
Novel Thermoplastic Composites Strengthened with Carbon Fiber-Reinforced Epoxy Composite Waste Rods: Development and Characterization

 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
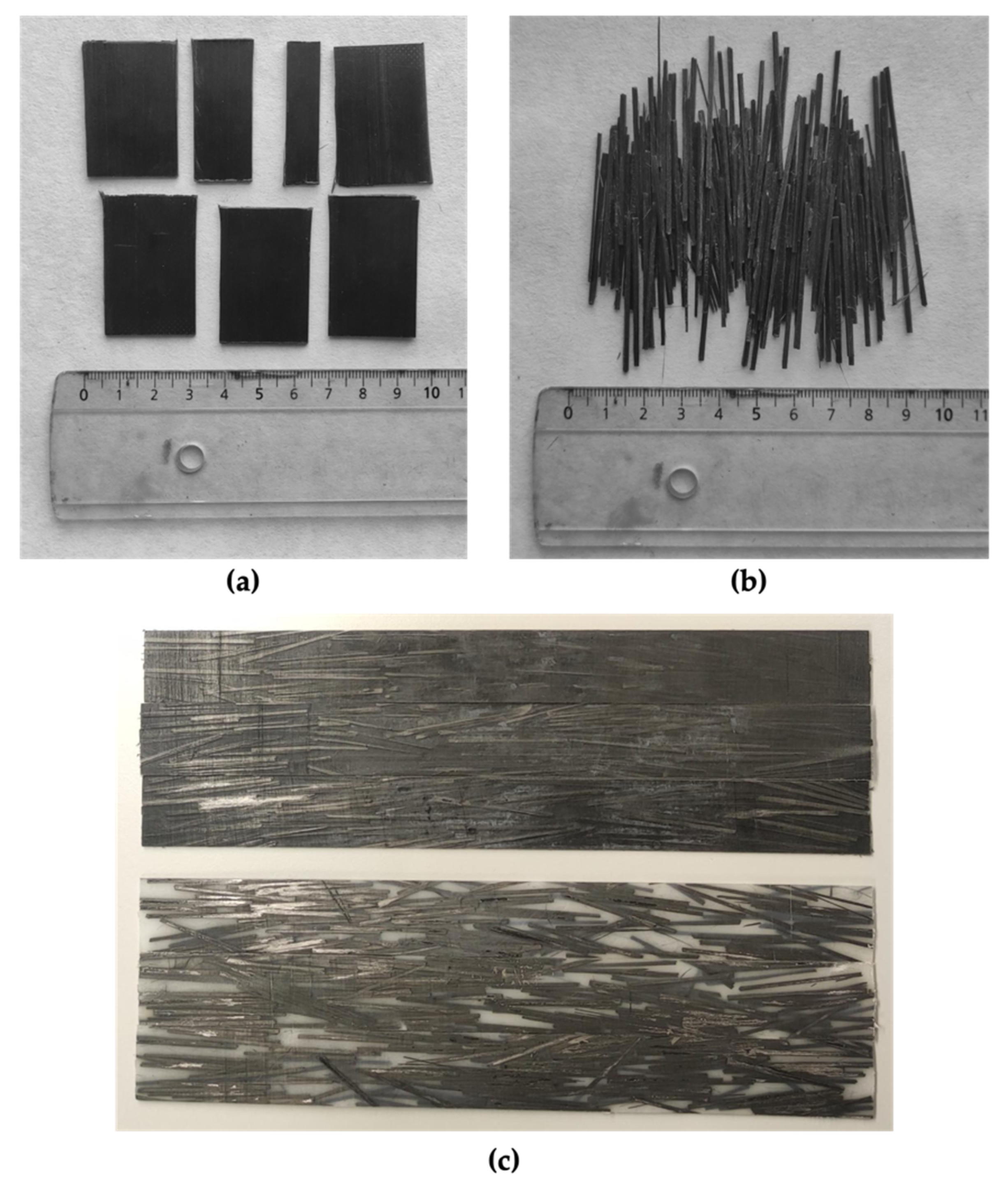
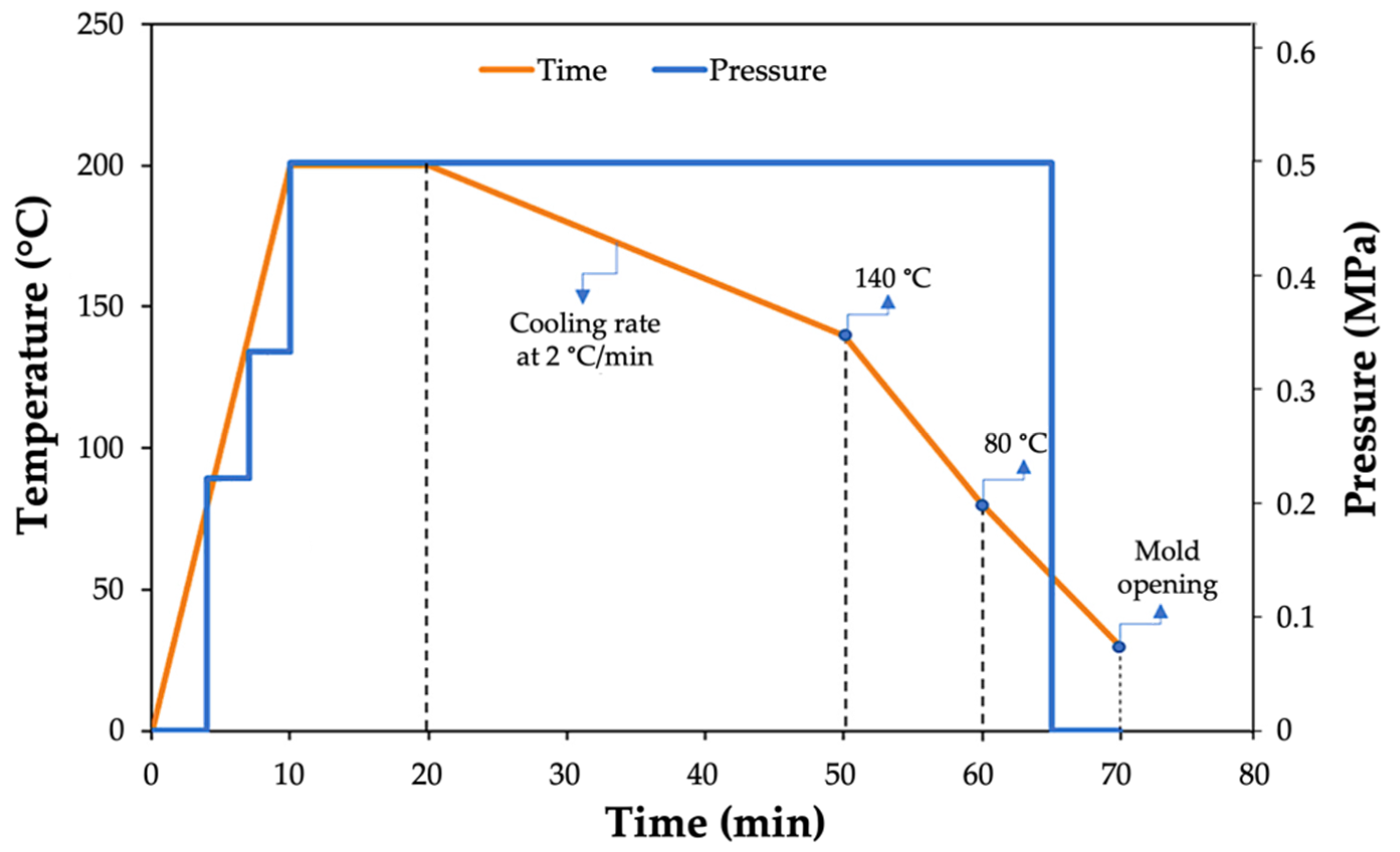
2.2. Manufacturing of Specimens
2.3. Determination of Fiber Volume Fraction
2.3.1. A Theoretical Approach: The Rule of Mixtures in Composites
2.3.2. A Practical Approach: X-ray Micro-Computed Tomography
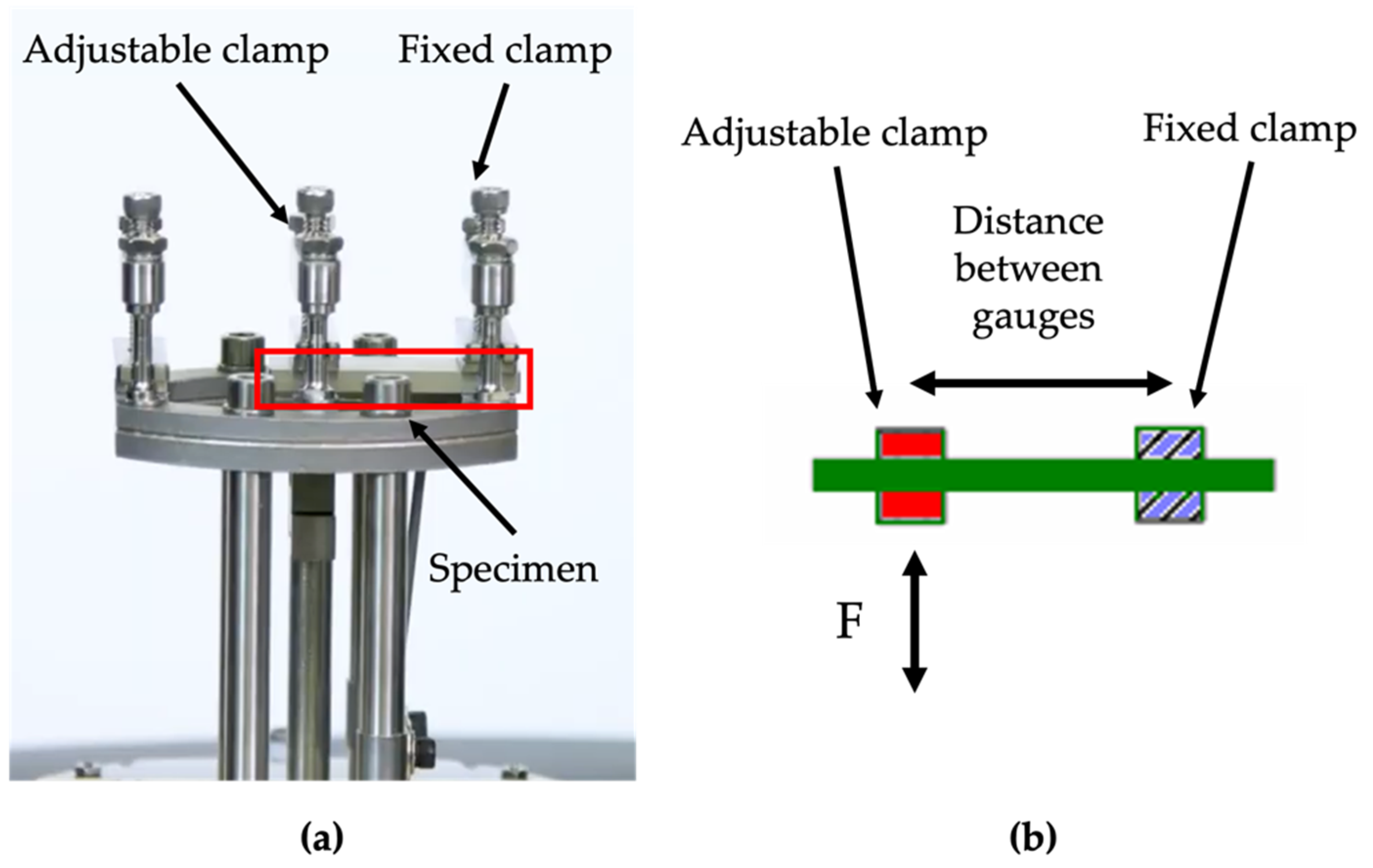
2.4. Tensile Testing
2.5. Fatigue Testing
2.6. Thermomechanical Behavior of Polymers and Composites
3. Results and Discussion
3.1. Determination of Fiber Volume Fraction
3.1.1. A Theoretical Approach: The Rule of Mixtures in Composites
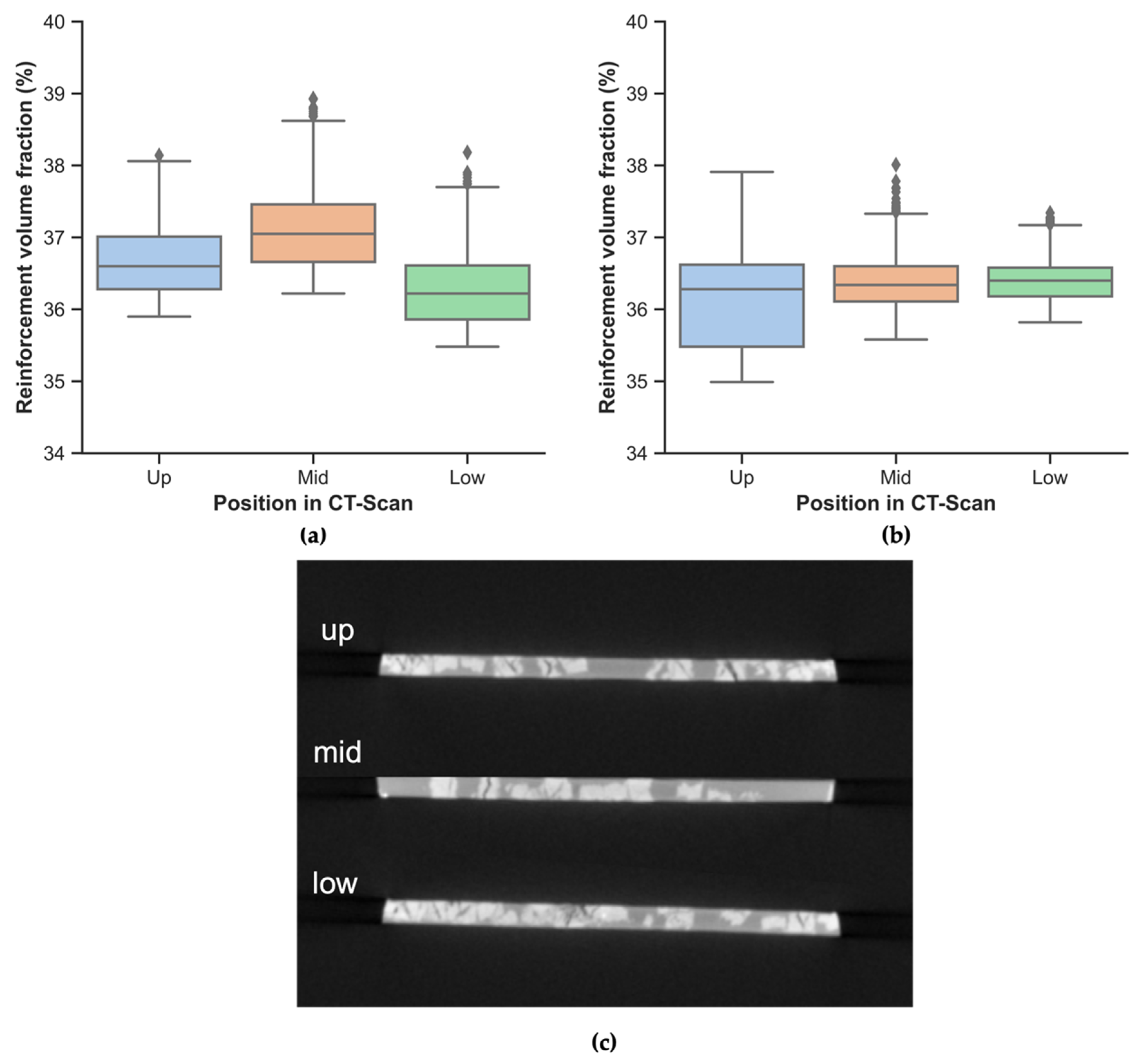
3.1.2. A Practical Approach: X-ray Micro-Computed Tomography
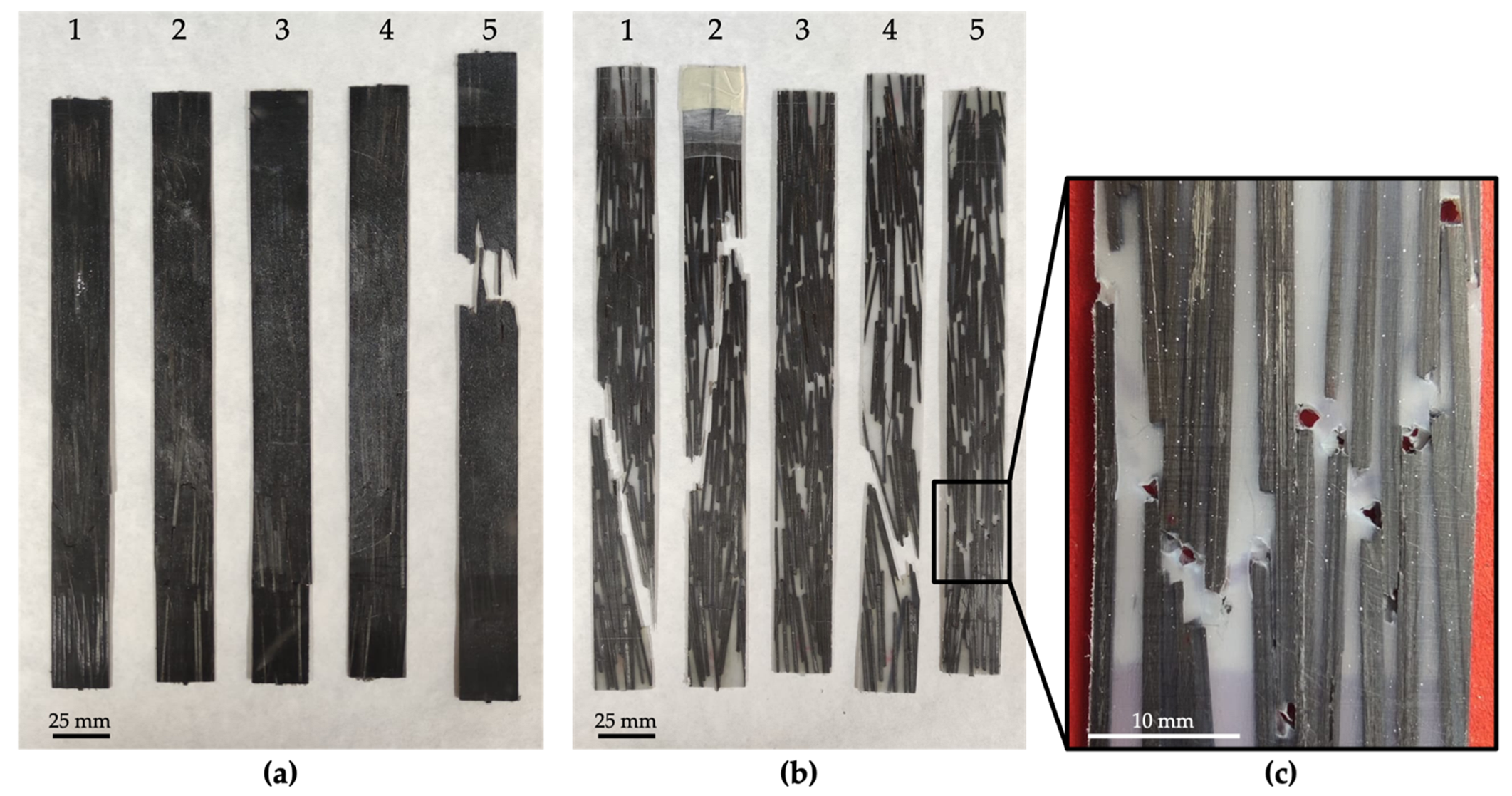
3.2. Tensile Strength
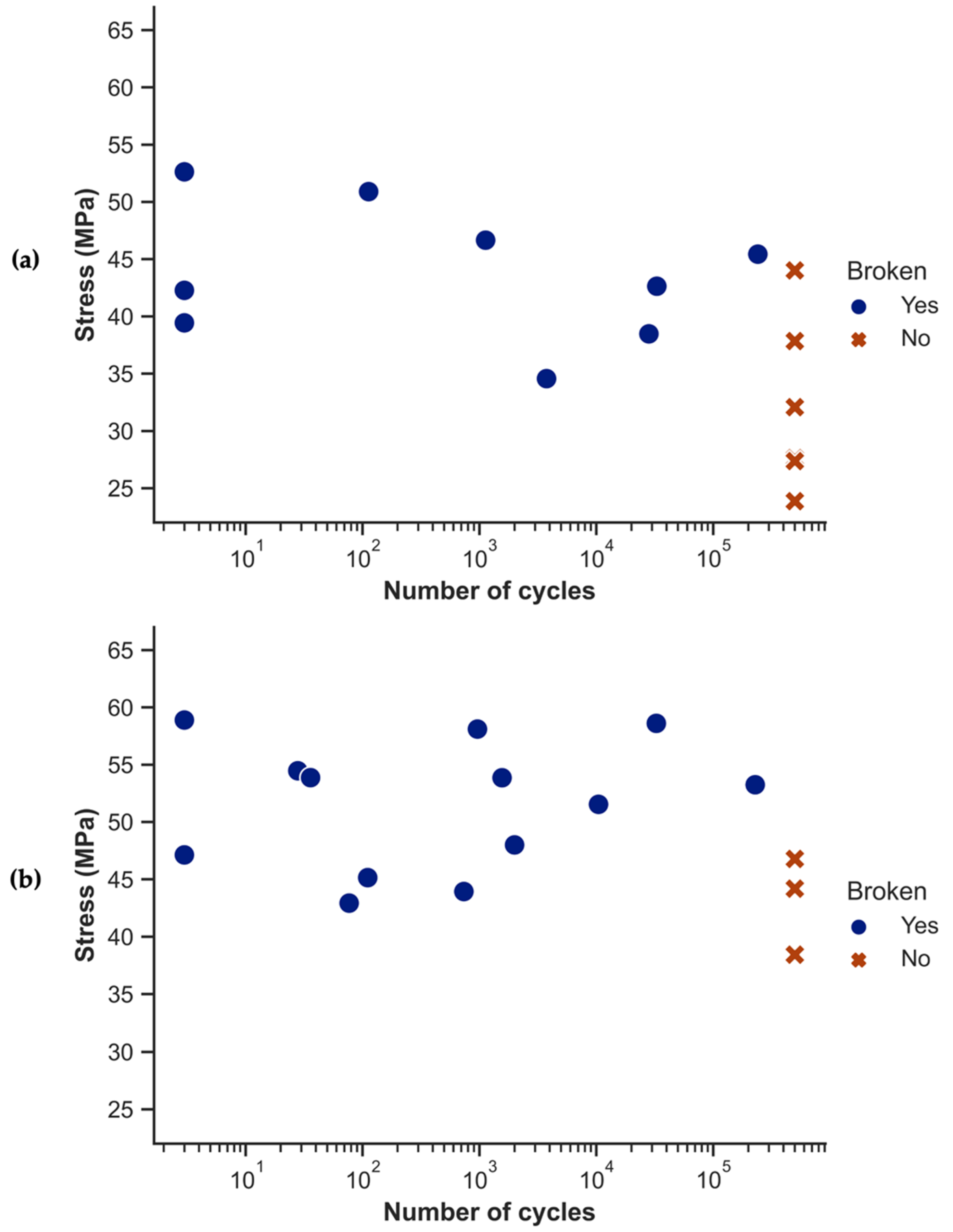
3.3. Fatigue Tests
3.4. Thermomechanical Behavior
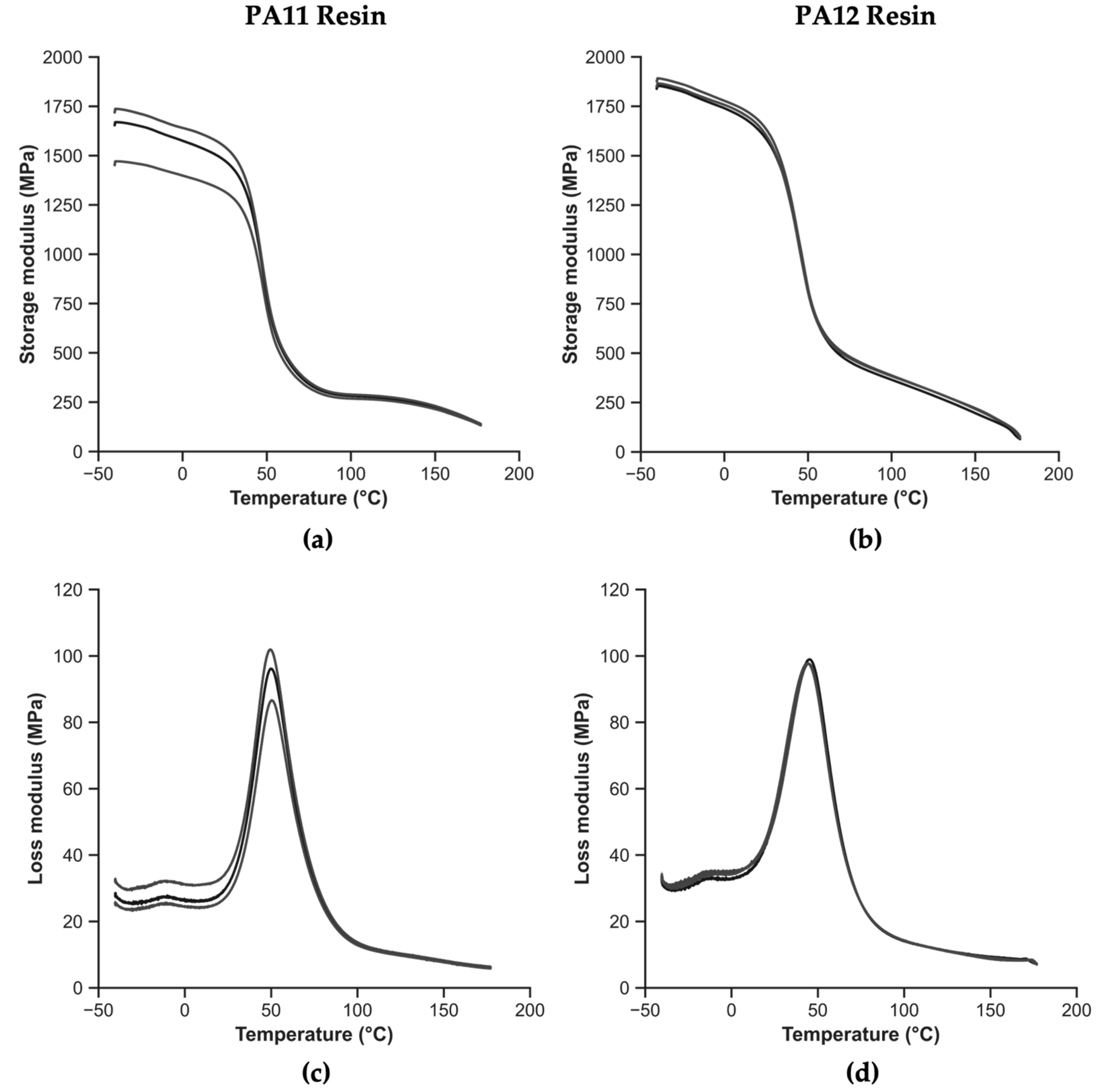
3.4.1. Thermomechanical Behavior of Polymers
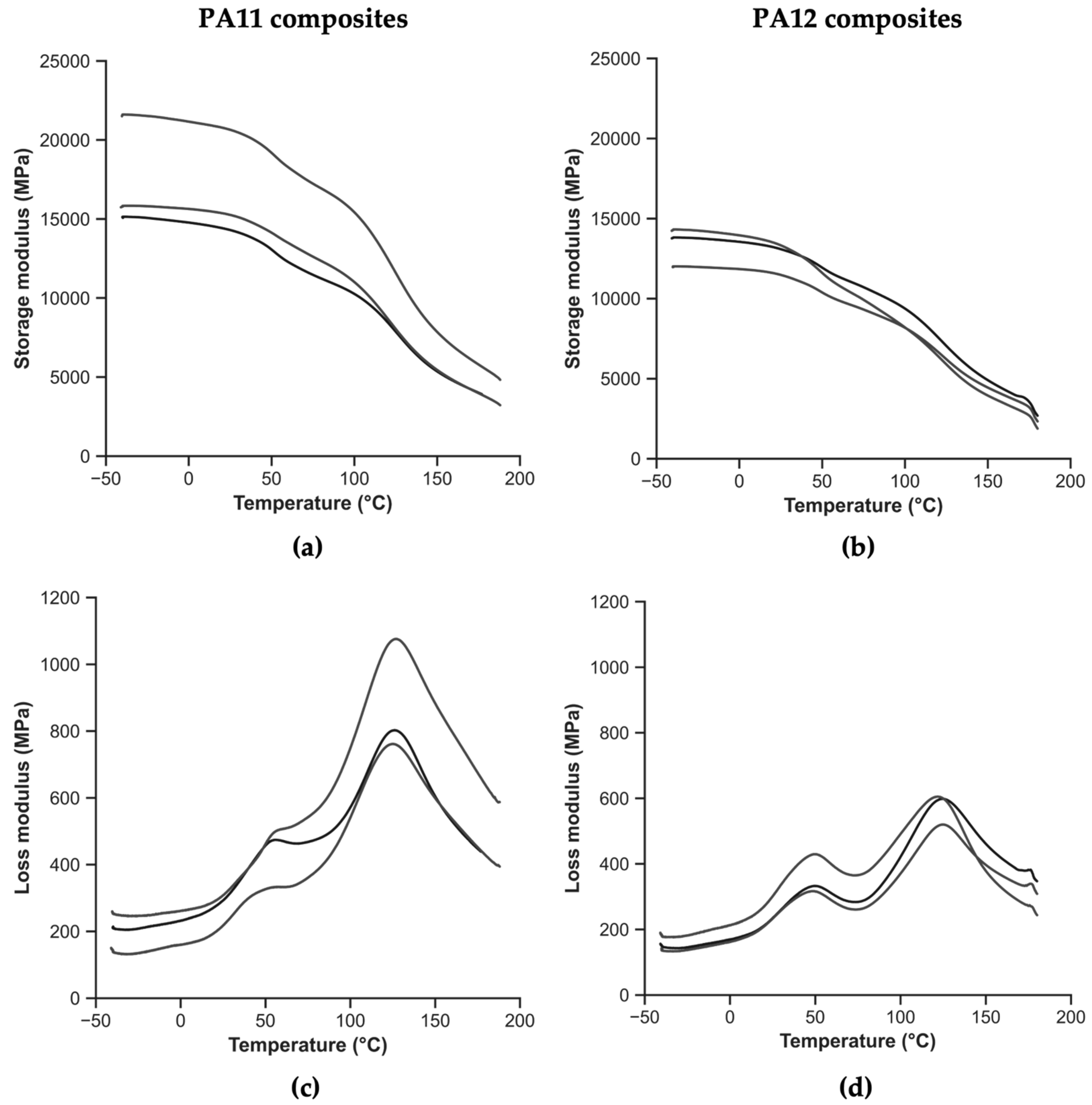
3.4.2. Thermomechanical Behavior of Composites
4. Conclusions
- The process developed to manufacture a new thermoplastic composite incorporating carbon fiber-reinforced epoxy composite waste rods as fillers has been successfully carried out, enabling the study of its properties.
- The Vr and Vf were calculated from theoretical values and from the analysis of μCT images. The results, complemented with a statistical analysis, were satisfactory, showing that the real values are close to the theoretical values.
- The tensile strength and tension–tension fatigue tests exhibited the inherent heterogeneity of the recycled composites, reflected in the large coefficients of variation. The tensile strength test results barely indicated any difference between the composites. Nonetheless, the PA11 composites presented a less stiff behavior, exhibiting a higher strain to failure.
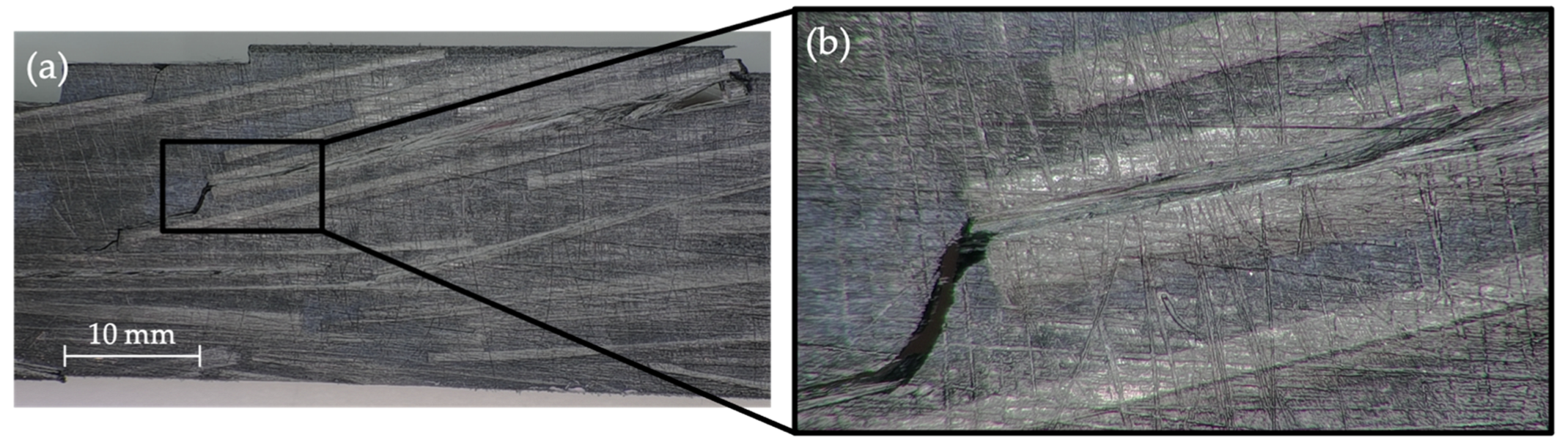
- Digital microscopy after the fatigue testing showed that the fracture follows the fiber orientation to find the easiest path. In the fatigue process, the crack propagated through the polyamide matrix and caused the matrix’s cracking. Regarding the damage analysis, matrix cracking, reinforcement–matrix debonding, and reinforcement pull-out were observed.
- PA12 exhibited a better behavior than PA11, as the storage modulus was 11% higher around Tg. The Tg of PA11 (49.9 °C) was found to be higher than that of PA12 (44.6 °C).
- Considering the composites, the PA11 composites exhibit higher storage moduli than PA12, which were 34% higher around polyamide Tg and 43% higher around epoxy Tg. The Tg is altered for both composites, increasing by 5.3 °C and by 5.8 °C according to the storage and loss moduli, respectively, for the PA11 composites. For the PA12 composites, the Tg is 3.1 °C and 4.8 °C higher than in the case of the polymers, according to the storage modulus and the loss modulus, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Galvez, P.; Quesada, A.; Martinez, M.A.; Abenojar, J.; Boada, M.J.L.; Diaz, V. Study of the Behaviour of Adhesive Joints of Steel with CFRP for Its Application in Bus Structures. Compos. Part B Eng. 2017, 129, 41–46. [Google Scholar] [CrossRef]
- Xiong, Z.; Wei, W.; Liu, F.; Cui, C.; Li, L.; Zou, R.; Zeng, Y. Bond Behaviour of Recycled Aggregate Concrete with Basalt Fibre-Reinforced Polymer Bars. Compos. Struct. 2021, 256, 113078. [Google Scholar] [CrossRef]
- Akbar, A.; Liew, K.M. Assessing Recycling Potential of Carbon Fiber Reinforced Plastic Waste in Production of Eco-Efficient Cement-Based Materials. J. Clean. Prod. 2020, 274, 123001. [Google Scholar] [CrossRef]
- Galvez, P.; Lopez de Armentia, S.; Abenojar, J.; Martinez, M.A. Effect of Moisture and Temperature on Thermal and Mechanical Properties of Structural Polyurethane Adhesive Joints. Compos. Struct. 2020, 247, 112443. [Google Scholar] [CrossRef]
- Rubino, F.; Nisticò, A.; Tucci, F.; Carlone, P. Marine Application of Fiber Reinforced Composites: A Review. JMSE 2020, 8, 26. [Google Scholar] [CrossRef]
- Lavayen-Farfan, D.; Butenegro-Garcia, J.A.; Boada, M.J.L.; Martinez-Casanova, M.A.; Rodriguez-Hernandez, J.A. Theoretical and Experimental Study of the Bending Collapse of Partially Reinforced CFRP–Steel Square Tubes. Thin-Walled Struct. 2022, 177, 109457. [Google Scholar] [CrossRef]
- Mishnaevsky, L. Sustainable End-of-Life Management of Wind Turbine Blades: Overview of Current and Coming Solutions. Materials 2021, 14, 1124. [Google Scholar] [CrossRef]
- Karuppannan Gopalraj, S.; Kärki, T. A Review on the Recycling of Waste Carbon Fibre/Glass Fibre-Reinforced Composites: Fibre Recovery, Properties and Life-Cycle Analysis. SN Appl. Sci. 2020, 2, 433. [Google Scholar] [CrossRef]
- Bahrami, M.; Abenojar, J.; Martínez, M.Á. Recent Progress in Hybrid Biocomposites: Mechanical Properties, Water Absorption, and Flame Retardancy. Materials 2020, 13, 5145. [Google Scholar] [CrossRef]
- Núñez Carrero, K.C.; Herrero, M.; Asensio, M.; Guerrero, J.; Merino, J.C.; Pastor, J.M. Star-Branched Polyamides as the Matrix in Thermoplastic Composites. Polymers 2022, 14, 942. [Google Scholar] [CrossRef]
- Nistratov, A.V.; Klimenko, N.N.; Pustynnikov, I.V.; Vu, L.K. Thermal Regeneration and Reuse of Carbon and Glass Fibers from Waste Composites. Emerg. Sci. J. 2022, 6, 967–984. [Google Scholar] [CrossRef]
- Bahrami, M.; Lavayen-Farfan, D.; Martínez, M.A.; Abenojar, J. Experimental and Numerical Studies of Polyamide 11 and 12 Surfaces Modified by Atmospheric Pressure Plasma Treatment. Surf. Interfaces 2022, 32, 102154. [Google Scholar] [CrossRef]
- Park, M.; Hong, S.-J.; Lee, S.; Kim, N.-K.; Shin, J.; Kim, Y.-W. Effects of Hard Segment Length on the Mechanical Properties of Poly(PA11-Co-DA) Periodic Copolymers. ACS Sustain. Chem. Eng. 2022, 10, 4538–4550. [Google Scholar] [CrossRef]
- Herrero, M.; Asensio, M.; Núñez, K.; Merino, J.C.; Pastor, J.M. Morphological, Thermal, and Mechanical Behavior of Polyamide11/Sepiolite Bio-Nanocomposites Prepared by Melt Compounding and In Situ Polymerization. Polym. Compos. 2019, 40, E704–E713. [Google Scholar] [CrossRef]
- Feldmann, M.; Bledzki, A.K. Bio-Based Polyamides Reinforced with Cellulosic Fibres–Processing and Properties. Compos. Sci. Technol. 2014, 100, 113–120. [Google Scholar] [CrossRef]
- Salazar, A.; Rico, A.; Rodríguez, J.; Segurado Escudero, J.; Seltzer, R.; Martin de la Escalera Cutillas, F. Monotonic Loading and Fatigue Response of a Bio-Based Polyamide PA11 and a Petrol-Based Polyamide PA12 Manufactured by Selective Laser Sintering. Eur. Polym. J. 2014, 59, 36–45. [Google Scholar] [CrossRef]
- Hine, P.J.; Bonner, M.J.; Ward, I.M.; Swolfs, Y.; Verpoest, I. The Influence of the Hybridisation Configuration on the Mechanical Properties of Hybrid Self Reinforced Polyamide 12/Carbon Fibre Composites. Compos. Part A Appl. Sci. Manuf. 2017, 95, 141–151. [Google Scholar] [CrossRef]
- Swolfs, Y.; Gorbatikh, L.; Verpoest, I. Fibre Hybridisation in Polymer Composites: A Review. Compos. Part A Appl. Sci. Manuf. 2014, 67, 181–200. [Google Scholar] [CrossRef]
- Butenegro, J.A.; Bahrami, M.; Abenojar, J.; Martínez, M.Á. Recent Progress in Carbon Fiber Reinforced Polymers Recycling: A Review of Recycling Methods and Reuse of Carbon Fibers. Materials 2021, 14, 6401. [Google Scholar] [CrossRef]
- Nguyen Thi, T.B.; Morioka, M.; Yokoyama, A.; Hamanaka, S.; Yamashita, K.; Nonomura, C. Measurement of Fiber Orientation Distribution in Injection-Molded Short-Glass-Fiber Composites Using X-Ray Computed Tomography. J. Mater. Process. Technol. 2015, 219, 1–9. [Google Scholar] [CrossRef]
- Wan, Y.; Takahashi, J. Mechanical Modeling of CF/PA6 Sheet Molding Compounds with X-Ray Computed Tomography-Based Internal Geometry Considerations. Compos. Sci. Technol. 2020, 192, 108104. [Google Scholar] [CrossRef]
- Wan, Y.; Takahashi, J. Development of Carbon Fiber-Reinforced Thermoplastics for Mass-Produced Automotive Applications in Japan. J. Compos. Sci. 2021, 5, 86. [Google Scholar] [CrossRef]
- Nguyen, N.Q.; Mehdikhani, M.; Straumit, I.; Gorbatikh, L.; Lessard, L.; Lomov, S.V. Micro-CT Measurement of Fibre Misalignment: Application to Carbon/Epoxy Laminates Manufactured in Autoclave and by Vacuum Assisted Resin Transfer Moulding. Compos. Part A Appl. Sci. Manuf. 2018, 104, 14–23. [Google Scholar] [CrossRef]
- Mehdikhani, M.; Straumit, I.; Gorbatikh, L.; Lomov, S.V. Detailed Characterization of Voids in Multidirectional Carbon Fiber/Epoxy Composite Laminates Using X-Ray Micro-Computed Tomography. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105532. [Google Scholar] [CrossRef]
- Skarżyński, Ł.; Suchorzewski, J. Mechanical and Fracture Properties of Concrete Reinforced with Recycled and Industrial Steel Fibers Using Digital Image Correlation Technique and X-Ray Micro Computed Tomography. Constr. Build. Mater. 2018, 183, 283–299. [Google Scholar] [CrossRef]
- Holmes, J.; Sommacal, S.; Stachurski, Z.; Das, R.; Compston, P. Digital Image and Volume Correlation with X-Ray Micro-Computed Tomography for Deformation and Damage Characterisation of Woven Fibre-Reinforced Composites. Compos. Struct. 2022, 279, 114775. [Google Scholar] [CrossRef]
- Yu, X.-W.; Wang, H.; Wang, Z.-W. Analysis of Yarn Fiber Volume Fraction in Textile Composites Using Scanning Electron Microscopy and X-Ray Micro-Computed Tomography. J. Reinf. Plast. Compos. 2019, 38, 199–210. [Google Scholar] [CrossRef]
- Wan, Y.; Takahashi, J. Tensile and Compressive Properties of Chopped Carbon Fiber Tapes Reinforced Thermoplastics with Different Fiber Lengths and Molding Pressures. Compos. Part A Appl. Sci. Manuf. 2016, 87, 271–281. [Google Scholar] [CrossRef]
- Bahrami, M.; Abenojar, J.; Martínez, M.A. Comparative Characterization of Hot-Pressed Polyamide 11 and 12: Mechanical, Thermal and Durability Properties. Polymers 2021, 13, 3553. [Google Scholar] [CrossRef]
- Boisot, G.; Fond, C.; Hochstetter, G.; Laiarinandrasana, L. Failure of Polyamide 11 Using a Damage Finite Elements Model. In Proceedings of the 17th European Conference on Fracture, Brno, Czech Republic, 2–5 September 2008; European Structural Integrity Society: Darmstadt, Germany, 2008. [Google Scholar]
- Urman, K.; Iverson, D.; Otaigbe, J.U. Study of the Effects of Melt Blending Speed on the Structure and Properties of Phosphate Glass/Polyamide 12 Hybrid Materials. J. Appl. Polym. Sci. 2007, 105, 1297–1308. [Google Scholar] [CrossRef]
- Zile, E.; Tamuzs, V. Mode II Delamination of a Unidirectional Carbon Fiber/Epoxy Composite in Four-Point Bend End-Notched Flexure Tests. Mech. Compos. Mater. 2005, 41, 383–390. [Google Scholar] [CrossRef]
- Sika. Sika Carbodur S-Product Data Sheet; Sika: Baar, Switzerland, 2018. [Google Scholar]
- Barnett, P.R.; Young, S.A.; Patel, N.J.; Penumadu, D. Prediction of Strength and Modulus of Discontinuous Carbon Fiber Composites Considering Stochastic Microstructure. Compos. Sci. Technol. 2021, 211, 108857. [Google Scholar] [CrossRef]
- Paolucci, F.; Peters, G.W.M.; Govaert, L.E. Plasticity-controlled Failure of Sintered and Molded Polyamide 12: Influence of Temperature and Water Absorption. J. Appl. Polym. Sci. 2020, 137, 48525. [Google Scholar] [CrossRef]
- Oliver-Ortega, H.; Méndez, J.; Espinach, F.; Tarrés, Q.; Ardanuy, M.; Mutjé, P. Impact Strength and Water Uptake Behaviors of Fully Bio-Based PA11-SGW Composites. Polymers 2018, 10, 717. [Google Scholar] [CrossRef]
- Tang, J.; Swolfs, Y.; Longana, M.L.; Yu, H.; Wisnom, M.R.; Lomov, S.V.; Gorbatikh, L. Hybrid Composites of Aligned Discontinuous Carbon Fibers and Self-Reinforced Polypropylene under Tensile Loading. Compos. Part A Appl. Sci. Manuf. 2019, 123, 97–107. [Google Scholar] [CrossRef]
- Mesquita, F.; Melnikov, A.; Rajpurohit, A.; Singery, V.; Sanial, P.; Lomov, S.V.; Swolfs, Y. Tensile Failure Strain and Microstructure of Unidirectional Carbon Fibre Non-Crimp Fabric Composites. Compos. Part B Eng. 2022, 243, 110123. [Google Scholar] [CrossRef]
- Mehdikhani, M.; Breite, C.; Swolfs, Y.; Soete, J.; Wevers, M.; Lomov, S.V.; Gorbatikh, L. Digital Volume Correlation for Meso/Micro in-Situ Damage Analysis in Carbon Fiber Reinforced Composites. Compos. Sci. Technol. 2021, 213, 108944. [Google Scholar] [CrossRef]
- Ribeiro, F.; Sena-Cruz, J.; Vassilopoulos, A.P. Tension-Tension Fatigue Behavior of Hybrid Glass/Carbon and Carbon/Carbon Composites. Int. J. Fatigue 2021, 146, 106143. [Google Scholar] [CrossRef]
- Martulli, L.M.; Muyshondt, L.; Kerschbaum, M.; Pimenta, S.; Lomov, S.V.; Swolfs, Y. Morphology-Induced Fatigue Crack Arresting in Carbon Fibre Sheet Moulding Compounds. Int. J. Fatigue 2020, 134, 105510. [Google Scholar] [CrossRef]
- Fan, F.; Roos, Y.H. Glass Transition-Associated Structural Relaxations and Applications of Relaxation Times in Amorphous Food Solids: A Review. Food Eng. Rev. 2017, 9, 257–270. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (g/cm3) | Glass Transition Temperature (°C) | Melting Point (°C) | Longitudinal Modulus (GPa) | Transverse Modulus (GPa) | Longitudinal Poisson’s Ratio | In-Plane Shear Modulus (GPa) | Ref. |
|---|---|---|---|---|---|---|---|---|
| PA11 | 1.05 | 45.95 | 188.50 | 1.76 | 1.76 | 0.35 | 0.63 | [29,30] |
| PA12 | 1.01 | 49.29 | 178.05 | 2.96 | 2.96 | 0.35 | 1.07 | [29,31] |
| Carbodur S512 | 1.60 | >100 | - | 165 | 9 | 0.28 | 5 | [32,33] |
| Material | Fiber Volume Fraction (%) | Laminate Thickness (mm) | Tensile Strength (MPa) | Elastic Modulus (GPa) | Strain at Failure (%) | Ref. |
|---|---|---|---|---|---|---|
| Carbodur S512 | >68 | 1.2 | 2900 | 165 | 1.80 | [32] |
| Test | Specimen Type | Polymer or Matrix Material | Distance between Gauges (mm) | Width (mm) | Thickness (mm) | Standard |
|---|---|---|---|---|---|---|
| Tensile strength | Composite | PA11 | 150.0 ± 0.1 | 24.9 ± 0.2 | 1.23 ± 0.03 | ISO 527-5 |
| PA12 | 25.1 ± 0.1 | 1.40 ± 0.02 | ||||
| Fatigue | Composite | PA11 | 150.0 ± 0.1 | 24.9 ± 0.1 | 1.27 ± 0.06 | ISO 527-5 |
| PA12 | 25.0 ± 0.1 | 1.43 ± 0.04 | ||||
| DMA | Polymer | PA11 | 17.8 ± 0.1 | 15.6 ± 0.4 | 2.02 ± 0.10 | ISO 6721-11 |
| PA12 | 15.4 ± 0.4 | 2.11 ± 0.02 | ||||
| Composite | PA11 | 16.4 ± 0.4 | 1.19 ± 0.02 | |||
| PA12 | 14.2 ± 0.3 | 1.43 ± 0.06 |
| Material | Method | Reinforcement Volume Fraction (Vr) (%) | Fiber Volume Fraction (Vf) (%) |
|---|---|---|---|
| PA11 composites | Rule of mixtures | 36.5 | 24.8 |
| μCT | 36.7 ± 0.6 | 24.9 ± 0.4 | |
| PA12 composites | Rule of mixtures | 37.4 | 25.4 |
| μCT | 36.3 ± 0.5 | 24.7 ± 0.3 |
| Material | Ultimate Tensile Strength (MPa) [CoV] | Young’s Modulus (GPa) [CoV] | Strain at Failure (%) [CoV] | |
|---|---|---|---|---|
| Polymers | PA11 | 20.0 ± 3.8 [19.0] | 1.7 ± 0.1 [7.8] | 4 |
| PA12 | 64.0 ± 3.2 [5.0] | 3.0 ± 0.1 [3.5] | 200 | |
| Composites | PA11 | 106.1 ± 10.1 [9.5] | 21.4 ± 1.2 [10.0] | 0.9 ± 0.1 [5.4] |
| PA12 | 109.9 ± 12.2 [11.1] | 23.2 ± 2.9 [8.1] | 0.7 ± 0.1 [12.4] | |
| Polymer | Storage Modulus | Loss Modulus | ||
|---|---|---|---|---|
| Value at Inflection Point (MPa) [CoV] | Point Temperature (°C) [CoV] | Peak Value (MPa) [CoV] | Peak Temperature (°C) [CoV] | |
| PA11 | 900 ± 70 [8.2] | 47.5 ± 0.4 [0.9] | 95 ± 8 [8.1] | 49.9 ± 0.4 [0.8] |
| PA12 | 1010 ± 30 [3.0] | 45.8 ± 0.9 [1.9] | 98 ± 1 [0.7] | 44.6 ± 0.5 [1.2] |
| Composite | Storage Modulus | Loss Modulus | ||||||
|---|---|---|---|---|---|---|---|---|
| First Inflection Point | Second Inflection Point | First Peak | Second Peak | |||||
| Value (MPa) [CoV] | Temperature (°C) [CoV] | Value (MPa) [CoV] | Temperature (°C) [CoV] | Value (MPa) [CoV] | Peak Temperature (°C) [CoV] | Value (MPa) [CoV] | Peak Temperature (°C) [CoV] | |
| PA11 | 15,200 ± 3200 [21.1] | 52.8 ± 1.0 [1.8] | 9500 ± 2000 [21.4] | 122.8 ± 2.5 [2.0] | 430 ± 90 [20.3] | 55.7 ± 1.1 [1.9] | 880 ± 170 [19.4] | 125.7 ± 0.4 [0.3] |
| PA12 | 11,400 ± 800 [7.3] | 48.9 ± 0.4 [0.8] | 6600 ± 600 [8.9] | 122.7 ± 0.2 [0.1] | 360 ± 60 [17.0] | 49.4 ± 0.9 [1.8] | 570 ± 50 [8.2] | 123.8 ± 1.8 [1.4] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Butenegro, J.A.; Bahrami, M.; Swolfs, Y.; Ivens, J.; Martínez, M.Á.; Abenojar, J. Novel Thermoplastic Composites Strengthened with Carbon Fiber-Reinforced Epoxy Composite Waste Rods: Development and Characterization. Polymers 2022, 14, 3951. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14193951
Butenegro JA, Bahrami M, Swolfs Y, Ivens J, Martínez MÁ, Abenojar J. Novel Thermoplastic Composites Strengthened with Carbon Fiber-Reinforced Epoxy Composite Waste Rods: Development and Characterization. Polymers. 2022; 14(19):3951. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14193951
Chicago/Turabian StyleButenegro, José Antonio, Mohsen Bahrami, Yentl Swolfs, Jan Ivens, Miguel Ángel Martínez, and Juana Abenojar. 2022. "Novel Thermoplastic Composites Strengthened with Carbon Fiber-Reinforced Epoxy Composite Waste Rods: Development and Characterization" Polymers 14, no. 19: 3951. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14193951