Hydrothermal Polymerization Catalytic Process Effect of Various Organic Wastes on Reaction Time, Yield, and Temperature


Abstract
:1. Introduction
2. Experimental Setup and Procedure
2.1. Technical Procedures
2.2. Analysis for Characterization
3. Results and Discussion
3.1. Experiment 1: Catalyst vs. No Catalyst
3.2. Experiment 2: FTIR Spectroscopy of HTC and HTP Biofuels
3.3. Experiment 3: Feedstock Comparison
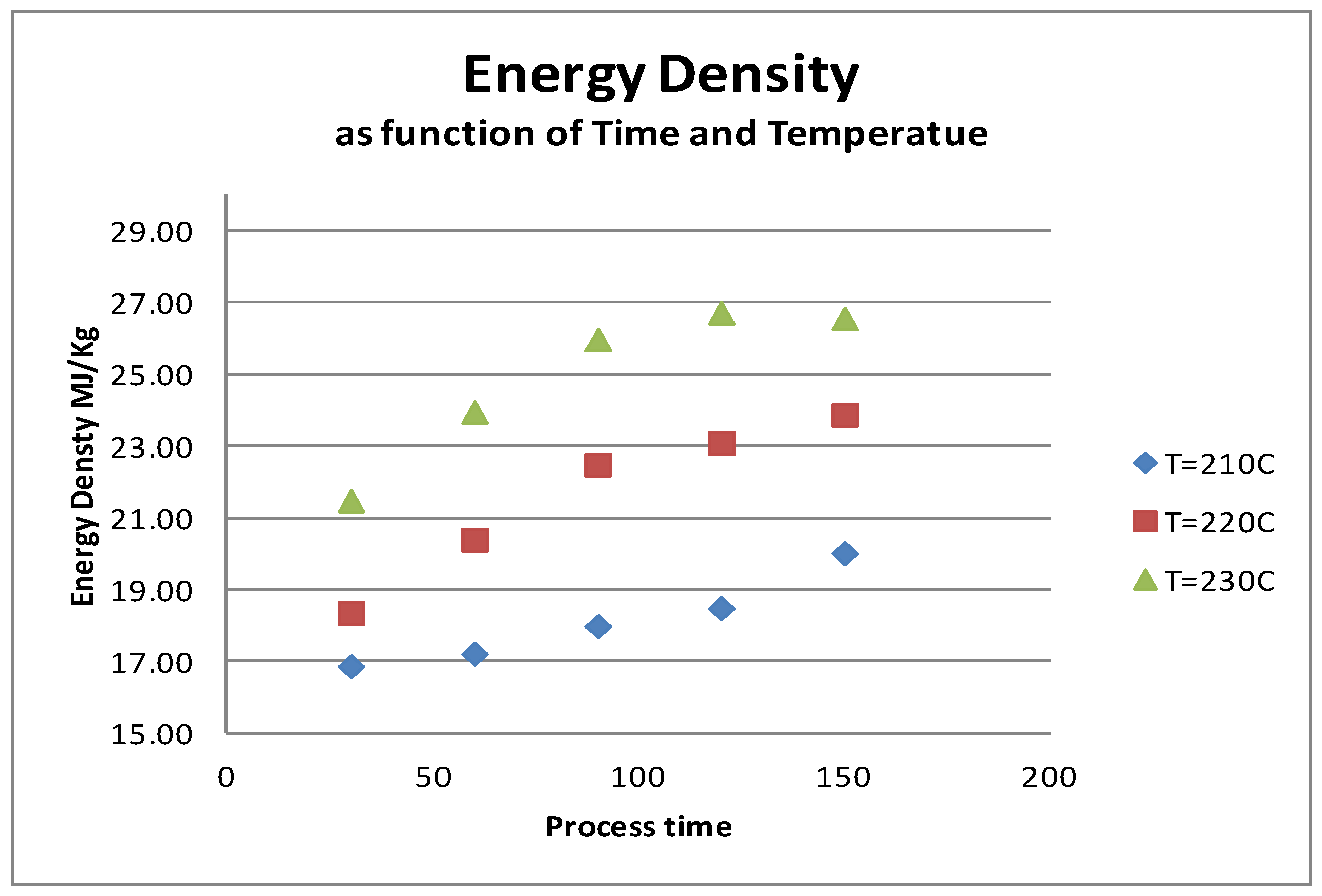
3.4. Experiment 4: Energy Density as Function of Time and Temperature
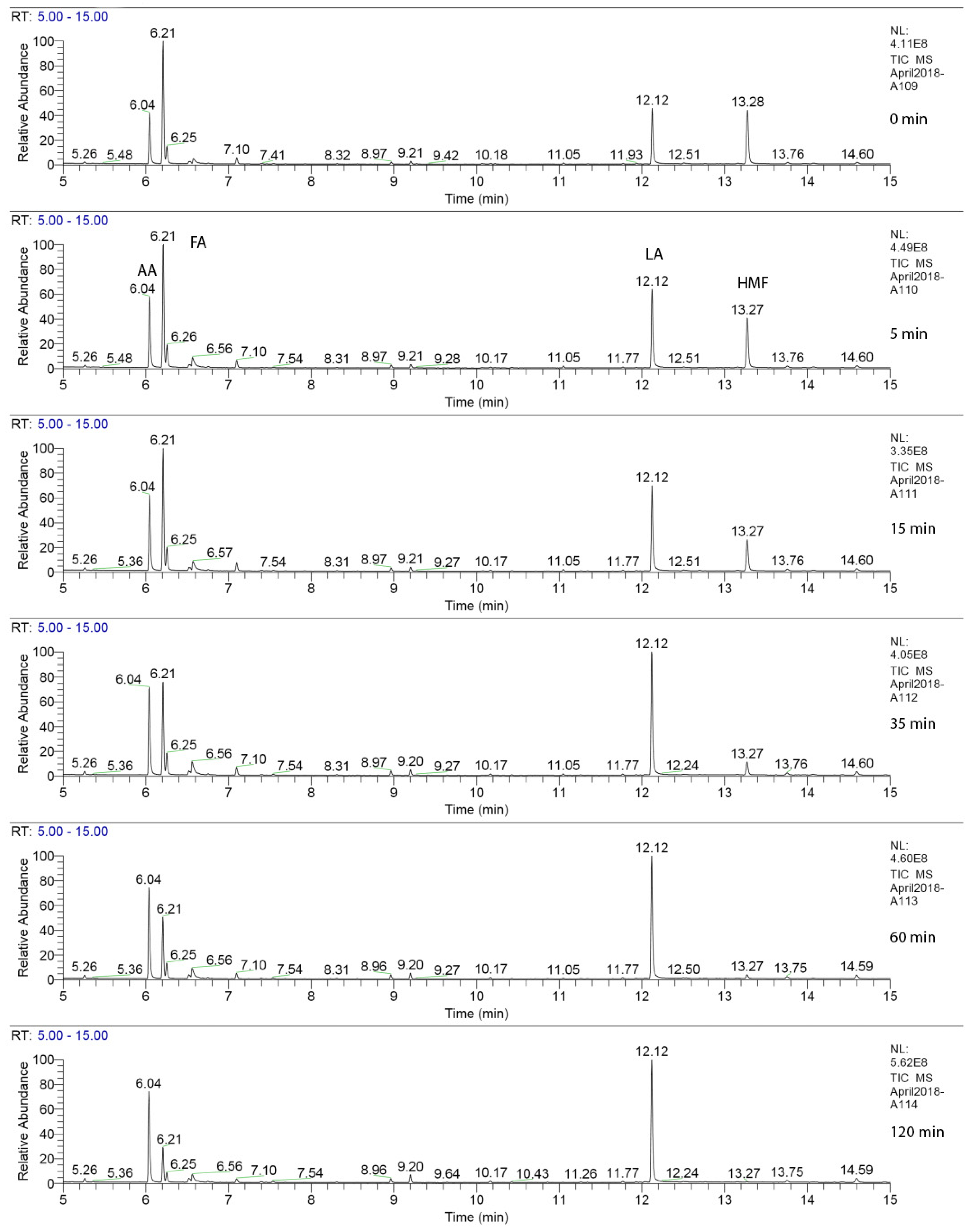
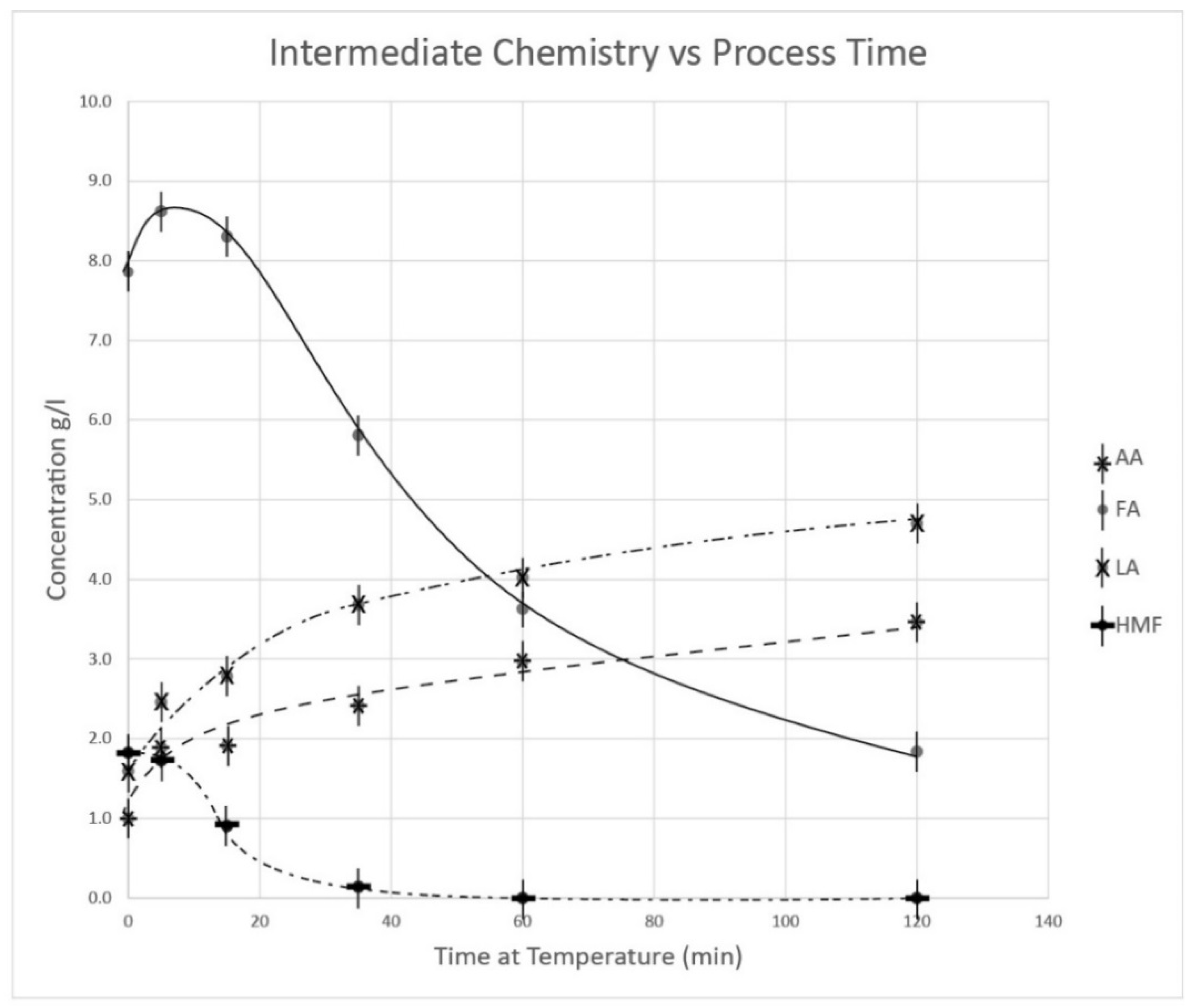
3.5. Experiment 5: GC/MS Analysis of Selected Intermediates in Solution from Woody Feedstocks
3.6. Experiment 5: TGA Analysis of Biofuel from Selected Feedstocks
3.7. Comparison with Other Catalytic and Noncatalytic Processes
4. Conclusions
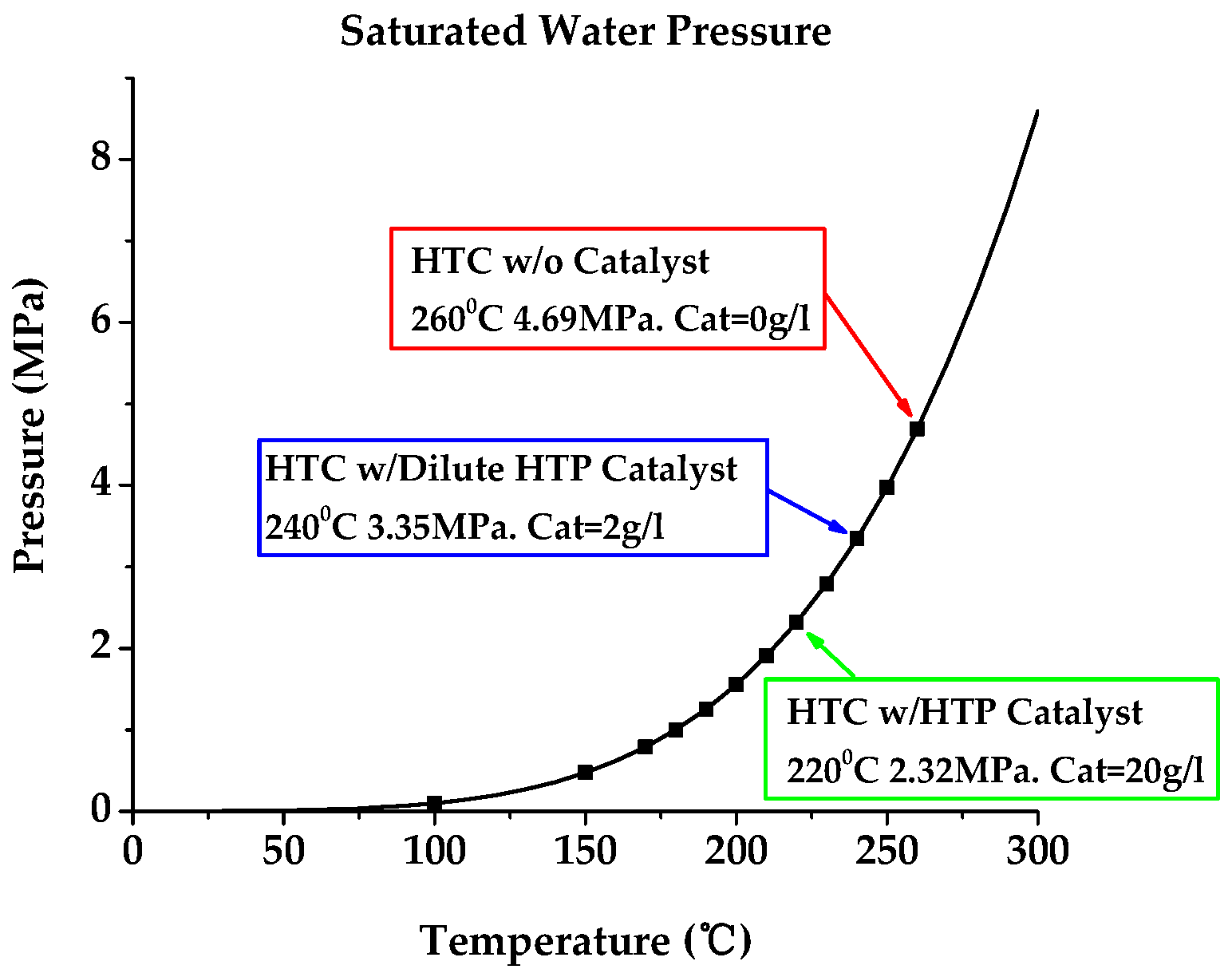
- Provided a HTP catalytic methodology for the manufacturing process to convert biomass to a high-energy density solid biofuel. For 27 MJ/kg biofuel production, we found the optimum operating conditions—temperature = 220 °C, pressure = 2.3 MPa, process time = 1 h, and the amount of HTP catalyst = 20 g/L (Figure 1 and Table 1). This is the best result among various studies with a process efficiency of 7.36 for 60% mass yield rate biofuels (Table 4);
- Studied the effect of the proprietary HTP catalyst on a reference feedstock. The process temperature was lowered by 10 to 40 °C, the pressure requirement was reduced by 1 to 2 MPa, the rate of yield was 22% higher, and total processing time was shortened by 3 h (Table 1);
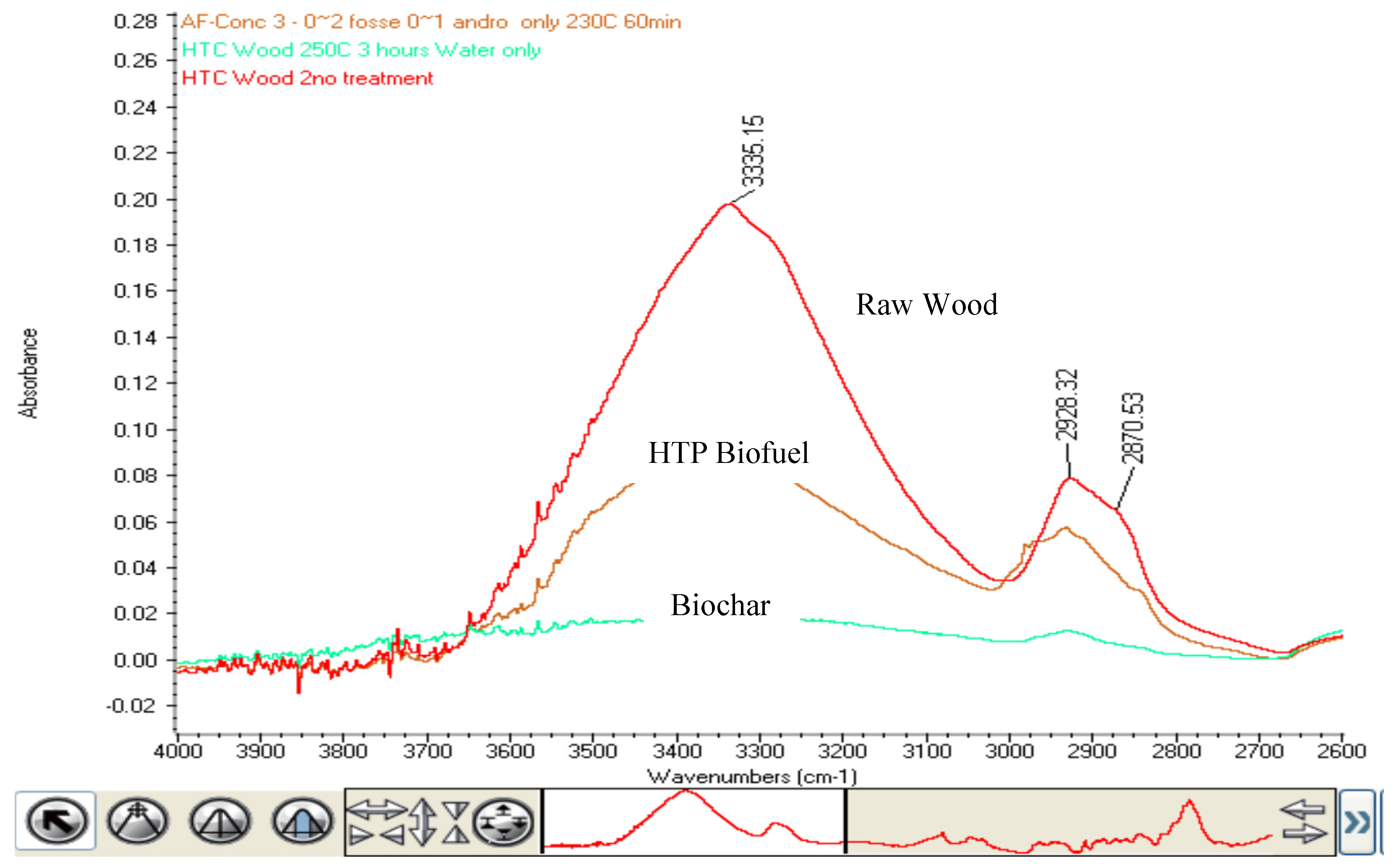
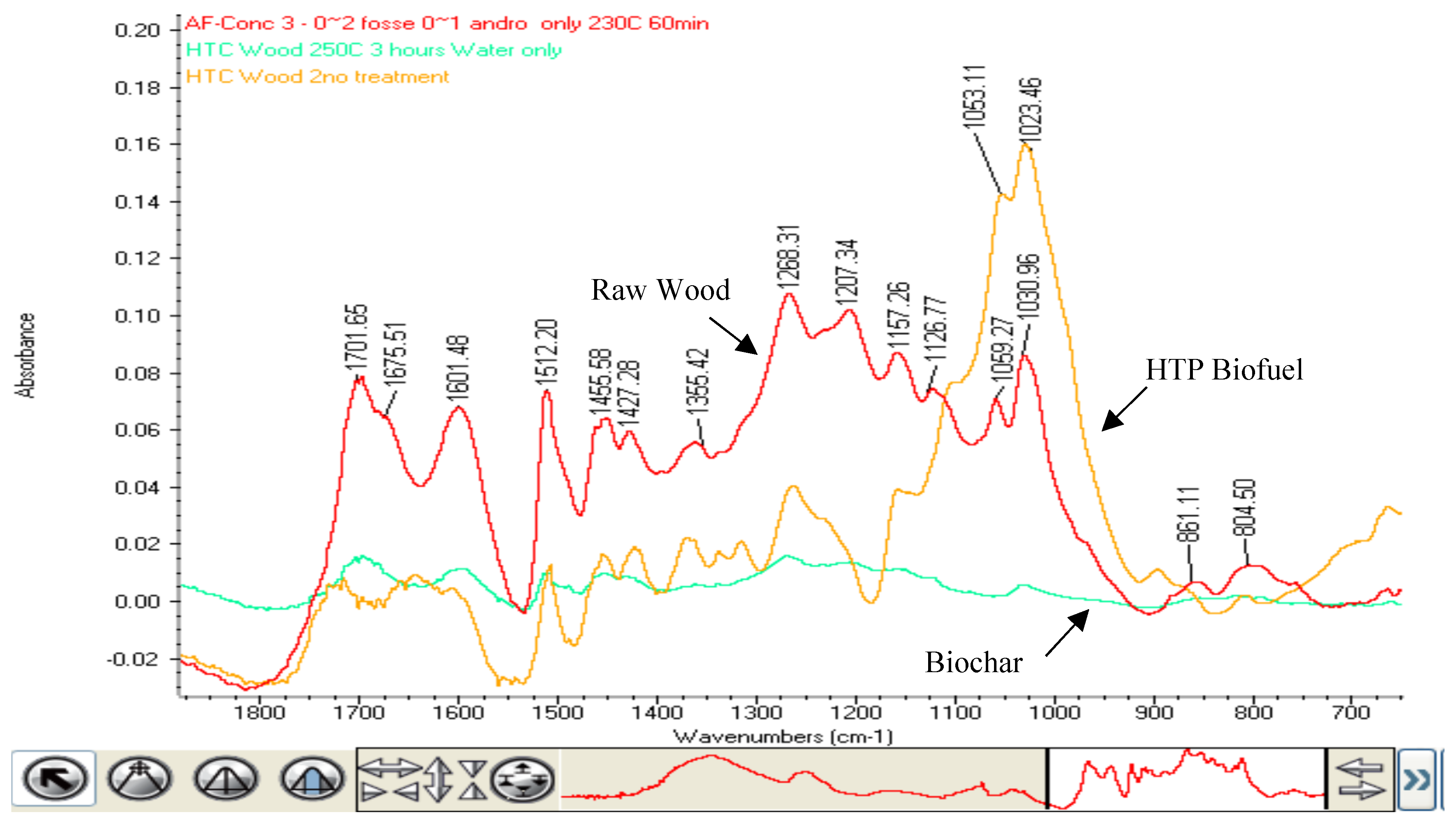
- Completed a detailed midinfrared analysis of feedstock that was treated by HTC with and without HTP catalyst. Unlike the pure HTC process, which produced material more like the char from torrefaction, the HTP catalytic process resulted in a biofuel that had many functional groups including ether, carboxylic, and ketone bonds (Figure 4 and Figure 5). In other words, the pure HTC process destroyed the lignin in the biomass, while the HTP catalytic process preserved the polymer of the lignin; and
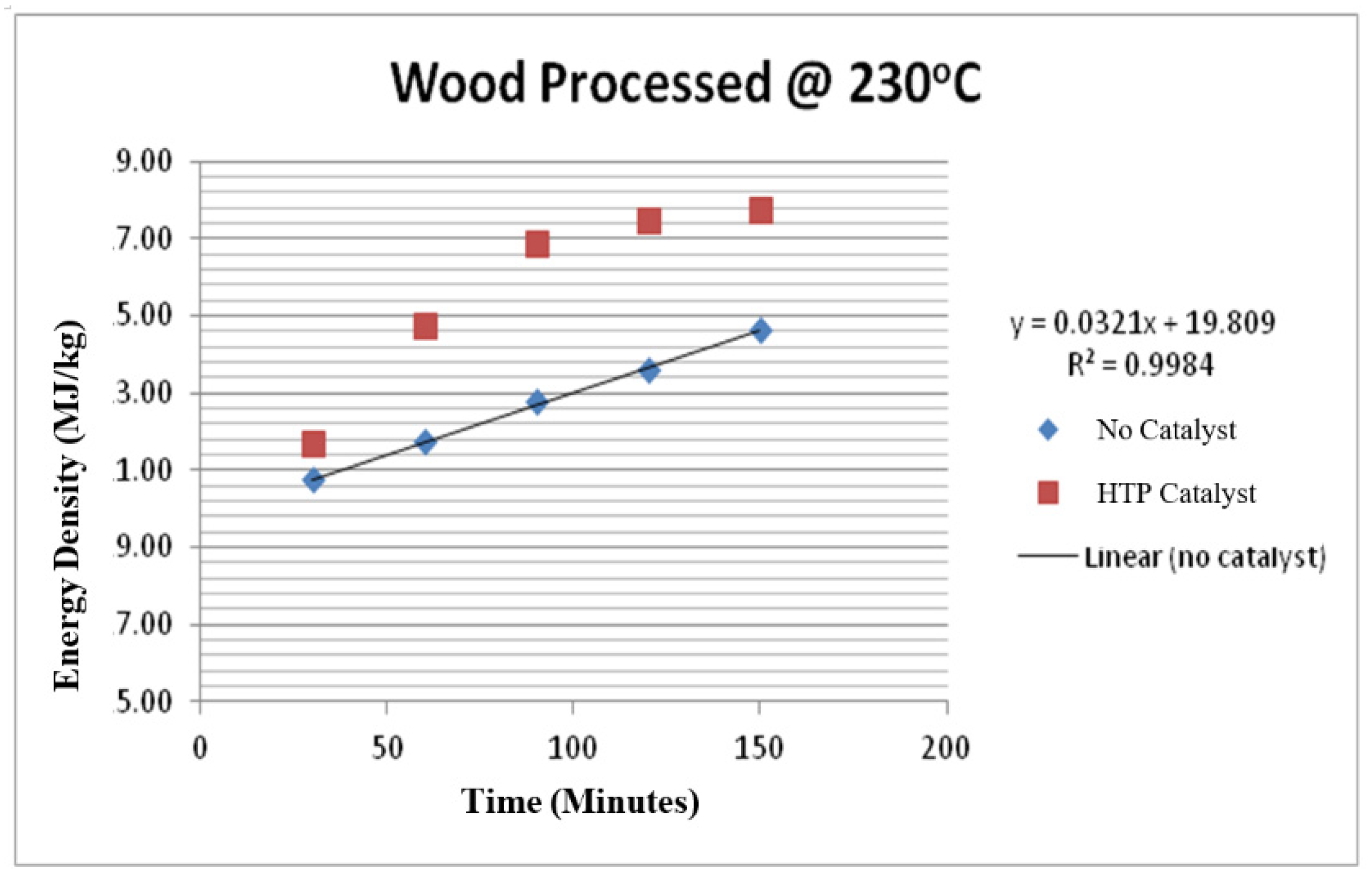
- Tested approximate analysis of the HTP catalyst biofuel from wood waste and sugarcane bagasse waste. They all had an energy density of about 26 MJ/kg but showed different results for other properties, respectively—ash (1.3%, 4.6%), fixed carbon (39.8%, 51.0%) (Table 3).
Author Contributions
Funding
Conflicts of Interest
References
- Yamaguchi, D.; Kitano, M.; Suganuma, S.; Nakajima, K.; Kato, H.; Hara, M. Hydrolysis of Cellulose by a Solid Acid Catalyst under Optimal Reaction Conditions. J. Phys. Chem. C 2009, 113, 3181–3188. [Google Scholar] [CrossRef]
- Mansir, N.; Taufiq-Yap, Y.H.; Rashid, U.; Lokman, I.M. Investigation of Heterogeneous Solid Acid Catalyst Performance on Low Grade Feedstocks for Biodiesel Production: A review. Energy Convers. Manag. 2017, 141, 171–182. [Google Scholar] [CrossRef]
- Sherrard, E.C.; Kressman, F.W. Review of Processes in the United States Prior to World War II. Ind. Eng. Chem. 1945, 37, 4–8. [Google Scholar] [CrossRef]
- Harris, E.E.; Beglinger, E. Madison Wood Sugar Process. Ind. Eng. Chem. 1946, 38, 890–895. [Google Scholar] [CrossRef]
- Mackintosh, A.F. Process and Apparatus for Recycling Coated Paper Products. U.S. Patent 8,715,462 B2, 6 May 2014. [Google Scholar]
- Mackintosh, A.F. Preparation of Biofuels and Other Useful Products such as 5 (hydroxymethyl) Furfuraldehyde. World Patent WO 2010/214381 A12, 20 June 2017. [Google Scholar]
- Berge, N.D.; Ro, K.S.; Mao, J.; Flora, J.R.V.; Chappell, M.A.; Bae, S. Hydrothermal Carbonization of Municipal Waste Streams. Environ. Sci. Technol. 2011, 45, 5696–5703. [Google Scholar] [CrossRef] [PubMed]
- Hwang, I.-H.; Aoyama, H.; Matsuto, T.; Nakagishi, T.; Matsuo, T. Recovery of Solid Fuel from Municipal Solid Waste by Hydrothermal Treatment Using Subcritical Water. Waste Manag. 2012, 32, 410–416. [Google Scholar] [CrossRef] [PubMed]
- Cao, X.; Ro, K.S.; Chappell, M.; Li, Y.; Mao, J. Chemical Structures of Swine-Manure Chars Produced under Different Carbonization Conditions Investigated by Advanced Solid-State 13C Nuclear Magnetic Resonance (NMR) Spectroscopy. Energy Fuels 2011, 25, 388–397. [Google Scholar] [CrossRef]
- Goto, M.; Obuchi, R.; Hirose, T.; Sakaki, T.; Shibata, M. Hydrothermal Conversion of Municipal Organic Waste into Resources. Bioresour. Technol. 2004, 93, 279–284. [Google Scholar] [CrossRef] [PubMed]
- Lu, X.; Pellechia, P.J.; Flora, J.R.V.; Berge, N.D. Influence of Reaction Time and Temperature on Product Formation and Characteristics Associated with the Hydrothermal Carbonization of Cellulose. Bioresour. Technol. 2013, 138, 180–190. [Google Scholar] [CrossRef] [PubMed]
- Qi, X.; Lian, Y.; Yan, L.; Smith, R.L. One-step Preparation of Carbonaceous Solid Acid Catalysts by Hydrothermal Carbonization of Glucose for Cellulose Hydrolysis. Catal. Commun. 2014, 57, 50–54. [Google Scholar] [CrossRef]
- Efunda Steam Table: Saturated. Available online: http://www.efunda.com/materials/water/steamtable_sat.cfm (accessed on 11 November 2014).
- Funke, A.; Ziegler, F. Hydrothermal carbonization of biomass: A Summary and Discussion of Chemical Mechanisms for Process Engineering. Biofuels Bioprod. Biorefining 2010, 4, 160–177. [Google Scholar] [CrossRef]
- US Forest Service, U.S. Forest Service. 2010. Available online: http://www.fpl.fs.fed.us/documnts/pdf2010/fpl_2010_agarwal001.pdf (accessed on 30 November 2019).
- Ciolacu, D.; Ciolacu, F.; Popa, V.I. Amorphous Cellulose—Structure and Characterization. Cellul. Chem. Technol. 2011, 45, 13–21. [Google Scholar]
- Madison, W. Infrared Spectral Interpretation; Thermo Fisher Scientific Corporation: Waltham, MA, USA, 2008. [Google Scholar]
- Girisuta, B. Levulinic Acid from Lignocellulosic Biomass. Ph.D. Thesis, University of Groningen, Groningen, The Netherlands, 2007. [Google Scholar]
- Ghaziaskar, A.; McRae, G.A.; Mackintosh, A.; Lai, E.P.; Basu, O.D. Production of Organic Compounds through Catalyzed Hydrothermal Carbonization of Woody Biomass. Energy Fuels 2019, 33, 9879–9885. [Google Scholar] [CrossRef]
- Joo, B.; Yeon, H.; Lee, S.; Ahn, S.; Lee, K.; Jang, E.; Won, J. Conversion of Wood Waste into Solid Biofuel Using Catalytic HTC Process. J. Korean Soc. New Renew. Energy 2014, 10, 12–18. [Google Scholar] [CrossRef] [Green Version]
- Simsir, H.; Eltugral, N.; Karagoz, S. Hydrothermal Carbonization for The Preparation of Hydrochars from Glucose, Cellulose, Chitin, Chitosan and Wood Chips via Low-temperature and Their Characterization. Bioresour. Technol. 2017, 246, 82–87. [Google Scholar] [CrossRef] [PubMed]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition | HTC w/o a Catalyst | HTC with HTP Catalyst |
|---|---|---|
| Material | Hydro char material | Branched polymer oxygenated hydrocarbon fuel. |
| Temperature | 250 °C | 220–240 °C 1 |
| Pressure | 4.1 MPa | 2.3–3.3 MPa |
| Process Time | 4 h | 1 h |
| Binding properties | Poor | Excellent |
| Energy density | 24–28 MJ/kg | 27–28 MJ/kg |
| Yield | ~40% | ~60% |
| Feedstock | Feedstock HHV (MJ/kg) | HTP Biofuel HHV (MJ/kg) |
|---|---|---|
| Cotton | 15.17 | 26.73 |
| Cow Manure | 18.02 | 24.27 |
| Sugar Cane Bagasse | 14.85 | 27.40 |
| Waste Paper | 14.16 | 26.61 |
| Waste Wood | 17.81 | 27.49 |
| Restaurant Waste | 19.00 | 28.07 |
| Waste Wood | Sugar Cane Bagasse | |||
|---|---|---|---|---|
| Feedstock (air dried) | HTP Biofuel | Feedstock (air dried) | HTP Biofuel | |
| Energy Density (MJ/kg) | 17.8 | 26.1 | 17.58 | 26.0 |
| Ash (%) | 1.2 | 1.3 | 1.2 | 4.6 |
| Fixed Carbon (%) | 17.1 | 39.8 | 21.1 | 51.0 |
| Volatiles (%) | 72.3 | 56.8 | 68.4 | 41.1 |
| Moisture (%) | 9.2 | 2.1 | 9.3 | 3.3 |
| Catalyst | Material | Temp (°C) | Time (h) | Energy Density (MJ/kg) | Mass Yield (%) | Efficiency of the Process () | Reference |
|---|---|---|---|---|---|---|---|
| Non Catalyst | Wood Chip | 250 | 4 | 27 | 40 | 1.08 | |
| HTP Catalyst (C4H4O4) 2 g/L | Wood Chip | 230 | 2 | 26.1 | 60 | 3.40 | |
| HTP Catalyst (C4H4O4) 20 g/L | Wood Chip | 220 | 1 | 27 | 60 | 7.36 | |
| Non Catalyst | Waste Wood | 220 | 1 | 22.3 | 65.2 | 6.61 | Joo et al. [20] |
| CaCl2 | Waste Wood | 220 | 1 | 25.3 | 50.1 | 5.76 | Joo et al. [20] |
| Non Catalyst | Wooden Chopsticks | 234 | 2 | 23.5 | 59 | 2.96 | Hwang et al. [8] |
| Non Catalyst | Wooden Chopsticks | 294 | 2 | 26.79 | 51 | 2.32 | Hwang et al. [8] |
| Non Catalyst | Wood chip | 200 | 6 | 17.31 | 60.6 | 0.87 | H. Simsir et al. [21] |
| Non Catalyst | Wood chip | 200 | 12 | 19.14 | 59 | 0.47 | H. Simsir et al. [21] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mackintosh, A.F.; Shin, T.; Yang, H.; Choe, K. Hydrothermal Polymerization Catalytic Process Effect of Various Organic Wastes on Reaction Time, Yield, and Temperature. Processes 2020, 8, 303. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8030303
Mackintosh AF, Shin T, Yang H, Choe K. Hydrothermal Polymerization Catalytic Process Effect of Various Organic Wastes on Reaction Time, Yield, and Temperature. Processes. 2020; 8(3):303. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8030303
Chicago/Turabian StyleMackintosh, Alexis F., Taesung Shin, Hyunik Yang, and Kangil Choe. 2020. "Hydrothermal Polymerization Catalytic Process Effect of Various Organic Wastes on Reaction Time, Yield, and Temperature" Processes 8, no. 3: 303. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8030303