
Performance Comparison of EGSB and IC Reactors for Treating High-Salt Fatty Acid Organic Production Wastewater

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Device
2.2. Test Water
2.3. Seeding Sludge
2.4. Analysis Method
2.5. Experiment Procedure
2.5.1. Domestication of Salt-Tolerant Sludge
2.5.2. Start-up Period
2.5.3. Reactor Performance under Stable-Load and High-Load Operating Conditions
3. Results and Discussion
3.1. Effect of Influent Water Quality on COD Removal and the Comparison of Two Reactors
3.2. Influence of Organic Load on COD Removal Rate and the Comparison of Two Reactors
3.3. Influence of COD/ on COD Removal Rate and the Comparison of Two Reactors
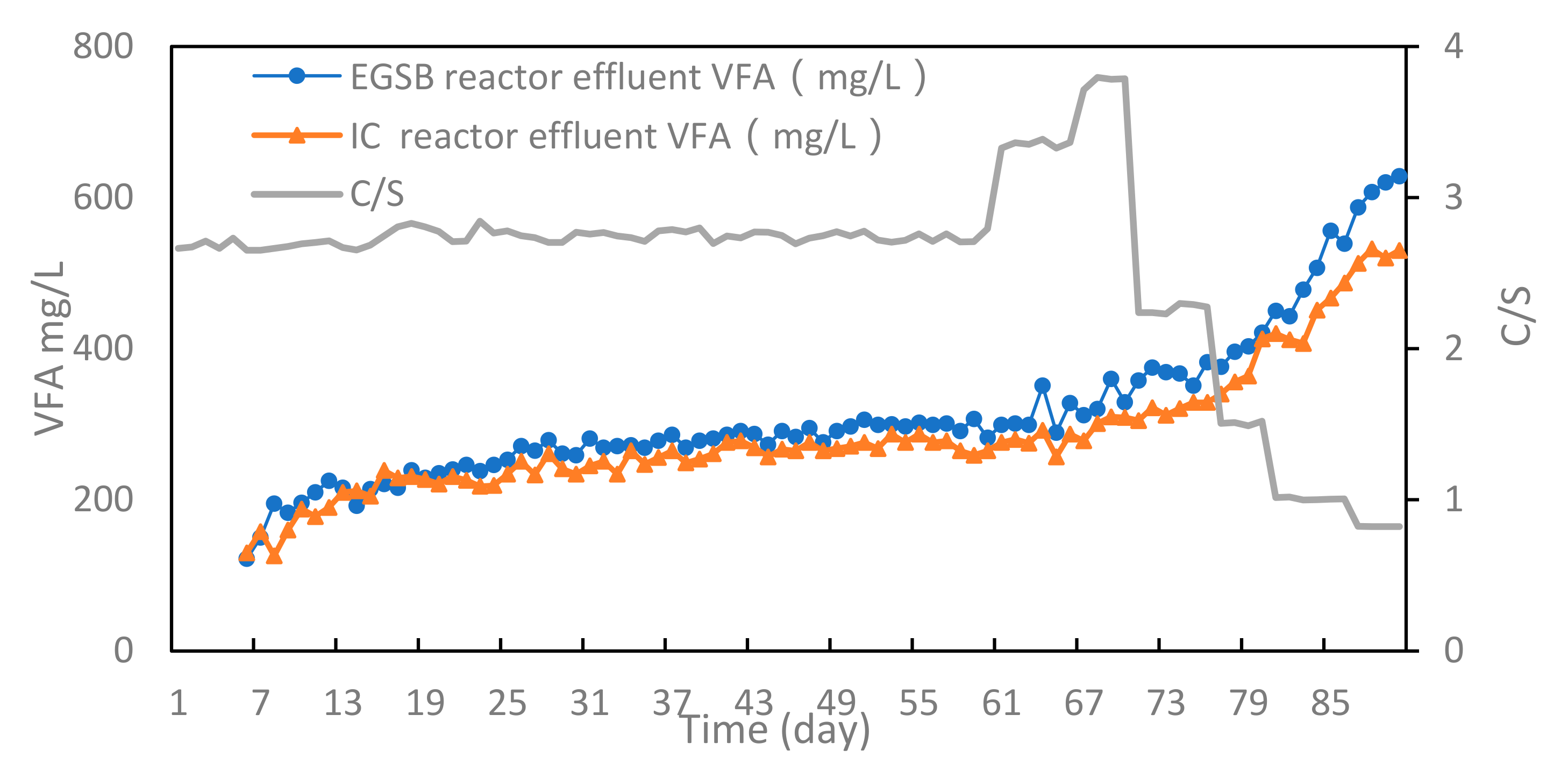
3.4. Changes of pH and VFA of Reactor Effluent and the Comparison of Two Reactors
3.5. Relationship between Gas Production Rate and Load and the Comparison of Two Reactors
3.6. Effect of Reflux on COD Removal and the Comparison of Two Reactors
3.7. Changes in Microbial Community Structure and Function and the Comparison of Two Reactors
3.8. Comparison of Sludge Morphology
4. Conclusions and Recommendations
4.1. Conclusions
- (1)
- In the actual treatment of high-salt fatty acid production wastewater, the optimal influent water quality threshold for EGSB and IC anaerobic bioreactors was a COD concentration of 18,000 mg/L and a sulfate ion concentration in the salinity of about 8000 mg/L. When the C/S was greater than 2.8, the reactors operated well. In addition, the value of C/S should not be less than 1.5. The reason is that under this condition, the sulfate reduction process has a significant impact on the removal of COD, and MPB may be inhibited by sulfides. The organic load OLR should not be greater than 10 kgCOD/(m3·d).
- (2)
- The IC reactor with external circulation had a slightly shorter start-up time and a slightly better COD removal effect, gas production rate, and load resistance. The best reflux ratio of the two reactors was 6:1. The appropriate rising flow rate was 0.4 m/h.
- (3)
- For the selection of anaerobic reactors for high-salt fatty acid production wastewater, there was no major difference in performance between the EGSB and IC reactors. The IC reactor performed slightly better than the EGSB reactor due to its double-layer UASB structure.
4.2. Recommendations
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| EGSB | expanded granular sludge bed |
| IC | internal circulation |
| UASB | upflow anaerobic sludge bed |
| COD | chemical oxygen demand |
| VFA | volatile fatty acid |
| SS | suspended solids |
| HRT | hydraulic retention time |
| OLR | organic loading rate |
| C/S | COD/ |
| SRB | sulfate-reducing bacteria |
| MPB | methane-producing bacteria |
| R | reflux |
References
- Kong, Z.; Li, L.; Xue, Y.; Yang, M.; Li, Y.Y. Challenges and prospects for the anaerobic treatment of chemical-industrial organic wastewater: A review. J. Clean. Prod. 2019, 231, 913–927. [Google Scholar] [CrossRef]
- Xu, D.; Liu, J.; Ma, T.; Zhao, X.; Ma, H.; Li, J. Coupling of sponge fillers and two-zone clarifiers for granular sludge in an integrated oxidation ditch. Environ. Technol. Innov. 2022, 26, 102264. [Google Scholar] [CrossRef]
- Dai, L.; Wang, Z.; Guo, T.; Hu, L.; Chen, Y.; Chen, C.; Yu, G.; Ma, L.Q.; Chen, J. Pollution characteristics and source analysis of microplastics in the Qiantang River in southeastern China. Chemosphere 2022, 293, 133576. [Google Scholar] [CrossRef]
- Jing, Z.Q.; Hu, Y.; Niu, Q.G.; Liu, Y.Y.; Li, Y.Y.; Wang, X.C.C. UASB performance and electron competition between 61methane-producing archaea and sulfate-reducing bacteria in treating sulfate-rich wastewater containing ethanol and acetate. Bioresour. Technol. 2013, 137, 349–357. [Google Scholar] [CrossRef]
- Sarti, A.; Zaiat, M. Anaerobic treatment of sulfate-rich wastewater in an anaerobic sequential batch reactor (AnSBR) using butanol as the carbon source. J. Environ. Manag. 2011, 92, 1537–1541. [Google Scholar] [CrossRef]
- Li, J.; Wang, J.; Luan, Z.K.; Ji, Z.G.; Yu, L. Biological sulfate removal from acrylic fiber manufacturing wastewater using a two-stage UASB. Environ. Sci. 2012, 24, 343–350. [Google Scholar] [CrossRef]
- Delforno, T.P.; Moura, A.G.L.; Okada, D.Y.; Varesche, M.B.A. Effect of biomass adaptation to the degradation of anionic surfactants in laundry wastewater using EGSB reactors. Bioresour. Technol. 2014, 154, 114–121. [Google Scholar] [CrossRef] [Green Version]
- Luo, G.; Li, J.; Li, Y.; Wang, Z.; Li, W.T.; Li, A.M. Performance behaviors and microbial community of circulation anaerobic treating wastewater with high organic loading rate: Role of external hydraulic circulation. Bioresour. Technol. 2016, 222, 470–477. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.G.; Wang, Y.; Wang, Z.Y.; Liu, S. Efficient treatment of traditional Chinese pharmaceutical wastewater using a pilot-scale spiral symmetry stream anaerobic bioreactor compared with internal circulation reactor. Chemosphere 2019, 228, 437–443. [Google Scholar] [CrossRef]
- Wang, G.; Liu, D.; Fan, S.; Li, Z.; Su, J. High-k erbium oxide film prepared by sol-gel method for low-voltage thin-film transistor. Nanotechnology 2021, 32, 215202. [Google Scholar] [CrossRef]
- Hu, M.; Wang, Y.; Yan, Z.; Zhao, G.; Zhao, Y.; Xia, L.; Cheng, B.; Di, Y.; Zhuang, X. Hierarchical dual-nanonet of polymer nanofibers and supramolecular nanofibrils for air filtration with a high filtration efficiency, low air resistance and high moisture permeation. J. Mater. Chem. A 2021, 9, 14093–14100. [Google Scholar] [CrossRef]
- Muñoz Sierra, J.D.; Oosterkamp, M.J.; Wang, W.; Spanjers, H.; van Lier, J.B. Comparative performance of upflow anaerobic sludge blanket reactor and anaerobic membrane bioreactor treating phenolic wastewater: Overcoming high salinity. Chem. Eng. J. 2019, 366, 480–490. [Google Scholar] [CrossRef]
- Bhuyan, S.C.; Swain, A.K.; Sahoo, A.; Bhuyan, S.K. Nutrient (sulphate) removal from wastewater in inverse fluidized bed biofilm reactor. Mater. Today Proc. 2020, 33 Pt 8, 5476–5480. [Google Scholar] [CrossRef]
- Foglia, A.; Akyol, C.; Frison, N.; Katsou, E.; Eusebi, A.L.; Fatone, F. Long-term operation of a pilot-scale anaerobic membrane bioreactor (AnMBR) treating high salinity low loaded municipal wastewater in real environment. Sep. Purif. Technol. 2019, 236, 116279. [Google Scholar] [CrossRef]
- Liu, J.; Wang, C.; Wu, K.; Huang, L.; Tang, Z.; Zhang, C.; Zhang, W. Novel start-up process for the efficient degradation of high COD wastewater with up-flow anaerobic sludge blanket technology and a modified internal circulation reactor. Bioresour. Technol. 2020, 123300, 308. [Google Scholar] [CrossRef]
- Kang, W.; Chai, H.; Yang, S.; Du, G.; Zhou, J.; He, Q. Influence of organic loading rate on integrated bioreactor treating hypersaline mustard wastewater. Biotechnol. Appl. Biochem. 2015, 63, 590–594. [Google Scholar] [CrossRef]
- Lin, X.; Lu, K.; Hardison, A.K.; Liu, Z.; Xu, X.; Gao, D.; Gong, J.; Gardner, W.S. Membrane inlet mass spectrometry method (REOX/MIMS) to measure 15N-nitrate in isotope-enrichment experiments. Ecol. Indic. 2021, 126, 107639. [Google Scholar] [CrossRef]
- Yan, W.; Cao, M.; Fan, S.; Liu, X.; Liu, T.; Li, H.; Su, J. Multi-yolk ZnSe/2(CoSe2)@NC heterostructures confined in N-doped carbon shell for high-efficient sodium-ion storage. Compos. Part B Eng. 2021, 213, 108732. [Google Scholar] [CrossRef]
- Ge, D.; Yuan, H.; Xiao, J.; Zhu, N. Insight into the enhanced sludge dewaterability by tannic acid conditioning and pH regulation. Sci. Total Environ. 2019, 679, 298–306. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, L.; Zhang, Y.; Wang, D.; Guo, J.; Zhang, M.; Li, Y. The performance of electrode ultrafiltration membrane bioreactor in treating cosmetics wastewater and its anti-fouling properties. Environ. Res. 2022, 206, 112629. [Google Scholar] [CrossRef]
- Yan, W.; Liang, K.; Chi, Z.; Liu, T.; Cao, M.; Fan, S.; Xu, T.; Liu, T.; Su, J. Litchi-like structured MnCo2S4@C as a high capacity and long-cycling time anode for lithium-ion batteries. Electrochim. Acta 2021, 376, 138035. [Google Scholar] [CrossRef]
- O’Flaherty, V.; Lens, P.; Leahy, B.; Colleran, E. Long-term competition between sulphate-reducing and methane-producing bacteria during full-scale anaerobic treatment of citric acid production wastewater. Water Res. 1998, 32, 815–825. [Google Scholar] [CrossRef]
- Firmino, P.L.M.; Farias, R.S.; Buarque, P.M.C.; Costa, M.C.; Rodriguez, E.; Lopes, A.C.; dos Santos, A.B. Engineering and microbiological aspecfis of BTEX removal in bioreactors under sulfate-reducing conditions. Chem. Eng. J. 2015, 260, 503–512. [Google Scholar] [CrossRef]
- Hu, Y.; Jing, Z.Q.; Sudo, Y.; Niu, Q.G.; Du, J.R.; Wu, J.; Li, Y.Y. Effect of influent COD/SO42− ratios on UASB of a synthetic sulfate-containing wastewater. Chemosphere 2015, 130, 24–33. [Google Scholar] [CrossRef] [PubMed]
- Lu, X.Q.; Zhen, G.Y.; Ni, J.L.; Hojo, T.; Kubota, K.; Li, Y.Y. Effect of influent COD/S042− ratios on biodegradation behaviors of starch wastewater in an upflow anaerobic sludge blanket (UASB) reactor. Bioresour. Technol. 2016, 214, 175–183. [Google Scholar] [CrossRef] [PubMed]
- Guan, Q.; Zeng, G.; Song, J.; Liu, C.; Wang, Z.; Wu, S. Ultrasonic power combined with seed materials for recovery of phosphorus from swine wastewater via struvite crystallization process. J. Environ. Manag. 2021, 293, 112961. [Google Scholar] [CrossRef] [PubMed]
- Fang, X.; Wang, Q.; Wang, J.; Xiang, Y.; Wu, Y.; Zhang, Y. Employing extreme value theory to establish nutrient criteria in bay waters: A case study of Xiangshan Bay. J. Hydrol. 2021, 603, 127146. [Google Scholar] [CrossRef]
- Xu, W.J. Study on the Flow Characteristics and the Wastewater Treatment Performance in the Modified Internal Circulation Reactor. Master’s Thesis, Zhejiang University of Technology, Hangzhou, China, 2014. [Google Scholar]
- Liu, W.; Huang, F.; Liao, Y.; Zhang, J.; Ren, G.; Zhuang, Z.; Zhen, J.; Lin, Z.; Wang, C. Treatment of CrVI-containing Mg(OH)2 nanowaste. Angew. Chem. 2008, 47, 5619–5622. [Google Scholar] [CrossRef]
- Liu, W.; Zheng, J.; Ou, X.; Liu, X.; Song, Y.; Tian, C.; Rong, W.; Shi, Z.; Dang, Z.; Lin, Z. Effective extraction of Cr(VI) from hazardous gypsum sludge via controlling the phase transformation and chromium species. Environ. Sci. Technol. 2018, 52, 13336–13342. [Google Scholar] [CrossRef]
- Zhang, L.; Xu, Y.; Liu, H.; Li, Y.; You, S.; Zhao, J.; Zhang, J. Effects of coexisting Na+, Mg2+ and Fe3+ on nitrogen and phosphorus removal and sludge properties using A2O process. J. Water Process Eng. 2021, 44, 102368. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reactor Type | Commonality | Peculiarities | |||||
|---|---|---|---|---|---|---|---|
| Structure Size | Reaction Chamber | Flow Rate (Including Reflux) m·h−1 | Circulation Mode | Power Consumption | |||
| Height (m) | Aspect Ratio | ||||||
| EGSB |
| 12~16 | 15~40 | 1 | 2.5~12 | Exterior | High |
| IC | 18~24 | 4~8 | 2 USAB Series connection | 6~16 | Interior | Low | |
| Index | COD (mg/L) | BOD5 (mg/L) | SS (mg/L) | pH |
|---|---|---|---|---|
| Value | 15,000~23,400 | 8200~11,200 | 720~970 | 1.64~2.20 |
| Phase | Time (d) | OLR kgCOD/(m3·d) | Reactor Water Inlet | R | ||||
|---|---|---|---|---|---|---|---|---|
| Flow (L·h−1) | COD (mg·L−1) | SO42− mg·L−1 | C/S | EGSB | IC | |||
| I | 1~5 | 3.47 | 1 | 5500 | 2000 | 2.8 | 3 | 0 |
| 6~10 | 3 | |||||||
| II | 11~20 | 4.74 | 1 | 7500 | 2700 | 2.8 | 3 | 3 |
| III | 21~30 | 6.95 | 1 | 11,000 | 4000 | 2.8 | 3 | 3 |
| IV | 31~36 | 8.34 | 1 | 13,200 | 4800 | 2.8 | 3 | 3 |
| 37~42 | ||||||||
| 4 | 4 | |||||||
| Phase | Time (d) | OLR kgCOD/(m3·d) | Reactor Water Inlet | R | ||||
|---|---|---|---|---|---|---|---|---|
| Flow (L·h−1) | COD (mg·L−1) | SO42− (mg·L−1) | C/S | |||||
| EGSB | IC | |||||||
| V | 43~48 | 9.17 | 1.1 | 13,200 | 4800 | 2.8 | 5 | 5 |
| VI | 49~54 | 9.17 | 1.1 | 13,200 | 4800 | 2.8 | 6 | 6 |
| 55~60 | 7 | 7 | ||||||
| VII | 61~66 | 10.11 | 1 | 16,000 | 4800 | 3.3 | 6 | 6 |
| 67~70 | 11.37 | 1 | 18,000 | 3.75 | ||||
| VIII | 71~76 | 11.37 | 1 | 18,000 | 8000 | 2.25 | 6 | 6 |
| 77~80 | ||||||||
| 12,000 | 1.5 | |||||||
| IX | 81~86 | 11.37 | 1 | 18,000 | 18,000 | 1 | 6 | 6 |
| 87~90 | 22,000 | 0.8 | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, Q.; Jeong, B.-g.; Lai, S.; Yan, Z.; Xiao, X.; Jiang, W. Performance Comparison of EGSB and IC Reactors for Treating High-Salt Fatty Acid Organic Production Wastewater. Processes 2022, 10, 1295. https://0-doi-org.brum.beds.ac.uk/10.3390/pr10071295
Lu Q, Jeong B-g, Lai S, Yan Z, Xiao X, Jiang W. Performance Comparison of EGSB and IC Reactors for Treating High-Salt Fatty Acid Organic Production Wastewater. Processes. 2022; 10(7):1295. https://0-doi-org.brum.beds.ac.uk/10.3390/pr10071295
Chicago/Turabian StyleLu, Qinfang, Byung-gon Jeong, Shirong Lai, Zehua Yan, Xin Xiao, and Wei Jiang. 2022. "Performance Comparison of EGSB and IC Reactors for Treating High-Salt Fatty Acid Organic Production Wastewater" Processes 10, no. 7: 1295. https://0-doi-org.brum.beds.ac.uk/10.3390/pr10071295