
The Particle Breakage Effect on Abrasive Wear Process of Rubber/Steel Seal Pairs under High/Low Pressure

 ,
,
Abstract
:1. Introduction
2. Experimental Procedure
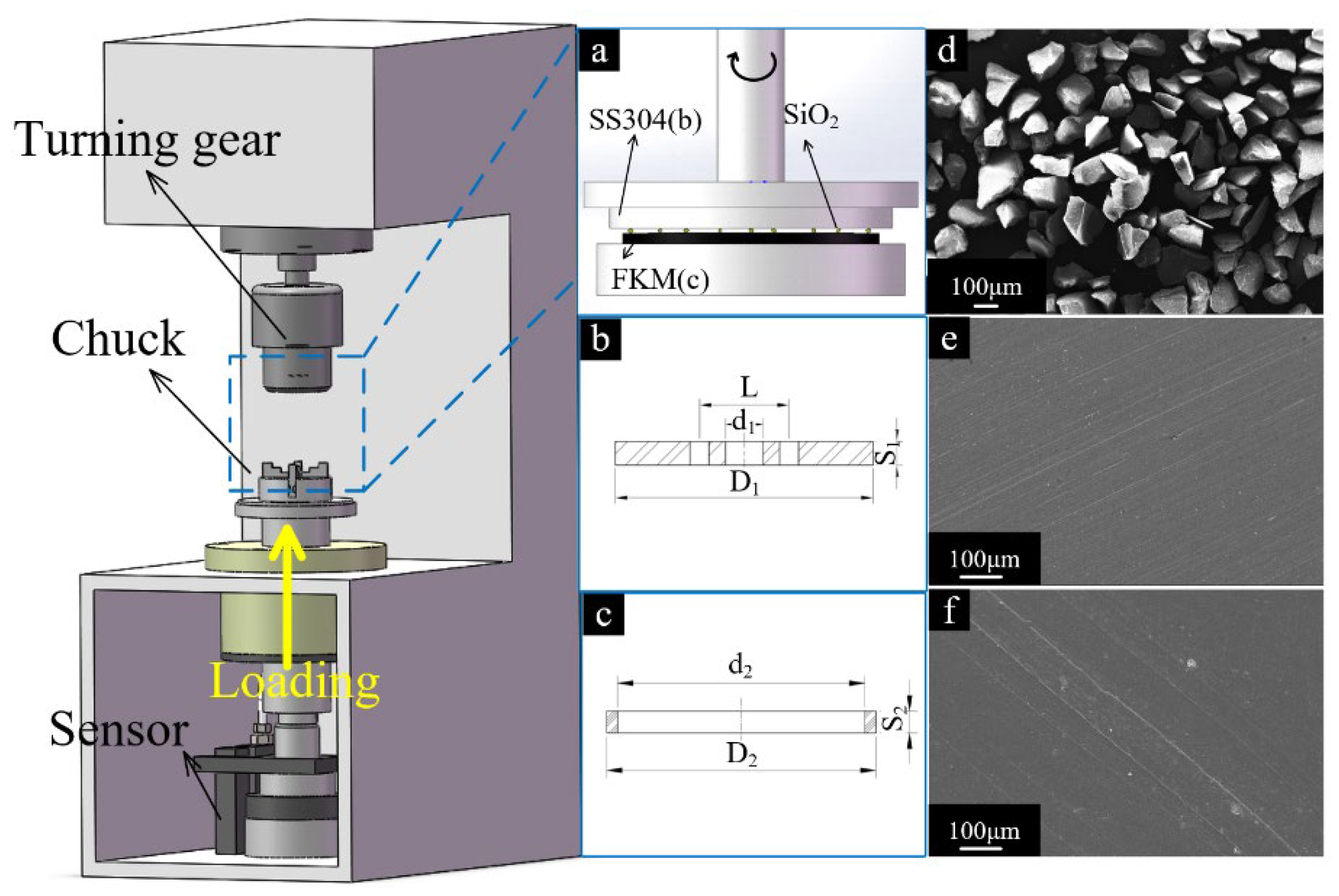
2.1. Test Rig and Methods
2.2. Test Materials
3. Fracture Mechanism of a Single Particle at the Sealing Interface
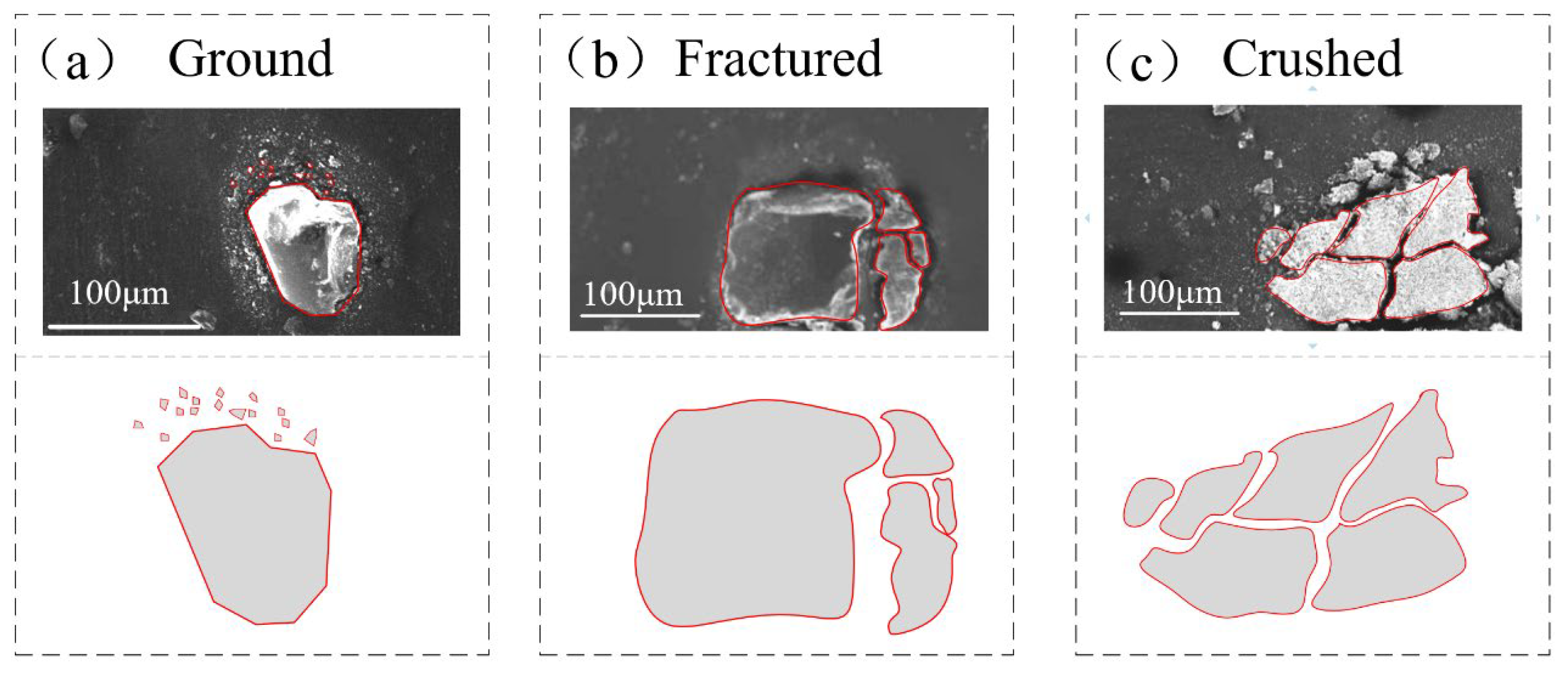
3.1. Fracture Types and Mechanism Analysis of SiO2 Particles
3.1.1. Fracture Types and Mechanism Analysis of SiO2 Particles
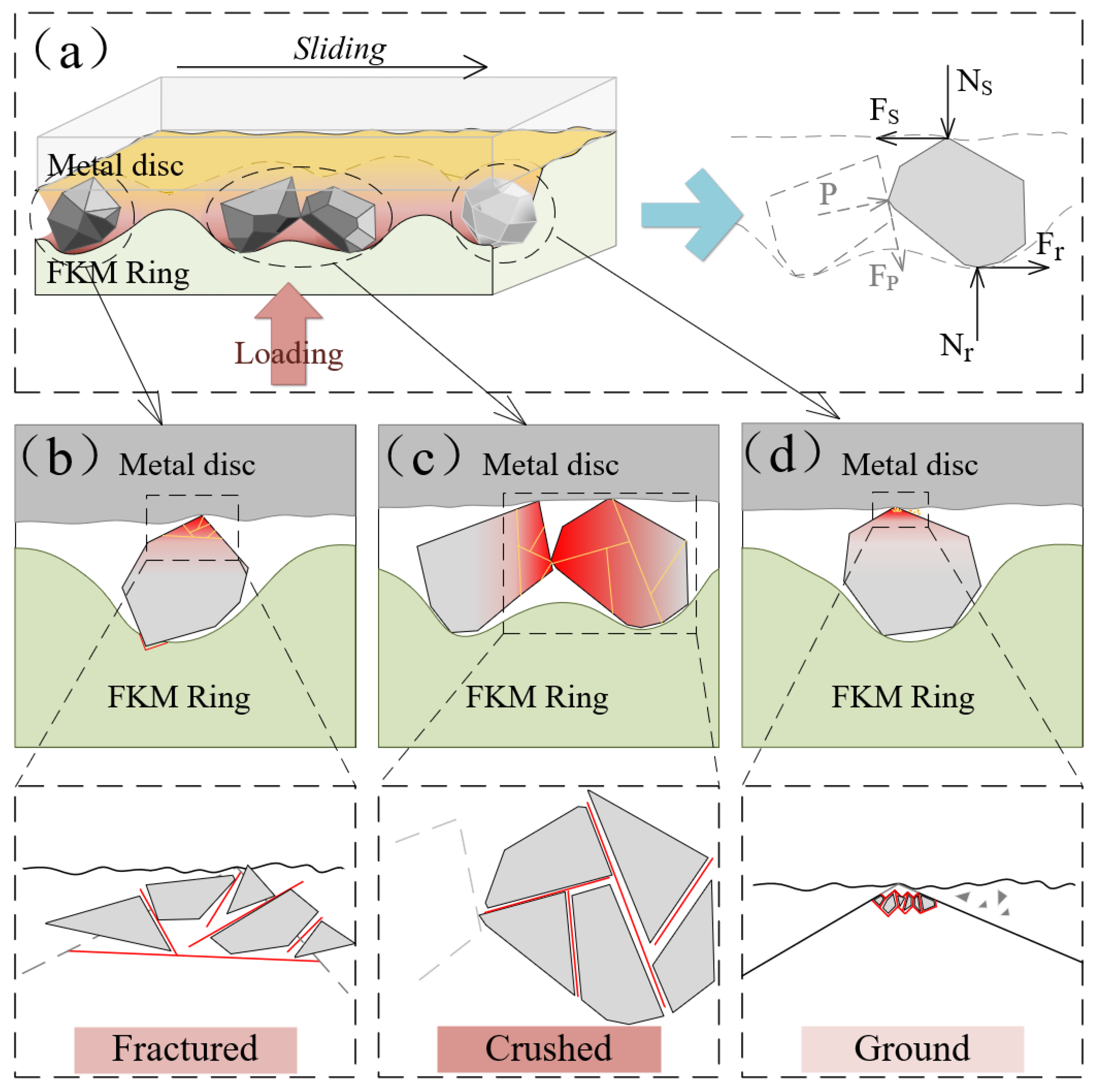
3.1.2. Fracture Mechanism of a Single Particle at the Sealing Interface
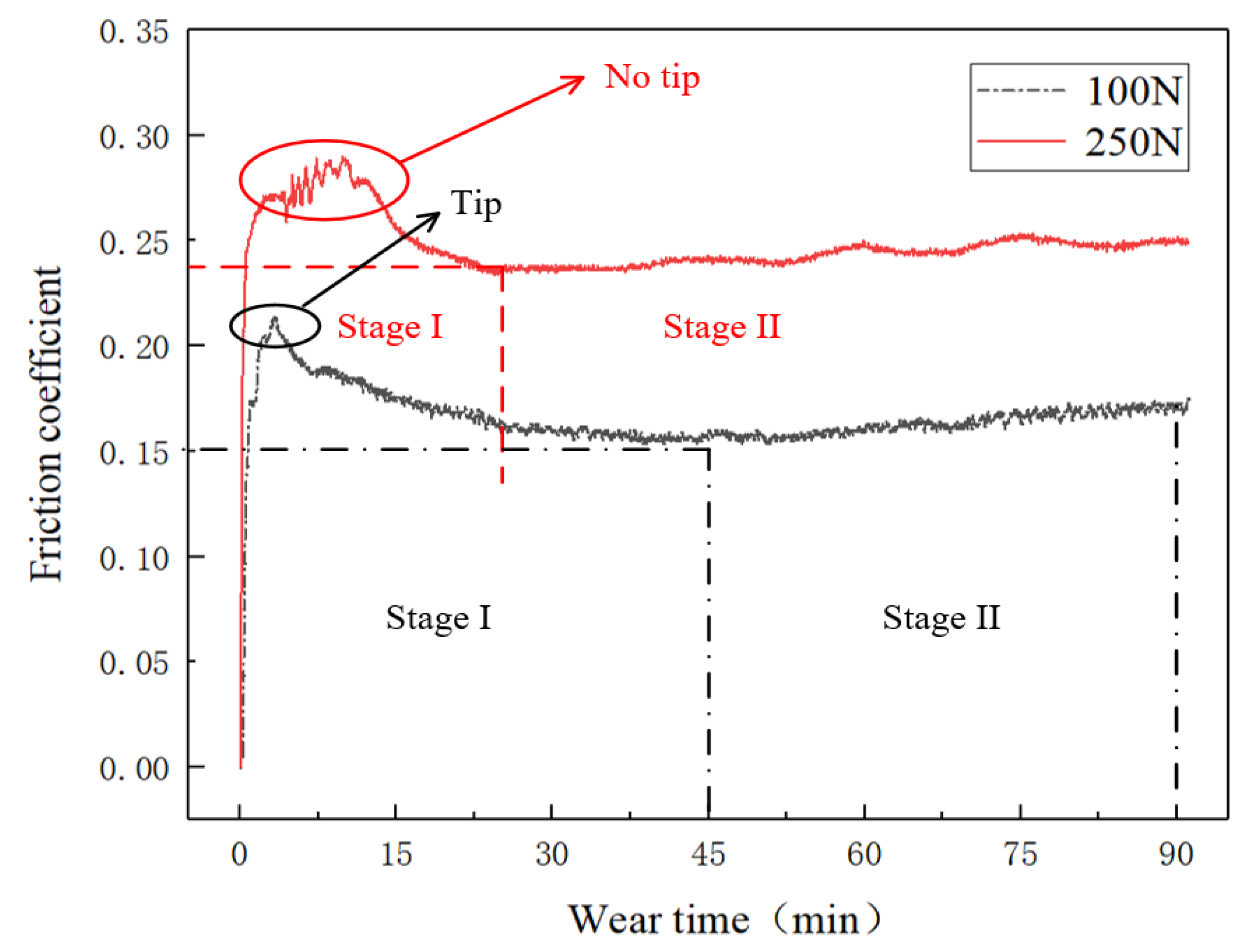
3.2. COF Curve in Real-Time under High/Low Loads
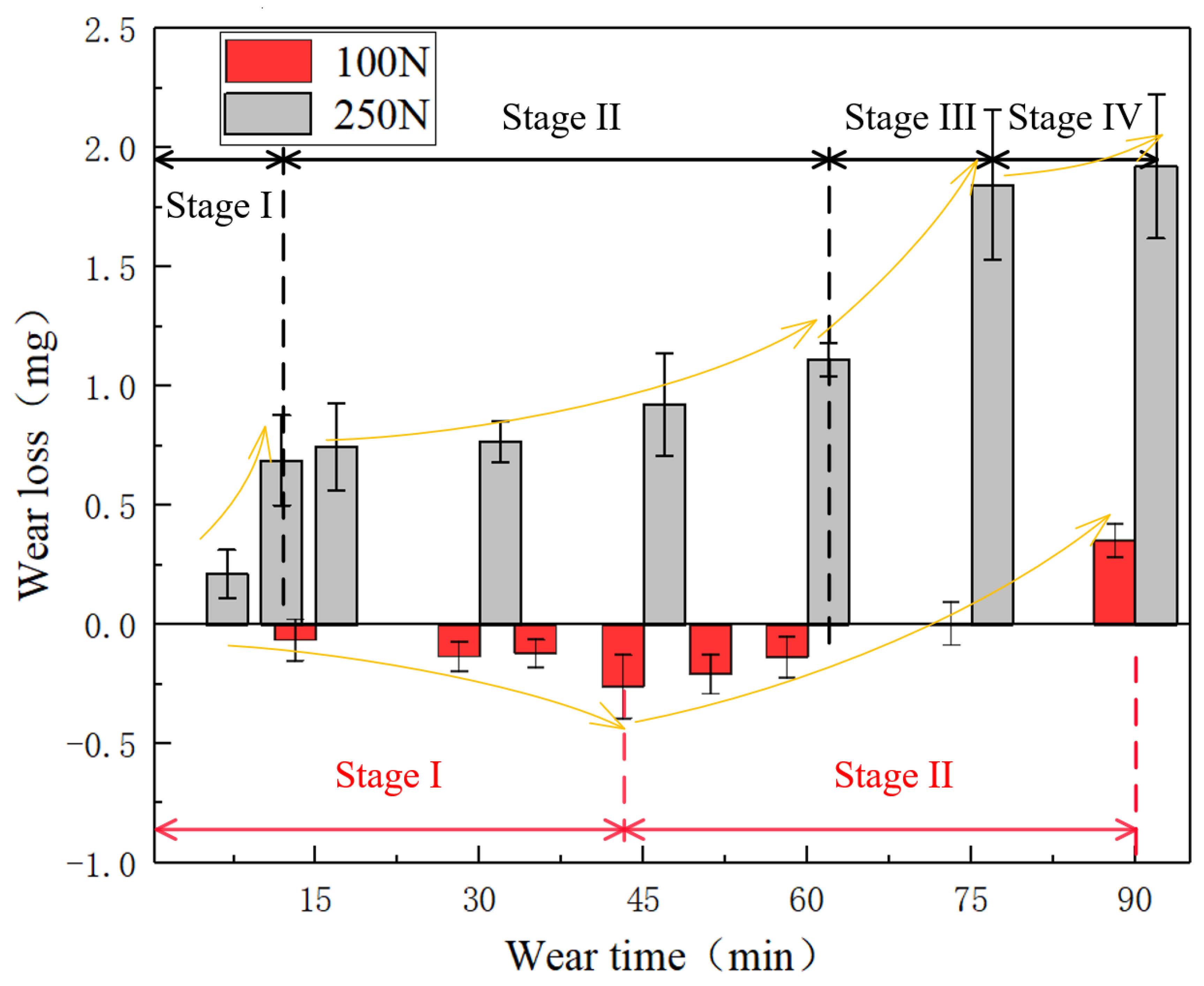
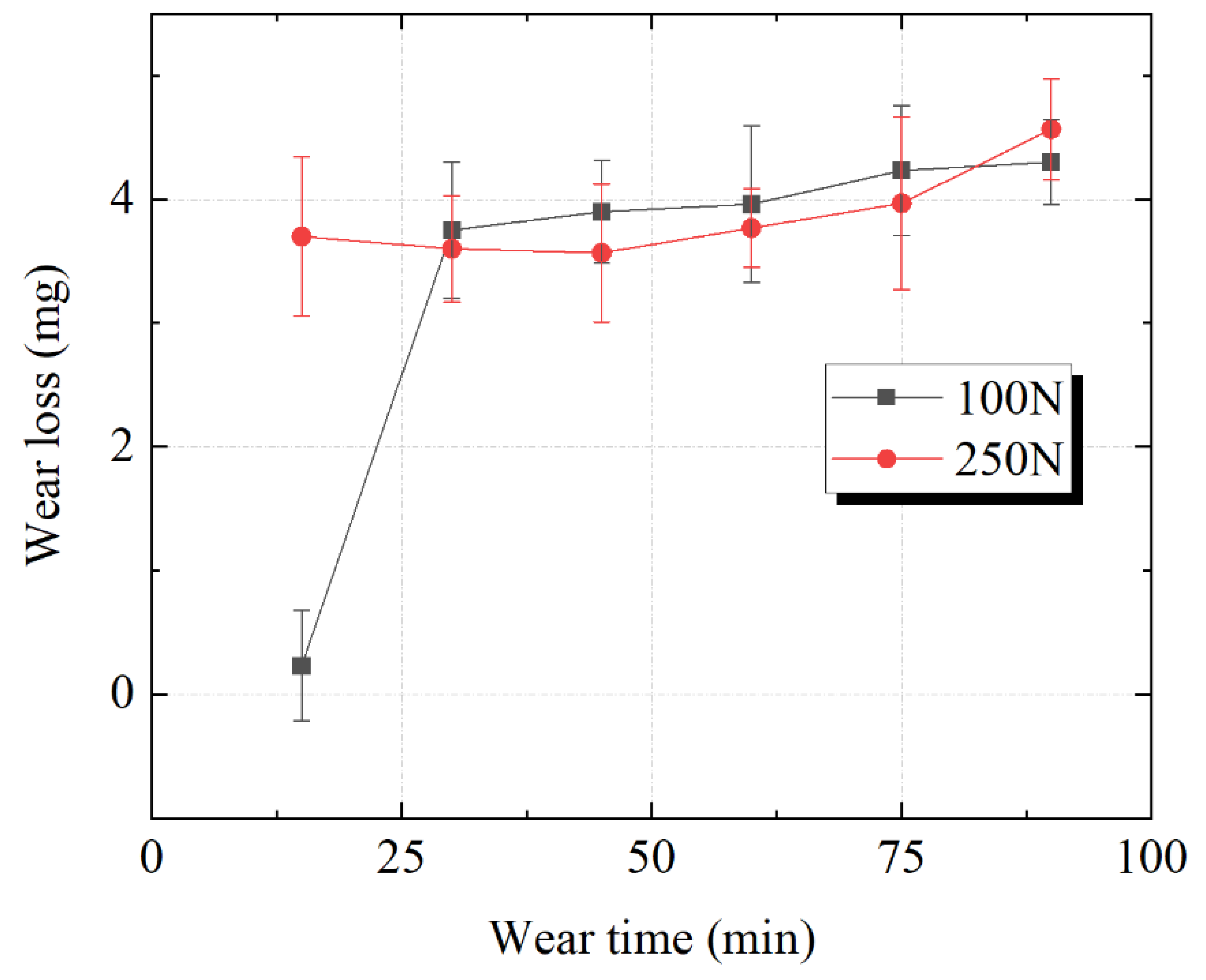
3.3. Time-Variable Characteristics of Mass Loss of FKM/SS304 Pairs
3.4. Wear Topography Variation of the FKM/SS304 Tri-Pairs
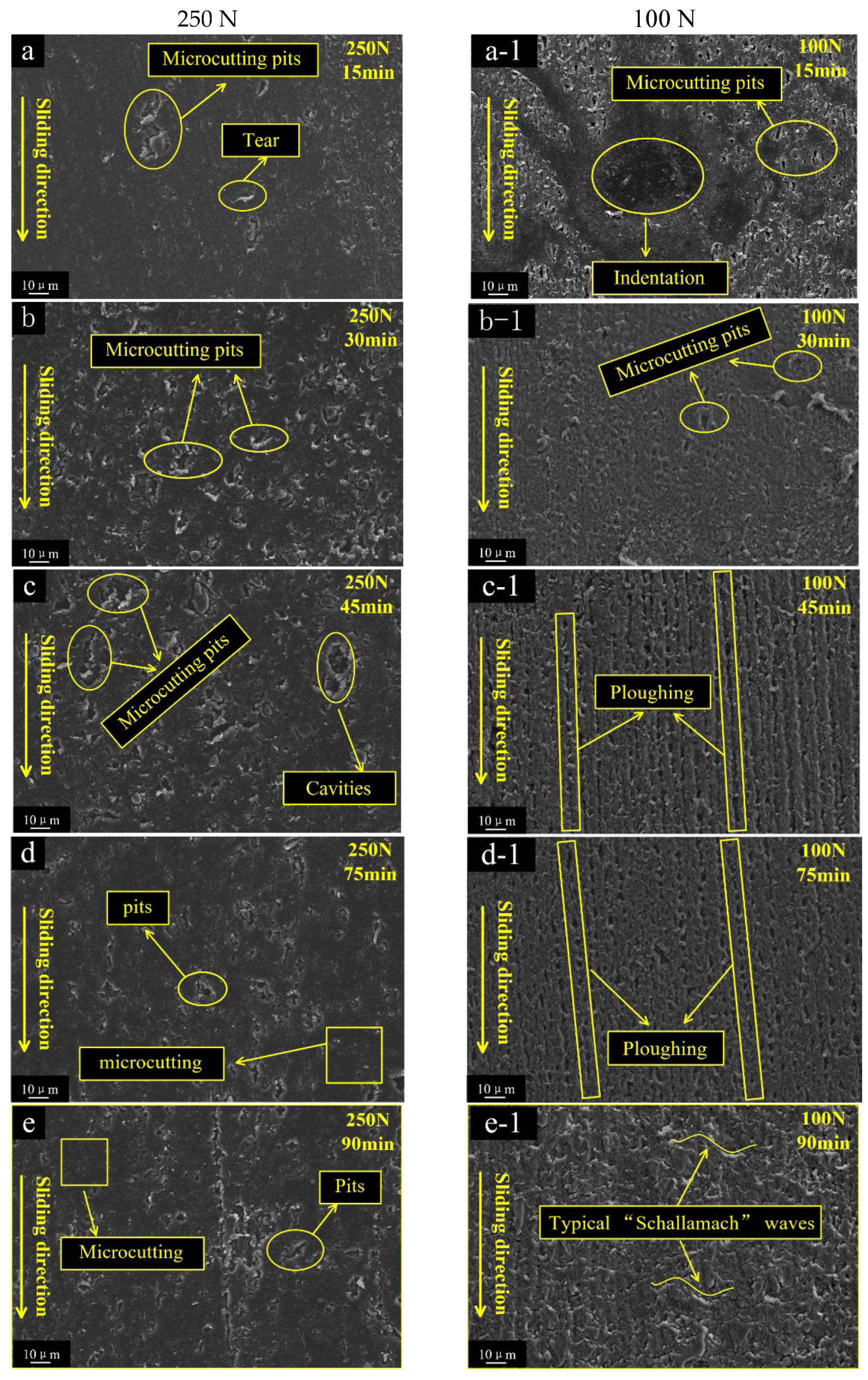
3.4.1. Wear Topography Features of the FKM
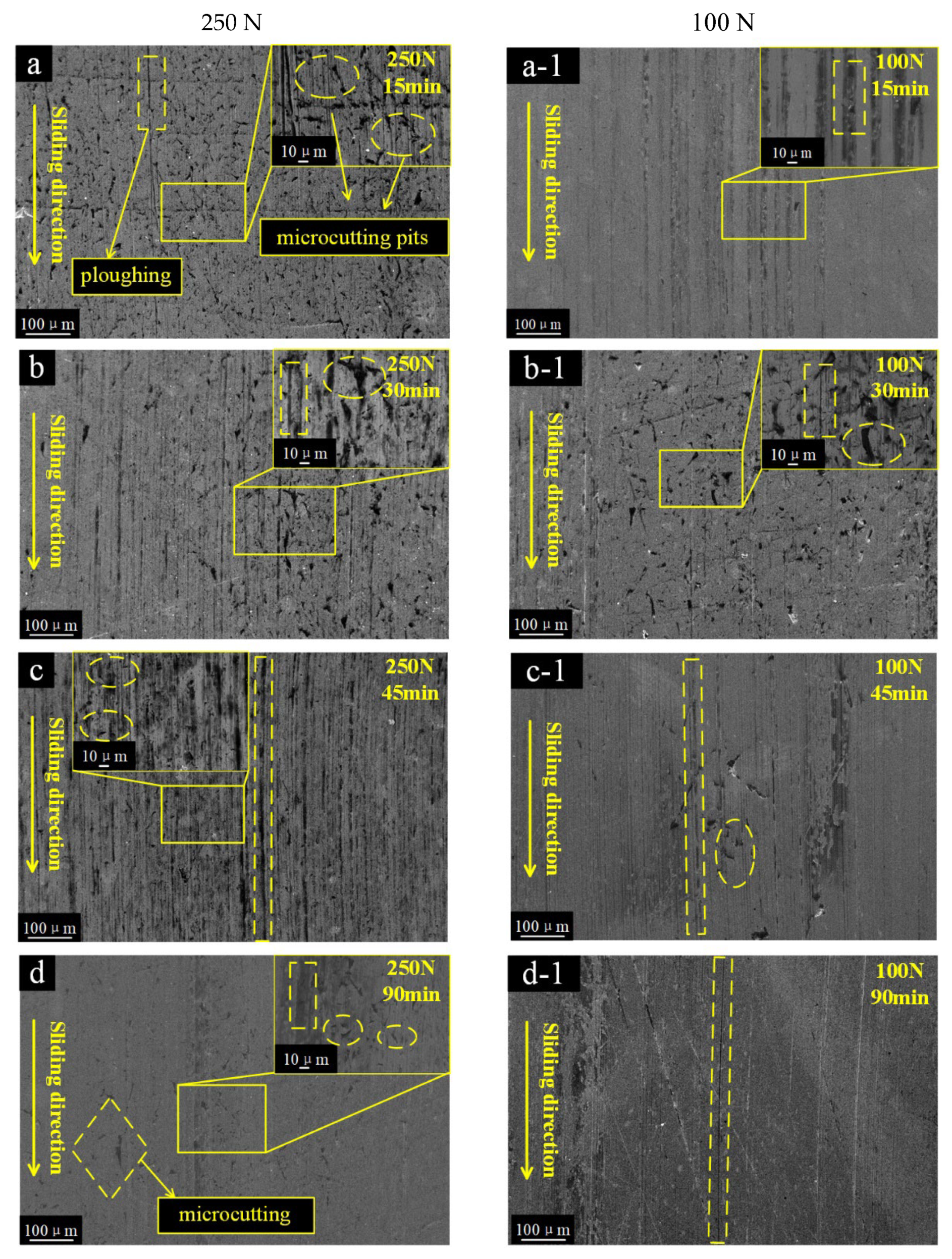
3.4.2. Wear Topography Variation of SS304
4. Fracture Mechanism of a Single Particle at the Sealing Interface
5. Conclusions
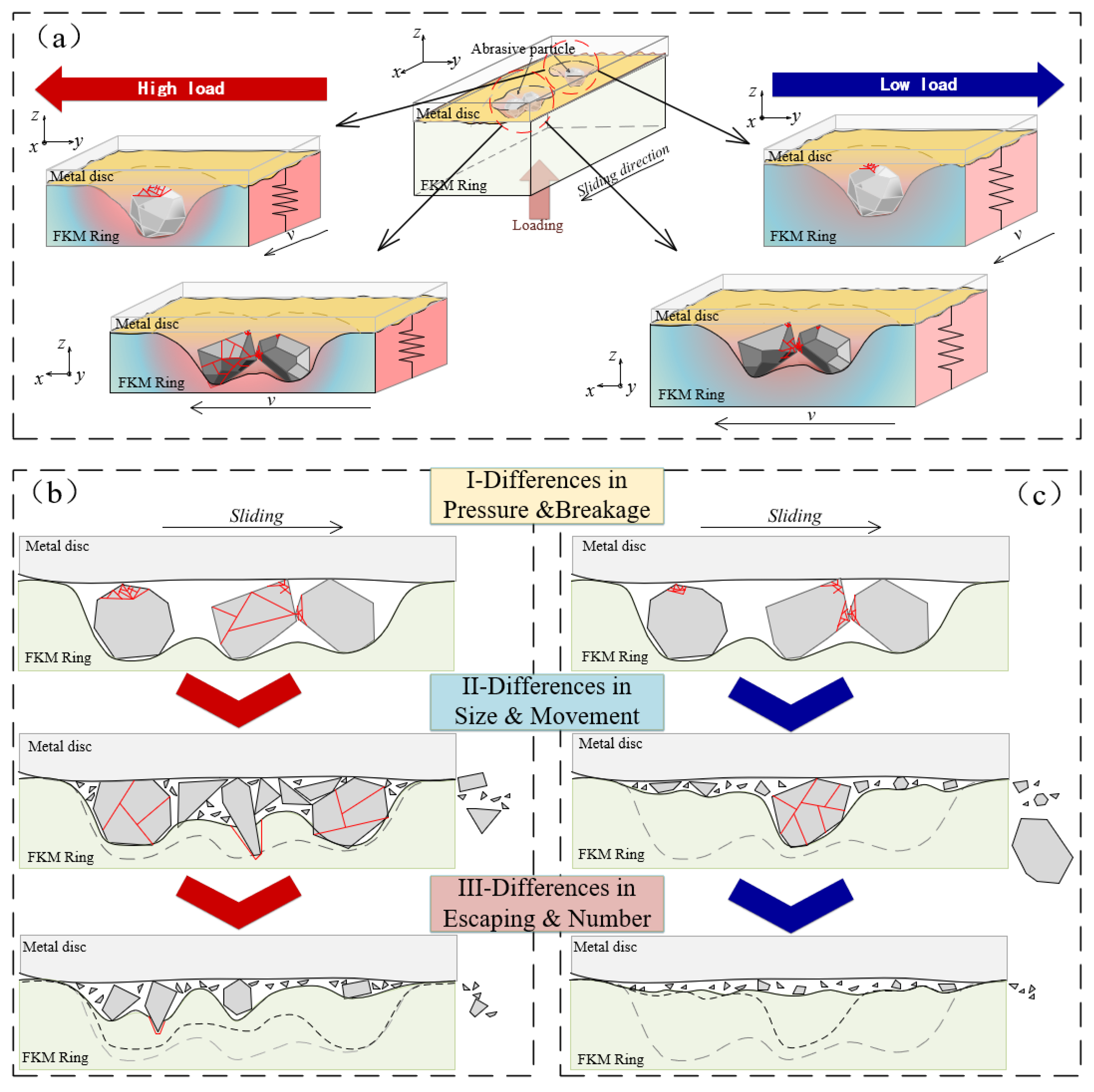
- The micro-clastic rocks intruded into the seal interface are prone to fracture during abrasive wear. A force model of individual particle at the soft rubber–hard metal interface was developed. The fracture mechanism was analyzed, and three types of fragments were described, including ground, partially fractured, and crushed. It was considered that the particle breakage is the main product of the forces Ns, Fs, Nr, and P, while the movement of the particles is the result of Fs, Fr, and Fp. The higher the pressure, the higher the stress and the faster the breakage developed, and the more obvious the coexistence of the three types of fragments.
- These transitions of the tribology behavior and wear mechanism were closely correlated with the different particle fracture characteristics. With the continuous breakdown of abrasive particles, the fragment size decreased, and the movement of the abrasive and subsequent fracture processes also changed. At low pressure, the wear mechanism changes from sliding wear to sliding and rolling wear, and finally to two-body wear. At high pressure, the change process is abrasive wear, sliding wear, and three-body wear.
- Compared to round particles, irregularly shaped particles are more easily crushed and fractured, forming more new sharp edges. These cuttings and edges can pierce, tear, and micro-cut the FKM surface, exacerbating the tearing and wear of the rubber under high pressure. However, the whole mass loss of the steel is similar under low and high pressures. Therefore, improvement of the surface hardness for rubber and steel can reduce the damage caused by particle penetration under high pressure and enhance the service life of rubber in abrasive conditions. These results provide experimental support for the appropriate selection of sealing pressure and structure design of the rubber in drilling engineering.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Petrica, M.; Katsich, C.; Badisch, E.; Kremsner, F. Study of abrasive wear phenomena in dry and slurry 3-body conditions. Tribol. Int. 2013, 64, 196–203. [Google Scholar] [CrossRef]
- Zhou, Q.; Li, S.; Zhang, K.; Qin, K.; Lv, M.; Sun, W.; Yuan, T. Transitions of Wear Characteristics for Rubber/Steel Seal Pairs During the Abrasive Wear Process. Tribol. Lett. 2021, 69, 101. [Google Scholar] [CrossRef]
- Sui, P.C.; Anderle, S. Optimization of contact pressure profile for performance improvement of a rotary elastomeric seal operating in abrasive drilling environment. Wear 2011, 271, 2466–2470. [Google Scholar] [CrossRef]
- Qin, K.; Zhou, Q.; Zhang, K.; Feng, Y.; Zhang, T.; Zheng, G.; Xia, B.; Liu, B. Non-uniform abrasive particle size effects on friction characteristics of FKM O-ring seals under three-body abrasion. Tribol. Int. 2019, 136, 216–223. [Google Scholar] [CrossRef]
- Chandrasekaran, C. Wear-Resistant Rubbers for Ore and Mining Industries. Anticorros. Rubber Lining 2017, 21–28. [Google Scholar] [CrossRef]
- Patel, H.; Salehi, S.; Ahmed, R.; Teodoriu, C. Review of elastomer seal assemblies in oil & gas wells: Performance evaluation, failure mechanisms, and gaps in industry standards. J. Pet. Sci. Eng. 2019, 179, 1046–1062. [Google Scholar] [CrossRef]
- Ren, Y.; Wang, N.; Jiang, J.; Zhu, J.; Song, G.; Chen, X. The Application of Downhole Vibration Factor in Drilling Tool Reliability Big Data Analytics—A Review. ASCE-ASME J. Risk Uncertain. Eng. Syst. Part B Mech. Eng. 2018, 5, 010801. [Google Scholar] [CrossRef] [Green Version]
- Dong, L.; Li, K.; Li, B.; Zhu, X.; Xie, M.; Zhang, Y.; Wang, J. Study in deep shale gas well to prevent shoulder protruding packer with high pressure sealing. Eng. Fail. Anal. 2020, 118, 104871. [Google Scholar] [CrossRef]
- Chen, L.; Lin, W.; Han, Y.; Ai, Z.; Kuang, Y.; Yang, C. Simulation and experimental study of a new structural rubber seal for the roller-cone bit under high temperature. Adv. Mech. Eng. 2020, 12. [Google Scholar] [CrossRef]
- Gawliński, M. Friction and wear of elastomer seals. Arch. Civ. Mech. Eng. 2007, 7, 57–67. [Google Scholar] [CrossRef]
- Yang, J.; Liu, Z.; Cheng, Q.; Liu, X.; Deng, T. The effect of wear on the frictional vibration suppression of water-lubricated rubber slat with/without surface texture. Wear 2019, 426–427, 1304–1317. [Google Scholar] [CrossRef]
- Dube, N.B. Influence of particle fracture in the high-stress and low-stress abrasive wear of steel. Wear 1999, 233–235, 246–256. [Google Scholar] [CrossRef]
- Evans, M.; Skipper, W.; Buckley-Johnstone, L.; Meierhofer, A.; Six, K.; Lewis, R. The development of a high pressure torsion test methodology for simulating wheel/rail contacts. Tribol. Int. 2020, 156, 106842. [Google Scholar] [CrossRef]
- Trezona, R.; Allsopp, D.; Hutchings, I. Transitions between two-body and three-body abrasive wear: Influence of test conditions in the microscale abrasive wear test. Wear 1999, 225–229, 205–214. [Google Scholar] [CrossRef]
- Nahvi, S.; Shipway, P.; McCartney, D. Particle motion and modes of wear in the dry sand–rubber wheel abrasion test. Wear 2009, 267, 2083–2091. [Google Scholar] [CrossRef]
- Shen, M.; Li, B.; Zhang, Z.; Zhao, L.; Xiong, G. Abrasive wear behavior of PTFE for seal applications under abrasive-atmosphere sliding condition. Friction 2020, 8, 755–767. [Google Scholar] [CrossRef] [Green Version]
- Ramos, P.; Brito, P.; dos Santos, C.E.; Vieira, L.; da Silva, E.R. Abrasive wear characteristics of complex carbides overlay (CCO) in comparison to low-alloy boron steels. Int. J. Refract. Met. Hard Mater. 2019, 86, 105119. [Google Scholar] [CrossRef]
- Parab, N.D.; Claus, B.; Hudspeth, M.C.; Black, J.T.; Mondal, A.; Sun, J.; Fezzaa, K.; Xiao, X.; Luo, S.; Chen, W. Experimental assessment of fracture of individual sand particles at different loading rates. Int. J. Impact Eng. 2014, 68, 8–14. [Google Scholar] [CrossRef] [Green Version]
- Dong, H.; Wu, K.; Wang, X.; Hou, T.; Yan, R. A comparative study on the three-body abrasive wear performance of Q&P processing and low-temperature bainitic transformation for a medium-carbon dual-phase steel. Wear 2018, 402–403, 21–29. [Google Scholar] [CrossRef]
- Lu, M.; McDowell, G.R. The importance of modelling ballast particle shape in the discrete element method. Granul. Matter 2006, 9, 69–80. [Google Scholar] [CrossRef]
- Parab, N.D.; Guo, Z.; Hudspeth, M.C.; Claus, B.J.; Fezzaa, K.; Sun, T.; Chen, W.W. Fracture mechanisms of glass particles under dynamic compression. Int. J. Impact Eng. 2017, 106, 146–154. [Google Scholar] [CrossRef] [Green Version]
- Mcdowell, G.R. The Role of Particle Crushing in Granular Materials; Springer: Berlin/Heidelberg, Germany, 2006. [Google Scholar]
- Alikarami, R.; Andò, E.; Gkiousaskapnisis, M.; Torabi, A.; Viggiani, G. Strain localisation and grain breakage in sand under shearing at high mean stress: Insights from in situ X-ray tomography. Acta Geotech. 2014, 10, 15–30. [Google Scholar] [CrossRef]
- Shen, M.-X.; Zheng, J.-P.; Meng, X.-K.; Li, X.; Peng, X.-D. Influence of Al2O3 particles on the friction and wear behaviors of nitrile rubber against 316L stainless steel. J. Zhejiang Univ. A 2015, 16, 151–160. [Google Scholar] [CrossRef] [Green Version]
- Hakami, F.; Pramanik, A.; Islam, N.; Basak, A.; Ridgway, N. Study of effective parameters on wear behavior of rubbers based on statistical methods. Polym. Adv. Technol. 2019, 30, 1415–1426. [Google Scholar] [CrossRef]
- Esteves, P.; de Macêdo, M.; Souza, R.; Scandian, C. Effect of ball rotation speed on wear coefficient and particle behavior in micro-abrasive wear tests. Wear 2019, 426–427, 137–141. [Google Scholar] [CrossRef]
- Song, W.L.; Peng, Z.; Zhang, J.; Li, J.; Wang, N.; Choi, S.-B. Effects of micron-sized iron particles on friction and wear behaviors of seals used in a magnetorheological damper: Analysis and experiment. Smart Mater. Struct. 2019, 28, 095019. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, S.; Zhang, X. Classification and fractal characteristics of coal rock fragments under uniaxial cyclic loading conditions. Arab. J. Geosci. 2018, 11, 201. [Google Scholar] [CrossRef]
- Zhou, Z.; Zhang, K.; Zhou, Q.; Qin, K.; Ling, X.; Sun, W.; Yuan, T. In-situ observation of particles invasion behavior into the sealing interface under vibration. Measurement 2023, 214, 112811. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hardness | Density (g/cm3) | Tensile Strength (MPa) | Poisson’s Ratio | Elongation at Break | Elasticity Modulus (MPa) | Roughness (μm) |
|---|---|---|---|---|---|---|
| 70 (Shore A) | 1.85 | 16.8 | 0.48 | 300% | 7.8 | 1 |
| C | Mn | P | S | Si | Cr | Ni | Fe | |
|---|---|---|---|---|---|---|---|---|
| SS304 | 0.08% | 2% | 0.045% | 0.03% | 1% | 20% | 10% | 66.845% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Z.; Zhou, Q.; Qin, K.; Li, S.; Zhang, K.; Yuan, T.; Sun, W. The Particle Breakage Effect on Abrasive Wear Process of Rubber/Steel Seal Pairs under High/Low Pressure. Polymers 2023, 15, 1857. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15081857
Zhou Z, Zhou Q, Qin K, Li S, Zhang K, Yuan T, Sun W. The Particle Breakage Effect on Abrasive Wear Process of Rubber/Steel Seal Pairs under High/Low Pressure. Polymers. 2023; 15(8):1857. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15081857
Chicago/Turabian StyleZhou, Ziyi, Qin Zhou, Kun Qin, Shuaishuai Li, Kai Zhang, Tongxin Yuan, and Weihao Sun. 2023. "The Particle Breakage Effect on Abrasive Wear Process of Rubber/Steel Seal Pairs under High/Low Pressure" Polymers 15, no. 8: 1857. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15081857