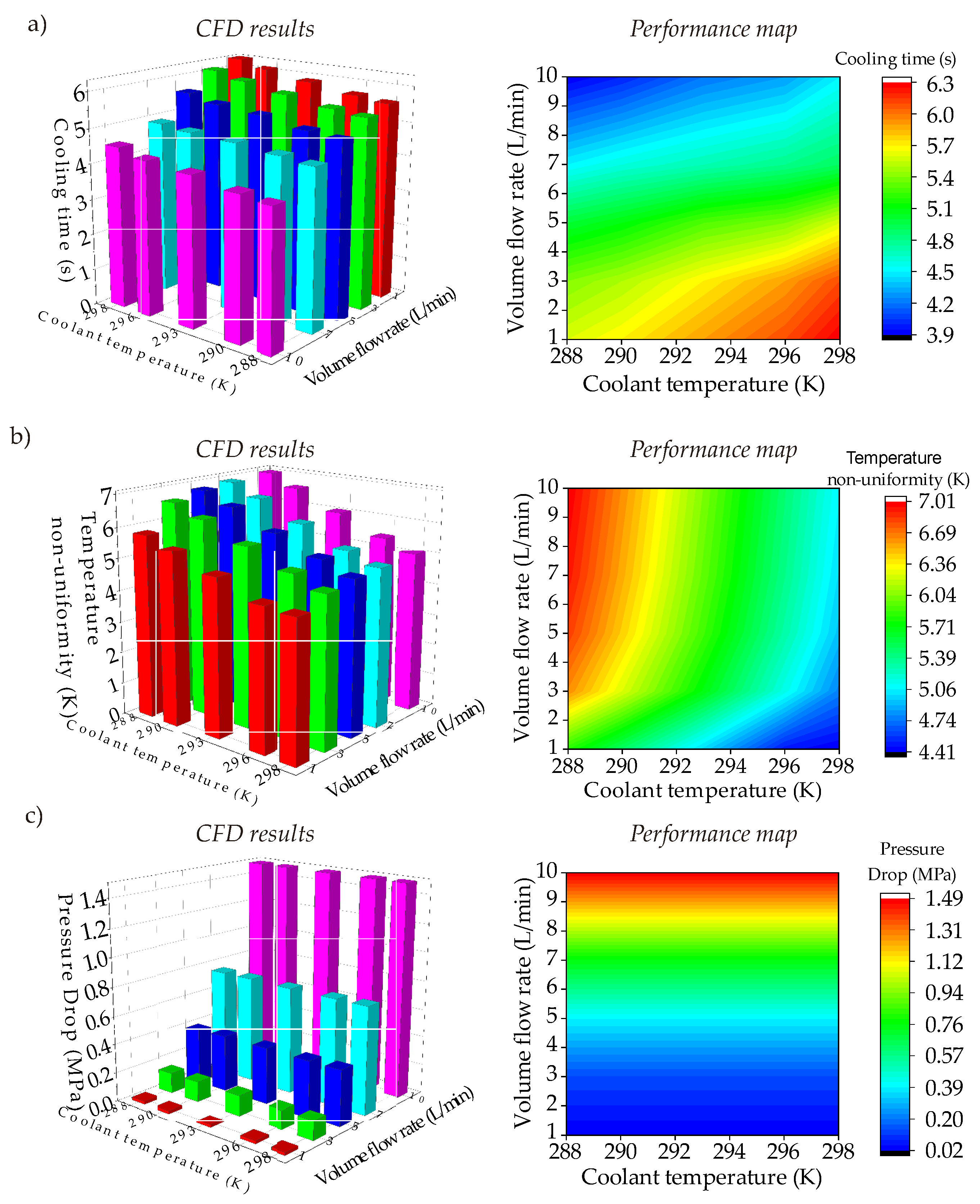
Figure 1, should decide the number of computational solutions to define multiple parametric set points in the design space. There is a trade-off at this point; a higher number of computational simulations provides more quantitative data in the design space while it also results in higher computational time, cost, and labor. To balance the pros and cons, metamodels are widely used in this step. That is to say, several numbers of computational simulations are performed and thereby sufficient number of quantitative data can be obtained in the design space. After that, metamodel approaches are used to generate the overall performance trends (characteristics) of the objectives in the design space. To this end, a performance map for each objective can be created in the design space and the numerical values of the performance map can be used as the initial solution matrix during the multi-criteria decision-making step.
Figure 8 illustrates the development of the metamodel from the design step to the final performance map using an imaginary scenario with two parameters for an objective. It is worth noting that this study has 3D design spaces (via three parameters; coolant temperature, volume flow rate, diameter/cross-sectional dimensions) for three different objectives which are pressure drop, cooling time, and temperature non-uniformity.
For the circular and serpentine CCC designs, the metamodel was developed using MATLAB traditional interpolation approach [
22,
27] whereas the metamodel of the tapered (and BCC-integrated tapered) CCCs was developed via both MATLAB traditional interpolation and the neural network [
23].
6. Multi-Criteria Decision Making
Multi-criteria decision making is a crucial step for selecting the most convenient option of the proposed CCCs as there are three different objectives. All objectives are aimed at their minimum values, but it is a fact that their performance maps generated by metamodels might not be in parallel to one another. That is, a continuous change in a target parametric set can provide decreasing trends for an objective while resulting in an increment for another objective. The multi-criteria decision making allows us to determine the most convenient case amongst different performance trends of the objectives. There are several approaches for multi-criteria decision making like using graphic tools, interpolative approaches, etc. Optimization is a preferred technique for decision making in the plastic injection industry [
28,
29], and its multiobjective procedure makes the decision making a multi-criteria framework. In this study, we prefer using the multiobjective optimization approach using the MATLAB Optimization Toolbox.
The multiobjective optimization procedure is solved via Pareto frontier plot that consists of all the objectives between their lower and upper bounds. After creating a performance map for each objective, the objectives are brought together to quantitatively define the feasible solution region, which simply means the accumulation region of the parametric sets according to the lower and upper bounds of the objectives. Regarding the purpose of optimization (minimization or maximization) and the defined weightage values, the most convenient optimal point(s) can be found. In this study, we have three objectives so that the feasible solution region is a 3D region that is limited by the minimum and maximum values of the calculated objective values. As the main purpose is minimization for all objectives, we focus on the best trade-off point that is defined by aiming at the minimum values of objectives. It must be noted that the multiobjective optimization solution becomes easy to handle if the performance maps of objectives have parallel trends to one another. However, in the case of opposite performance trends (like in this study), the decreasing trends of objective results in an increasing trend for another objective so that the weightage value becomes critical during the decision-making step. Following this fundamental, the multiobjective optimization procedure is applied in three main steps. The first step is generating the borders of the feasible solution region via the Pareto frontier plot in the MATLAB toolbox. This is an automated process of the MATLAB after giving input of the objective functions, constraints, lower & upper bounds. The genetic algorithm recognizes the performance map of each objective as the initial population; and then, creates the feasible solution region via the Pareto frontier. The second step is normalizing the objective function values by using the utopia and pseudo-nadir points as shown in Equation (7),
where
is the value of the objective in the Pareto frontier;
is the normalized value of
;
and
are the utopia and pseudo-nadir points of the Pareto frontier. The utopia point,
, is the value point in the plot where all objectives have their minimum values. However, this point is not in the feasible solution region because there is no feasible solution for the optimization when all the values go to their minimum values since they have opposite trends in one another in the current problem. Contrary, the pseudo-nadir point means the point of the most undesired values (maximum values in this problem) in the feasible solution region. It is noted that the
stays in the feasible solution region unlike the
. Also, the nadir point,
, which is mentioned neither in Equation (7) nor in the general solution, is the point where the maximum values of objectives outside of the feasible solution region. The normalization procedure is applied via
and
in this work. However, in case of maximization purpose for all objectives, the term
could have been considered in the normalization step.
Since all objectives aim minimization in the solution procedure, the weightage of objectives is significant. Hereby, we are able to determine the best trade-off point using the Pareto frontier plot data. After completing the normalization, the weightage values are defined as
,
, and
for the objectives of cooling time, temperature non-uniformity, and pressure drop, respectively. The impact of weightage is calculated using the weighted-sum (
) approach as shown in Equation (8),
The is one of the weightage analysis approaches and we prefer it in this study. However, other approaches like weighted-product () can be applied as well. The choice of the weighting approach depends on the decision-maker.
7. Metal Additive Manufacturing Process
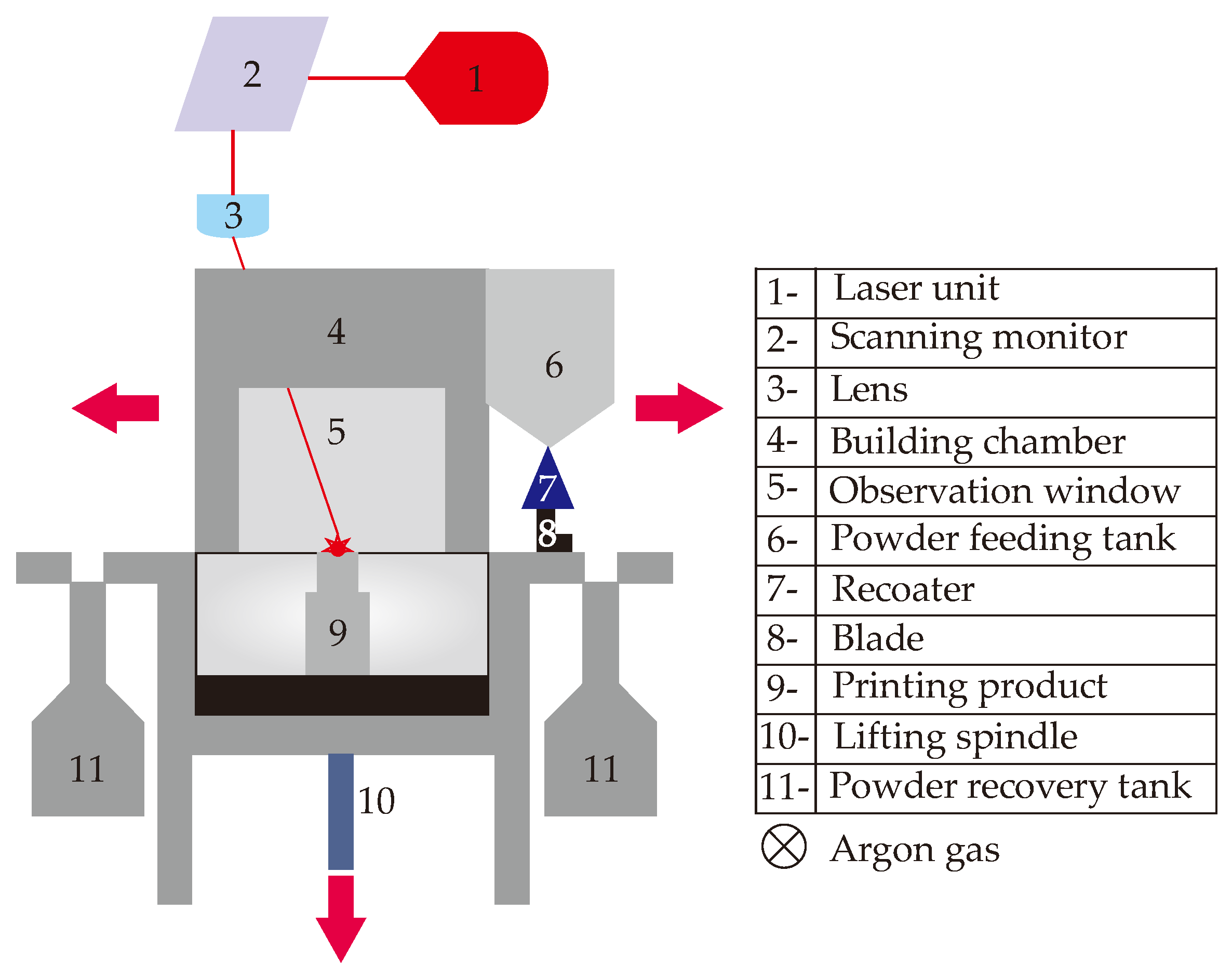
The metal additive manufacturing process is performed using the Direct Metal Laser Sintering (DMLS) approach that is one of the most economically feasible MAM techniques thanks to its benefits like stable manufacturing environment, smaller building platform that reduces the metal powder waste, and smaller average powder size that achieves the printability of smaller geometric feature size. The DMLS uses the focused laser beam in order to melt the micron-sized metallic powders, which is maraging steel MS1 powder in this work. Chemical and mechanical properties of MS1 powder are obtained by manufacturer dataset and shared in
Table 1. DMLS provides layer-by-layer laser scanning; hereby, the stack of two dimensional (2D) layers form the 3D product. The DMLS process is employed with the commercial M100 (EOS GmbH) machine that consists of the laser system, building module, and powder collection system (for unmelted powders). The simplified schematic of the DMLS process is projected in
Figure 9.
The DMLS process performance depends on various variables such as laser system parameters, laser scanning method and the layout of the printed molds. The laser system parameters are related to the energy input to the machine, and it affects the product quality (number 9 in
Figure 9). Laser energy density is a useful performance indicator to quantify the energy input to the DMLS machine as shown in Equation (9),
where
is the laser energy density (J/mm
3),
is the laser power (W),
is the scan rate (mm/s),
is the scan spacing (mm), and
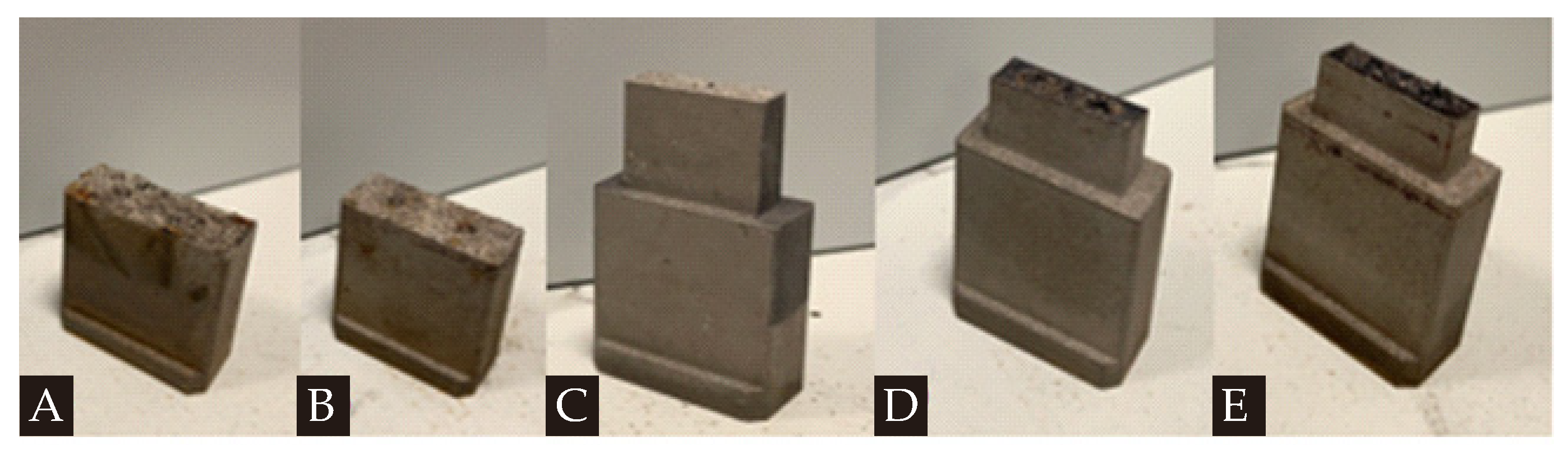
is the layer thickness (mm). To show the impacts of the laser system parameters on the printing quality, we performed five different parametric scenarios by keeping the layer thickness and the scan spacing at constant values of 0.02 mm and 0.06 mm, respectively; and varying the laser power and the scan rate. Since the BCC-integrated tapered CCC is the most challenging design amongst others, we use that design when we are investigating the DMLS process performance. Regarding the variables (laser power and scan rate),
Table 2 presents these five different scenarios below.
Following the given five different scenarios, a preliminary printing process is applied for the BCC-integrated tapered CCC design as an observational sampling study.
Figure 10 shows the printing results for these scenarios.
It is seen that the printing-related failures are observed for all scenarios except for Scenario C (Sample Code C in
Table 2). Therefore, in this study, we select the laser system parameters of Scenario C. It is worth mentioning that different parametric values can also be tried and preferred (if they work). Since we compare five different scenarios, we select the only scenario that reliable works. However, it is worth noting that other scenarios may give effective results with different printing facilities, but it was clear that they were not convenient for our printing facilities/environment. Apart from experimental trial-and-error efforts, another way to determine the convenient printing parameters is comparing the laser energy density with the minimum amount of heat requirement for sufficient melting phenomena. This is a quantitative comparison approach based on the thermal energy balance and independent of printing machine-related issues that can be encountered during the printing process; but it is a basic way to understand the efficacy of the selected printing parameters. More details on this procedure can be found in ref. [
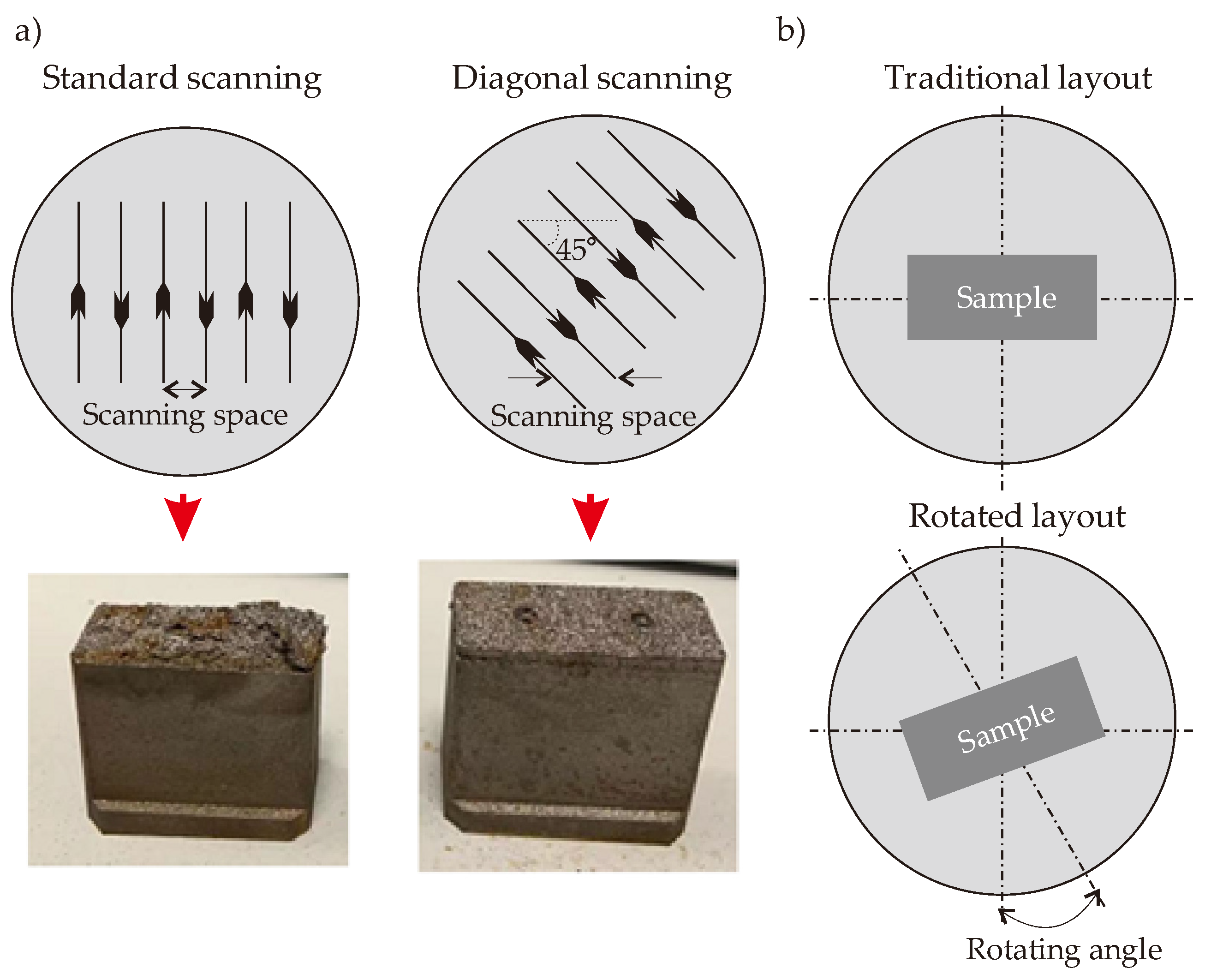
30]. The laser scanning method also matters for the printed quality so that we focus on two well-known scanning methods that are standard and diagonal scanning. It is known that both scanning techniques apply a high-power focused laser beam in order to scan the perimeter of the required cross-section area at first. The main difference between these two techniques is the diagonal scanning pattern keeps a constant angle of 45° to on the
x- and
y-axis whilst all patterns are parallel to the
x- (or
y-) axis. That is, two techniques follow different patterns to scan the internal area. Like in the laser system parameters, the BCC-integrated tapered CCC is considered as the printing part in a preliminary printing process of another observational sampling study.
Figure 11a displays the simplified patterns of two different scanning methods with the printed parts. Besides the scanning method, the layout of the part is also critical. The traditional layout is placing the sample in parallel to the
x- (or
y-) axis on the building platform. During the preliminary printing of the BCC-integrated tapered CCC model, the traditional layout successfully worked so that we prefer the traditional layout. However, in case of failures, the placed sample can be rotated to keep a constant angle to the
y-axis (mostly).
Figure 11b illustrates the traditional and rotated layouts.
As shown in
Figure 11a, serious delamination occurred in the part when the standard scanning method is preferred while there is no significant delamination in the diagonal scanning technique so that the diagonal scanning is preferred in our printing works in this study. The reason behind the formed delamination is the large thermal stress vectors. The large thermal stress results in protruding layers which damage the recoater & blade (numbers 7 and 8 in
Figure 9) and lead to dendritic metals on the subsequent layer.
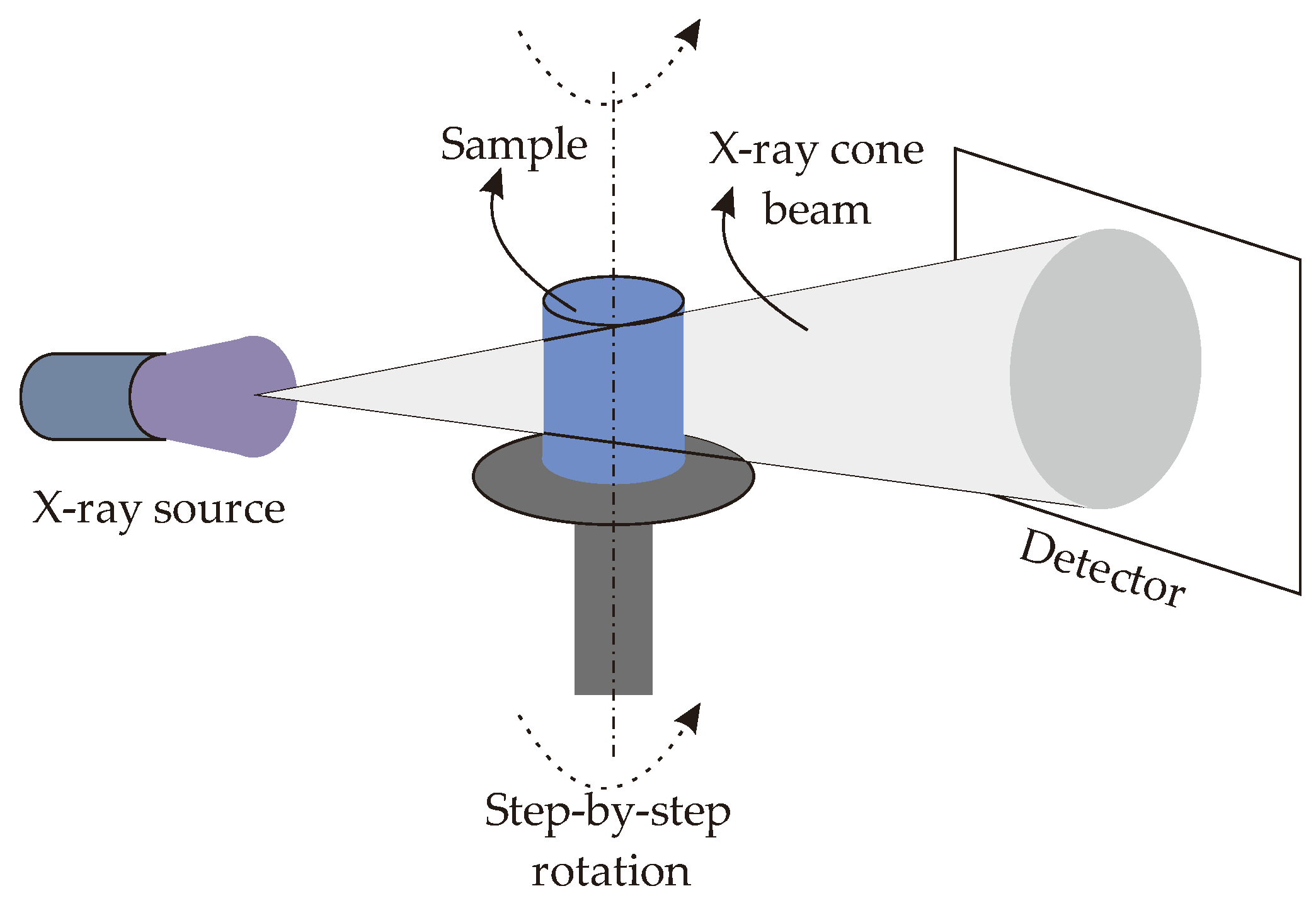
The MAM process quality is monitored using the X-ray Computed Tomography (X-ray CT) approach. As the CCCs are inside of the metal printed body, X-ray CT provides an effective and reliable scanning environment in order to measure the dimensions of the printed CCCs (e.g.; MAM process of microchannels in aluminum printing [
31]). X-ray CT is a non-destructive (NDT) technique that can be summarized as (i) emitting a cone-beam of X-rays through the printing sample, (ii) generating projections based on the intensity of X-rays falling on the detector, (iii) calculating 2D CT images from projections, and (iv) stacking multiple 2D CT images into the 3D ones. The principle of the X-ray CT measurement is shown in
Figure 12.
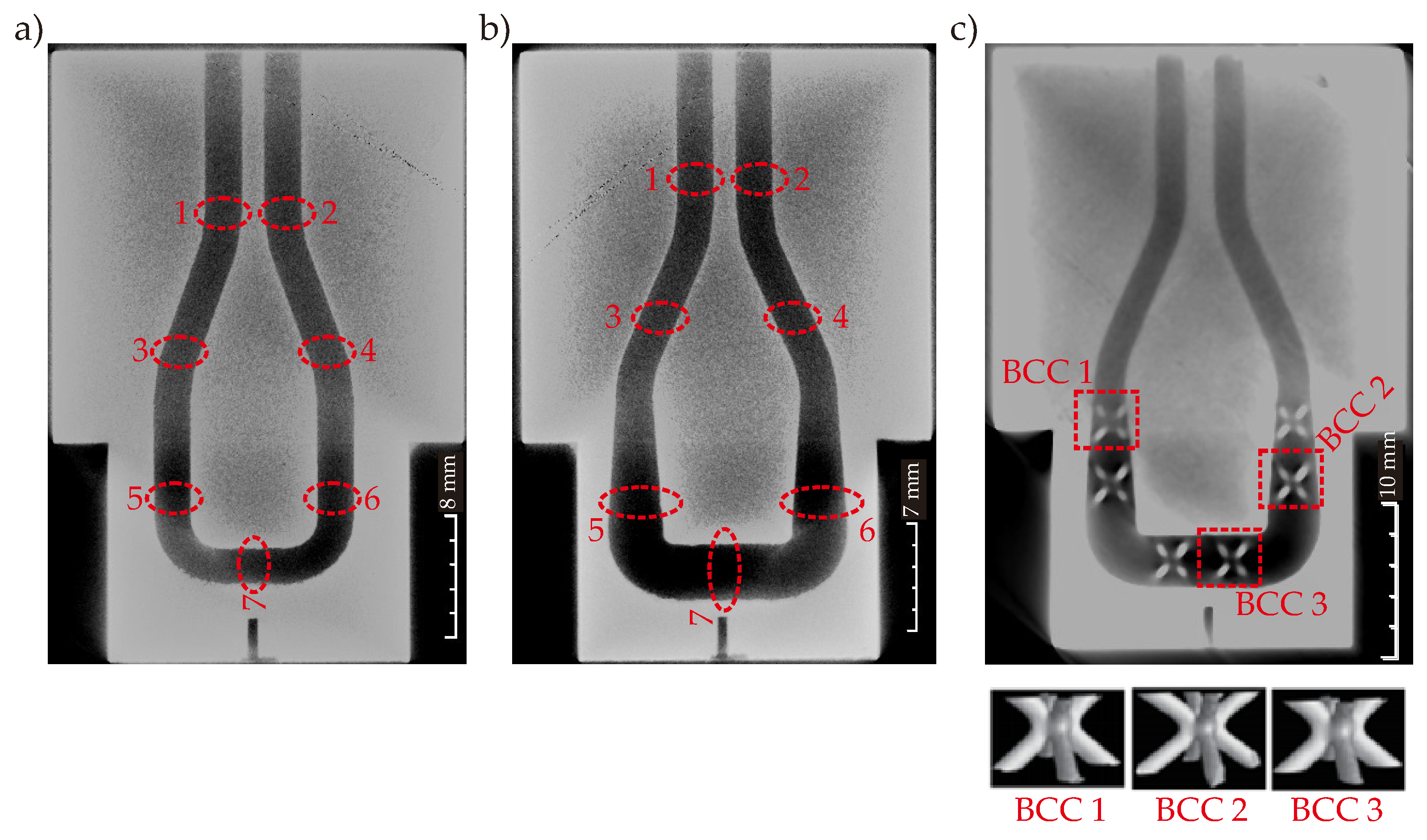
The X-ray source is operated with the current and voltage values of 0.7 μA and 450 kV, respectively; where the scanned image has the spatial resolution of 0.5 mm. A constant rotation step of 0.9° is used as the acquisition interval. Hereby, we obtained four hundred (400) 2D CT images and these images were used to build the 3D CT image using the commercial software of VGStudio MAX 3.4 (Volume Graphic GmbH, Heidelberg, Germany). Thanks to the 3D CT image, we can visualize the CCC pathways in the printed mold geometries.
To quantify the printing quality of the products, we define some locations/regions on the designed/printed product; then, we compare the designed dimension and the measured dimension. Hereby, we can understand the occurred errors during the pre-printing (e.g., model transition to the MAM environment), printing (e.g., printing parameters), and post-printing (e.g., dimensional errors) processes. The error analysis can also provide us with useful information for further process operations. The relative error is defined in Equation (10),
where
and
are the measured and the designed dimensions at a specific location in the printing product, respectively. In this study, we calculated error according to multiple locations in the printed product for more reliable error analysis. Details are explained in
Section 8.3.
9. Conclusions
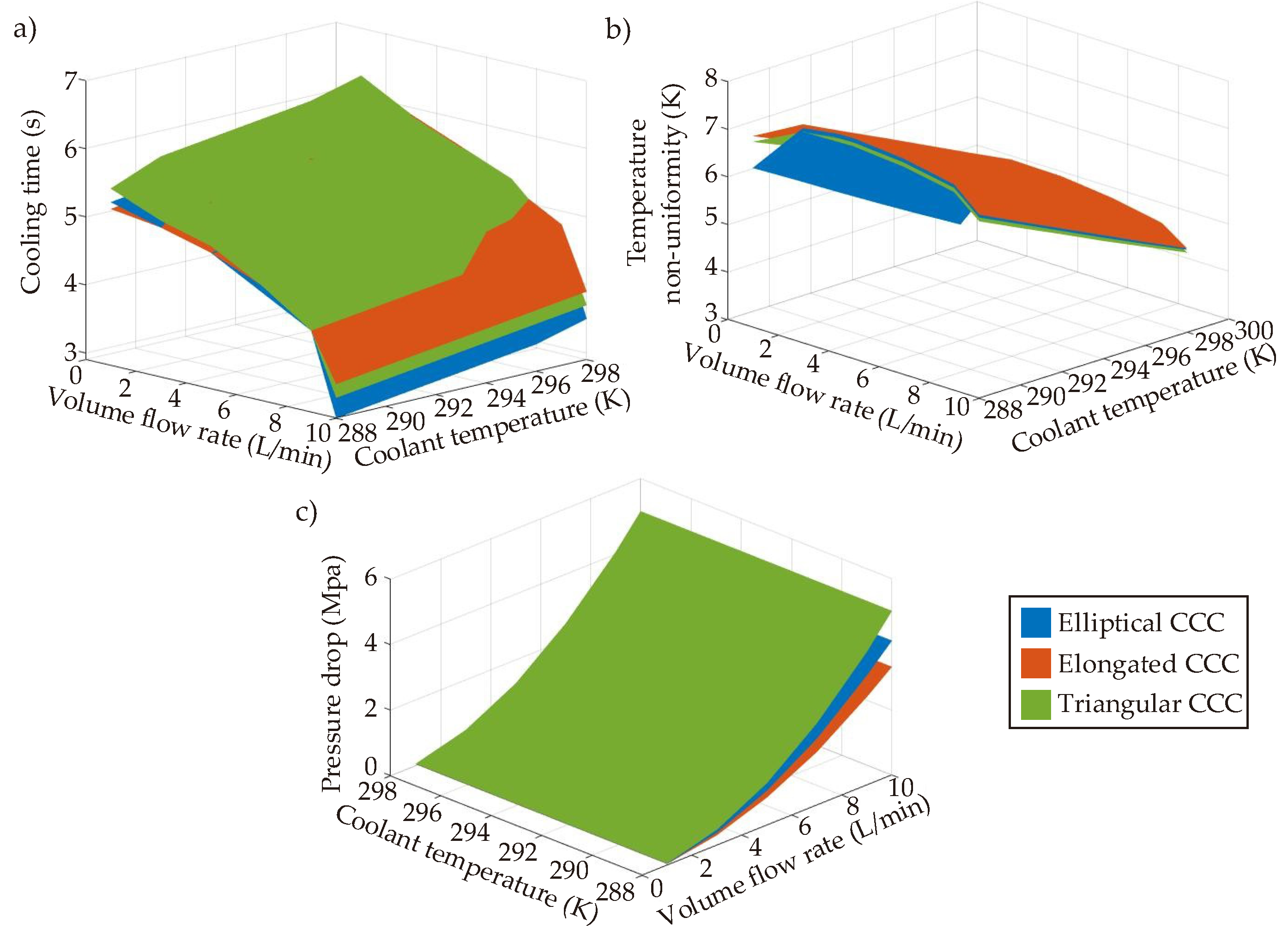
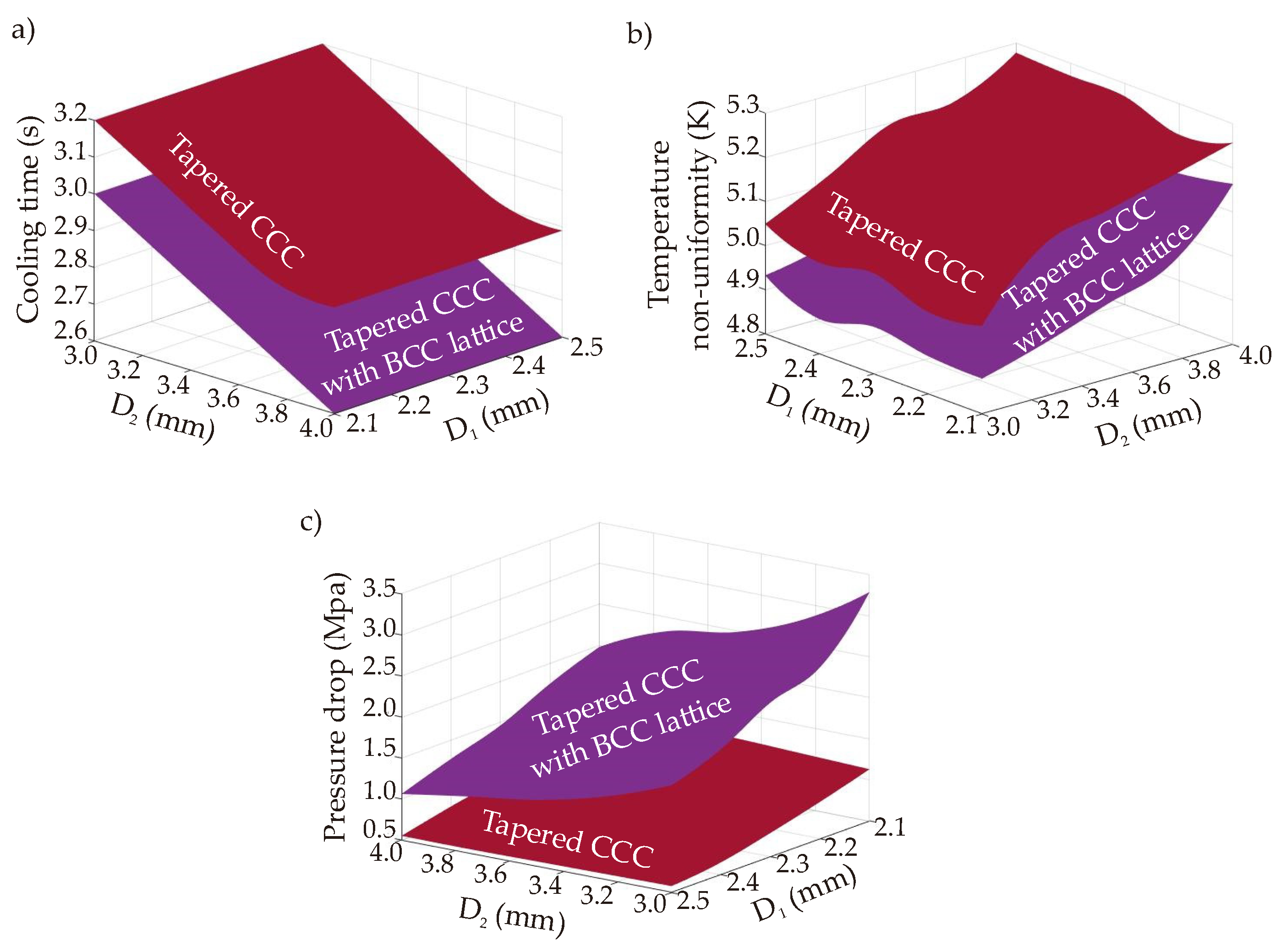
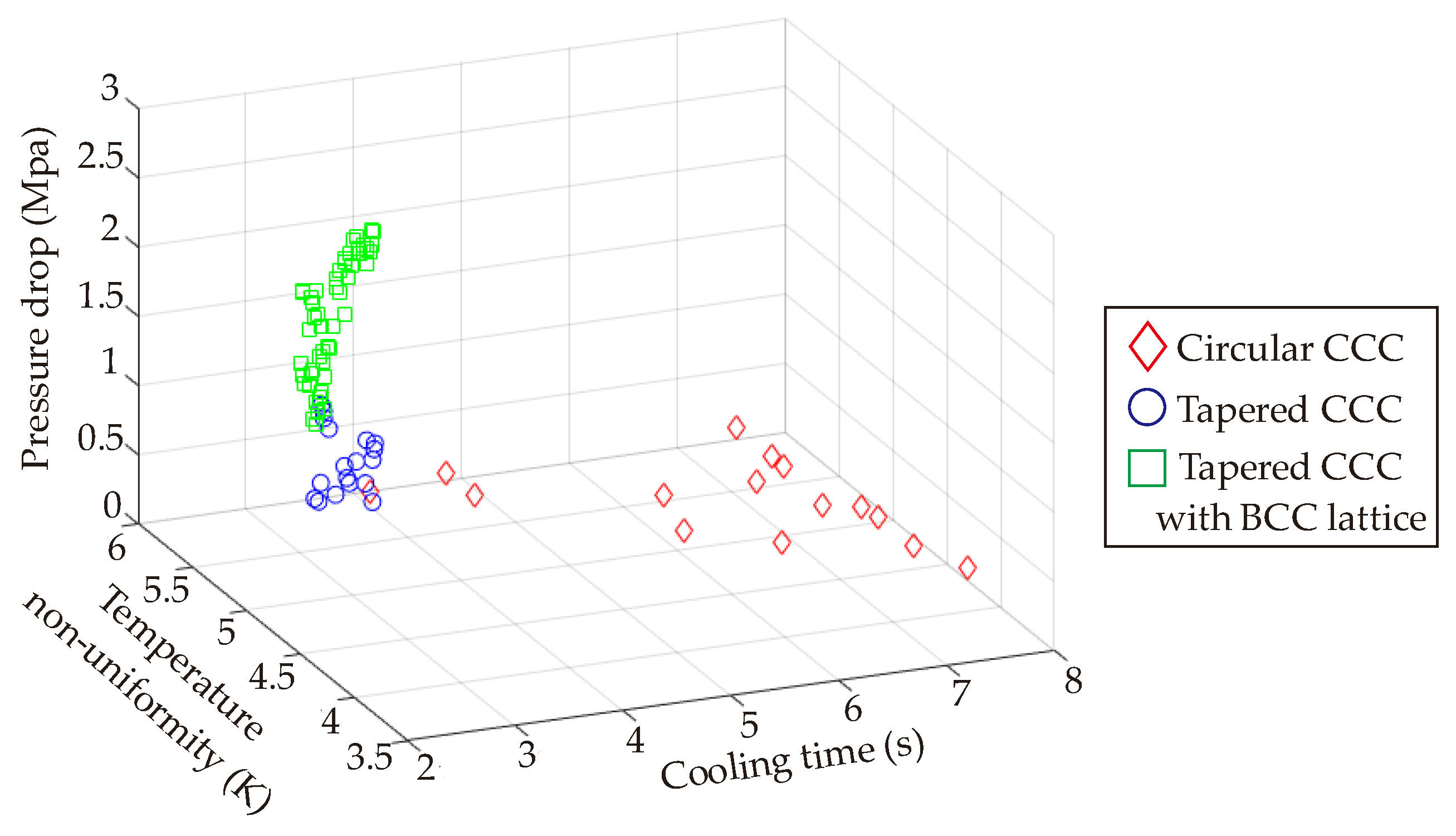
The presented study investigated the entire process of the metal additive manufacturing of the conformal cooling channels (CCCs) in plastic injection technology from the initial design step to the final printing step. A plastic injection mold product with multiple design parameters and three main objectives, which were cooling time, temperature non-uniformity, and pressure drop; was focused on computational design, simulations, metamodels, and optimization studies. Three different conformal cooling channel types were developed that were circular CCC, serpentine CCC, and tapered CCC. Compared to the traditional straight-drilled channel, the tapered CCC achieved to decrease in the cooling time by 58.6%. When BCC lattice structures were integrated into the channel body, the heat transfer via conduction and convection increased so that the cooling time decrement was obtained at 62.9%. The cooling time decrement via circular CCCs was 44.3%; however, the circular CCCs had lower temperature non-uniformity by 5.7% than the tapered CCC with BCC lattice whilst there was no significant difference between the temperature non-uniformity values of circular CCCs and tapered CCCs. Pressure drop trends inferred that the tapered CCCs and circular CCCs had very similar pressure drop values but the integration of BCC lattices increased the pressure drop to the average value of 1.91 MPa. Amongst others, the serpentine channels could not achieve satisfying cooling performances as circular CCCs and tapered CCCs as; also, they resulted in high-pressure drop. Thus, the multiobjective optimization study was performed with the circular CCCs and tapered CCCs. The best trade-off points were determined according to the equal weightage (33%) for each objective and the corresponding diameter values of the CCCs were found as 2.5 mm for circular CCC, 2.5 and 3.8 mm for the lower and greater diameters of the tapered CCCs, respectively. To that end, the printing process was completed using the most convenient printing parameters and the maximum error of the printing step was found less than 5% for both circular CCCs and tapered CCCs, which showed that the printing step was done with high-quality performance. Also, the maximum deviation between different strut diameters of the BCC lattices was measured at 0.06 mm, which was a highly satisfying value for the small diameters.
Following the outputs of the current work, near-future research can focus on more complicated solutions such as (i) higher number of design variables, (ii) higher number of parameter sets, (iii) development of complex neural network structures for a better and faster performance mapping, (iv) integration of non-continuous optimization constraints during the thermal management of the injection mold, and (v) applying different types of lattice structures. All of the proposed future works will increase the solution procedures and design spaces of the CCC applications in plastic injection technology.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

















