
Reduction of Bacterial Load on Broiler Carcasses Using Low-Volume Fluidic Nozzles in Combination with 60 °C Water at 450 Psi Pressure
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
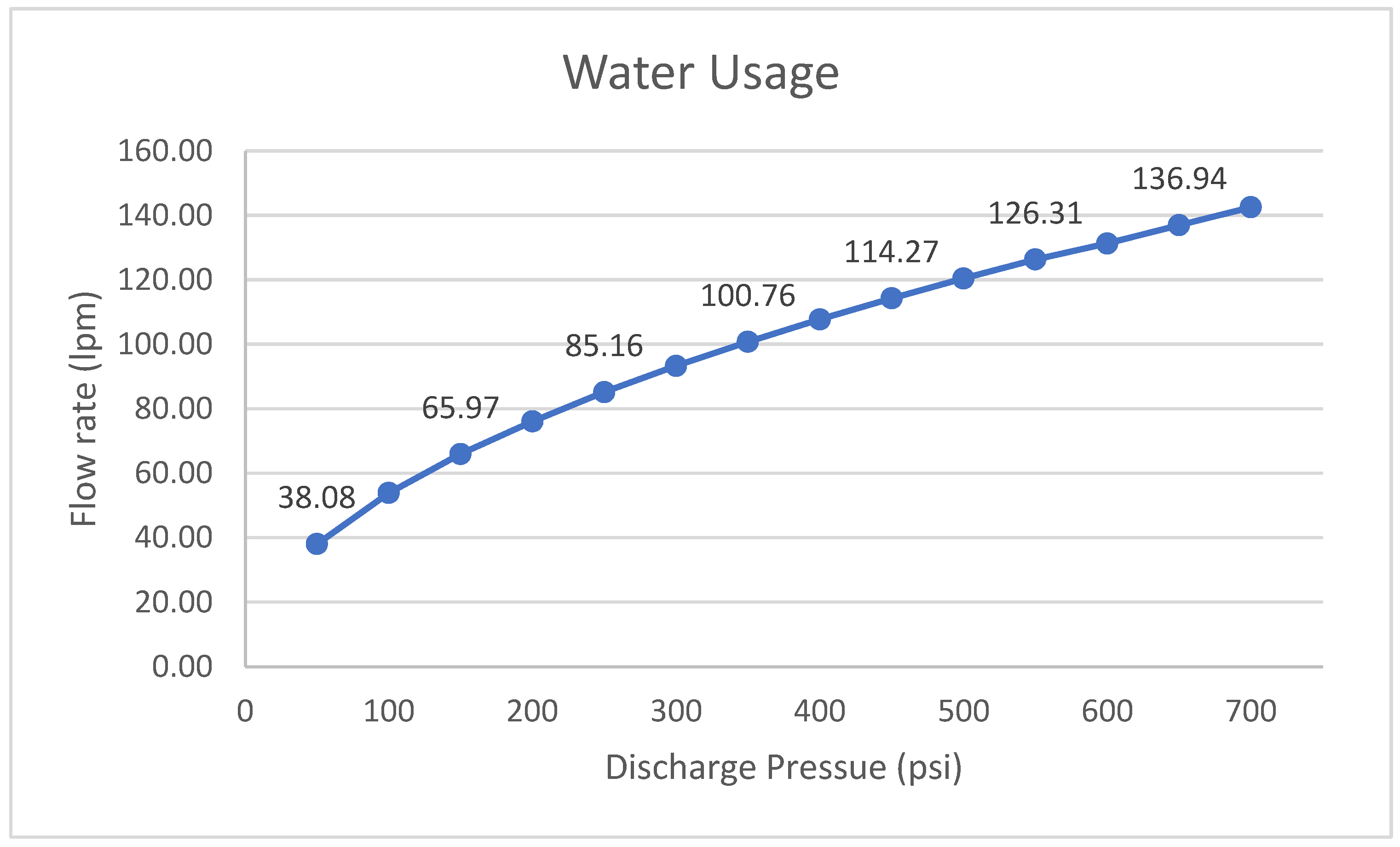
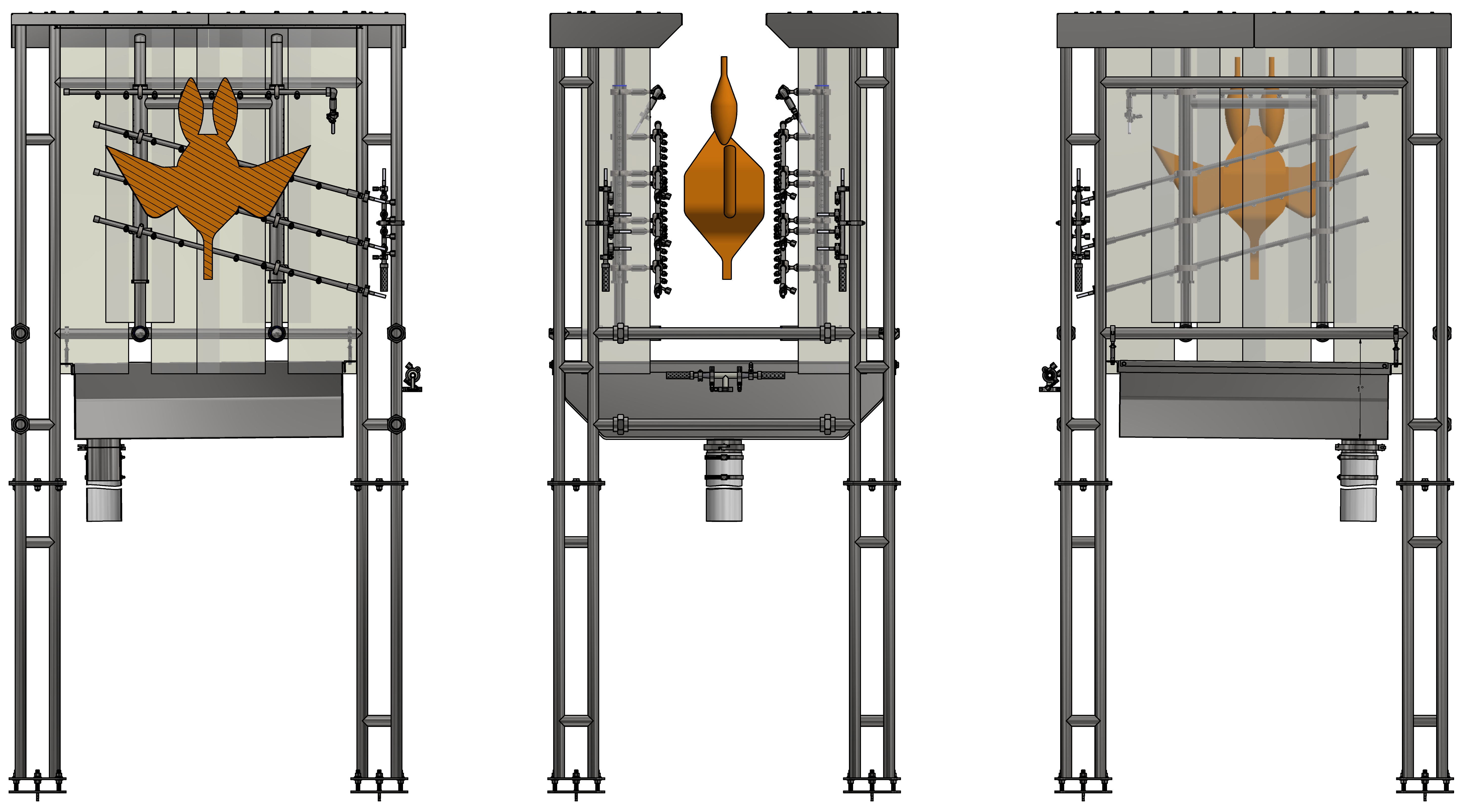
2.1. Wash Cabinet
2.2. Broiler Carcasses
2.3. Sample Collection
2.4. Microbiological Evaluation
2.5. Statistical Analysis
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Code of Federal Regulations. Title 9: Animal and Animal Products, Chapter III: Food Safety and Inspection Service, Department of Agriculture, Part 381: Poultry Products Inspection Regulations. 2023. Available online: https://ecfr.gov/current/title-9/chapter-III/subchapter-A/part-381 (accessed on 5 September 2023).
- Lahellec, C.; Colin, P. Relationship between serotypes of Salmonellae from hatcheries and rearing farms and those from processed poultry carcasses. Br. Poult. Sci. 1983, 26, 179–186. [Google Scholar] [CrossRef] [PubMed]
- Katoula, K.L.; Pandya, Y. Bacterial contamination of broiler chickens before scalding. J. Food Prot. 1995, 58, 1326–1329. [Google Scholar] [CrossRef] [PubMed]
- EFSA/ECDC. The European Union summary report on trens and sources of zoonoses, zoonotic agents and food-borne outbreaks in 2012. EFSA J. 2014, 12, 3547. [Google Scholar]
- Boysen, M.H.; Rosenquist, H.; Larsson, J.T.; Nielsen, E.M.; Sorensen, G.; Nordentoft, S.; Hald, T. Source attribution of human campylobacteriosis in Denmark. Epidemiol. Infect. 2014, 142, 1599–1608. [Google Scholar] [CrossRef] [PubMed]
- Kittl, S.; Heckel, G.; Korczak, B.M.; Kuhnert, P. Source attribution of human Campylobacter isolates by MLST and fla-typing and association of genotypes with quinolone resistance. PLoS ONE 2013, 8, e81796. [Google Scholar] [CrossRef] [PubMed]
- Skarp, C.P.A.; Hanninen, M.L.; Rautelin, H.I.K. Campylobacteriosis: The role of poultry meat. Clin. Microbial. Infect. 2016, 22, 103–109. [Google Scholar] [CrossRef] [PubMed]
- EFSA. Scientific Opinion on Campylobacter in broiler meat production: Control options and performance objectives and/or targets at different stages of the food chain. EFSA J. 2011, 9, 105–246. [Google Scholar]
- Zweifel, C.; Althaus, D.; Stephan, R. Effects of slaughter operations on the microbiological contamination of broiler carcasses in three abattoirs. Food Cont. 2015, 51, 37–42. [Google Scholar] [CrossRef]
- Stern, N.J.; Clavero, M.R.S.; Bailey, J.S.; Cox, N.A.; Robach, M.C. Campylobacter spp. in broilers on the farm and after transport. Poult. Sci. 1995, 74, 937–941. [Google Scholar] [CrossRef]
- Mulder, R.W.A.W.; Dorresteijn, L.W.J.; van der Broek, J. Cross-contamination during the scalding and plucking of broilers. Br. Poult. Sci. 1978, 19, 61–70. [Google Scholar] [CrossRef]
- Berrang, M.E.; Dickens, J.A. Presence and level of Campylobacter spp. on broiler carcasses throughout the processing plant. J. Appl. Poultry Res. 2000, 9, 43–47. [Google Scholar] [CrossRef]
- Cason, J.A.; Hinton, A., Jr.; Ingram, K.D. Coliform, Escherichia coli and Salmonellae concentrations in a multiple-tank, counterflow poultry scalder. J. Food Prot. 2000, 63, 1184–1188. [Google Scholar] [CrossRef] [PubMed]
- Yang, H.; Li, Y.; Johnson, M.G. Survival and death of Salmonella Typhimurium and Campylobacter jejuni in processing water and on chicken skin during poultry scalding and chilling. J. Food Prot. 2001, 64, 770–776. [Google Scholar] [CrossRef] [PubMed]
- Pacholewizc, E.; Lipman, L.J.A.; Swart, A.; Heemskerk, W.J.C. Pre-scald brushing for the removal of solids associated with broiler carcass bacterial contamination. Poult. Sci. 2016, 95, 2979–2985. [Google Scholar] [CrossRef] [PubMed]
- Shackleford, A.D.; Whittemore, A.D.; Papa, C.M.; Wilson, R.L. Development of a prototype carcass cleaning machine. J. Appl. Poultry Res. 1992, 1, 235–241. [Google Scholar] [CrossRef]
- Berrang, M.E.; Bailey, J.S. On-line brush and spray washers to lower numbers of Campylobacter and E. coli and presence of Salmonella on broiler carcasses during processing. J. Appl. Poultry Res. 2009, 18, 74–78. [Google Scholar] [CrossRef]
- Berrang, M.E.; Cox, N.A.; Oakley, B.B. Sampling by sponge wipe or skin excision for recovery of inoculated Salmonella and Campylobacter from defeathered broiler carcasses. J. Food Prot. 2014, 77, 824–827. [Google Scholar] [CrossRef] [PubMed]
- USDA; FSIS. Microbiological Laboratory Guidebook, Chapter 3.02: Quantitative Analysis of Bacteria in Foods as Sanitary Indicators. 2015. Available online: https://fsis.usda.gov/news-events/publications/microbiology-laboratory-guidebook (accessed on 5 September 2023).
- Sams, A.R.; McKee, S.R. First processing: Slaughter through chilling. In Poultry Meat Processing, 2nd ed.; Owens, C.M., Alvarado, C.Z., Sams, A.R., Eds.; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2010; pp. 25–49. [Google Scholar]
- McKee, S.R. Salmonella control in poultry processing. In Proceedings of the Abstracts from the 65th Annual Reciprocal Meat Conference, Fargo, ND, USA, 17–20 June 2012. [Google Scholar]
- McKee, S.R. Salmonella and Campylobacter Control during Poultry Processing; International Poultry Scientific Forum: Atlanta, GA, USA, 2011. [Google Scholar]
- Berrang, M.E.; Buhr, R.J.; Cason, J.A.; Dickens, J.A. Broiler carcass contamination with Campylobacter from feces during defeathering. J. Food Prot. 2001, 64, 2063–2066. [Google Scholar] [CrossRef]
- Rosenquist, H.; Sommer, H.M.; Nielsen, N.L.; Christensen, B.B. The effect of slaughter operation on the contamination of chicken carcasses with thermotolerant Campylobacter. Int. J. Food Microbiol. 2006, 108, 226–232. [Google Scholar] [CrossRef]
- Izat, A.L.; Garnder, F.A.; Denton, J.H.; Golan, F.A. Incidence and level of Campylobacter jejuni in broiler processing. Poult. Sci. 1988, 67, 1568–1572. [Google Scholar] [CrossRef]
- Stern, N.J.; Robach, M.C. Enumeration of Campylobacter spp. in broiler feces and in corresponding processed carcasses. J. Food Prot. 2003, 66, 1557–1563. [Google Scholar] [CrossRef]
- Rivera-Perez, W.; Barquero-Calva, E.; Zaomra-Sanabria, R. Salmonella contamination risk points in broiler carcasses during slaughter line processing. J. Food Prot. 2014, 13, 2031–2034. [Google Scholar] [CrossRef]
- Berrang, M.E.; Dickens, J.A.; Musgrove, M.T. Effects of hot water application after defeathering on the levels of Campylobacter, coliform bacteria, and Escherichia coli on broiler carcasses. Poult. Sci. 2000, 79, 1689–1693. [Google Scholar] [CrossRef]
- McKee, S.R.; Townsend, J.C.; Bilgili, S.F. Use of a scald additive to reduce levels of Salmonella Typhimurium during poultry processing. Poult. Sci. 2008, 87, 1672–1677. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| TAC * | ENT | EC | Campylobacter–Tempo® | |
|---|---|---|---|---|
| Pre-Wash | 9.02 | 6.04 | 4.95 | 3.87 |
| Post-Wash | 6.52 | 4.03 | 3.22 | 2.21 |
| Δ | −2.5 | −2.01 | −1.73 | −2.21 |
| p-value (p < 0.05) | 2.15 × 10−13 | 1.30 × 10−7 | 1.26 × 10−6 | 2.10 × 10−13 |
| Std Err | 0.14 | 0.25 | 0.21 | 0.12 |
| TAC * | ENT | EC | Campylobacter–Tempo® | |
|---|---|---|---|---|
| Pre-Wash | 5.90 | 4.14 | 2.91 | 1.41 |
| Post-Wash | 3.81 | 2.91 | 2.01 | 0.27 |
| Δ | −2.09 | −1.23 | −0.90 | −1.14 |
| p-value (p < 0.05) | 9.75 × 10−5 | 1.26 × 10−7 | 6.64 × 10−6 | 5.37 × 10−5 |
| Std Err | 0.43 | 0.16 | 0.15 | 0.22 |
| TAC * | ENT | EC | Campylobacter–Tempo® | |
|---|---|---|---|---|
| Pre-Wash | 3.86 | 2.61 | 1.73 | 1.85 |
| Post-Wash | 3.13 | 1.08 | 0.74 | 0.99 |
| Δ | −0.73 | −1.53 | −0.99 | −0.86 |
| p-value (p < 0.05) | 3.69 × 10−4 | 1.58 × 10−5 | 3.79 × 10−3 | 1.36 × 10−6 |
| Std Err | 0.17 | 0.27 | 0.30 | 0.012 |
| TAC * | ENT | EC | Campylobacter–Tempo® | |
|---|---|---|---|---|
| Pre-Scald | 9.02 | 6.04 | 4.95 | 3.87 |
| Post-Scald | 5.90 | 4.14 | 2.91 | 1.41 |
| Post-Pick | 3.86 | 2.61 | 1.73 | 1.85 |
| Pre-Scald versus Post-Scald | ||||
| TAC * | ENT | EC | Campylobacter–Tempo® | |
| Δ | 3.12 | 1.90 | 2.05 | 2.45 |
| p-value (p < 0.05) | 1.4 × 10−26 | 1.70 × 10−12 | 3.08 × 10−6 | 1.34 × 10−7 |
| Std Err | 0.13 | 0.20 | 0.31 | 0.28 |
| Pre-Scald versus Post-Pick | ||||
| TAC * | ENT | EC | Campylobacter–Tempo® | |
| Δ | 5.16 | 3.43 | 3.22 | 2.02 |
| p-value (p < 0.05) | 3.91 × 10−28 | 1.85 × 10−11 | 1.13 × 10−5 | 6.21 × 10−7 |
| Std Err | 0.19 | 0.22 | 0.30 | 0.19 |
| Post-Scald versus Post-Pick | ||||
| TAC * | ENT | EC | Campylobacter–Tempo® | |
| Δ | 2.04 | 1.53 | 1.18 | −0.44 |
| p-value (p < 0.05) ‡ | 7.46 × 10−16 | 6.62 × 10−7 | 5.94 × 10−3 | 0.13 |
| Std Err | 0.16 | 0.29 | 0.30 | 0.18 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cosby, D.E.; McIntyre, M.D.; DeVoll, J.; Jordan, A.; Garrish, J.K.; Berrang, M.E.; McMillan, E. Reduction of Bacterial Load on Broiler Carcasses Using Low-Volume Fluidic Nozzles in Combination with 60 °C Water at 450 Psi Pressure. Poultry 2024, 3, 15-25. https://0-doi-org.brum.beds.ac.uk/10.3390/poultry3010002
Cosby DE, McIntyre MD, DeVoll J, Jordan A, Garrish JK, Berrang ME, McMillan E. Reduction of Bacterial Load on Broiler Carcasses Using Low-Volume Fluidic Nozzles in Combination with 60 °C Water at 450 Psi Pressure. Poultry. 2024; 3(1):15-25. https://0-doi-org.brum.beds.ac.uk/10.3390/poultry3010002
Chicago/Turabian StyleCosby, Douglas E., Michael D. McIntyre, Josh DeVoll, Aaron Jordan, Johnna K. Garrish, Mark E. Berrang, and Elizabeth McMillan. 2024. "Reduction of Bacterial Load on Broiler Carcasses Using Low-Volume Fluidic Nozzles in Combination with 60 °C Water at 450 Psi Pressure" Poultry 3, no. 1: 15-25. https://0-doi-org.brum.beds.ac.uk/10.3390/poultry3010002