
Effects of Wood Particles from Deadwood on the Properties and Formaldehyde Emission of Particleboards


Abstract
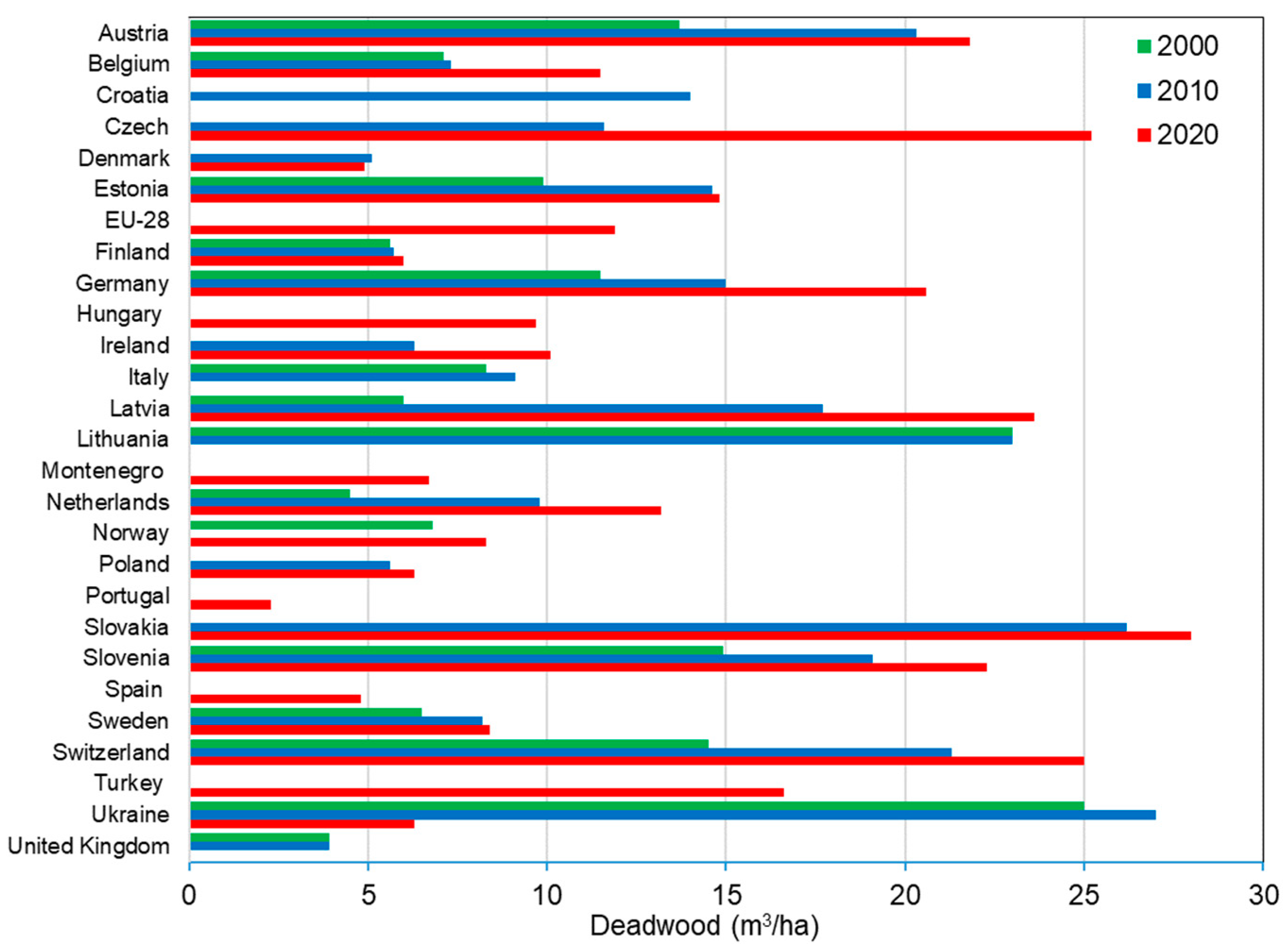
:1. Introduction
2. Materials and Methods
2.1. Materials
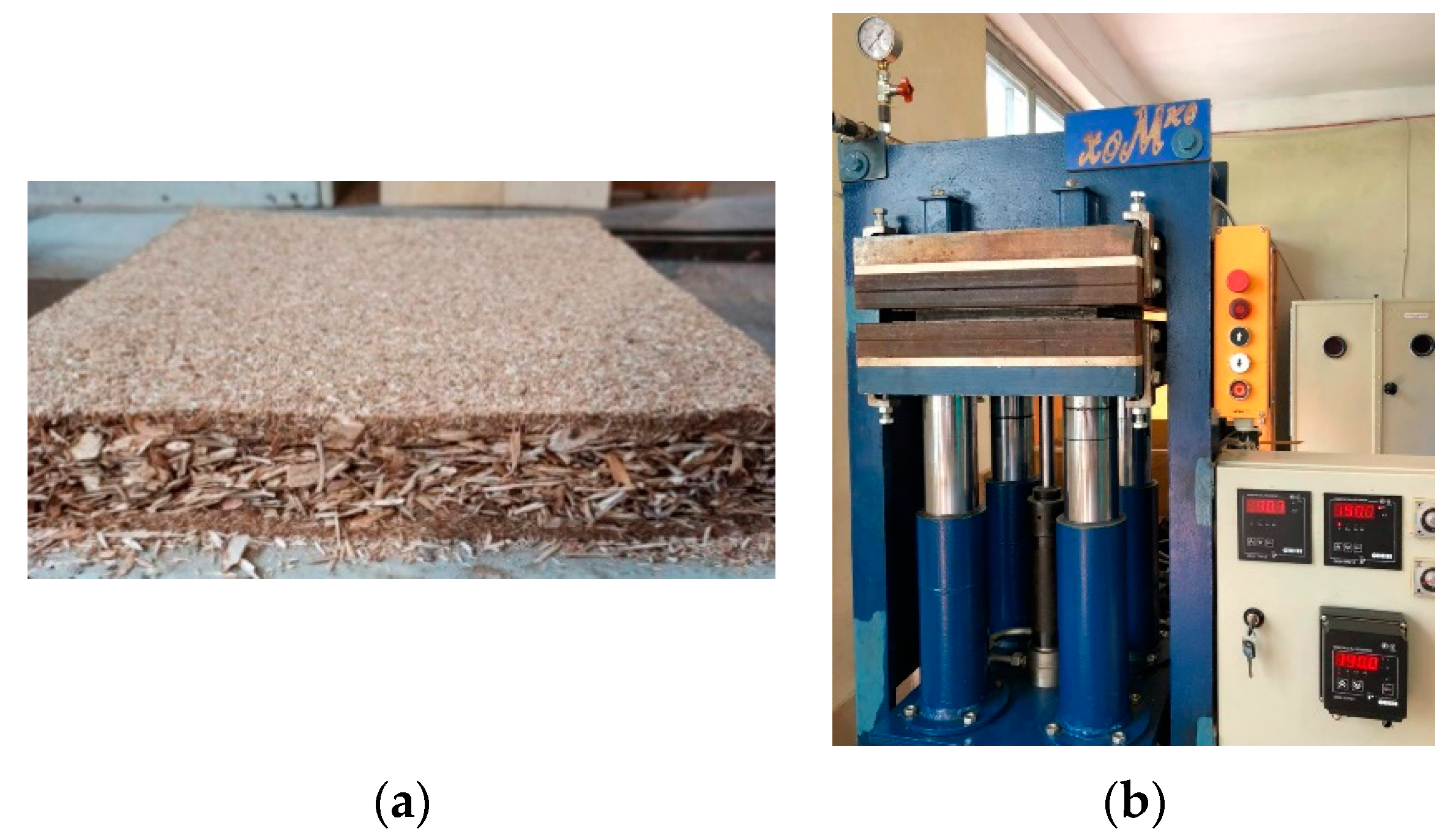
2.2. Manufacture of Particleboards
2.3. Particleboards Testing
3. Results
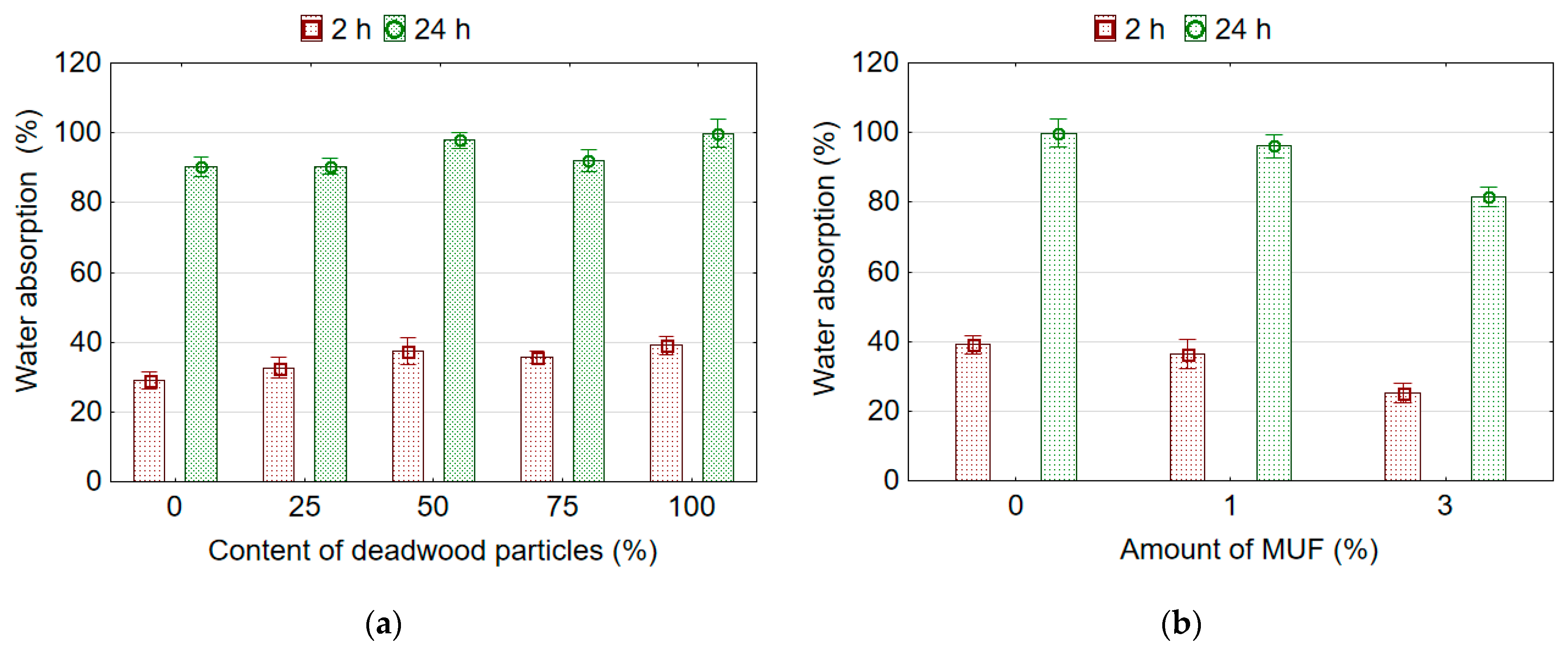
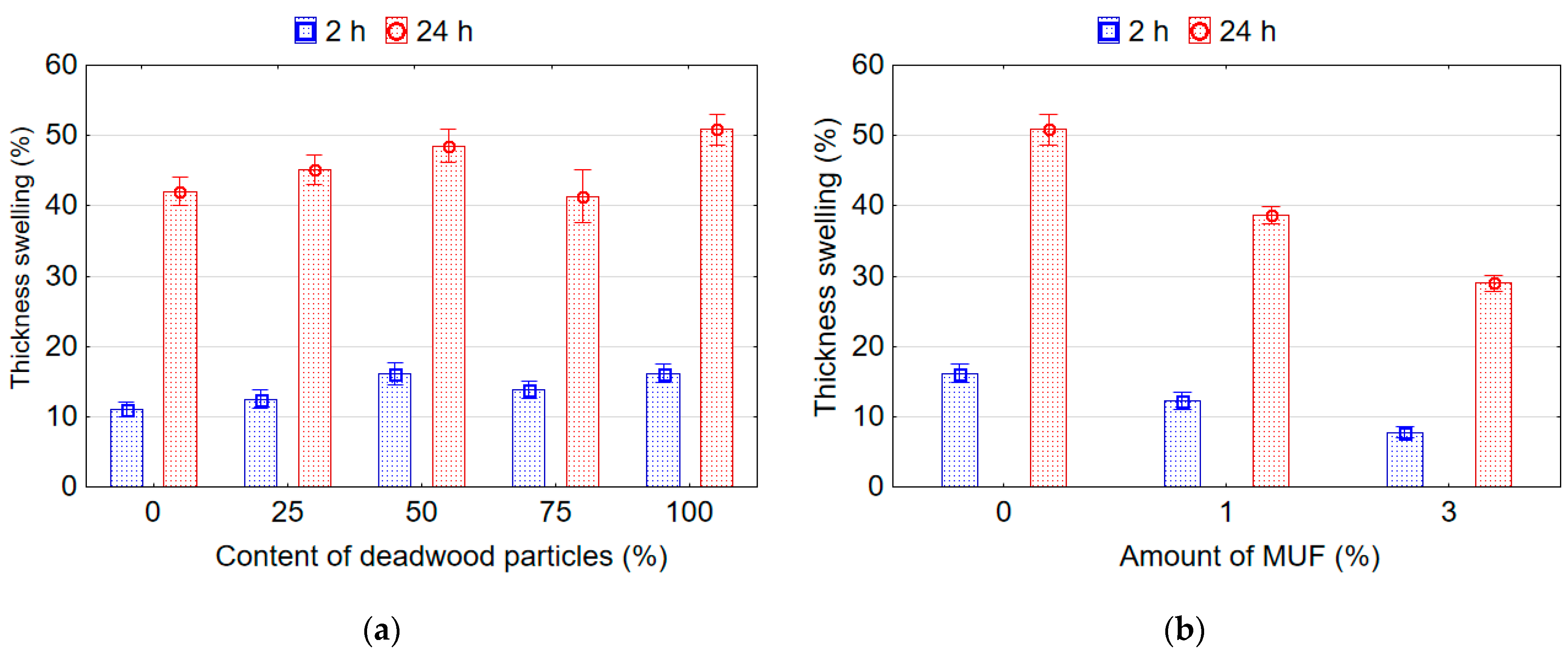
3.1. Physical Properties of Boards
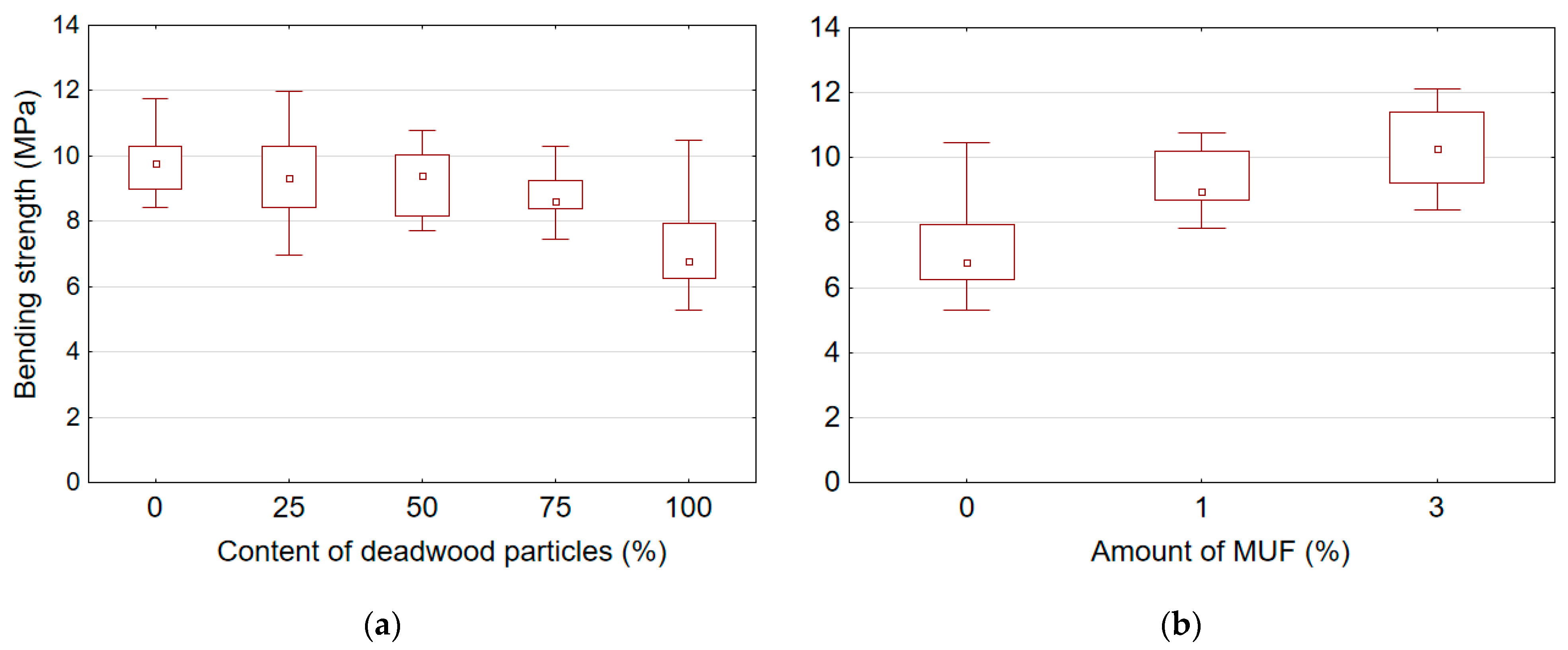
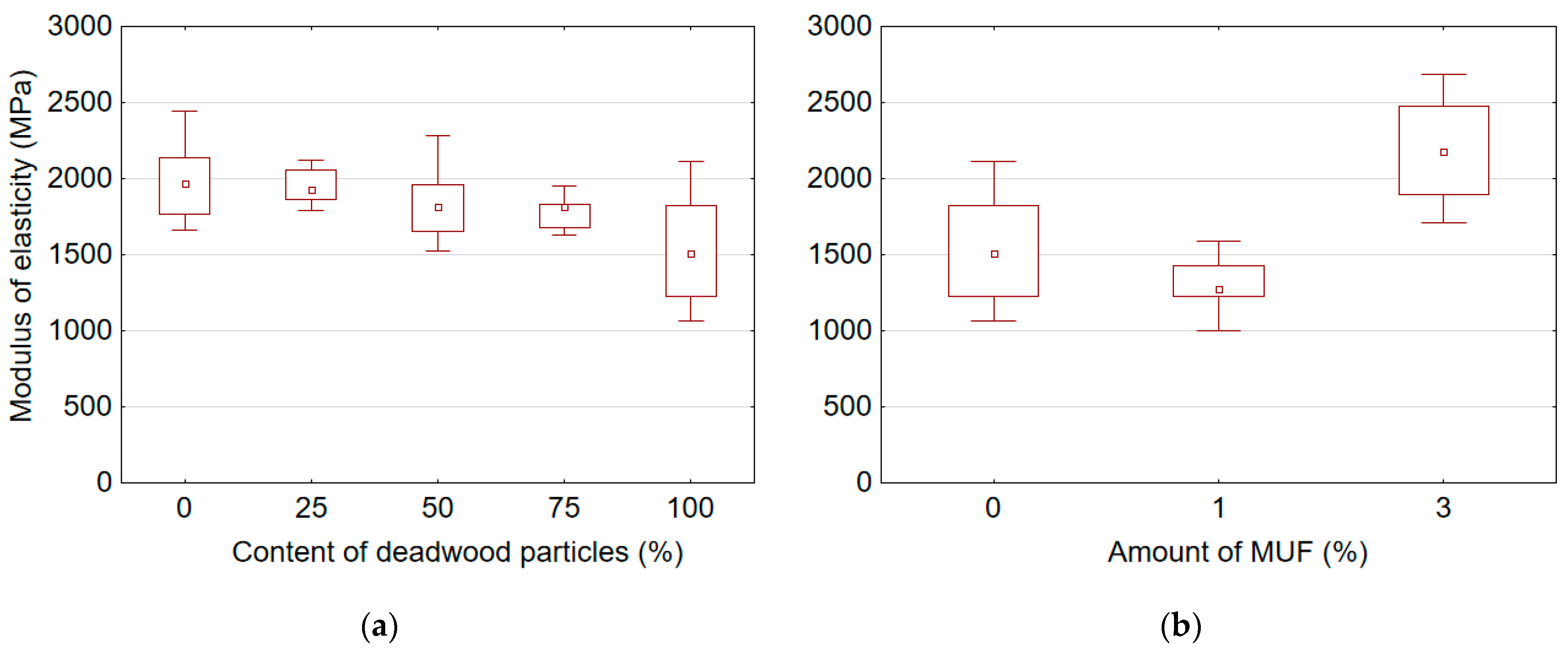
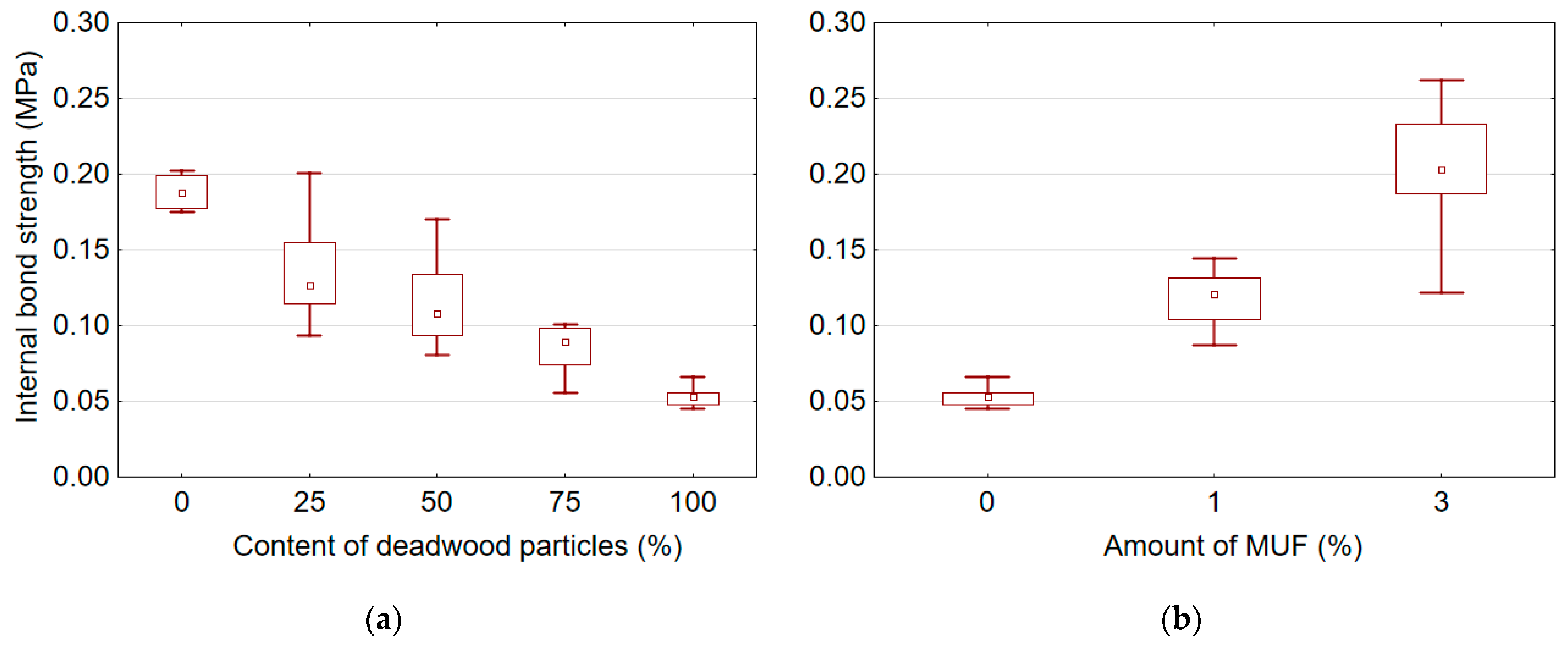
3.2. Mechanical Properties of Boards
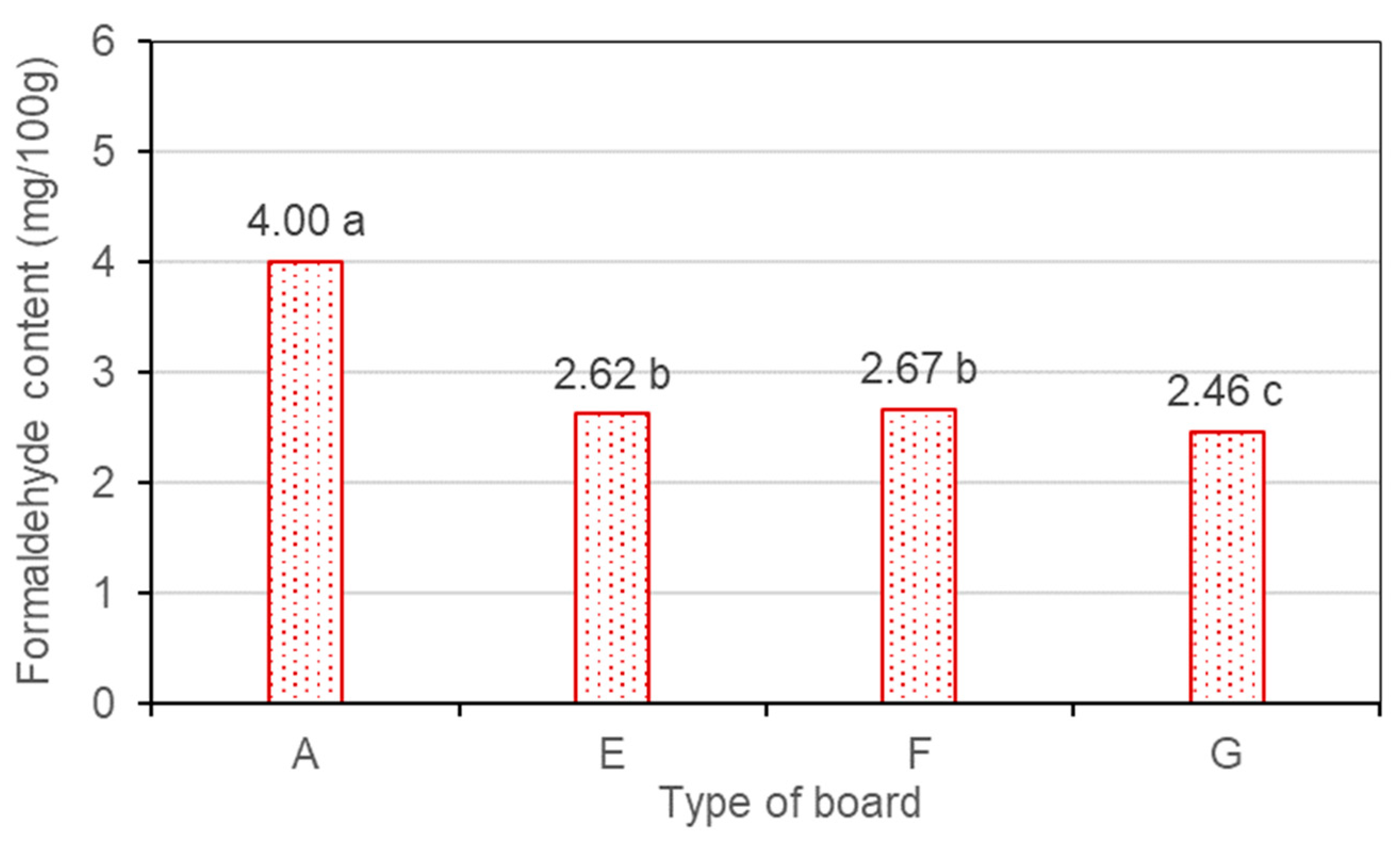
3.3. Formaldehyde Release of Boards
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bobiec, A.; Gutowski, J.M.; Laudenslayer, W.F.; Pawlaczyk, P.; Zub, K. The Afterlife of a Tree; WWF Poland: Warszawa, Poland, 2005; 253p. [Google Scholar]
- Forest Europe, UNECE and FAO 2011: State of Europe’s Forests 2011. Status and Trends in Sustainable Forest Management in Europe; Ministerial Conference on the Protection of Forests in Europe: Bonn, Germany, 2011; ISBN 978-82-92980-05-7.
- Forest Europe, 2020: State of Europe’s Forests 2020; Ministerial Conference on the Protection of Forests in Europe: Bonn, Germany, 2020.
- Vandekerkhove, K.; De Keersmaeker, L.; Menke, N.; Meyer, P.; Verschelde, P. When nature takes over from man: Dead wood accumulation in previously managed oak and beech woodlands in North-western and Central Europe. For. Ecol. Manag. 2009, 258, 425–435. [Google Scholar] [CrossRef]
- Byrne, A.; Stonestreet, C.; Peter, B. Current Knowledge of Characteristics and Utilization of Post-Mountain Pine Beetle Wood in Solid Wood Products; Mountain Pine Beetle Initiative, Working Paper 2005–8; Forintek Canada Corporation: Vancouver, BC, Canada; Natural Resources Canada, Canadian Forest Service, Pacific Forestry Centre: Victoria, BC, Canada, 2005. [Google Scholar]
- Hartley, I.D.; Pasca, S. Evaluation and Review of Potential Impacts of Mountain Pine Beetle Infestation to Composite Board Production and Related Manufacturing Activities in British Columbia; Mountain Pine Beetle Initiative, Working Paper 2006-12; University of Northern British Columbia: Prince George, BC, Canada; Natural Resources Canada, Canadian Forest Service, Pacific Forestry Centre: Victoria, BC, Canada, 2006. [Google Scholar]
- Woo, K.L.; Watson, P.; Mansfield, S.D. The effects of mountain pine beetle attack on lodgepole pine wood morphology and chemistry: Implications for wood and fiber quality. Wood Fiber Sci. 2005, 37, 112–126. [Google Scholar]
- Barron, E.H. Deterioration of southern pine beetle-killed trees. For. Prod. J. 1971, 21, 57–59. [Google Scholar]
- Chow, S.; Obermajer, A. Moisture and blue stain distribution in mountain pine beetle infested lodgepole pine trees and industrial implications. Wood Sci. Technol. 2007, 41, 3–16. [Google Scholar] [CrossRef]
- Nielson, R.W.; Wright, D.M. Utilization of Beetle-Killed Lodgepole Pine; Forintek Western Laboratory, Special Publication: Vancouver, BC, Canada, 1984. [Google Scholar]
- Levi, M.P. Southern Pine Beetle Handbook: A Guide for Using Beetle-Killed Southern Pine Based on Tree Appearance; Agriculture Handbook 572; U.S. Department of Agriculture: Washington, DC, USA, 1981; 19p.
- Troxell, H.E.; Tang, J.L.; Sampson, G.R.; Worth, H.E. Suitability of Beetle-Killed Pine in Colorado’s Front Range for Wood and Fiber Products; USDA, Forest Service Resource Bulletin RM 2. Rocky Mountain Forest and Range Experiment Station: Fort Collins, CO, USA, 1980.
- Morelli, S.; Paletto, A.; Tosi, V. Deadwood in forest stands: Assessment of wood basic density in some tree species, Trentino, Italy. Forest 2007, 4, 395–406. [Google Scholar] [CrossRef]
- Merganičová, K.; Merganič, J. Coarse woody debris carbon stocks in natural spruce forests of Babia hora. J. For. Sci. 2010, 56, 397–405. [Google Scholar] [CrossRef]
- Walters, E.; Weldon, D. Weight Loss in Southern Pine Beetle-Killed Timber; Texas Forest Service: Lufkin, TX, USA, 1982; Volume 258.
- McLain, T.E.; Ifju, G. Strength properties of bluestained wood from beetle-killed southern pine timber. In How the Environment Affects Lumber Design—Assessments and Recommendations: Proceedings of a Workshop Sponsored by: Society of Wood Science and Technology, USDA Forest Service, Forest Products Laboratory, Mississippi Forest Products Utilization Laboratory, May 28–30, 1980; Forest Products Laboratory: Madison, WI, USA, 1982; pp. 55–67. [Google Scholar]
- Walters, E. Bending Strength Loss for SPB-Killed Timber; Texas Forest Service: Lufkin, TX, USA, 1982; Volume 260.
- Lemaster, R.L.; Troxell, H.E.; Sampson, G.R. Wood utilization potential of beetle-killed lodgepole pine for solid wood products. For. Prod. J. 1983, 33, 64–68. [Google Scholar]
- Lum, C. Characterising the Mechanical Properties of Wood Containing Beetle-Transmitted Bluestain; Report to Forest Innovation Investment; [W-1984]; Forintek Canada, Western Division: Vancouver, BC, Canada, 2003; 17p.
- Seifert, K. Changes of the chemical wood components by the blue rot Pullularia pullulans (de bary) berkhout (=Aureobasidium pullulans (de Bary) arnaud). Holz Als Roh-Und Werkst 1964, 22, 405–409. [Google Scholar] [CrossRef]
- Hoeger, I.; Gleisner, R.; Negron, J.; Rojas, O.J.; Zhu, J.Y. Mountain Pine Beetle-Killed Lodgepole Pine for the Production of Submicron Lignocellulose Fibrils. For. Sci. 2014, 60, 502–511. [Google Scholar] [CrossRef]
- Kim, J.-W.; Matuana, L.M.; McCullough, D.G. Ash trees infested by emerald ash borers as raw material for wood-based composites. For. Prod. J. 2005, 55, 89–92. [Google Scholar]
- Lam, F.; Chang, F.C. Feasibility of using mountain pine beetle-attacked wood to produce wood-plastic composites: Preliminary work. Wood Fiber Sci. 2010, 42, 107–116. [Google Scholar]
- Chang, F.C.; Lam, F. Use of mountain pine beetle killed wood to produce cement-bonded particleboard. Wood Fiber Sci. 2009, 41, 291–299. [Google Scholar]
- Walters, E.; Weldon, D. Veneer Recovery from Green and Beetle-Killed Timber in East Texas; Texas Forest Service: Lufkin, TX, USA, 1982; Volume 257.
- Snellgrove, T.A.; Ernst, S. Veneer recovery from live and dead lodgepole pine. For. Prod. J. 1983, 33, 21–26. [Google Scholar]
- Wang, B.; Dai, C. Maximizing Value Recovery from Mountain Beetle-Killed Pine for Veneer Products; Working Paper 2005-9; Natural Resources Canada, Canadian Forest Service, Pacific Forestry Centre: Victoria, BC, Canada, 2005. [Google Scholar]
- Maloney, T.M. Comparative economics of manufacturing composition boards from dead timber. For. Prod. J. 1981, 31, 28–36. [Google Scholar]
- Kelly, M.W.; Barefoot, J.E.; Swint, W.H.; Levi, M.P. Properties of particle and hardboard made from healthy and beetle-killed southern pine. For. Prod. J. 1982, 32, 33–39. [Google Scholar]
- Maloney, T.M.; Talbott, J.W.; Strickler, M.D.; Lentz Martin, T. Composition board from standing dead white pine and dead lodgepole pine. In The Dead Softwood Timber Resource: Proceedings of Symposium Head in May 22–24, 1978. Spokane, WA; Washington State University: Pullman, WA, USA, 1978; pp. 19–51. [Google Scholar]
- Pizzi, A. Advanced Wood Adhesives Technology; Marcel Dekker, Inc.: New York, NY, USA, 1994; 289p. [Google Scholar]
- Salem, M.Z.M.; Böhm, M. Understanding of formaldehyde emissions from solid wood: An overview. BioResources 2013, 8, 4775–4790. [Google Scholar] [CrossRef]
- Dix, B.; Roffael, E.; Schneider, T. Abgabe von Flüchtigen Verbindungen (Volatile Organic Compounds, VOC) von Strands, Hergestellt aus Kernund Splintholz der Kiefer; WKI-Kurzbericht 6/2004, WKI Short Report 6/2004; Fraunhofer Institute for Wood Research (WKI): Braunschweig, Germany, 2004. [Google Scholar]
- Schäfer, M.; Roffael, E. On the formaldehyde release of wood. Holz Als Roh-Und Werkst. 2000, 58, 259–264. [Google Scholar] [CrossRef]
- Dobie, J. An overview of dead timber potential in Canada. In Symposium the Dead softwood Timber Resource; Engineering Extension Service Washington State University: Pullman, WA, USA, 1978. [Google Scholar]
- EN 323; Wood-Based Panels—Determination of Density. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 310; Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 319; Particleboards and Fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 317; Particleboards and Fibreboards. Determination of Swelling in Thickness after Immersion in Water. European Committee for Standardization: Brussels, Belgium, 1993.
- EN ISO 12460-5; Wood-Based Panels-Determination of Formaldehyde Release—Part 5. Extraction Method (Called the Perforator Method). European Committee for Standardization: Brussels, Belgium, 2015.
- Knudson, R.M.; Chen, L. Effect of Aspen LOG Moisture Content on Stranding, Strand Quality and Properties of OSB; Contract No. 2001–2322; Forintek Canada Corp., Western Division: Vancouver, BC, Canada, 2001.
- McFarling, S.; Byrne, A. Characterizing the Dimensional Stability, Checking, and Permeability of Wood Containing Beetle-Transmitted Bluestain; Report to Forest Innovation Investment; [W-1985]; Forintek Canada, Western Division: Vancouver, BC, Canada, 2003; 13p.
- EN 312; Particleboards—Specifications. European Committee for Standardization: Brussels, Belgium, 2010.
- Feng, M.W.; Knudson, R.M. Effect of log rehydration on quality of OSB strands manufactured from beetle-killed lodgepole pine. For. Prod. J. 2007, 57, 35–42. [Google Scholar]
- Roffael, E.; Dix, B.; Schneider, T. Influence of pulping process on the emission of formaldehyde and volatile organic acids from pulps and medium density fiberboards (MDF). Holz Als Roh–Und Werkst. 2007, 65, 145–148. [Google Scholar] [CrossRef]
- Young, S. Formaldehyde emission from solid wood—Will it become an issue? Timber Test Laboratories. Unpublished data. 2004. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Outer Layers | Core Layer | ||||||
|---|---|---|---|---|---|---|---|
| Screen Hole Size (mm) | Content (%) | Difference (±) | Screen Hole Size (mm) | Content (%) | Difference (±) | ||
| Deadwood | Sound Wood | Deadwood | Sound Wood | ||||
| 1.25 | 4.42 | 8.8 | −4.38 | 5.0 | 9.90 | 12.0 | −2.1 |
| 1.0 | 9.05 | 1.2 | +7.85 | 3.15 | 20.69 | 25.6 | −4.91 |
| 0.8 | 12.19 | 9.4 | +2.79 | 2.0 | 30.57 | 31.4 | −0.83 |
| 0.63 | 15.24 | 12.2 | +3.04 | 1.25 | 24.47 | 10.6 | +13.87 |
| 0.4 | 27.44 | 26.4 | +1.04 | 0.63 | 11.78 | 8.4 | +3.38 |
| 0.2 | 19.14 | 17.6 | +1.54 | 0.32 | 1.69 | 1.4 | +0.29 |
| Dust | 12.52 | 14.5 | −1.98 | Dust | 0.90 | 0.6 | +0.3 |
| Total | 100 | 100 | - | Total | 100 | 100 | - |
| Board Type | Content (%) of Wood Particles from | Amount of MUF Resin (%) | |
|---|---|---|---|
| Sound Wood | Deadwood | ||
| A | 100 | 0 | 0 |
| B | 75 | 25 | 0 |
| C | 50 | 50 | 0 |
| D | 25 | 75 | 0 |
| E | 0 | 100 | 0 |
| F | 0 | 100 | 1 |
| G | 0 | 100 | 3 |
| Board Type | Density (kg/m3) | Water Absorption 2 h (%) | Water Absorption 24 h (%) | Thickness Swelling 2 h (%) | Thickness Swelling 24 h (%) |
|---|---|---|---|---|---|
| Effects of wood particles content | |||||
| A | 630.5 ± 32.1 ab | 29.01 ± 8.61 a | 90.24 ± 10.05 a | 11.03 ± 3.55 a | 42.01 ± 6.98 a |
| B | 657.7 ± 28.6 d 1 | 32.59 ± 10.19 ab | 90.33 ± 7.68 a | 12.49 ± 4.36 ab | 45.08 ± 7.20 ab |
| C | 639.3 ± 27.4 bc | 37.57 ± 13.31 bc | 97.85 ± 8.20 b | 16.14 ± 5.30 c | 48.55 ± 8.36 bc |
| D | 615.7 ± 70.5 a | 35.68 ± 6.27 c | 92.18 ± 10.88 a | 13.76 ± 4.27 b | 41.36 ± 13.00 a |
| E | 649.3 ± 28.6 cd | 38.96 ± 9.00 c | 99.76 ± 13.31 b | 16.17 ± 4.20 c | 50.82 ± 7.32 c |
| Effects of amount of MUF resin | |||||
| E | 649.3 ± 28.6 ab | 38.96 ± 9.00 b | 99.76 ± 13.31 b | 16.17 ± 4.20 c | 50.82 ± 7.32 c |
| F | 656.9 ± 32.7 b | 36.39 ± 11.59 b | 96.07 ± 9.10 b | 12.31 ± 3.34 b | 38.63 ± 3.41 b |
| G | 638.4 ±32.8 a | 25.29 ± 7.78 a | 81.63 ± 7.86 a | 7.73 ± 2.25 a | 29.00 ± 3.15 a |
| Board Type | MOR (MPa) | MOE (MPa) | IB (MPa) |
|---|---|---|---|
| Effects of wood particles content | |||
| A | 9.75 ± 0.97 b 1 | 1978.21 ± 257.63 c | 0.19 ± 0.02 e |
| B | 9.33 ± 1.48 b | 1928.68 ± 157.98 bc | 0.14 ± 0.03 d |
| C | 9.17 ± 1.00 b | 1838.84 ± 247.09 bc | 0.12 ± 0.03 c |
| D | 8.72 ± 0.96 b | 1747.08 ± 189.10 b | 0.08 ± 0.02 b |
| E | 7.16 ± 1.49 a | 1521.48 ± 341.64 a | 0.05 ± 0.01 a |
| Effects of amount of MUF resin | |||
| E | 7.16 ± 1.49 a | 1521.48 ± 341.64 a | 0.05 ± 0.01 a |
| F | 9.25 ± 0.95 b | 1329.41 ± 213.61 a | 0.12 ± 0.02 b |
| G | 10.32 ± 1.24 c | 2180.54 ± 328.35 b | 0.21 ± 0.03 c |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bekhta, P.; Kozak, R.; Gryc, V.; Sebera, V.; Tippner, J. Effects of Wood Particles from Deadwood on the Properties and Formaldehyde Emission of Particleboards. Polymers 2022, 14, 3535. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14173535
Bekhta P, Kozak R, Gryc V, Sebera V, Tippner J. Effects of Wood Particles from Deadwood on the Properties and Formaldehyde Emission of Particleboards. Polymers. 2022; 14(17):3535. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14173535
Chicago/Turabian StyleBekhta, Pavlo, Ruslan Kozak, Vladimír Gryc, Václav Sebera, and Jan Tippner. 2022. "Effects of Wood Particles from Deadwood on the Properties and Formaldehyde Emission of Particleboards" Polymers 14, no. 17: 3535. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14173535