
Synchronous Improvement of Mechanical and Damping Properties of Structural Damping Composites with Polyetherimide Non-Woven Fabric Interlayers Loaded with Polydopamine and Carbon Nanotubes
Abstract
:
1. Introduction
2. Experimental
2.1. Materials
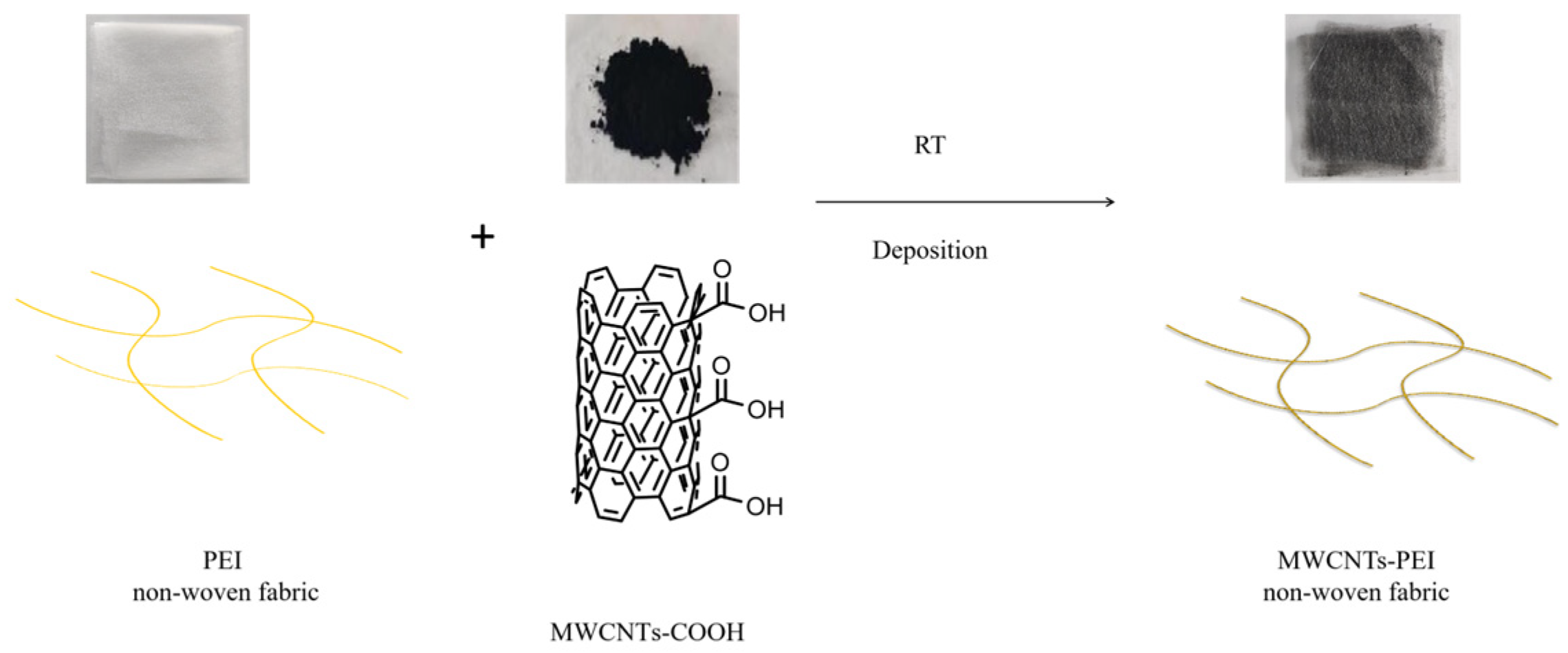
2.2. Preparation of MWCNTs/PEI Structural Damping Interlayer Material
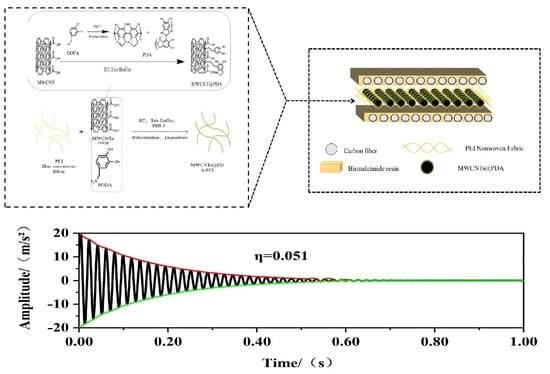
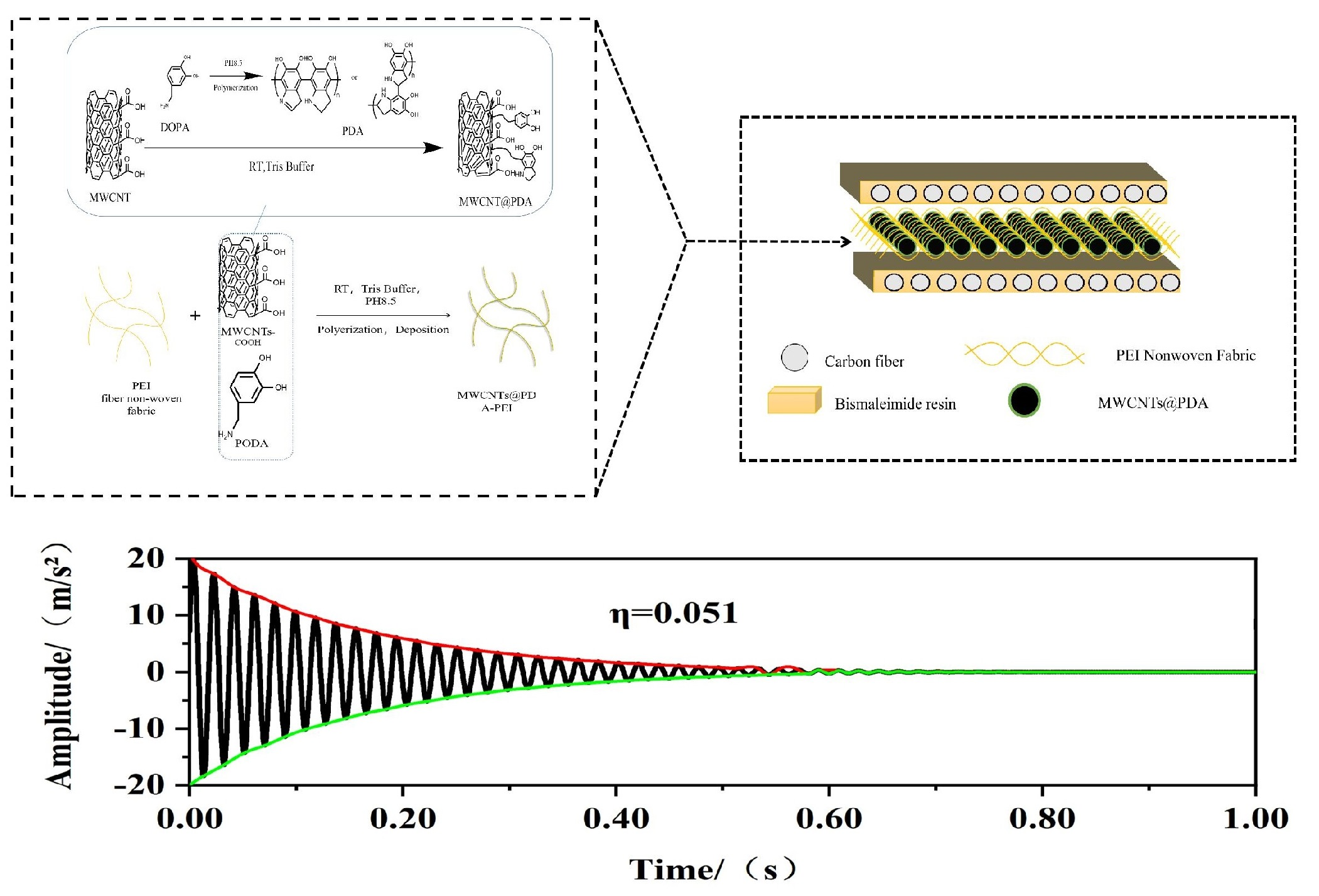
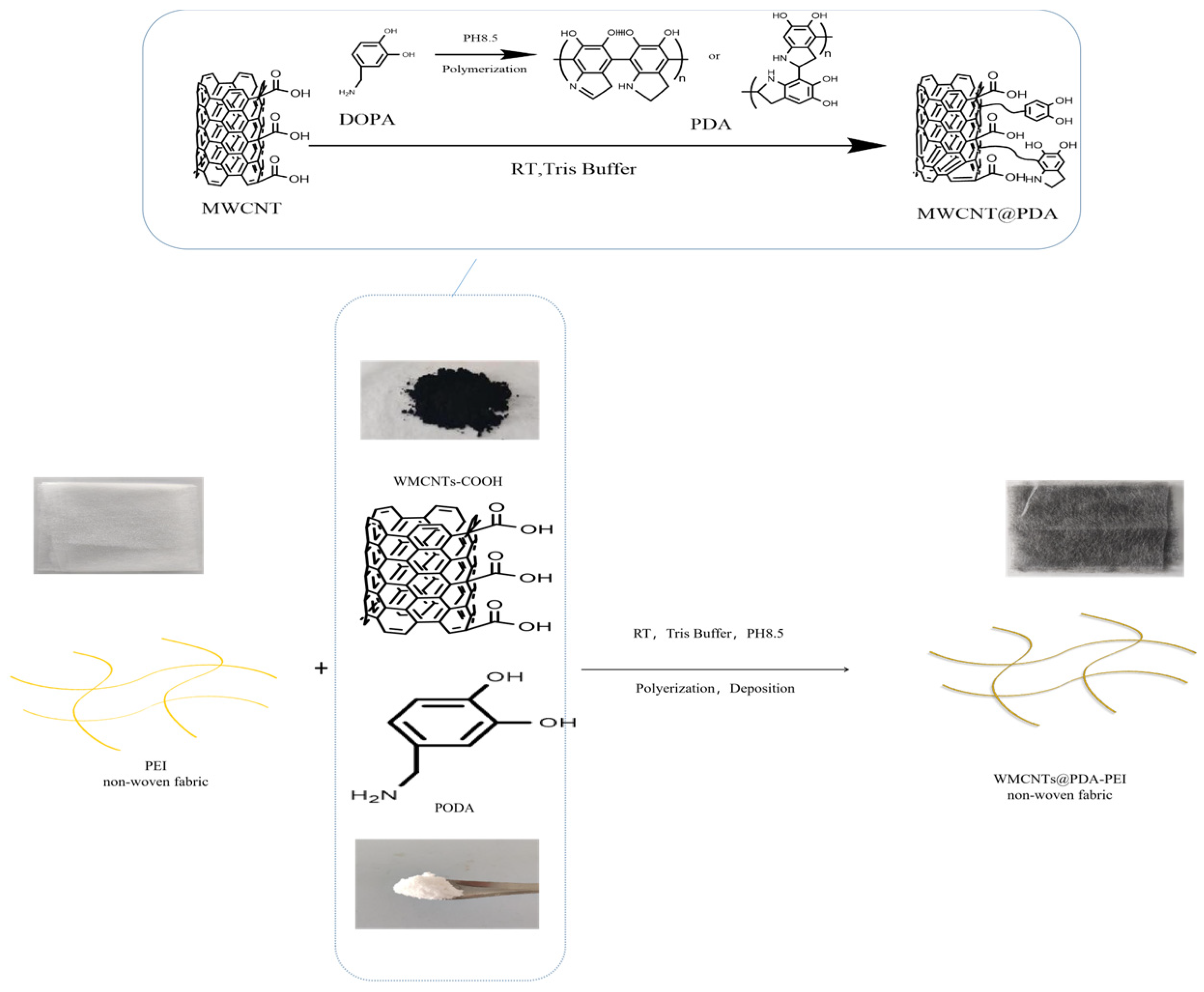
2.3. Preparation of MWCNTs@PDA/PEI Structural Damping Interlayer Material
2.4. Preparation of Three Structural Damping Composites
2.5. Characterization
3. Results and Discussions
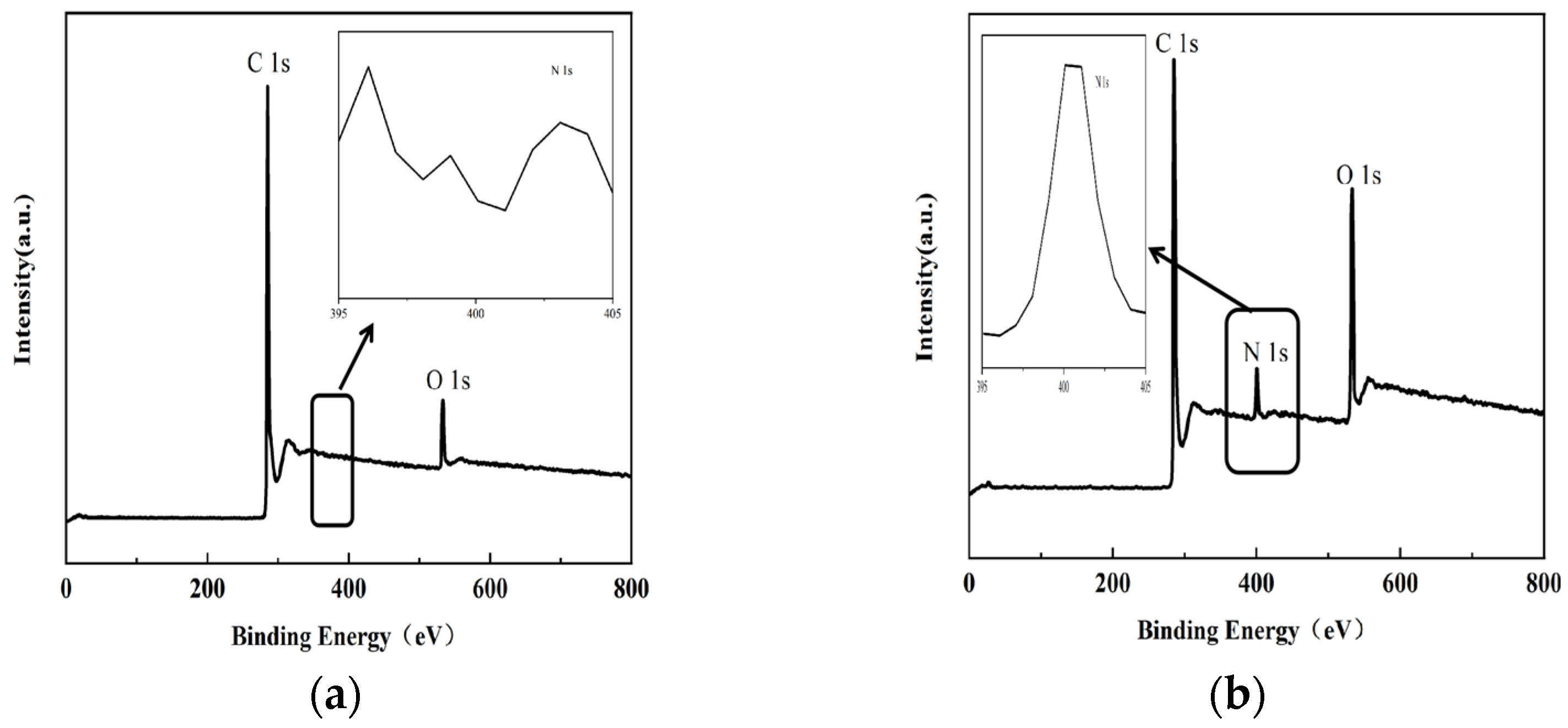
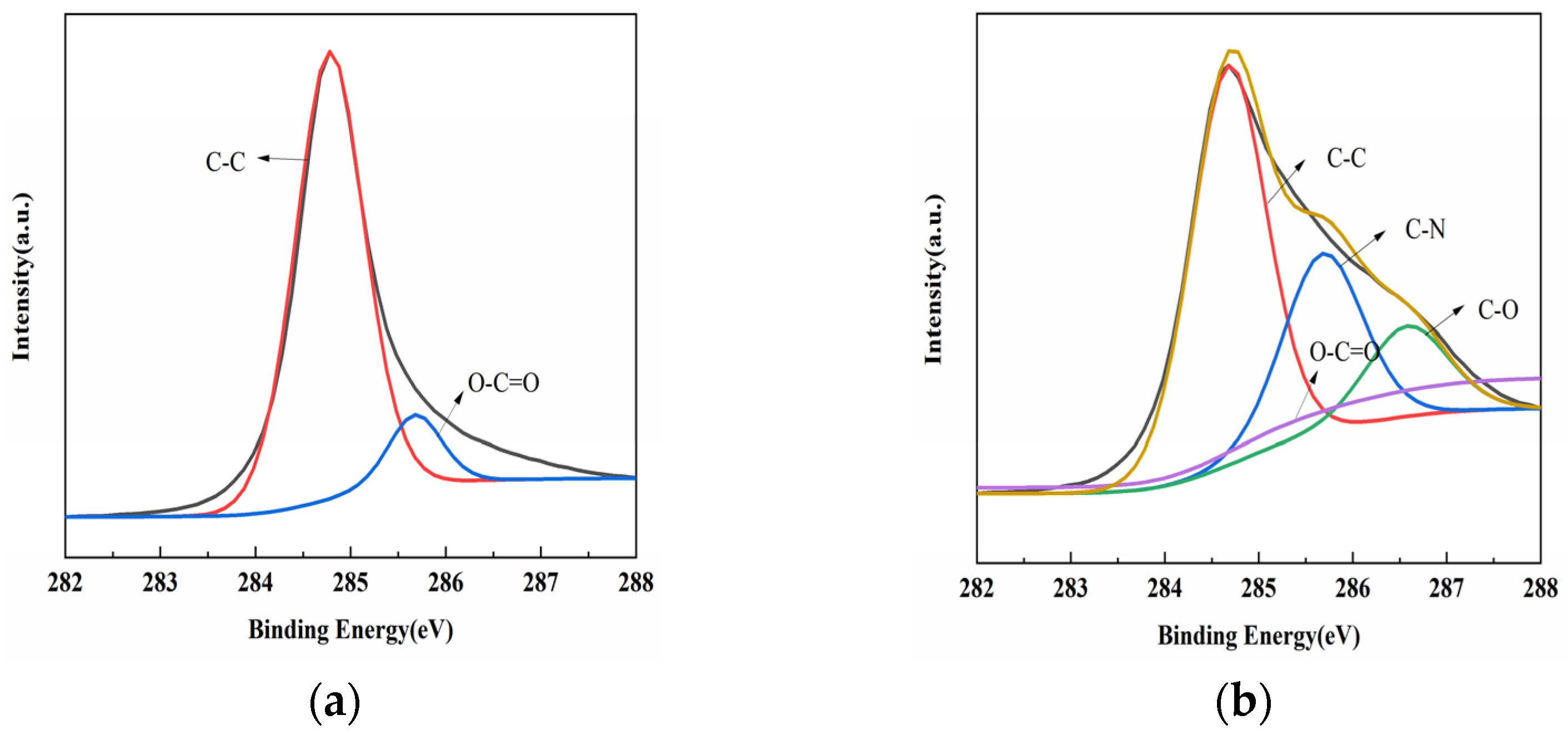
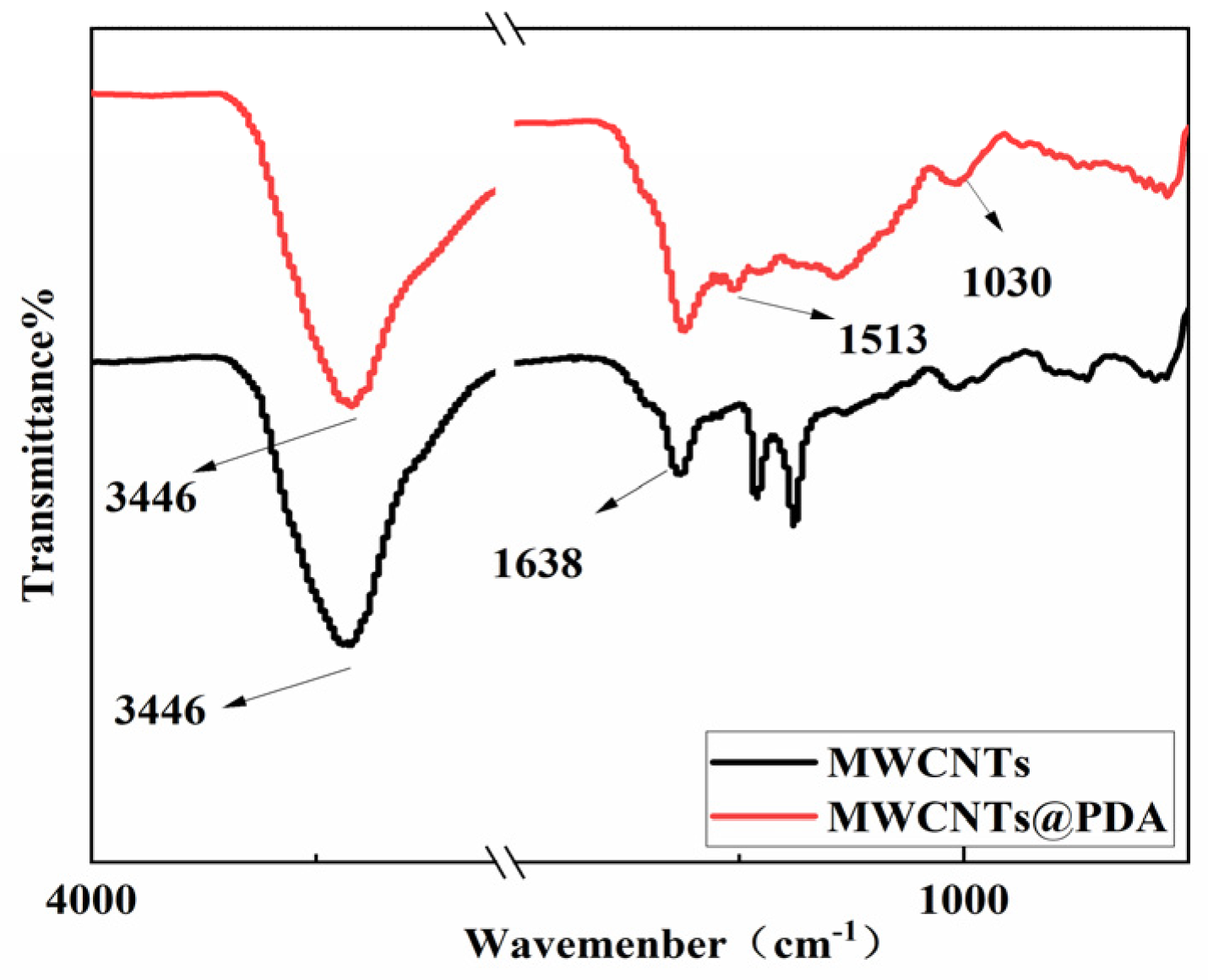
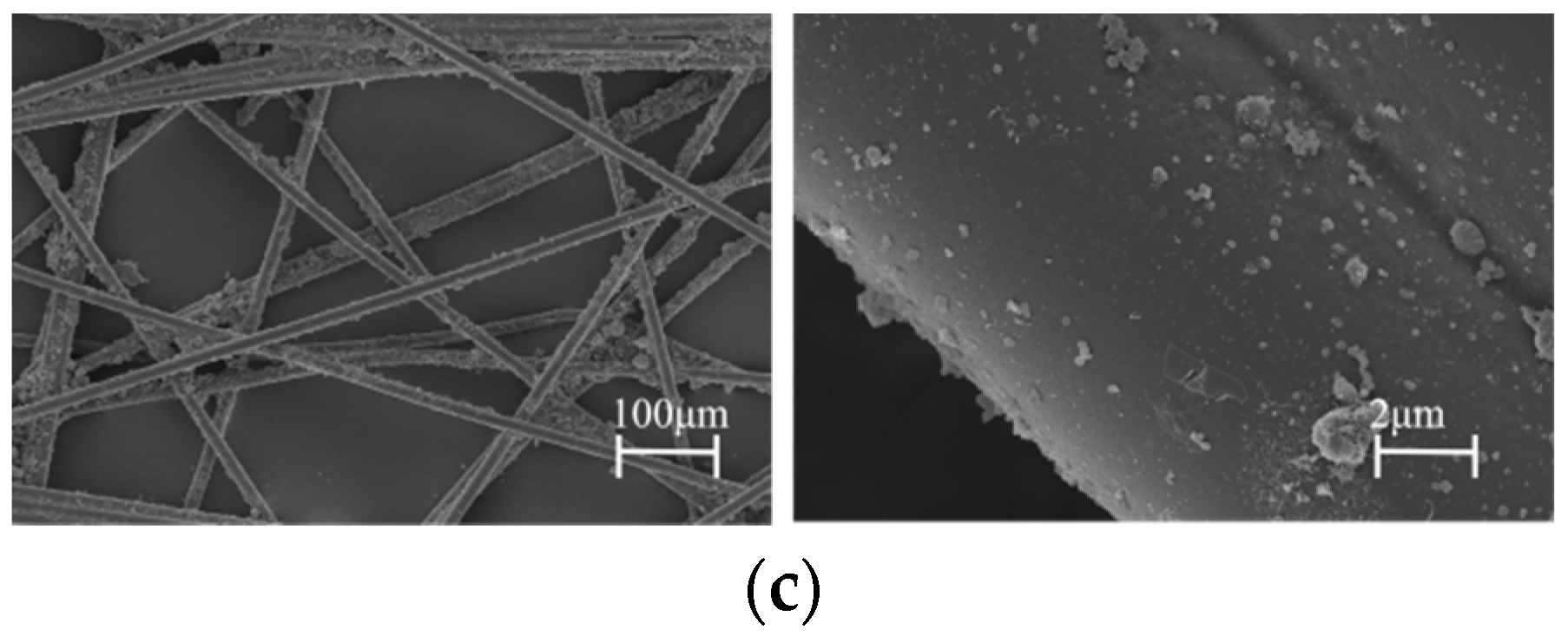
3.1. Characterization of MWCNTs and MWCNTs@PDA
3.2. Mechanical Properties of the Structural Damping Composites
3.2.1. Static Mechanical Properties of the Structural Damping Composites
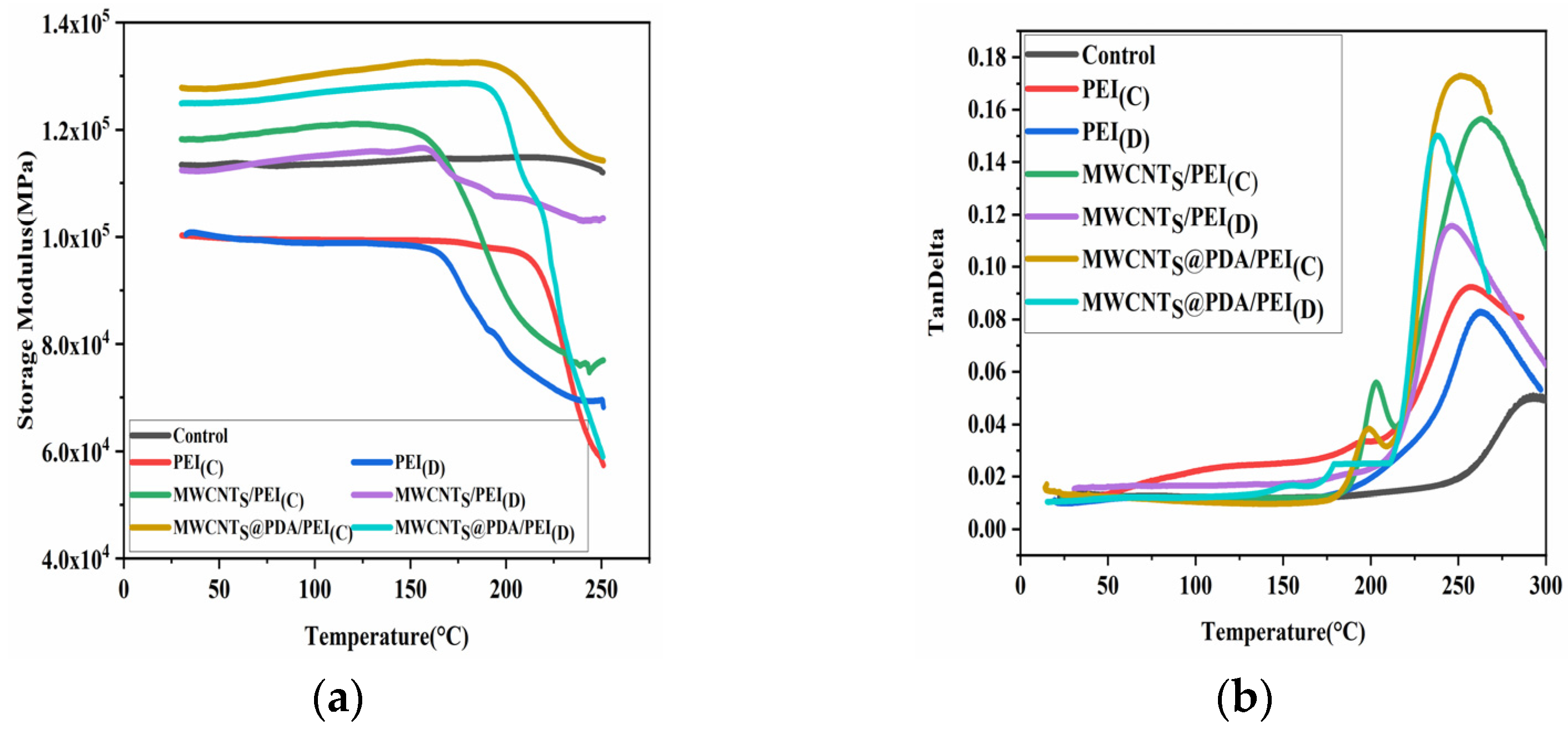
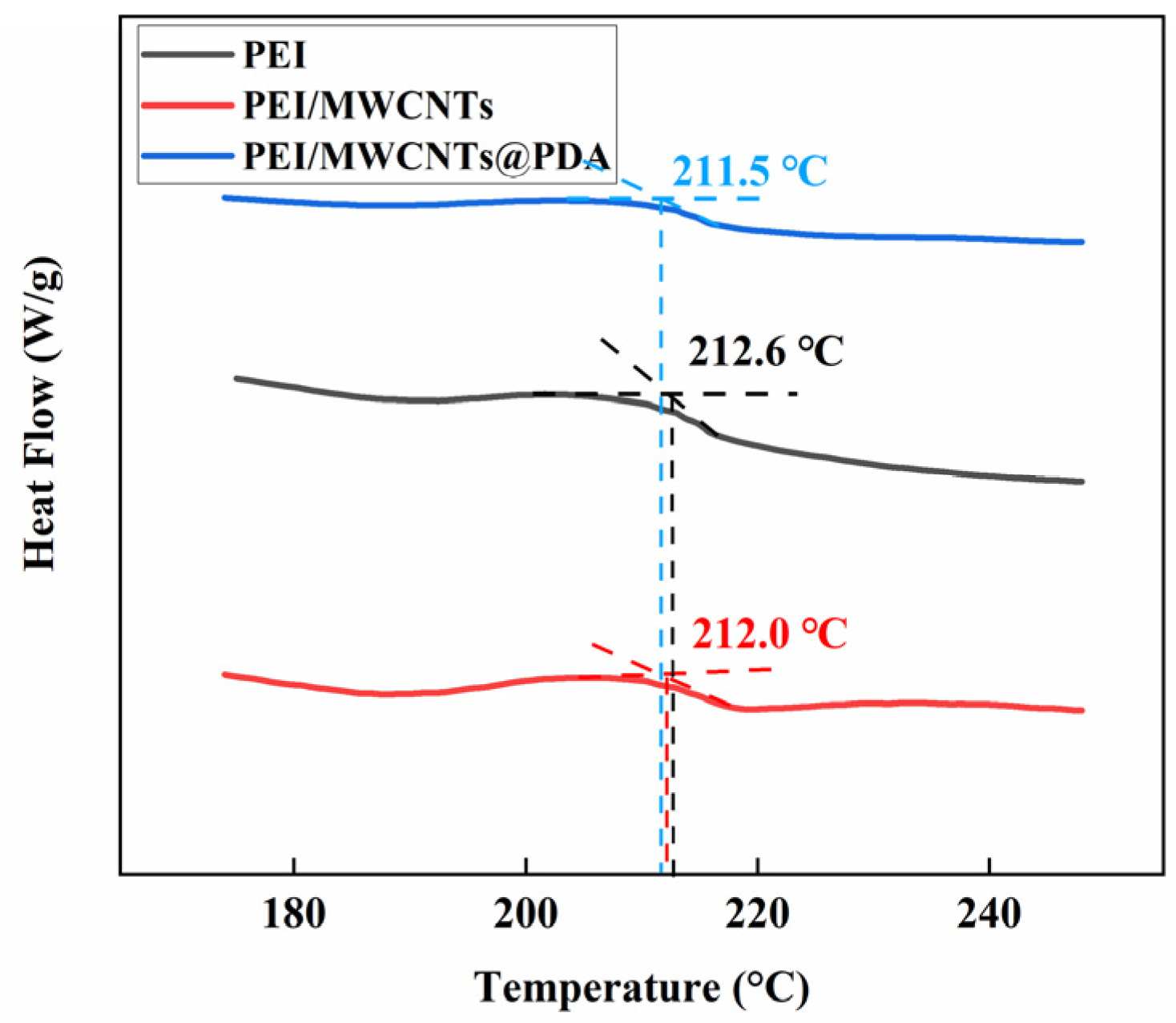
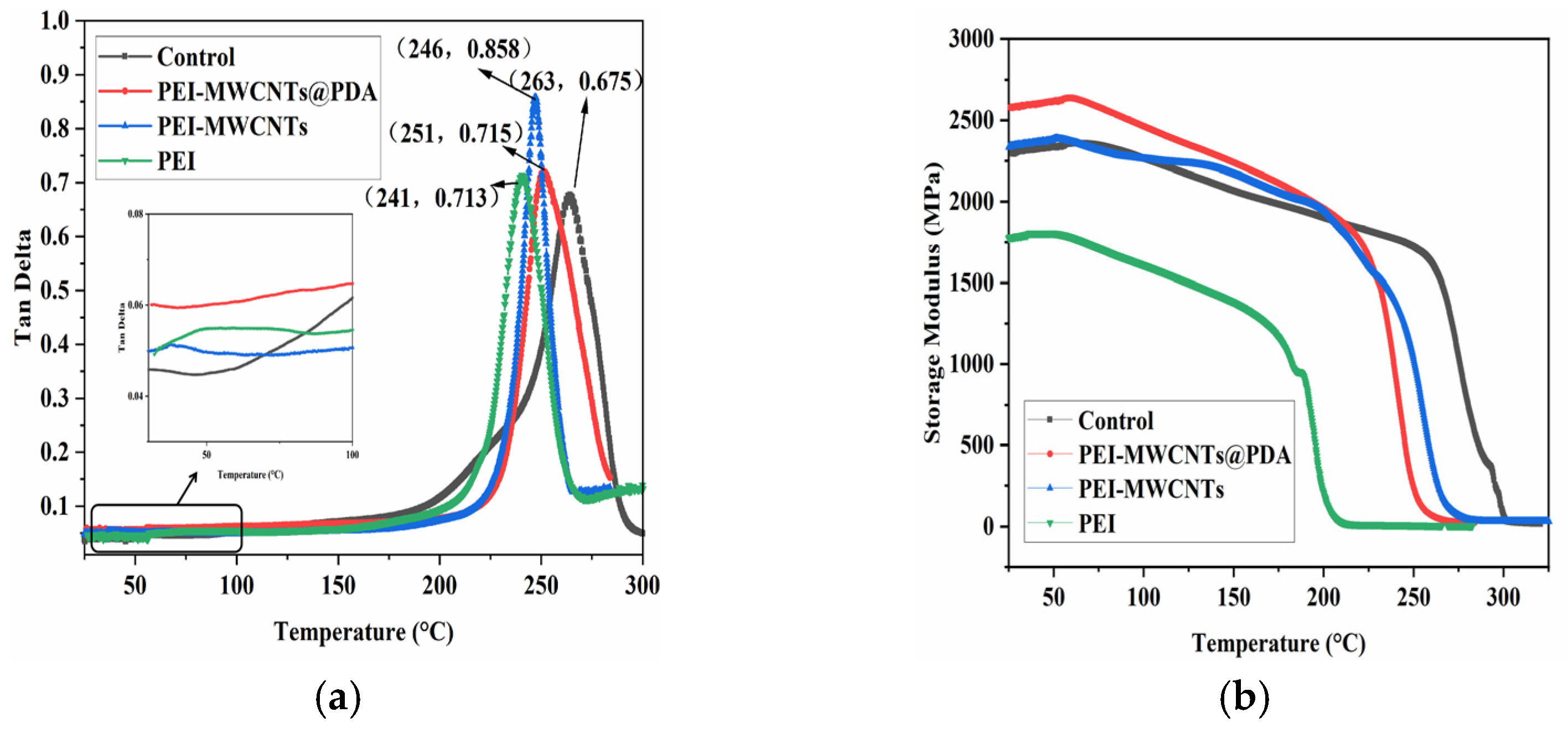
3.2.2. Dynamic Mechanical Properties of Structural Damping Composites
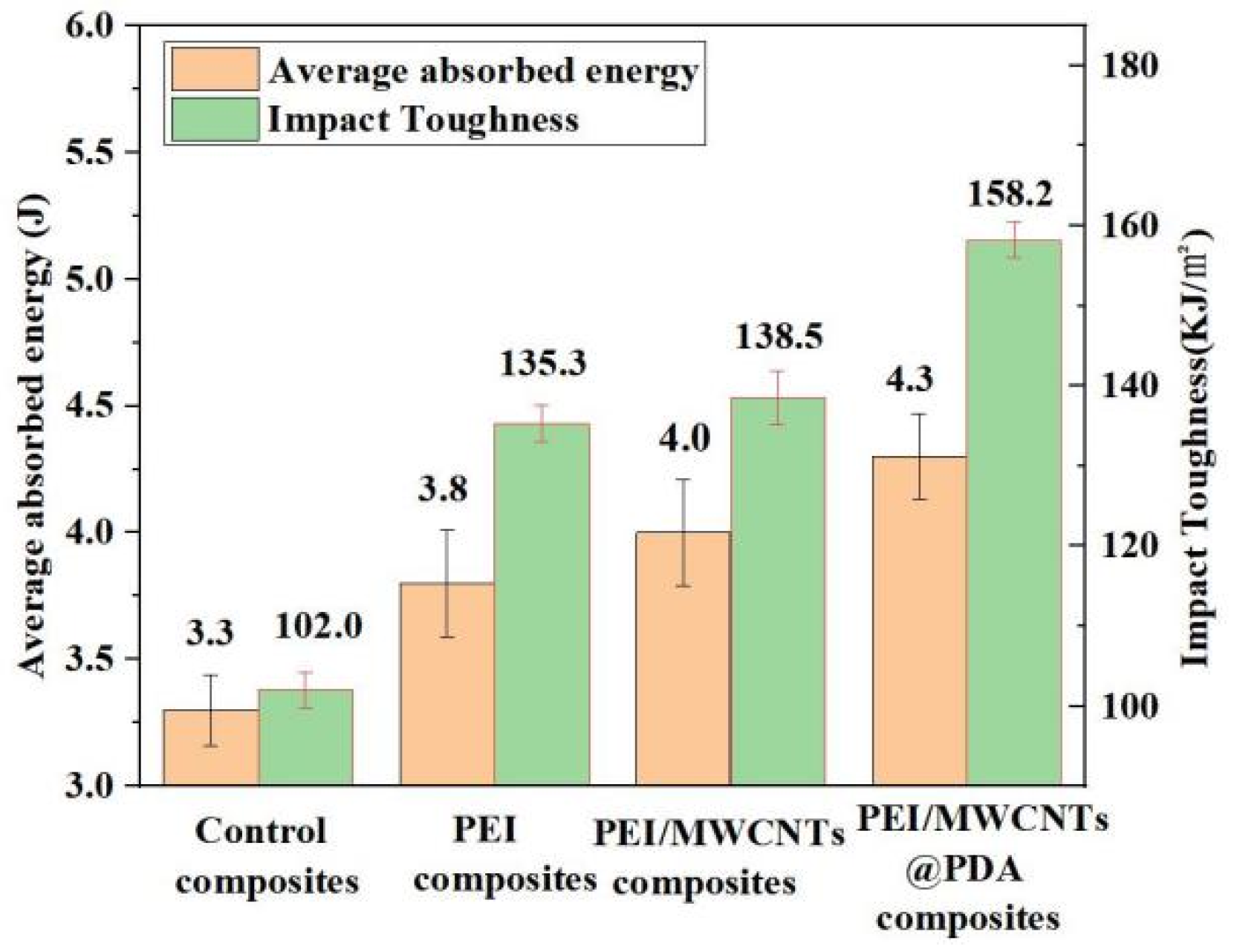
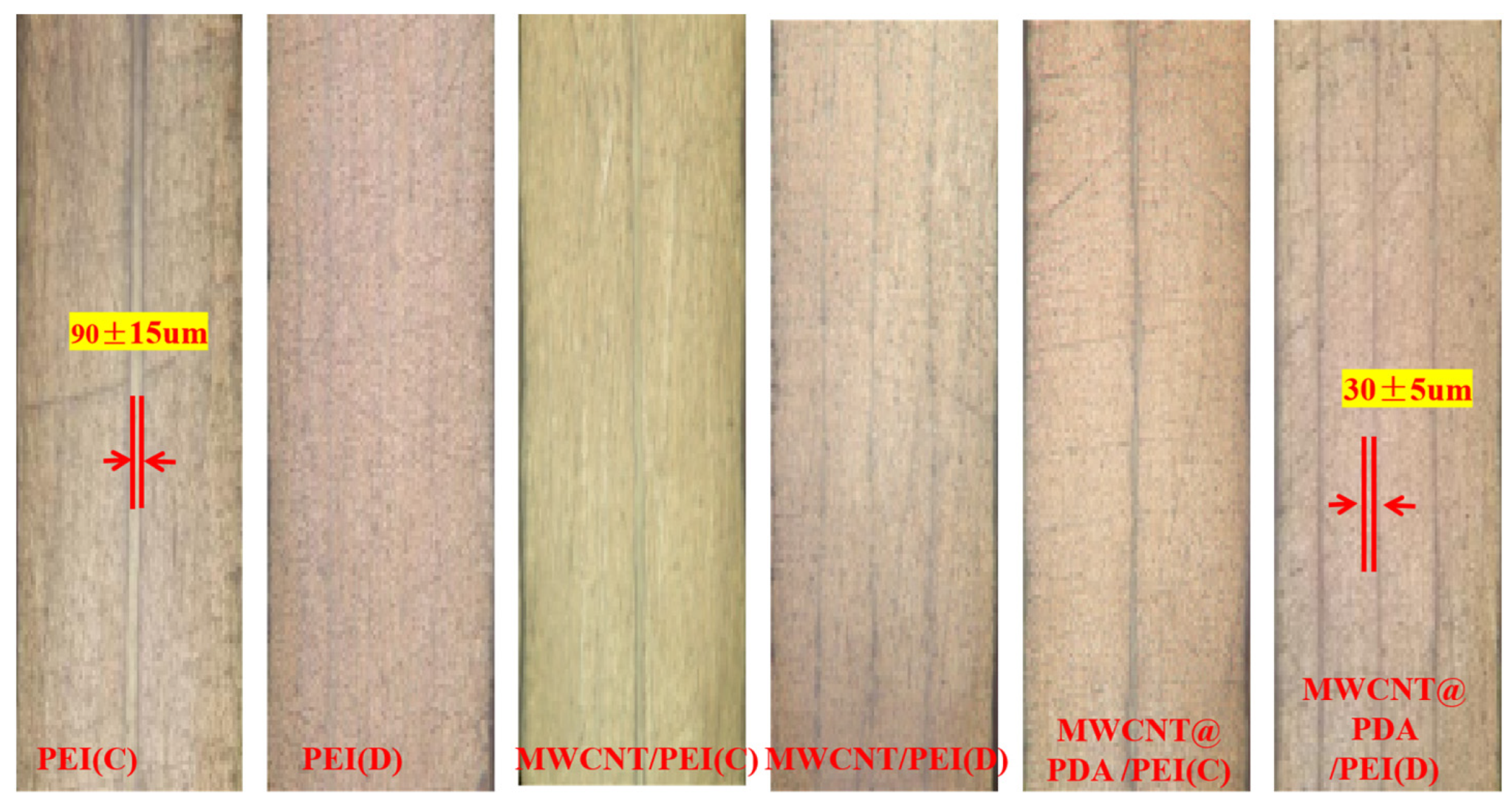
3.2.3. Impact Toughness Properties of the Structural Damping Composites
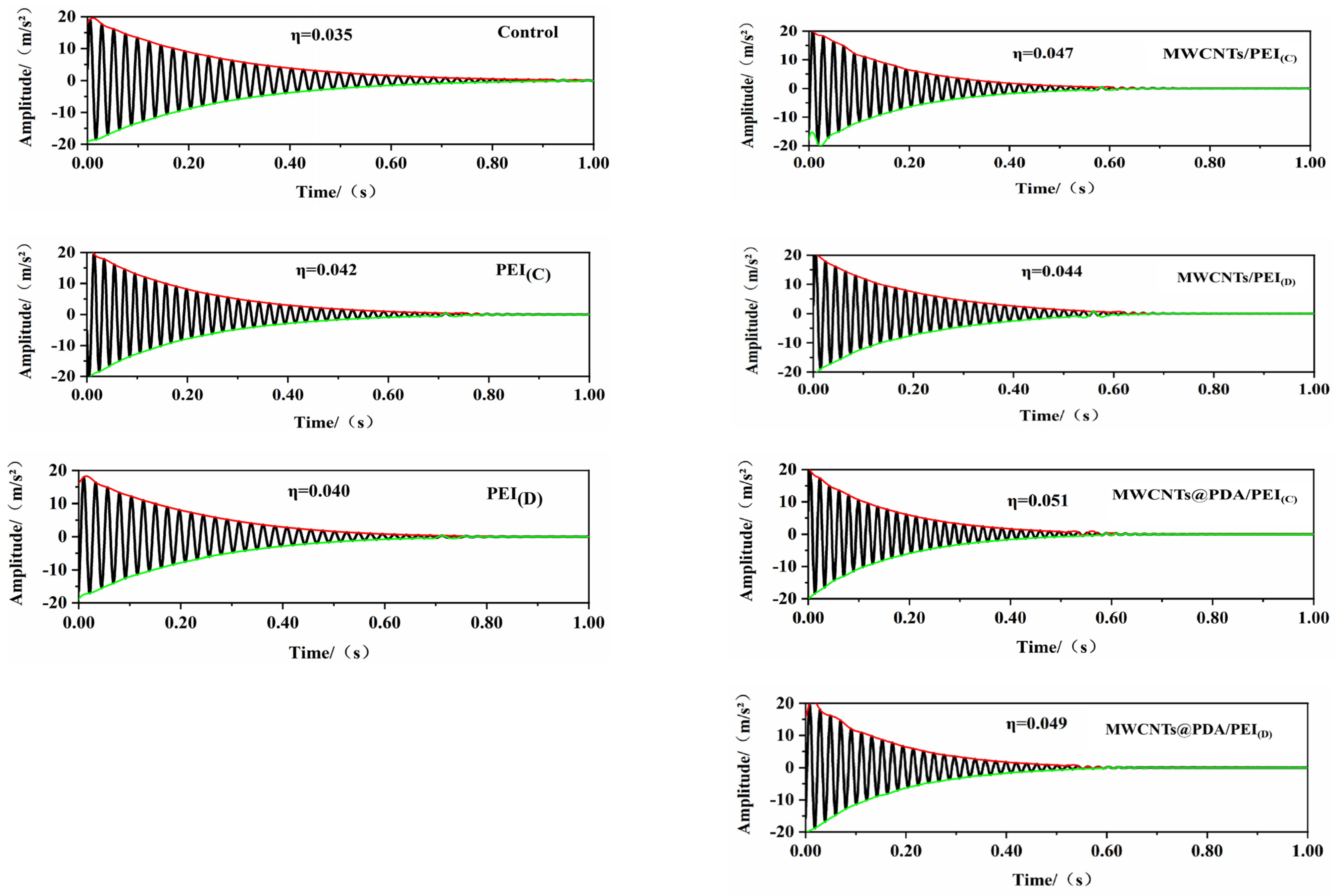
3.3. Damping Properties of the Structural Damping Composites
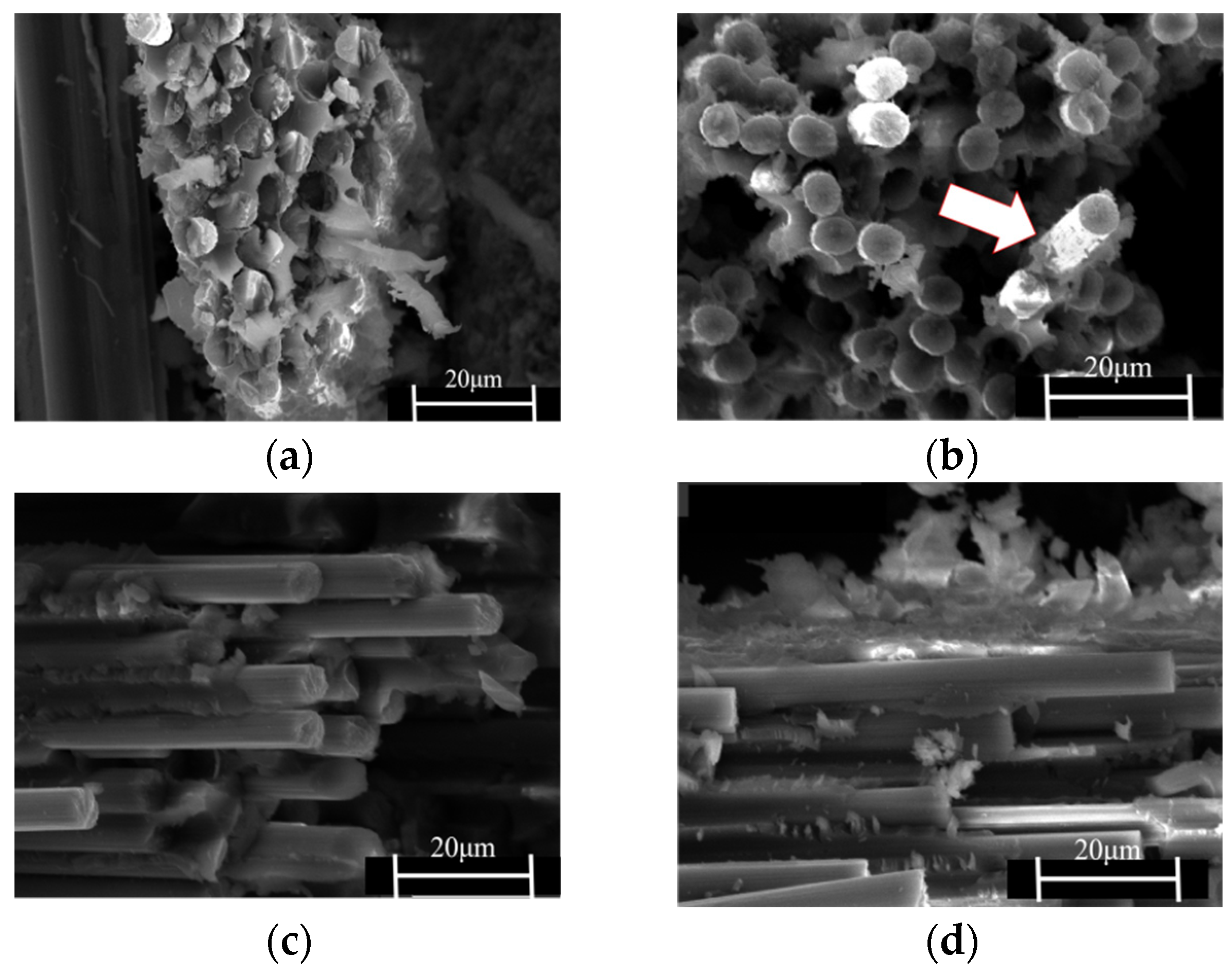
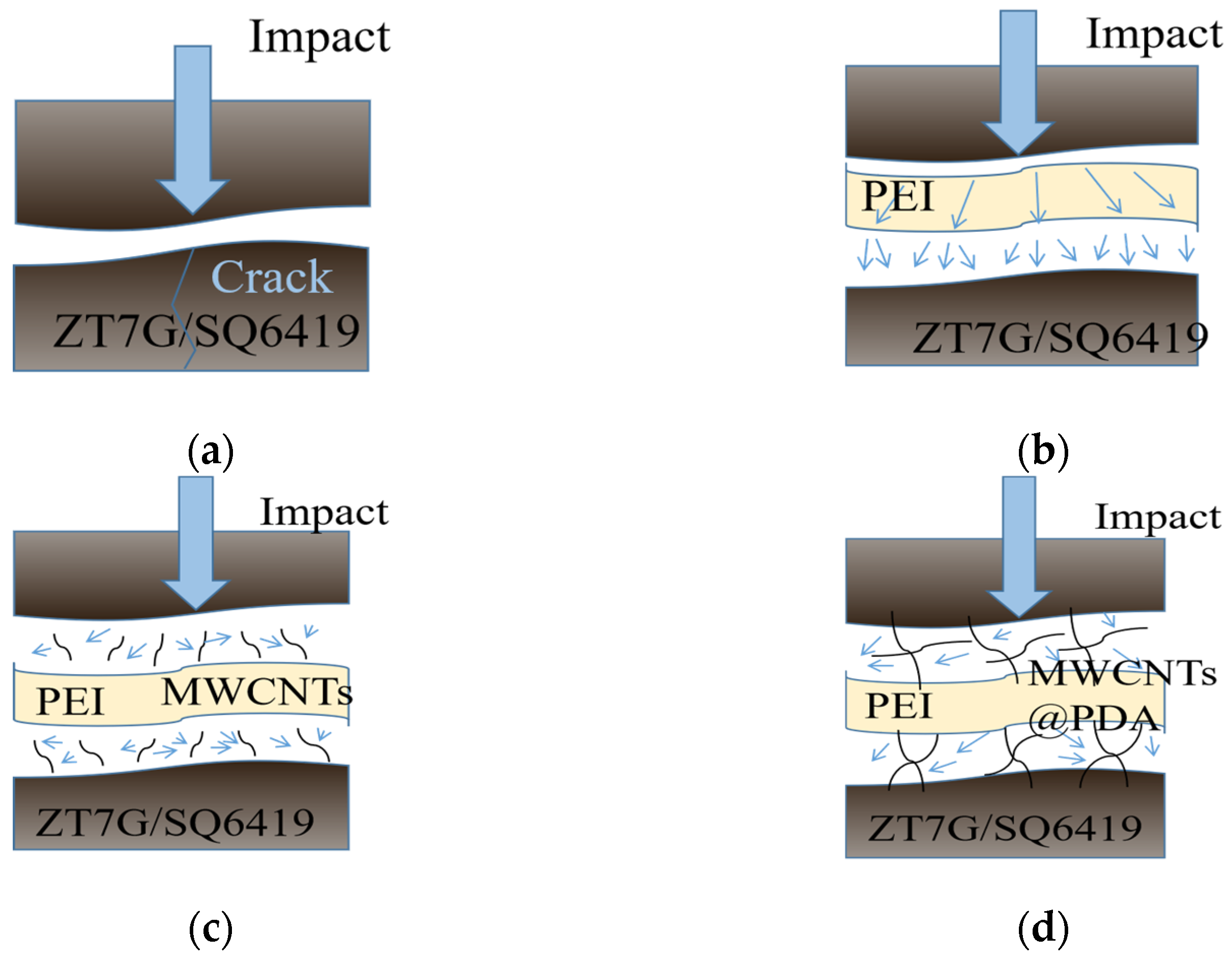
3.4. Structural Analysis of the Structural Damping Composites
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Ni, N.N.; Wen, Y.F.; He, D.L.; Yi, X.S.; Zhang, T.; Xu, Y.H. High damping and high stiffness CFRP composites with aramid non-woven fabric interlayers. Compos. Sci. Technol. 2015, 117, 92–99. [Google Scholar] [CrossRef]
- Ni, N.N.; Wen, Y.F.; He, D.L.; Guo, M.C.; Yi, X.S. Preparation and characterization of structural damping composites toughened by polyamide non-woven fabrics. Mater. Sci. Forum 2016, 848, 189–195. [Google Scholar] [CrossRef]
- Liu, G.; Hu, X.L.; Zhang, P.; Yu, R.L.; Bao, J.W.; Chen, M.H.; Li, Q.W.; Yi, X.S. Carbon nanotube film interlayer toughened carbon fiiber reinforced epoxy resin hybrid composites. Acta Polym. Sin. 2013, 10, 1334–1340. [Google Scholar] [CrossRef]
- Grewal, J.S.; Sedaghati, R.; Esmailzadeh, E. Vibration analysis and design optimization of sandwich beams with constrained viscoelastic core layer. J. Sandw. Struct. Mater. 2013, 15, 203–228. [Google Scholar] [CrossRef]
- Sargianis, J.; Suhr, J. Core material effect on wave number and vibrational damping characteristics in carbon fiber sandwich composites. Compos. Sci. Technol. 2012, 72, 1493–1499. [Google Scholar] [CrossRef]
- Abbasi, S.; Carreau, P.J.; Derdouri, A. Flow induced orientation of multiwalled carbon nanotubes in polycarbonate nanocomposites: Rheology, conductivity and mechanical properties. Polymer 2010, 51, 922–935. [Google Scholar] [CrossRef] [Green Version]
- Xu, F.; Huang, D.-d.; Du, X. Improving the delamination resistance of carbon fiber/epoxy composites by brushing and abrading of the woven fabrics. Constr. Build. Mater. 2018, 158, 257–263. [Google Scholar] [CrossRef]
- Ni, N.N.; Wen, Y.F.; He, D.L.; Yi, X.S.; Wang, C.; Xu, Y.H. Synergistic reinforcement effect of aramid non-woven fabrics and PVDF on mechanical and damping properties of bismaleimide matrix composites. Compos. Part A Appl. Sci. Manuf. 2015, 79, 176–182. [Google Scholar] [CrossRef]
- McLaughlin, J.W.; Tobin, E.; O’Higgins, R.M. An investigation of Polyether Imide (PEI) toughening of carbon fibre-reinforced Polyether Ether Ketone (PEEK) laminates. Mater. Des. 2021, 212, 110189. [Google Scholar] [CrossRef]
- Gohardani, O.; Elola, M.C.; Elizetxea, C. Potential and prospective implementation of carbon nanotubes on next generation aircraft and space vehicles: A review of current and expected applications in aerospace sciences. Prog. Aerosp. Sci. 2014, 70, 42–68. [Google Scholar] [CrossRef]
- Thomoglou, A.K.; Falara, M.G.; Gkountakou, F.I.; Elenas, A.; Chalioris, C.E. Smart Cementitious Sensors with Nano-, Micro-, and Hybrid-Modified Reinforcement: Mechanical and Electrical Properties. Sensors 2023, 23, 2405. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Ma, C.; Chen, G.; Dai, P. Interlaminar fracture toughness and conductivity of carbon fiber/epoxy resin composite laminate modified by carbon black-loaded polypropylene non-woven fabric interleaves. Compos. Struct. 2020, 234, 111649. [Google Scholar] [CrossRef]
- Joy, A.; Varughese, S.; Shanmugam, S.; Haridoss, P. Multiwalled carbon nanotube reinforced epoxy nanocomposites for vibration damping. ACS Appl. Nano Mater. 2019, 2, 736–743. [Google Scholar] [CrossRef]
- Kim, J.J.; Brown, A.D.; Bakis, C.E.; Smith, E.C. Hybrid carbon nanotube-carbon fiber composites for high damping. Compos. Sci. Technol. 2021, 207, 108712. [Google Scholar] [CrossRef]
- Ouyang, Q.; Wang, X.; Yao, Y.; Liu, L. Improved damping and mechanical properties of carbon fibrous laminates with tailored carbon nanotube/polyurethane hybrid membranes. Polym. Polym. Compos. 2020, 29, 1240–1250. [Google Scholar] [CrossRef]
- Liu, H.S.; Zhao, Y.; Chen, F.; Li, N.; Sun, M.C.; Zhang, T.Y.; Sun, T.P.; Wang, K.; Du, S.Y. Effects of polyetherimide sizing involving carbon nanotubes on interfacial performance of carbon fiber/polyetheretherketone composites. Polym. Adv. Technol. 2021, 32, 3689–3700. [Google Scholar] [CrossRef]
- Li, Y.; Cai, S.M.; Huang, X.L. Multi-scaled enhancement of damping property for carbon fiber reinforced composites. Compos. Sci. Technol. 2017, 143, 89–97. [Google Scholar] [CrossRef]
- Formica, G.; Milicchio, F.; Lacarbonara, W. Hysteretic damping optimization in carbon nanotube nanocomposites. Compos. Struct. 2018, 194, 633–642. [Google Scholar] [CrossRef]
- Wang, X.; Chen, D.L.; Zhong, W.S.; Zhang, L.; Fan, X.Q.; Cai, Z.B.; Zhu, M.H. Experimental and theoretical evaluations of the interfacial interaction between carbon nanotubes and carboxylated butadiene nitrile rubber: Mechanical and damping properties. Mater. Des. 2020, 186, 108318. [Google Scholar] [CrossRef]
- Shanmugam, L.; Feng, X.; Yang, J. Enhanced interphase between thermoplastic matrix and UHMWPE fiber sized with CNT-modified polydopamine coating. Compos. Sci. Technol. 2019, 174, 212–220. [Google Scholar] [CrossRef]
- Ni, N.N.; Wen, Y.F.; He, D.L.; Yi, X.S.; Zhao, Z.J.; Xu, Y.H. Synchronous improvement of loss factors and storage modulus of structural damping composite with functionalized polyamide non-woven fabrics. Mater. Des. 2016, 94, 377–383. [Google Scholar] [CrossRef]
- Lu, Y.L.; Ma, J.; Xu, T.Y.; Wang, W.C.; Jiang, Y.; Zhang, L.Q. Preparation and properties of natural rubber reinforced with polydopamine-coating modified carbon nanotubes. Express Polym. Lett. 2017, 11, 21–34. [Google Scholar] [CrossRef]
- Paran, S.M.R.; Naderi, G.; Ghoreishy, M.H.R. XNBR-grafted halloysite nanotube core-shell as a potential compatibilizer for immiscible polymer systems. Appl. Surf. Sci. 2016, 382, 63–72. [Google Scholar] [CrossRef]
- Wang, Z.J.; Zhang, Q.X.; Kuehner, D.; Xu, X.Y.; Ivaska, A.; Niu, L. The synthesis of ionic-liquid-functionalized multiwalled carbon nanotubes decorated with highly dispersed Au nanoparticles and their use in oxygen reduction by electrocatalysis. Carbon 2008, 46, 1687–1692. [Google Scholar] [CrossRef]
- Povolo, M.; Maccaferri, E.; Cocchi, D.; Brugo, T.M.; Mazzocchetti, L.; Giorgini, L.; Zucchelli, A. Damping and mechanical behaviour of composite laminates interleaved with rubbery nanofibers. Compos. Struct. 2021, 272, 114228. [Google Scholar] [CrossRef]
- Anvari, A. The Influence of CNT Structural parameters on the properties of CNT and CNT-reinforced epoxy. Int. J. Aerosp. Eng. 2020, 2020, 4873426. [Google Scholar] [CrossRef]
- Jin, Z.; Han, Z.Y.; Chang, C.; Sun, S.Z.; Fu, H.Y. Review of methods for enhancing interlaminar mechanical properties of fiber-reinforced thermoplastic composites: Interfacial modification, nano-filling and forming technology. Compos. Sci. Technol. 2022, 228, 109660. [Google Scholar] [CrossRef]
- Ling, Y.; Li, W.Z.; Wang, B.Y.; Gan, W.J.; Zhu, C.H.; Brady, M.A.; Wang, C. Epoxy resin reinforced with nanothin polydopamine-coated carbon nanotubes: A study of the interfacial polymer layer thickness. RSC Adv. 2016, 6, 31037–31045. [Google Scholar] [CrossRef] [Green Version]
- Santos, L.F.d.P.; Alderliesten, R.; Kok, W.; Ribeiro, B.; de Oliveira, J.B.; Costa, M.L.; Botelho, E.C. The influence of carbon nanotube buckypaper/poly (ether imide) mats on the thermal properties of poly (ether imide) and poly (aryl ether ketone)/carbon fiber laminates. Diam. Relat. Mater. 2021, 116, 108421. [Google Scholar] [CrossRef]
- Sun, Z.; Guo, F.L.; Li, Y.Q.; Hu, J.M.; Liu, Q.X.; Mo, X.L.; Huang, P.; Fu, S.Y. Effects of carbon nanotube-polydopamine hybridization on the mechanical properties of short carbon fiber/polyetherimide composites. Compos. Part B Eng. 2022, 236, 109848. [Google Scholar] [CrossRef]
- Zhao, M.; Meng, L.H.; Ma, L.C.; Ma, L.N.; Yang, X.B.; Huang, Y.D.; Ryu, J.E.; Shankar, A.; Li, T.X.; Yan, C.; et al. Layer-by-layer grafting WMMWCNTs onto carbon fibers surface for enhancing the interfacial properties of epoxy resin composites. Compos. Sci. Technol. 2018, 154, 28–36. [Google Scholar] [CrossRef]
- Kirmani, M.H.; Sachdeva, G.; Pandey, R.; Odegard, G.M.; Liang, R.; Kumar, S. Cure behavior changes and compression of carbon nanotubes in aerospace gradebismaleimide-carbon nanotube sheet nanocomposites. ACS Appl. Nano Mater. 2021, 4, 2476–2485. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Z.; Wu, H.; Nie, J. Research on damping performance and strength of the composite laminate. Sci. Rep. 2021, 11, 18281. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Li, W.Z.; Zhang, Z.; Chen, K.M.; Gan, W.J. Selective localization of multi-walled carbon nanotubes in epoxy/polyetherimide system and properties of the conductive composites. J. Appl. Polym. Sci. 2019, 136, 47911. [Google Scholar] [CrossRef]
- Liu, Y.; Fang, Y.C.; Liu, X.L.; Wang, X.L.; Yang, B. Mussel-inspired modification of carbon fiber via polyethyleneimine/polydopamine co-deposition for the improved interfacial adhesion. Compos. Sci. Technol. 2017, 151, 164–173. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
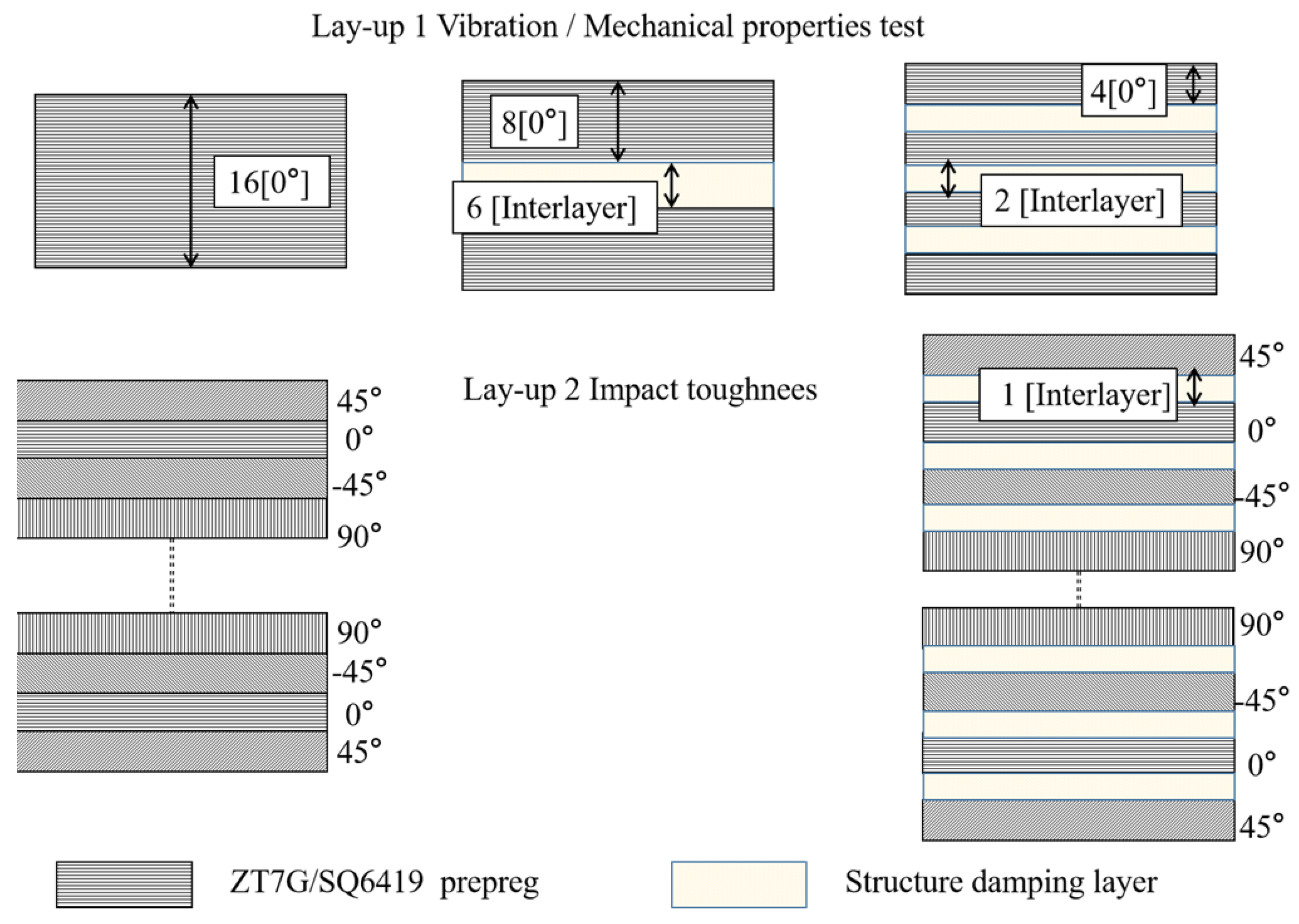
| Sample | Lay-up 1 | Lay-up 2 |
|---|---|---|
| Control | [0°16] | [45°/0°/−45°/90°]4s |
| Centralized | [0°8/d6/0°8] | [45°/d/0°/d/−45°/d/90°]4s |
| Dispersed | [0°4/d2/0°4/d2/0°4/d2/0°4] | |
| 0: ZT7G/SQ6419 prepreg d: structural damping interlayer materials | ||
| Temperature/°C | Pressure/N | Time/Min |
|---|---|---|
| 150 | 0 | 30 |
| 150 | 5 × | 60 |
| 160 | 3 × | 10 |
| 180 | 4 × | 30 |
| 200 | 4 × | 240 |
| Sample | Flexural Strength/MPa | Standard Deviation of Flexural Strength | Flexural Modulus/GPa | Standard Deviation of Flexural Modulus | Interlaminar Shear Strength/MPa | Standard Deviation of Interlaminar Shear Strength | Thickness/mm |
|---|---|---|---|---|---|---|---|
| Control | 1724.95 | 3.19 | 123.38 | 1.60 | 103.00 | 4.98 | 1.99 |
| PEI(C) | 1609.67 | 5.32 | 112.84 | 3.25 | 99.61 | 3.50 | 2.07 |
| PEI(D) | 1536.21 | 3.49 | 111.21 | 1.02 | 94.77 | 3.23 | 2.07 |
| MWCNTs/PEI(C) | 1677.90 | 3.30 | 126.97 | 0.87 | 101.46 | 4.49 | 2.07 |
| MWCNTs/PEI(D) | 1617.23 | 4.11 | 119.65 | 0.30 | 100.83 | 2.85 | 2.08 |
| MWCNTs@PDA/PEI(C) | 1888.80 | 6.41 | 141.84 | 4.46 | 110.29 | 2.43 | 2.08 |
| MWCNTs@PDA/PEI(D) | 1867.23 | 3.16 | 133.06 | 2.16 | 107.17 | 4.55 | 2.09 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, S.; Lai, Y.; Ma, J.; Liu, B.; Ni, N.; Dai, F.; Xu, Y.; Wang, Z.; Yang, X. Synchronous Improvement of Mechanical and Damping Properties of Structural Damping Composites with Polyetherimide Non-Woven Fabric Interlayers Loaded with Polydopamine and Carbon Nanotubes. Polymers 2023, 15, 3117. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15143117
Zhou S, Lai Y, Ma J, Liu B, Ni N, Dai F, Xu Y, Wang Z, Yang X. Synchronous Improvement of Mechanical and Damping Properties of Structural Damping Composites with Polyetherimide Non-Woven Fabric Interlayers Loaded with Polydopamine and Carbon Nanotubes. Polymers. 2023; 15(14):3117. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15143117
Chicago/Turabian StyleZhou, Shihao, Yuanchang Lai, Junchi Ma, Bin Liu, Nannan Ni, Feng Dai, Yahong Xu, Zhaodi Wang, and Xin Yang. 2023. "Synchronous Improvement of Mechanical and Damping Properties of Structural Damping Composites with Polyetherimide Non-Woven Fabric Interlayers Loaded with Polydopamine and Carbon Nanotubes" Polymers 15, no. 14: 3117. https://0-doi-org.brum.beds.ac.uk/10.3390/polym15143117