An Overview of the Biolubricant Production Process: Challenges and Future Perspectives

 , , and
, , and
Abstract
:1. Introduction
2. Classification of Biolubricants
2.1. Natural Oils
2.2. Synthetic Oils
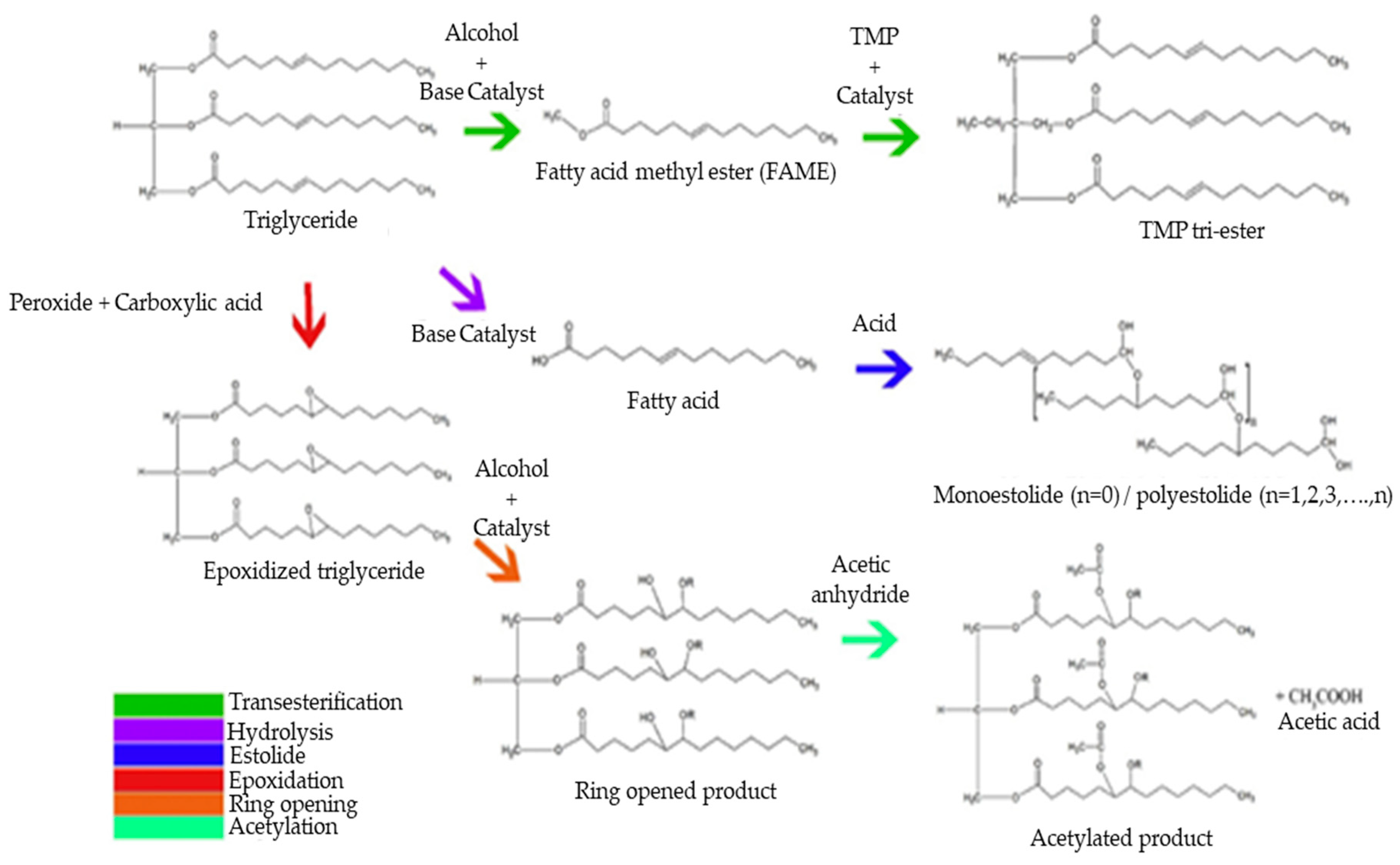
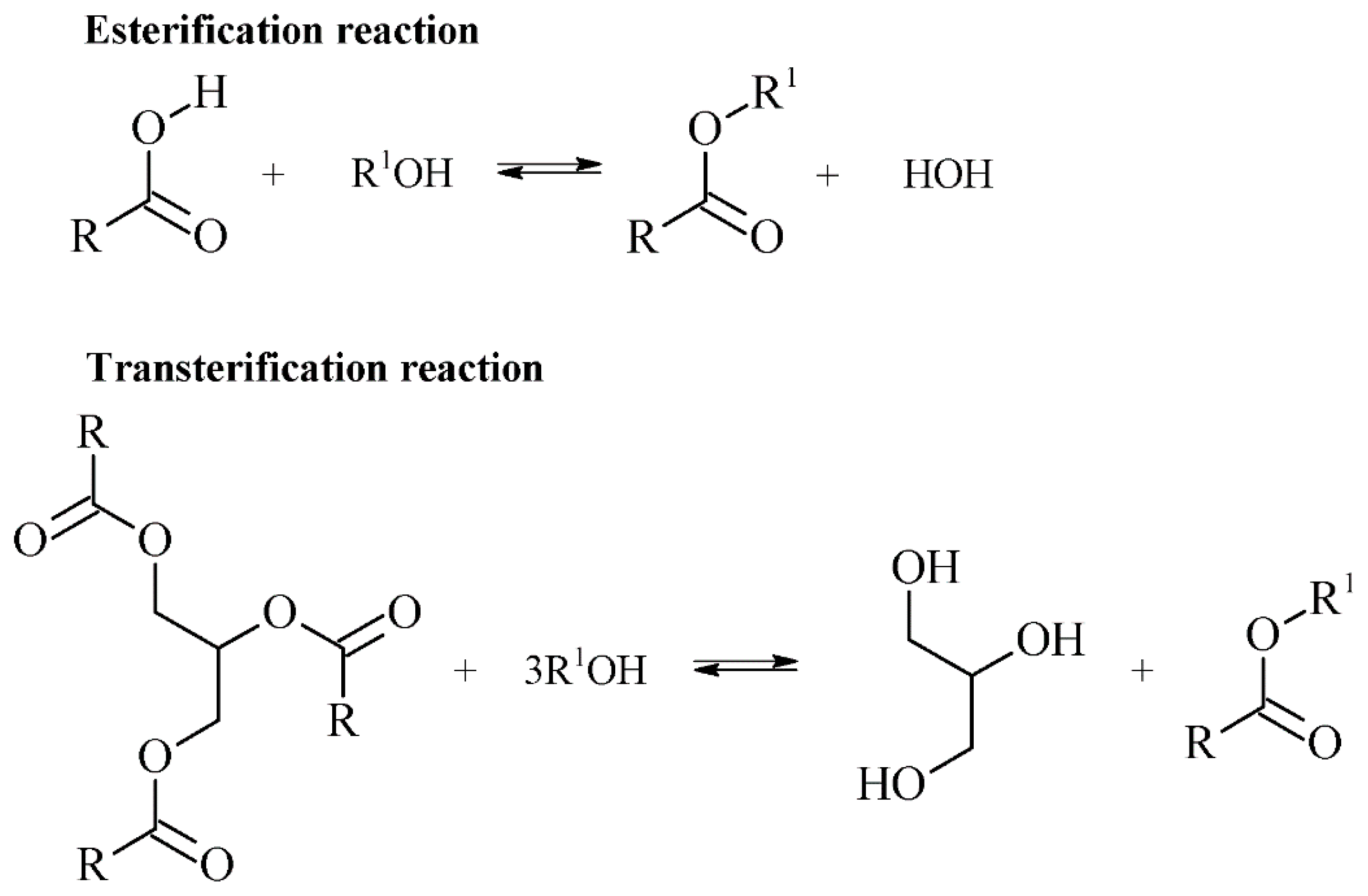
2.2.1. Esterification/Transesterification Reactions
2.2.2. Hydrogenation Reactions
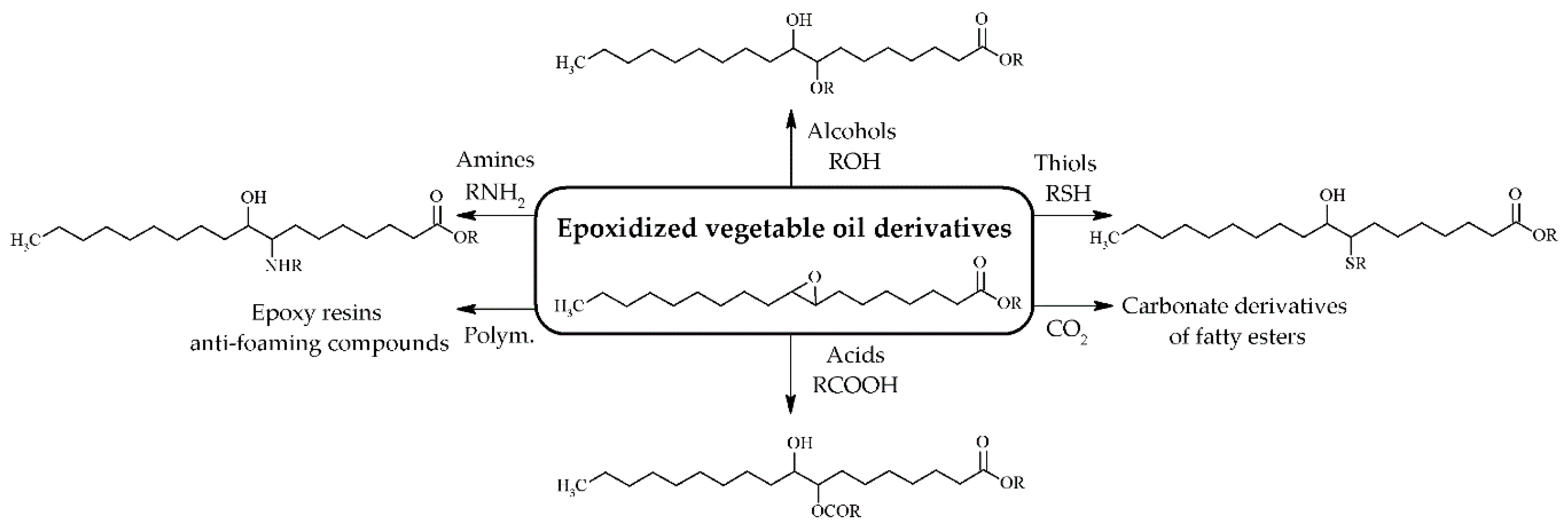
2.2.3. Epoxidation and Branching Reactions
2.2.4. Estolides of Fatty Acids
2.2.5. Use of Additives to Improve Lubricant Properties
3. Physicochemical Properties of the Biolubricants
3.1. Thermo-Oxidative Stability
3.2. Hydrolytic Stability
3.3. Viscosity
3.4. Pour Point
3.5. Biodegradability
3.6. Ecotoxicity
4. Applications of the Biolubricants
4.1. Engine Oils
4.2. Hydraulic Fluids
4.3. Compressor Oils
4.4. Metalworking Oils
4.5. Transmission Oils
4.6. Chainsaw Oils
4.7. Grease
4.8. Insulating Oils
5. Challenges and Future Perspective of Biolubricants
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mang, T.; Dresel, W. Lubricants and Lubrication; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2006. [Google Scholar]
- Saidur, R.; Abdelaziz, E.A.; Demirbas, A.; Hossain, M.S.; Mekhilef, S. A review on biomass as a fuel for boilers. Renew. Sustain. Energy Rev. 2011, 15, 2262–2289. [Google Scholar] [CrossRef]
- Menezes, P.L.; Ingole, S.P.; Nosonovsky, M.; Kailas, S.V.; Lovell, M.R. Tribology for Scientists and Engineers; Springer: New York, NY, USA, 2013. [Google Scholar]
- Schneider, M.P. Plant-oil-based lubricants and hydraulic fluids. J. Sci. Food Agric. 2006, 86, 1769–1780. [Google Scholar] [CrossRef]
- Erhan, S.Z.; Asadauskas, S. Lubricant base stocks from vegetable oils. Ind. Crops. Prod. 2000, 11, 277–282. [Google Scholar] [CrossRef]
- Erhan, S.Z.; Sharma, B.K.; Liu, Z.; Adhvaryu, A. Lubricant base stock potential of chemically modified vegetable oils. J. Agric. Food Chem. 2008, 56, 8919–8925. [Google Scholar] [CrossRef] [PubMed]
- Bart, J.C.J.; Gucciardi, E.; Cavallaro, S. Biolubricants—Science and Technology; Woodhead Publishing: Cambridge, UK, 2012. [Google Scholar]
- Soni, S.; Agarwal, M. Lubricants from renewable energy sources—A review. Green Chem. Lett. Rev. 2014, 7, 359–382. [Google Scholar] [CrossRef]
- Shashidhara, Y.M.; Jayaram, S.R. Vegetable oils as a potential cutting fluid—An evolution. Tribol. Int. 2010, 43, 1073–1081. [Google Scholar] [CrossRef]
- Hsien, W.L.Y. Utilization of vegetable oil as Bio-lubricant and additive. In Towards Green Lubrication in Machining; Hsien, W.L.Y., Ed.; Springer: Berlin, Germany, 2015; Volume 1, pp. 7–17. [Google Scholar]
- Nagendramma, P.; Kaul, S. Development of ecofriendly/biodegradable lubricants: An overview. Renew. Sustain. Energy Rev. 2012, 16, 764–774. [Google Scholar] [CrossRef]
- Panchal, T.; Chauhan, D.; Thomas, M.; Patel, J. Synthesis and characterization of bio lubricants from tobacco seed oil. Res. J. Agric. Environ. Manag. 2013, 3, 97–105. [Google Scholar]
- Jahanmir, S.; Beltzer, M. Effect of additive molecular structure on friction coefficient and adsorption. J. Tribol. 1986, 108, 109–116. [Google Scholar] [CrossRef]
- Jain, A.; Suhane, A. Research approach & prospects of non edible vegetable oil as a potential resource for biolubricant—A review. Adv. Eng. Appl. Sci. Int. J. 2012, 1, 23–32. [Google Scholar]
- Chang, C.H.; Tang, S.W.; Mohd, N.K.; Lim, W.H.; Yeong, S.K.; Idris, Z. Tribological behavior of biolubricant base stocks and additives. Renew. Sustain. Energy Rev. 2018, 93, 145–157. [Google Scholar] [CrossRef]
- Backe, W. The present and future of fluid power. Proc. Inst. Mech. Eng. Part I 1993, 207, 193–212. [Google Scholar] [CrossRef]
- Kumar, A.; Sharma, S. An evaluation of multipurpose oil seed crop for industrial uses (Jatropha curcas): A review. Ind. Crops Prod. 2008, 28, 1–10. [Google Scholar] [CrossRef]
- Lovell, M.; Higgs, C.F.; Deshmukh, P.; Mobley, A. Increasing formability in sheet metal stamping operations using environmentally friendly lubricants. J. Mater. Process Technol. 2006, 177, 87–90. [Google Scholar] [CrossRef]
- Duzcukoglu, H.; Sahin, O. Investigation of wear performance of canola oil containing boric acid under boundary friction condition. Tribol. Trans. 2011, 54, 57–61. [Google Scholar] [CrossRef]
- Aluyor, E.O.; Obahiagbon, K.O.; Ori-jesu, M. Biodegradation of vegetable oils: A review. Sci. Res. Essays 2009, 4, 543–548. [Google Scholar]
- Gunstone, F.D. Vegetable Oils in Food Technology: Composition, Properties and Uses; Blackwell Publishing: Oxford, UK, 2000. [Google Scholar]
- Fox, N.J.; Tyrer, B.; Stachowiak, G.W. Boundary lubrication performance of free fatty acids in sunflower oil. Tribol. Lett. 2004, 16, 275–281. [Google Scholar] [CrossRef]
- Lovell, M.R.; Menezes, P.L.; Kabir, M.A.; Higgs, C.F. Influence of boric acid additive size on green lubricant performance. Philos. Trans. Math. Phys. Eng. Sci. 2010, 368, 4851–4868. [Google Scholar] [CrossRef] [Green Version]
- Karmakar, G.; Ghosh, P.; Sharma, B.K. Chemically modifying vegetable oils to prepare green lubricants. Lubricants 2017, 5, 44. [Google Scholar] [CrossRef] [Green Version]
- Choi, U.S.; Ahn, B.G.; Kwon, O.K.; Chun, Y.J. Tribological behavior of some antiwear additives in vegetable oils. Tribol. Int. 1997, 30, 677–683. [Google Scholar] [CrossRef]
- McNutt, J.; He, Q.S. Development of biolubricants from vegetable oils via chemical modification. J. Ind. Eng. Chem. 2016, 36, 1–12. [Google Scholar] [CrossRef]
- Birova, A.; Pavlovicov, A.; Cvenros, J. Lubricating oils based on chemically modified vegetable oils. J. Synth. Lubr. 2002, 18, 291–299. [Google Scholar] [CrossRef]
- Salih, N.; Salimon, J.; Yousif, E. The physicochemical and tribological properties of oleic acid based triester biolubricants. Ind. Crops Prod. 2011, 34, 1089–1096. [Google Scholar] [CrossRef]
- Erhan, S.Z.; Sharma, B.K.; Perez, J.M. Oxidation and low temperature stability of vegetable oil-based lubricants. Ind. Crops Prod. 2006, 24, 292–299. [Google Scholar] [CrossRef]
- Deshmukh, P.; Lovell, M.; Sawyer, W.G.; Mobley, A. On the friction and wear performance of boric acid lubricant combinations in extended duration operations. Wear 2006, 260, 1295–1304. [Google Scholar] [CrossRef]
- Menezes, P.L.; Lovell, M.R.; Kabir, M.A.; Higgs, C.F.; Rohatgi, P.K. Green lubricants: Role of additive size. In Green Tribology; Nosonovsky, M., Bhushan, B., Eds.; Springer: Berlin, Germany, 2012; pp. 265–286. [Google Scholar]
- Saboya, R.M.A.; Cecilia, J.A.; García-Sancho, C.; Sales, A.V.; Tavares de Luna, F.M.; Rodríguez-Castellón, E.; Cavalcante, C.L., Jr. Assessment of commercial resins in the biolubricants production fromfree fatty acids of castor oil. Catal. Today 2017, 279, 274–285. [Google Scholar] [CrossRef]
- Saboya, R.M.A.; Cecilia, J.A.; García-Sancho, C.; Sales, A.V.; Tavares de Luna, F.M.; Rodríguez-Castellón, E.; Cavalcante, C.L., Jr. Synthesis of biolubricants by the esterification of free fatty acids from castor oil with branched alcohols using cationic exchange resins as catalysts. Ind. Crops Prod. 2017, 104, 52–61. [Google Scholar] [CrossRef]
- Åkerman, C.O.; Gabera, Y.; Ghani, N.A.; Lämsä, M.; Hatti-Kaul, R. Clean synthesis of biolubricants for low temperature applications using heterogeneous catalysts. J. Mol. Catal. B Enzym. 2011, 72, 263–269. [Google Scholar] [CrossRef]
- Syahir, A.Z.; Zulkifli, N.W.M.; Masjuki, H.H.; Kalam, M.A.; Alabdulkarem, A.; Gulzar, M.; Khuong, L.S.; Harith, M.H. A review on bio-based lubricants and their applications. J. Clean. Prod. 2017, 168, 997–1016. [Google Scholar] [CrossRef]
- Havet, L.; Blouet, J.; Valloire, F.R.; Brasseur, E.; Slomka, D. Tribological characteristics of some environmentally friendly lubricants. Wear 2001, 248, 140–146. [Google Scholar] [CrossRef]
- Marx, S. Glycerol-free biodiesel production through transesterification: A review. Fuel Process. Technol. 2016, 151, 139–147. [Google Scholar] [CrossRef]
- Go, A.W.; Sutanto, S.; Ong, L.K.; Tran-Nguyen, P.L.; Ismadji, S.; Ju, Y.H. Developments in in-situ (trans) esterification for biodiesel production: A critical review. Renew. Sustain. Energy Rev. 2016, 60, 284–305. [Google Scholar] [CrossRef] [Green Version]
- Saboya, R.M.A.; Cecilia, J.A.; García-Sancho, C.; Luna, F.M.T.; Rodríguez-Castellón, E.; Cavalcante, C.L., Jr. WO3-based catalysts supported on porous clay heterostructures (PCH)with Si–Zr pillars for synthetic esters production. Appl. Clay Sci. 2016, 124, 69–78. [Google Scholar] [CrossRef]
- García-Sancho, C.; Saboya, R.M.A.; Cecilia, J.A.; Sales, A.V.; Luna, F.M.T.; Rodríguez-Castellón, E.; Cavalcante, C.L., Jr. Influence of pore size and loading for Nb2O5/SBA-15 catalysts on synthetic ester production from free fatty acids of castor oil. Mol. Catal. 2017, 436, 267–275. [Google Scholar] [CrossRef]
- Kuzminska, M.; Backov, R.; Gaigneaux, E.M. Behavior of cation-exchange resins employed as heterogeneous catalysts for esterification of oleic acid with trimethylolpropane. Appl. Catal. A Gen. 2015, 504, 11–16. [Google Scholar] [CrossRef]
- Freedman, B.; Pryde, E.H.; Mounts, T.L. Variables affecting the yields of fatty esters from transesterified vegetable oils. J. Am. Oil Chem. Soc. 1984, 61, 1638–1643. [Google Scholar] [CrossRef]
- Schwab, A.W.; Bagby, M.O.; Freedman, B. Preparation and properties of diesel fuels from vegetable oils. Fuel 1987, 66, 1372–1378. [Google Scholar] [CrossRef]
- Kim, H.K.; Kang, B.S.; Kim, M.J.; Lee, K.Y. Development of heterogeneous catalyst system for esterification of free fatty acid contained in used vegetable oil. Stud. Surf. Sci. Catal. 2004, 153, 201–204. [Google Scholar]
- Hassiotis, C.N.; Ntana, F.; Lazari, D.M.; Poulios, S.; Vlachonasios, K.E. Environmental and developmental factors affect essential oil production and quality of Lavandula angustifolia during flowering period. Ind. Crops Prod. 2014, 62, 359–366. [Google Scholar] [CrossRef]
- Fang, K.; Ren, J.; Sun, Y. Effect of nickel precursors on the performance of Ni/AlMCM-41 catalysts for n-dodecane hydroconversion. J. Mol. Catal. A Chem. 2005, 229, 51–58. [Google Scholar] [CrossRef]
- Sánchez, M.A.; Mazzieri, V.A.; Vicerich, M.A.; Vera, C.R.; Pieck, C.L. Influence of the support material on the activity and selectivity of Ru–Sn–B catalysts for the selective hydrogenation of methyl oleate. Ind. Eng. Chem. Res. 2015, 54, 6845–6854. [Google Scholar] [CrossRef]
- Giraldo, L.; Camargo, G.; Tirano, J.; Moreno-Pirajan, J.C. Synthesis of fatty alcohol from oil palm using a catalyst of Ni-Cu supported onto zeolite. J. Chem. 2010, 7, 1138–1147. [Google Scholar] [CrossRef] [Green Version]
- Salimon, J.; Salih, N.; Yousif, E. Biolubricants: Raw materials, chemical modifications and environmental benefits. Eur. J. Lipid Sci. Technol. 2010, 112, 519–530. [Google Scholar] [CrossRef]
- Salimon, J.; Salih, N.; Yousif, E. Improvement of pour point and oxidative stability of synthetic ester base stocks for biolubricant applications. Arab. J. Chem. 2012, 5, 193–200. [Google Scholar] [CrossRef] [Green Version]
- King, J.W.; Holliday, R.L.; List, G.R.; Snyder, J.M. Hydrogenation of vegetable oils using mixtures of supercritical carbon dioxide and hydrogen. J. Am. Oil Chem. Soc. 2001, 78, 107–113. [Google Scholar] [CrossRef]
- Moser, B.R.; Erhan, S.Z. Preparation and evaluation of a series of α-hydroxy ethers from 9,10-epoxystreates. Eur. Lipid Sci. Technol. 2007, 109, 206–213. [Google Scholar] [CrossRef]
- Salimon, J.; Salih, N.; Abdullah, B.M. Diesters biolubricant base oil: Synthesis, optimization, characterization, and physicochemical characteristics. Int. J. Chem. Eng. 2012, 896598. [Google Scholar] [CrossRef] [Green Version]
- Salimon, J.; Salih, N.; Yousif, E. Triester Derivatives of oleic acid: The effect of chemical structure on low temperature, thermo-oxidation and tribological properties. Ind. Crops Prod. 2012, 38, 107–114. [Google Scholar] [CrossRef]
- Hwang, H.S.; Erhan, S.Z. Synthetic Lubricant basestocks from epoxidized soybean oil and Guerbet alcohols. Ind. Crops Prod. 2006, 23, 311–317. [Google Scholar] [CrossRef]
- Sharma, B.K.; Stipanovic, A.J. Development of a new oxidation stability test method for lubricating oils using high pressure differential scanning calorimetry. Thermochim. Acta 2003, 402, 1–18. [Google Scholar] [CrossRef]
- Salimon, J.; Salih, N. Preparation and characteristic of 9,10-epoxyoleic acid a-hydroxy ester derivatives as biolubricant base oil. Eur. J. Sci. Res. 2009, 31, 265–272. [Google Scholar]
- Somidi, A.K.R.; Sharma, R.V.; Dalai, A.K. Synthesis of epoxidized canola oil using a sulfated-SnO2 catalyst. Ind. Eng. Chem. Res. 2014, 53, 18668–18677. [Google Scholar] [CrossRef]
- Mungroo, R.; Pradhan, N.C.; Goud, V.V.; Dalai, A.K. Epoxidation of canola oil with hydrogen peroxide catalyzed by acidic ion exchange resin. J. Am. Oil Chem. Soc. 2008, 85, 887–896. [Google Scholar] [CrossRef]
- Dinda, S.; Goud, V.V.; Patwardhan, A.V.; Pradhan, N.C. Selective epoxidation of natural triglycerides using acidic ion exchange resin as catalyst. Asia-Pac. J. Chem. Eng. 2011, 6, 870–878. [Google Scholar] [CrossRef]
- Guidotti, M.; Gavrilova, E.; Galarneau, A.; Coq, B.; Psaro, R.; Ravasio, N. Epoxidation of methyl oleate with hydrogen peroxide. The use of Ti-containing silica solids as efficient heterogeneous catalysts. Green Chem. 2011, 13, 1806–1811. [Google Scholar] [CrossRef]
- Tiozzo, C.; Bisio, C.; Carniato, F.; Marchese, L.; Gallo, A.; Ravasio, N.; Psaro, R.; Guidotti, M. Epoxidation with hydrogen peroxide of unsaturated fatty acid methyl esters over Nb(V)-silica catalysts. Eur. J. Lipid Sci. Technol. 2013, 115, 86–93. [Google Scholar] [CrossRef]
- Ahn, B.J.K.; Kraft, S.; Sun, X.S. Solvent-free acid-catalyzed ring-ppening of epoxidized oleochemicals using stearates/stearic acid, and its applications. J. Agric. Food Chem. 2012, 60, 2179–2189. [Google Scholar] [CrossRef]
- Kulkarni, R.D.; Deshpande, P.S.; Mahajan, S.U.; Mahulikar, P.P. Epoxidation of mustard oil and ring opening with 2-ethylhexanol for biolubricants with enhanced thermo-oxidative and cold flow characteristics. Ind. Crops Prod. 2013, 49, 586–592. [Google Scholar] [CrossRef]
- Salimon, J.; Salih, N.; Yousif, E. Synthesis, characterization and physicochemical properties of oleic acid ether derivatives as biolubricants base stocks. J. Oleo Sci. 2011, 60, 613–618. [Google Scholar] [CrossRef] [Green Version]
- Brimberg, U.I.; Kamal-Eldin, A. On the kinetics of the autoxidation of fats: Influence of pro-oxidants, antioxidants and synergists. Eur. J. Lipid Sci. Technol. 2003, 105, 83–91. [Google Scholar] [CrossRef]
- García-Zapateiro, L.A.; Franco, J.M.; Valencia, C.; Delgado, M.A.; Gallegos, C.; Ruiz-Méndez, M.V. Viscosity modification of high-oleic sunflower and castor oils with acid oils-derived estolides for lubricant applications. Eur. J. Lipid Sci. Technol. 2013, 115, 1173–1182. [Google Scholar] [CrossRef]
- Cermak, S.C.; Isbell, T.A. Biodegradable Oleic Estolide Ester Having Saturated Fatty Acid End Group Useful as Lubricant Base Stock. U.S. Patent Application No. 09/490,360, 13 November 2000. [Google Scholar]
- Cermak, S.C.; Brandon, K.B.; Isbell, T.A. Synthesis and physical properties of estolides from lesquerella and castor fatty acid esters. Ind. Crops Prod. 2006, 23, 54–64. [Google Scholar] [CrossRef]
- Cermak, S.C.; Bredsguard, J.W.; John, B.L.; McCalvin, J.S.; Thompson, T.; Isbell, K.N.; Feken, K.A.; Isbell, T.A.; Murraya, R.E. Synthesis and physical properties of new estolide esters. Ind. Crops Prod. 2016, 46, 386–391. [Google Scholar] [CrossRef]
- Schober, S.; Mittellbach, M. The impact of antioxidants on biodiesel oxidation stability. Eur. J. Lipid Sci. Technol. 2004, 106, 382–389. [Google Scholar] [CrossRef]
- Ruger, C.W.; Klinker, E.J.; Hammond, E.G. Abilities of some antioxidants to stabilize soybean oil in industrial use conditions. J. Am. Oil Chem. Soc. 2002, 79, 733–736. [Google Scholar] [CrossRef]
- Kim, B.; Mourhatch, R.; Aswath, P.B. Properties of tribofilms formed with ashless dithiophosphateand zinc dialkyl dithiophosphate under extreme pressure conditions. Wear 2010, 268, 579–591. [Google Scholar] [CrossRef]
- Hewstone, R.K. Environmental health aspects of lubricant additives. Sci. Total Environ. 1994, 156, 243–254. [Google Scholar] [CrossRef]
- Singh, R.K.; Pandey, S.; Saxena, R.C.; Thakre, G.D.; Atray, N.; Ray, S.S. Study of cysteine schiff base esters as new environmentally benign multifunctional biolubricant additives. J. Ind. Eng. Chem. 2015, 26, 149–156. [Google Scholar] [CrossRef]
- Quinchia, L.A.; Delgado, M.A.; Reddyhoff, T.; Gallegos, C.; Spikes, H.A. Tribological studies of potential vegetable oil-based lubricants containing environmentally friendly viscosity modifiers. Tribol. Int. 2014, 69, 110–117. [Google Scholar] [CrossRef]
- Delgado, M.A.; Quinchia, L.A.; Spikes, H.A.; Gallegos, C. Suitability of ethyl cellulose as multifunctional additive for blends of vegetable oil-based lubricants. J. Clean. Prod. 2017, 151, 1–9. [Google Scholar] [CrossRef]
- Reeves, C.J.; Menezes, P.L.; Lovell, M.R.; Jen, T.C. The influence of surface roughness and particulate size on the tribological performance of bio-based multi-functional hybrid lubricants. Tribol. Int. 2015, 88, 40–55. [Google Scholar] [CrossRef]
- Gulzar, M.; Masjuki, H.H.; Varman, M.; Kalam, M.A.; Mufti, R.A.; Zulkifli, N.W.M.; Yunus, R.; Zahid, R. Improving the AW/EP ability of chemically modified palm oil by adding CuO and MoS2 nanoparticles. Tribol. Int. 2015, 88, 271–279. [Google Scholar] [CrossRef]
- Jamison, W.E. Structure and bonding effects on the lubricating properties of crystalline solids. ASLE Trans. 1972, 15, 296–305. [Google Scholar] [CrossRef]
- Reeves, C.J.; Menezes, P.L.; Lovell, M.R.; Jen, T.C. The size effect of boron nitride particles on the tribological performance of biolubricants for energy conservation and sustainability. Tribol. Lett. 2013, 51, 437–452. [Google Scholar] [CrossRef]
- Reeves, C.J.; Siddaiah, A.; Menezes, P.L. A Review on the science and technology of natural and synthetic biolubricants. J. Bio. Tribo. Corros. 2017, 3, 11. [Google Scholar] [CrossRef]
- Liu, W.; Ye, C.; Gong, Q.; Wang, H.; Wang, P. Tribological performance of room-temperature ionic liquids as lubricant. Tribol. Lett. 2002, 13, 81–85. [Google Scholar] [CrossRef]
- Minami, I. Ionic liquids in tribology. Molecules 2009, 14, 2286. [Google Scholar] [CrossRef] [Green Version]
- Yao, M.; Fan, M.; Liang, Y.; Zhou, F.; Xia, Y. Imidazolium hexafluorophosphate ionic liquids as high temperature lubricants for steel–steel contacts. Wear 2010, 268, 67–71. [Google Scholar] [CrossRef]
- Wang, A.; Chen, L.; Jiang, D.; Zeng, H.; Yan, Z. Vegetable oil-based ionic liquid microemulsion biolubricants: Effect of integrated surfactants. Ind. Crops Prod. 2014, 62, 515–521. [Google Scholar] [CrossRef]
- Adhvaryu, A.; Sharma, B.K.; Hwang, H.S.; Erhan, S.Z.; Perez, J.M. Development of biobased synthetic fluids: Application of molecular modeling to structure-physical property relationship. Ind. Eng. Chem. Res. 2006, 45, 928–933. [Google Scholar] [CrossRef]
- Totten, G.E.; Westbrook, S.R.; Shah, R.J. Fuels and Lubricants Handbook Technology, Properties, Performance, and Testing; ASTM International: West Conshohocken, PA, USA, 2003. [Google Scholar]
- Hart, H.; Schuetz, R.D. Organic Chemistry: A Short Course; Houghton Mifflin: Boston, MA, USA, 1978. [Google Scholar]
- Haase, K.D.; Heynen, A.J.; Laane, N.L.M. Composition and application of isostearic acid. Fat Sci. Technol. 1989, 91, 350–353. [Google Scholar]
- Perin, G.; Alvaro, G.; Westphal, E.; Jacob, R.G.; Lenardao, E.J.; Viana, L.H.; D’Oca, M.G.M. Transesterification of castor oil assisted by microwave irradiation. Fuel 2008, 87, 2838–2841. [Google Scholar] [CrossRef]
- Battersby, N.S.; Morgan, P. A note on the use of the CEC L-33-A-93 test to predict the potential biodegradation of mineral oil based lubricants in soil. Chemosphere 1997, 35, 1773–1779. [Google Scholar] [CrossRef]
- Willing, A. Lubricants based on renewable resources-an environmentally compatible alternative to mineral oil products. Chemosphere 2001, 43, 89–98. [Google Scholar] [CrossRef]
- Klamann, D.; Rost, R.R.; Esso, A.G.R.C. Lubricants and Related Products: Synthesis, Properties, Applications, International Standards; Verlag Chemie: Weinheim, Germany, 1984. [Google Scholar]
- Igartua, A.; Fernández, X.; Areitioaurtena, O.; Luther, R.; Seyfert, C.; Rausch, J.; Illarramendi, I.; Berg, M.; Schultheiß, H.; Duffau, B.; et al. Biolubricants and triboreactive materials for automotive applications. Tribol. Int. 2009, 42, 561–568. [Google Scholar] [CrossRef] [Green Version]
- Singh, A.K. Castor oil-based lubricant reduces smoke emission in two-stroke engines. Ind. Crops Prod. 2011, 33, 287–295. [Google Scholar] [CrossRef]
- Ye, S.H.; Zhou, W.; Song, J.; Peng, B.C.; Yuan, D.; Lu, Y.M.; Qi, P.P. Toxicity and health effects of vehicle emissions in Shanghai. Atmos. Environ. 2000, 34, 419–429. [Google Scholar] [CrossRef]
- Masjuki, H.H.; Maleque, M.A.; Kubo, A.; Nonaka, T. Palm oil and mineral oil based lubricants-their tribological and emission performance. Tribol. Int. 1999, 32, 305–314. [Google Scholar] [CrossRef]
- Mannekote, J.K.; Kailas, S.V. Experimental investigation of coconut and palm oils as lubricants in four-stroke engine. Tribol. Online 2011, 6, 76–82. [Google Scholar] [CrossRef] [Green Version]
- Reddy, K.S.V.; Kabra, N.; Kunchum, U.; Vijayakumar, T. Experimental investigation on usage of palm oil as a lubricant to substitute mineral oil in CI engines. Chin. J. Eng. 2014, 643521. [Google Scholar] [CrossRef] [Green Version]
- Arumugam, S.; Sriram, G.; Ellappan, R. Bio-lubricant-biodiesel combination of rapeseed oil: An experimental investigation on engine oil tribology, performance, and emissions of variable compression engine. Energy 2014, 72, 618–627. [Google Scholar] [CrossRef]
- Regueira, T.; Lugo, L.; Fandiño, O.; López, E.R.; Fernández, J. Compressibilities and viscosities of reference and vegetable oils for their use as hydraulic fluids and lubricants. Green Chem. 2011, 13, 1293–1302. [Google Scholar] [CrossRef]
- Bronshteyn, L.A.; Kreiner, J.H. Energy efficiency of industrial oils. Tribol. Trans. 1999, 42, 771–776. [Google Scholar] [CrossRef]
- Mendoza, G.; Igartua, A.; Fernández-Díaz, B.; Urquiola, F.; Vivanco, S.; Arguizoniz, R. Vegetable oils as hydraulic fluids for agricultural applications. Grasas Aceites 2011, 62, 29–38. [Google Scholar]
- Yunus, R.; Fakhru’l-Razi, A.; Ooi, T.L.; Iyuke, S.E.; Perez, J.M. Lubrication properties of trimethylolpropane esters based on palm oil and palm kernel oils. Eur. J. Lipid Sci. Technol. 2004, 106, 52–60. [Google Scholar] [CrossRef]
- Silva, M.S.; Foletto, E.L.; Alves, S.M.; de Castro Dantas, T.N.; Dantas Neto, A.A. New hydraulic biolubricants based on passion fruit and moringa oils and their epoxy. Ind. Crops Prod. 2015, 69, 362–370. [Google Scholar] [CrossRef]
- Kamalakar, K.; Rajak, A.K.; Prasad, R.B.N.; Karuna, M.S.L. Rubber seed oil-based biolubricant base stocks: A potential source for hydraulic oils. Ind. Crops Prod. 2013, 51, 249–257. [Google Scholar] [CrossRef]
- Nagendramma, P.; Kaul, S.; Bisht, R.P.S. Study of synthesized ecofriendly and biodegradable esters: Fire resistance and lubricating properties. Lubr. Sci. 2010, 22, 103–110. [Google Scholar] [CrossRef]
- Adhvaryu, A.; Erhan, S.Z. Epoxidized soybean oil as a potential source of high temperature lubricants. Ind. Crops Prod. 2002, 15, 247–254. [Google Scholar] [CrossRef]
- Ting, C.C.; Chen, C.C. Viscosity and working efficiency analysis of soybean oil based bio-lubricants. Measurement 2011, 44, 1337–1341. [Google Scholar] [CrossRef]
- Bartz, W.J. Lubricants and the environment. Tribol. Int. 1998, 31, 35–47. [Google Scholar] [CrossRef]
- Raynor, P.C.; Kim, S.W.; Bhattacharya, M. Mist generation from metalworking fluids formulated using vegetable oils. Ann. Occup. Hyg. 2005, 49, 283–293. [Google Scholar] [PubMed] [Green Version]
- John, J.; Bhattacharya, M.; Raynor, P.C. Emulsions containing vegetable oils for cutting fluid application. Colloids Surf. A Physicochem. Eng. Asp. 2004, 237, 141–150. [Google Scholar] [CrossRef]
- Singh, A.K.; Gupta, A.K. Metalworking fluids from vegetable oils. J. Synth. Lubr. 2006, 23, 167–176. [Google Scholar] [CrossRef]
- Lawal, S.A.; Choudhury, I.A.; Nukman, Y. Application of vegetable oil-based metalworking fluids in machining ferrous metals—A review. Int. J. Mach. Tools Manuf. 2012, 52, 1–12. [Google Scholar] [CrossRef]
- Belluco, W.; De Chiffre, L. Performance evaluation of vegetable-based oils in drilling austenitic stainless steel. J. Mater. Process. Technol. 2004, 148, 171–176. [Google Scholar] [CrossRef]
- Tazehkandi, A.H.; Shabgard, M.; Pilehvarian, F. On the feasibility of a reduction in cutting fluid consumption via spray of biodegradable vegetable oil with compressed air in machining Inconel 706. J. Clean. Prod. 2015, 104, 422–435. [Google Scholar] [CrossRef]
- Höhn, B.R.; Michaelis, K.; Doleschel, A. Frictional behaviour of synthetic gear lubricants. Tribol. Ser. 2001, 39, 759–768. [Google Scholar]
- Nagendramma, P.; Kaul, S. Study of synthetic complex esters as automotive gear lubricants. J. Synth. Lubr. 2008, 25, 131–136. [Google Scholar] [CrossRef]
- Rac, A.; Vencl, A. Performance investigation of chain saw lubricants based on new sunflower oil (NSO). Tribol. Schmier. 2009, 56, 51. [Google Scholar]
- Garrett, S. Vegetable Oil for Lubricating Chain Saws, Fire Management Tech Tips; United States Department of Agriculture Forest Service: St. Paul, MN, USA, 1998.
- Stanovský, M.; Schürger, J.; Jankovský, M.; Messingerova, V.; Hnilica, R.; Kucera, M. The effect of lubricating oil on temperature of chainsaw cutting system. Croat. J. For. Eng. 2013, 34, 83–90. [Google Scholar]
- Earle, C.E. Lubricating Containing Lithium Salts. U.S. Patent 2274676A, 3 March 1942. [Google Scholar]
- Lugt, P.M. Modern advancements in lubricating grease technology. Tribol. Int. 2016, 97, 467–477. [Google Scholar] [CrossRef]
- Sanchez, R.; Franco, J.M.; Delgado, M.A.; Valencia, C.; Gallegos, C. Effect of thermo-mechanical processing on the rheology of oleogels potentially applicable as biodegradable lubricating greases. Chem. Eng. Res. Des. 2008, 86, 1073–1082. [Google Scholar] [CrossRef]
- Sanchez, R.; Franco, J.M.; Delgado, M.A.; Valencia, C.; Gallegos, C. Development of new green lubricating grease formulations based on cellulosic derivatives and castor oil. Green Chem. 2009, 11, 686–693. [Google Scholar] [CrossRef]
- Sanchez, R.; Franco, J.M.; Delgado, M.A.; Valencia, C.; Gallegos, C. Thermal and mechanical characterization of cellulosic derivatives-based oleogels potentially applicable as bio-lubricating greases: Influence of ethyl cellulose molecular weight. Carbohydr. Polym. 2011, 83, 151–158. [Google Scholar] [CrossRef]
- Sanchez, R.; Stringari, G.B.; Franco, J.M.; Valencia, C.; Gallegos, C. Use of chitin, chitosan and acylated derivatives as thickener agents of vegetable oils for biolubricant applications. Carbohydr. Polym. 2011, 85, 705–714. [Google Scholar] [CrossRef]
- Abdulbari, H.A.; Rosli, M.Y.; Abdurrahman, H.N.; Nizam, M.K. Lubricating grease from spent bleaching earth and waste cooking oil: Tribology properties. Int. J. Phys. Sci. 2011, 6, 4695–4699. [Google Scholar]
- Núñez, N.; Martín-Alfonso, J.E.; Valencia, C.; Sanchez, M.C.; Franco, J.M. Rheology of new green lubricating grease formulations containing cellulose pulp and its methylated derivative as thickener agents. Ind. Crops Prod. 2012, 37, 500–507. [Google Scholar] [CrossRef]
- Boiko, M.; Lebedinsky, K. Biodegradable lubricant for railway transport. Transp. Probl. 2015, 10, 99–105. [Google Scholar] [CrossRef] [Green Version]
- Bertrand, Y.; Hoang, L.C. Vegetable Oils as Substitute for Mineral Insulating Oils in Medium-Voltage Equipments; CIGRE: Paris, France, 2004. [Google Scholar]
- Beroual, A.; Khaled, U.; Mbolo Noah, P.S.; Sitorus, H. Comparative study of breakdown voltage of mineral, synthetic and natural oils and based mineral oil mixtures under AC and DC voltages. Energies 2017, 10, 511. [Google Scholar] [CrossRef]
- Shah, Z.; Tahir, Q. Dielectric properties of vegetable oils. J. Sci. Res. 2011, 3, 481–492. [Google Scholar] [CrossRef] [Green Version]
- Oommen, T.V. Vegetable oils for liquid-filled transformers. IEEE Electr. Insul. Mag. 2002, 18, 6–11. [Google Scholar] [CrossRef]
- Mata, T.M.; Martins, A.A.; Caetano, N.S. Microalgae for biodiesel production and other applications: A review. Renew. Sustain. Energy Rev. 2010, 14, 217–232. [Google Scholar] [CrossRef] [Green Version]
- Happe, M.; Grand, P.; Farquet, S.; Aeby, S.; Héritier, J.C.; Corthay, F.; Mabillard, E.; Marti, R.; Vanoli, E.; Grogg, A.F.; et al. Microwave barrel reactor use in trimethylolpropane oleate synthesis by Candida antarctica lipase in a biphasic non-solvent process. Green Chem. 2012, 14, 2337–2345. [Google Scholar] [CrossRef]
- Cavalcanti da Silva, J.A.; Ferreira Soares, V.; Fernández-Lafuente, R.; Habert, A.C.; Freire, D.M.G. Enzymatic production and characterization of potential biolubricants from castor bean biodiesel. J. Mol. Catal. B 2015, 122, 323–329. [Google Scholar] [CrossRef]
- Trivedi, J.; Aila, M.; Dutt Sharma, C.; Gupta, P.; Kaul, S. Clean synthesis of biolubricant range esters using novel liquid lipase enzyme in solvent free medium. Springerplus 2015, 4, 165. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- ISO/TS 12901-2. Nanotechnologies—Occupational Risk Management Applied to Engineered Nanomaterials—Part 2: Use of the Control Banding Approach; International Organization for Standardization: Geneva, Switzerland, 2014. [Google Scholar]
- Warheit, D.B. Hazard and risk assessment strategies for nanoparticle exposures: How far have we come in the past 10 years? F1000Research 2018, 7, 376. [Google Scholar] [CrossRef] [Green Version]
- Morgeneyer, M.; Aguerre-Chariol, O.; Bressot, C. Stem imaging to characterize nanoparticle emissions and help to design nanosafer paints. Chem. Eng. Res. Des. 2018, 136, 663–674. [Google Scholar] [CrossRef]
- Bressot, C.; Aubry, A.; Pagnoux, C.; Aguerre-Chariol, O.; Morgeneyer, M. Assessment of functional nanomaterials in medical applications: Can time mend public and occupational health risks related to the products’ fate? J. Toxicol. Environ. Health A 2018, 81, 957–973. [Google Scholar] [CrossRef]
- Bressot, C.; Shandilya, N.; Jayabalan, T.; Fayet, G.; Voetz, M.; Meunier, L.; Le Bihan, O.; Aguerre-Chariol, O.; Morgeneyer, M. Exposure assessment of nanomaterials at production sites by a short time sampling (sts) approach strategy and first results of measurement campaigns. Process Saf. Environ. 2018, 116, 324–332. [Google Scholar] [CrossRef]
- Morgeneyer, M.; Ramirez, A.; Smith, S.M.; Tweedie, R.; Heng, J.; Maass, S.; Bressot, C. Particle technology as a uniform discipline? Towards a holistic approach to particles, their creation, characterisation, handling and processing! Chem. Eng. Res. Des. 2019, 146, 162–165. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Advantages |
|---|
|
| Vegetable Oil | Main Applications |
|---|---|
| Canola oil | Transmission fluids, hydraulic fluids, penetrating oils, metal-working fluids, food-grade lubes |
| Castor oil | Greases, gear lubricants |
| Coconut oil | Engine oils |
| Crambe oil | Greases, surfactants, chemicals |
| Cuphea oil | Motor oils, cosmetics |
| Jojoba oil | Greases, cosmetics, lubricants |
| Linseed oil | Vanishes, paints, coatings, stains |
| Olive oil | Engine oils |
| Palm oil | Greases, metal-working fluids |
| Rapeseed oil | Greases, hydraulic fluids, chainsaw oils |
| Safflower oil | Diesel fuels, resins, enamels |
| Soybean oil | Engine oils, hydraulic oils, transmission fluids, biodiesel fuel, paints, printing inks, coatings, detergents, shampoos, pesticides |
| Sunflower oil | Greases, diesel fuels |
| Tallow oil | Hydraulic oils, cosmetics, soaps, plastics |
| Vegetable Oil | Fatty Acid | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 12:0 | 14:0 | 16:0 | 18:0 | 16:1 | 18:1 | 18:2 | 18:3 | - | |
| Lauric | Myristic | Palmitic | Stearic | Palmitoleic | Oleic | Linoleic | Linolenic | Others | |
| Castor oil | - | - | 0.5–1 | 0.5–1 | - | 4–5 | 2–4 | 0.5–1 | 83–85 1 |
| Coconut oil | 44–52 | 13–19 | 8–11 | 1–3 | - | 5–8 | 0–1 | - | - |
| Corn oil | - | - | 11–13 | 2–3 | 0.3 | 25–31 | 64–60 | 1 | - |
| Cotton seed oil | - | 1 | 22–26 | 2–5 | 1.4 | 15–20 | 49–58 | - | - |
| Jatropha oil | - | 1.4 | 13–16 | 6–8 | - | 38–45 | 32–38 | - | - |
| Karanja oil | - | - | 11–12 | 7–9 | - | 0.08 | 13–21 | 73–79 | - |
| Linseed oil | - | - | 4–5 | 2–4 | 0–0.5 | 19.1 | 12–18 | 56.6 | - |
| Mahua oil | - | - | 28 | 23 | - | 41–51 | 10–14 | - | - |
| Neem oil | - | - | 18 | 18 | - | 45 | 18–20 | 0.5 | - |
| Olive oil | - | - | 13.7 | 2.5 | 1.8 | 71 | 10 | 0–1.5 | - |
| Palm oil | - | 1 | 37–41 | 3–6 | 0.4 | 40–45 | 8–10 | - | - |
| Peanut oil | - | - | 10–11 | 2–3 | - | 48–50 | 39–40 | - | - |
| Rapeseed oil | - | - | 4–5 | 1–2 | 0.21 | 56–64 | 20–26 | 8–10 | 9.1 (20:1) 2 |
| Rice bran oil | - | - | 20–22 | 2–3 | 0.19 | 42 | 31 | 1.1 | - |
| Rubber seed oil | - | 2–3 | 10 | 9 | - | 25 | 40 | 16 | - |
| Safflower oil | - | - | 5–7 | 1–4 | 0.08 | 13–21 | 73–79 | - | - |
| Sesame oil | - | - | 7–11 | 4–6 | 0.11 | 40–50 | 35–45 | - | - |
| Soybean oil | - | - | 11–12 | 3 | 0.2 | 24 | 53–55 | 6–7 | - |
| Sunflower oil | - | - | 7 | 5 | 0.3 | 20–25 | 63–68 | 0.2 | - |
| Tung oil | - | - | 2.67 | 2.4 | - | 7.88 | 6.6 | 80.46 | |
| Lubricant | Viscosity 40 °C (cSt) | Viscosity 100 °C (cSt) | Viscosity Index 1 | Pour Point (°C) | Flash Point (°C) | Oxidative Stability (min) | Coefficient of Friction | Wear (mm) |
|---|---|---|---|---|---|---|---|---|
| Mineral oils | ||||||||
| ISO VG32 | >28.8 | >4.1 | >90 | −6 | 204 | - | - | - |
| ISO VG46 | >41.4 | >4.1 | >90 | −6 | 220 | - | - | - |
| ISO VG68 | >61.4 | >4.1 | >198 | −6 | 226 | - | - | - |
| ISO VG100 | >90.0 | >4.1 | >216 | −6 | 246 | 1640.26 | - | - |
| Paraffin VG45 | 95 | 10 | 102 | - | - | - | - | - |
| Paraffin VG460 | 461 | 31 | 97 | - | - | - | - | - |
| R150 | 150 | - | - | - | 195 | 931.16 | - | - |
| SAE20W40 | 105 | 13.9 | 132 | −21 | 200 | - | 0.117 | 0.549 |
| AG100 | 216 | 19.6 | 103 | −18 | 244 | - | - | - |
| 75W-90 | 120 | 15.9 | 140 | −48 | 205 | - | - | - |
| 75W-140 | 175 | 24.7 | 174 | −54 | 228 | - | - | - |
| 80W-140 | 310 | 31.2 | 139 | −36 | 210 | - | - | - |
| Vegetable oils | ||||||||
| Castor oil | 220.6 | 19.72 | 220 | −27 | 250 | - | - | - |
| Coconut oil | 24.8 | 5.5 | 169 | 21 | 325 | - | 0.101 | 0.601 |
| Cottonseed oil | 33.86 | 7.75 | 211 | - | 252 | - | - | |
| Jatropha oil | 35.4 | 7.9 | 205 | −6 | 186 | 5 | - | - |
| Lesquerella oil | 119.8 | 14.7 | 125 | −21 | - | - | 0.045 | 0.857 |
| Moringa oil | 44.9 | - | - | - | 204 | 28.27 | - | - |
| Palm oil | 52.4 | 10.2 | 186 | −5 | - | - | - | - |
| Passion fruit oil | 31.78 | - | - | - | 228 | 7.5 | - | - |
| Pennycress oil | 40.0 | 9.3 | 226 | −21 | - | - | 0.054 | 0.769 |
| Olive oil | 39.62 | 8.24 | 190 | −3 | 318 | - | - | - |
| Rapeseed oil | 45.60 | 10.07 | 180 | −12 | 252 | - | - | - |
| Rice bran oil | 40.6 | 8.7 | 169 | −13 | 318 | - | 0.073 | 0.585 |
| Sesame oil | 27.33 | 6.3 | 193 | −5 | 316 | - | - | - |
| Soybean oil | 28.86 | 7.55 | 246 | −9 | 325 | - | - | - |
| Sunflower oil | 40.05 | 8.65 | 206 | −12 | 252 | - | - | - |
| Chemical Modification | Description | Advantages | Disadvantages |
|---|---|---|---|
| Esterification/transesterification | Transformation of an ester to another ester with higher thermal stability |
|
|
| Selective hydrogenation | Hydrogenation of unsaturation and thermochemical cleavage of the ester |
|
|
| Epoxidation | Unsaturated C-C bonds, which are interconnected by an oxygen atom |
|
|
| Estolide formation | Reaction between two identical or of different acidic molecules |
|
|
| Lubricant | Viscosity 40 °C (cSt) | Viscosity 100 °C (cSt) | Viscosity Index | Pour Point (°C) | Flash Point (°C) |
|---|---|---|---|---|---|
| Castor oil | 220.6 | 19.72 | 220 | -27 | 250 |
| Castor/TMP | 20.94 | 4.47 | 127 | - | - |
| Jatropha oil | 35.4 | 7.9 | 205 | -6 | 186 |
| Jatropha/TMP | 43.9 | 8.71 | 180 | -6 | 325 |
| Palm oil | 52.4 | 10.2 | 186 | -5 | - |
| Palm/TMP | 47.9 | 9.0 | 176 | -2 | 355 |
| Olive oil | 39.62 | 8.24 | 190 | -3 | 318 |
| Olive/PE | 63.08 | 12.00 | 190 | -24 | - |
| Rapeseed oil | 45.60 | 10.07 | 180 | -12 | 252 |
| Rapeseed/alcohols | 7.8–38.2 | 2.7–8.4 | 205–224 | −31.3 to −18 | - |
| Soybean oil | 28.86 | 7.55 | 246 | -9 | 325 |
| Soybean/alcohols | 10.3–432.7 | 3.0–34.4 | 45–195 | - | - |
| Sunflower oil | 40.05 | 8.65 | 206 | -12 | 252 |
| Sunflower/octanol | 7.93 | 2.74 | 226 | -3 | - |
| Initiation | RH → R + H· |
|---|---|
| Propagation | R·+ O2→ ROO· ROO·+ RH → ROOH + R· |
| Branching | ROOH → RO +·OH RO·+ RH + O2→ ROH + ROO· OH + RH + O2→ H2O + ROO· |
| Termination | ROO + ROO·→ ROOH + O2 ROO·+ R·→ROOH R·+ R·→ R − R |
| Peroxide decomposition | ROOH → lower molecular weight compounds |
| Polymerization | ROOH → higher molecular weight compounds |
| Lubricant | Viscosity 40 °C (cSt) | Viscosity 100 °C (cSt) | Viscosity Index | Pour Point (°C) |
|---|---|---|---|---|
| Castor oil | 220.6 | 19.72 | 220 | −27 |
| Epoxidized castor oil/acid | 95.15 | 16.5 | 189 | <−36 |
| Jatropha oil | 35.4 | 7.9 | 205 | −6 |
| Epoxidized Jatropha oil/Formic acid | 146.15 | 10.2 | 139 | 0 |
| Olive oil | 39.62 | 8.24 | 190 | −3 |
| Epoxidized olive oil/acid | - | - | 95–215 | −28 to −11 |
| Soybean oil | 28.86 | 7.55 | 246 | −9 |
| Epoxidized soybean oil/alcohols | 195.6–23.4 | 16.4–20.9 | 86–113 | −18 |
| Sunflower oil | 40.05 | 8.65 | 206 | −12 |
| Epoxidized sunflower oil/acid | 44.79 | 8.78 | 180 | −9 |
| Lubricant | Viscosity 40 °C (cSt) | Viscosity 100 °C (cSt) | Viscosity Index | Pour Point (°C) |
|---|---|---|---|---|
| Castor oil | 220.6 | 19.72 | 220 | −27 |
| Estolide castor oil/2-ethylhexanol/lauric acid | 51.4 | 9.99 | 183 | - |
| Estolide castor oil/2-ethylhexanol/butanethiol | 56.0 | 10.6 | 144 | <−54 |
| Olive oil | 39.62 | 8.24 | 190 | −3 |
| Estolide olive oil | 271.8–518.6 | 33.5–60.2 | 168–199 | - |
| Estolide olive oil/2-ethylhexanol/linear alcohols | 55.2–108.9 | 102.5–15.3 | 163–189 | −33 to −9 |
| Estolide olive oil/2-ethylhexanol/branched alcohols | 62.5–209.3 | 11.1–29.9 | 149–192 | −39 to −24 |
| Sunflower oil | 40.05 | 8.65 | 206 | −12 |
| Estolide sunflower oil | 102.4–425.3 | 17.7–42.5 | 153–185 | - |
| Application | Properties | Advantages |
|---|---|---|
| Engine oil | Low volatile organic compound emissions. Good lubricity | Reduces engine emissions Improves engine performance |
| Hydraulic oil | Low compressibility Fast air release rate | Better pressure transmission Less vibration and noise |
| Compressor oil | High thermal stability | Tolerates high temperature and pressure |
| Metalworking oil | Low volatility Good antirust capacity Good emulsifiability Good lubricity | Less harmful mist generation Longer tool life Stable emulsions at high temperature |
| Transmission oil | Good lubricity Higher weld load | Suitable additives can be added |
| Chainsaw oil | Low volatility | Less harmful mist generation |
| Insulating oil | Higher water solubility level High dielectric constant | Decreases the effect of moisture on insulation strength Better insulation properties |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cecilia, J.A.; Ballesteros Plata, D.; Alves Saboya, R.M.; Tavares de Luna, F.M.; Cavalcante, C.L., Jr.; Rodríguez-Castellón, E. An Overview of the Biolubricant Production Process: Challenges and Future Perspectives. Processes 2020, 8, 257. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8030257
Cecilia JA, Ballesteros Plata D, Alves Saboya RM, Tavares de Luna FM, Cavalcante CL Jr., Rodríguez-Castellón E. An Overview of the Biolubricant Production Process: Challenges and Future Perspectives. Processes. 2020; 8(3):257. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8030257
Chicago/Turabian StyleCecilia, Juan Antonio, Daniel Ballesteros Plata, Rosana Maria Alves Saboya, Francisco Murilo Tavares de Luna, Celio L. Cavalcante, Jr., and Enrique Rodríguez-Castellón. 2020. "An Overview of the Biolubricant Production Process: Challenges and Future Perspectives" Processes 8, no. 3: 257. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8030257