Experimental Investigation of Stability of Vegetable Oils Used as Dielectric Fluids for Electrical Discharge Machining

Abstract
:1. Introduction
2. Materials and Methods
2.1. Electrical Discharge Machining Setup and Processed Materials
2.2. Dielectric Fluids
2.3. Determination of the Dielectric Fluid Properties
2.3.1. Determination of the Refractive Index
2.3.2. Dynamic Viscosity Determination
2.3.3. Spectrophotometric Analysis
3. Results
3.1. Processing Time
3.2. The Refractive Indices
3.3. The Dynamic Viscosity
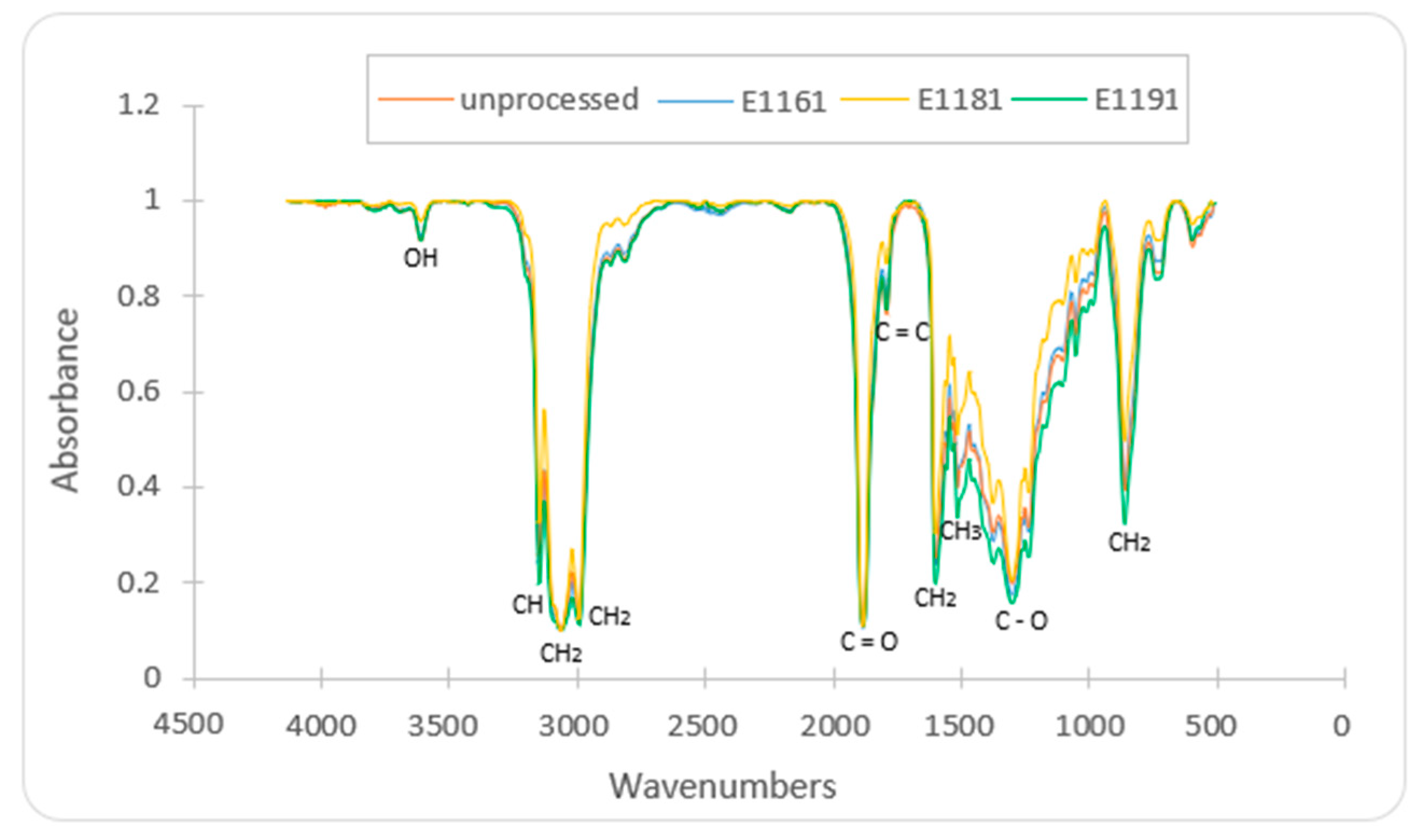
3.4. Spectra Analysis of the Dielectric Fluids
4. Discussion
Author Contributions
Funding
Conflicts of Interest
References
- Sommer, C.; Sommer, C.M.E. The Complete EDM Handbook. Practical Information for Designers, Engineers, Machinists, Tool and Die Makers, Mold Makers and Others in the Metal Machining Fields, 2nd ed.; Advance Publishing: Houston, TX, USA, 2017; pp. 23–31. [Google Scholar]
- Zia, M.K.; Pervaiz, S.; Anwar, S.; Samad, W.A. Reviewing sustainability interpretation of electrical discharge machining process using triple bottom line approach. Int. J. Precis. Eng. Manuf.-Green Technol. 2019, 6, 931–945. [Google Scholar] [CrossRef]
- Markopoulos, A.P.; Papazoglou, E.L.; Svarnias, P.; Karmiris-Obratanski, P. An experimental investigation of machining aluminium alloy Al5052 with EDM. Procedia Manuf. 2019, 41, 787–794. [Google Scholar] [CrossRef]
- Basha, S.M.; Basha, M.M.; Raj, G.V.P.; Venkaiaha, N.; Sankara, M.R. Past and current trends in electric discharge based machining of Silicon Carbide. Mater. Today Proc. 2020, 26, 542–548. [Google Scholar] [CrossRef]
- Selvarajan, L.; Manohar, M.; Udhaya Kumar, A.; Dhinakaran, P. Modelling and experimental investigation of process parameters in EDM of Si3N4-TiN composites using GRA-RSM. J. Mech. Sci. Technol. 2016, 31, 111–122. [Google Scholar] [CrossRef]
- Gostimirovic, M.; Kovac, P.; Skoric, B.; Sekulic, M. Effect of electrical pulse parameters on the machining performance in EDM. Indian J. Eng. Mater. Sci. 2012, 18, 411–415. [Google Scholar]
- Muthuramalingam, T.; Mohan, B. A review on influence of electrical process parameters in EDM process. Arch. Civ. Mech. Eng. 2015, 15, 87–94. [Google Scholar] [CrossRef]
- Transforming Our World: The 2030 Agenda for Sustainable Development. Available online: https://www.un.org/ga/search/view_doc.asp?symbol=A/RES/70/1&Lang=E (accessed on 3 July 2020).
- Pang, R.; Zhang, X. Achieving environmental sustainability in manufacture: A 28-year bibliometric cartography of green manufacturing research. J. Clean. Prod. 2019, 233, 84–99. [Google Scholar] [CrossRef]
- Paul, I.D.; Bhole, G.P.; Chaudhari, J.R. A review on green manufacturing: Its important, methodology and its application. Procedia Mater. Sci. 2014, 6, 1644–1649. [Google Scholar] [CrossRef] [Green Version]
- International Organization for Standardization. ISO 14001:2015. In Environmental Management Systems—Requirements with Guidance for Use; International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- International Organization for Standardization. ISO 45001:2018. In Occupational Health and Safety Management Systems—Requirements with Guidance for Use; International Organization for Standardization: Geneva, Switzerland, 2018. [Google Scholar]
- Evertz, S.; Dott, W.; Eisentraeger, A. Electrical discharge machining: Occupational hygienic characterization using emission-based monitoring. Int. J. Hyg. Environ. Health 2006, 209, 423–434. [Google Scholar] [CrossRef]
- Leao, F.N.; Pashby, I.R. A review on the use of environmentally-friendly dielectric fluids in electrical discharge machining. J. Mater. Process. Technol. 2004, 149, 341–346. [Google Scholar] [CrossRef]
- Sivapirakasam, S.P.; Mathew, J.; Surianarayanan, M. Constituent analysis of aerosol generated from die sinking electrical discharge machining process. Process Saf. Environ. Prot. 2011, 89, 141–150. [Google Scholar] [CrossRef]
- Valaki, J.B.; Rathod, P.P.; Sankhavara, C.D. Investigations on technical feasibility of Jatropha curcas oil based bio dielectric fluid for sustainable electric discharge machining (EDM). J. Manuf. Process. 2016, 22, 151–160. [Google Scholar] [CrossRef]
- Khan, M.Y.; Rao, P.S.; Pabla, B.S. Investigations on the feasibility of Jatropha curcas oil based biodiesel for sustainable dielectric fluid in EDM process. Mater. Today Proc. 2020, 26, 335–340. [Google Scholar] [CrossRef]
- Singaravel, B.; Shekar, K.C.; Rao, K.M.; Reddy, G.G. Study of vegetable oil and their properties for as an alternative source to mineral oil-based dielectric fluid in electric discharge machining. Int. J. Mod. Eng. Res. Technol. 2018, 5, 237–244. [Google Scholar]
- Ng, P.S.; Kong, S.A.; Yeo, S.H. Investigation of biodiesel dielectric in sustainable electrical discharge machining. Int. J. Adv. Manufact. Technol. 2017, 90, 2549–2556. [Google Scholar] [CrossRef]
- Valaki, J.B.; Rathod, P.P.; Khatri, B.C.; Vaghela, J.R. Investigations on palm oil based biodielectric fluid for sustainable electric discharge machining. In Proceedings of the International Conference on Advances in Materials and Manufacturing (ICAMM-2016), Bangkok, Thailand, 29–30 October 2016. [Google Scholar]
- Singaravel, B.; Shekar, K.C.; Reddy, G.G.; Prasad, S.D. Experimental investigation of vegetable oil as dielectric fluid in Electric discharge machining of Ti-6Al-4V. Ain Shams Eng. J. 2020, 11, 143–147. [Google Scholar] [CrossRef]
- Das, S.; Paul, S.; Doloi, B. An experimental and computational study on the feasibility of bio-dielectrics for sustainable electrical discharge machining. J. Manuf. Process. 2019, 41, 284–296. [Google Scholar] [CrossRef]
- Mishra, B.P.; Routara, B.C. Evaluation of technical feasibility and environmental impact of Calophyllum Inophyllum (Polanga) oil based bio-dielectric fluid for green EDM. Measurement 2020, 159, 107744. [Google Scholar] [CrossRef]
- KNUTH Machine Tools. FEM 110, 200, 300 CNC Operation Instruction Manual; KNUTH Machine Tools: Wasbek, Germany; pp. 74–95.
- AK Steel. 17-4 PH Stainless Steels. Product Data Bulletin. Available online: https://www.aksteel.com/sites/default/files/2018-01/174ph201706.pdf (accessed on 3 July 2020).
- AZO Materials. Available online: https://www.azom.com/article.aspx?ArticleID=6707 (accessed on 3 July 2020).
- Plus Metals. Available online: http://www.aerospacealuminiumalloys.com/aluminium-alloy-7075-t7351.html (accessed on 3 July 2020).
- Wang, D.; Menga, Y.; Zhao, X.; Fan, W.; Yi, T.; Wang, X. Sunflower oil flavored by essential oil from Punica granatum cv. Heyinshiliu peels improved its oxidative stability and sensory properties. LWT 2019, 111, 55–61. [Google Scholar] [CrossRef]
- Pilorge, E. Sunflower in the global vegetable oil system: Situation, specificities and perspectives. OCL 2020, 27, 34. [Google Scholar] [CrossRef]
- Kozłowska, M.; Gruczyńska, E. Comparison of the oxidative stability of soybean and sunflower oils enriched with herbal plant extracts. Chem. Pap. 2018, 72, 2607–2615. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Machinery Lubrication. Available online: https://www.machinerylubrication.com/Read/30165/oil-oxidation-stages (accessed on 17 July 2020).
- Shimamoto, G.G.; Favaro, M.M.A.; Tubino, M. Simple methods via Mid-IR or 1H NMR spectroscopy for the determination of the iodine value of vegetable oils. J. Braz. Chem. Soc. 2015, 26, 1431–1437. [Google Scholar] [CrossRef]
- Anbinder, S.; Meiorin, C.; Macchi, C.; Mosiewicki, M.A.; Aranguren, M.I.; Somoza, A. Structural properties of vegetable oil thermosets: Effect of crosslinkers, modifiers and oxidative aging. Eur. Polym. J. 2020, 124, 109470. [Google Scholar] [CrossRef]
- Gomna, A.; N’Tsoukpoe, K.E.; Le Pierres, N.; Coulibaly, Y. Review of vegetable oils behaviour at high temperature for solar plants: Stability, properties and current applications. Sol. Energy Mater. Sol. Cells 2019, 200, 109956. [Google Scholar] [CrossRef]
- Wang, D.; Meng, Y.; Wand, C.; Wang, X.; Blasi, F. Antioxidant activity and sensory improvement of Angelica dahurica cv. Yubaizhi essential oil on sunflower oil during high-temperature storage. Processes 2020, 8, 403. [Google Scholar] [CrossRef] [Green Version]
- Blasi, F.; Cossignani, L. An overview of natural extracts with antioxidant activity for the improvement of the oxidative stability and shelf life of edible oils. Processes 2020, 8, 956. [Google Scholar] [CrossRef]
- Statista. Available online: www.statista.com (accessed on 17 July 2020).
- Rafiq, M.; Lv, Y.Z.; Zhou, Y.; Ma, K.B.; Wang, W.; Li, C.R.; Wang, Q. Use of vegetable oils as transformer oils-A review. Renew. Sust. Energ. Rev. 2015, 52, 308–324. [Google Scholar] [CrossRef]
- Working Group A2.35, Technical Brochure 436—Experiences in Service with New Insulating Liquids, Cigre. 2010. Available online: https://static.mimaterials.com/midel/documents/sales/New_Experiences_in_Service_with_New_Insulating_Liquids.pdf (accessed on 7 August 2020).




{kind=link}
{kind=link}
{kind=link}
| Process Variables | Control Levels | ||
|---|---|---|---|
| Level 1 | Level 2 | Level 3 | |
| Working regime | E1161 | E1181 | E1191 |
| Workpiece material | 17–4 PH stainless steel | AZ31B magnesium alloy | AA 7075-T7351 aluminum alloy |
| Dielectric fluid | sunflower oil * | soybeans oil * | mineral oil |
| Melting Point (°C) | Resistance (Ωmm2/m) | Density (g/mm3) |
|---|---|---|
| 1083 | 0.0167 | 0.0089 |
| Working Regime | Peak Current (Ip), (A) | Pulse on Time (TON), (μs) | Pulse off Time (TOFF), (μs) | Mode |
|---|---|---|---|---|
| E1191 | 57.3 | 1250 | 420 | 00: the erosion time of each erosion impulse is equal |
| E1181 | 40.4 | 1000 | 380 | |
| E1161 | 20.8 | 320 | 90 |
| C (max) | Mn (max) | P (max) | S (max) | Si (max) | Cr | Ni | Cu | Nb |
|---|---|---|---|---|---|---|---|---|
| 0.07% | 1.00% | 0.04% | 0.03% | 1.00% | 15.00–17.50% | 3.00–5.00% | 3.00–5.00% | 0.15–0.45% |
| Mg | Al | Zn | Mn | Si | Cu | Ca | Fe | Ni |
|---|---|---|---|---|---|---|---|---|
| 97% | 2.50–3.50% | 0.60–1.40% | 0.20% | 0.10% | 0.05% | 0.04% | 0.005% | 0.005% |
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Zr | Ti | Other | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.00–0.12% | 0.00–0.15% | 2.00–2.60% | 0.00–0.10% | 1.90–2.60% | 0.00–0.04% | 5.70–6.70% | 0.08–0.15% | 0.00–0.06% | 0.00–0.15% | balance |
| Ball Number | Diameter (mm) | Weight (g) | Density (g/cm3) | Constant K |
|---|---|---|---|---|
| 3 | 15.62 | 16.272 | 8.152 | 0.0757 |
| Dielectric Fluid | Processing Time (min) | |||
|---|---|---|---|---|
| Working Regime | 17-4 PH Stainless Steel | AZ31B Magnesium Alloy | AA 7075-T7351 Aluminum Alloy | |
| First press sunflower oil | E1161 | 12.23 | 4.48 | 5.1 |
| E1181 | 7.52 | 1.53 | 1.43 | |
| E1191 | 4.49 | 1.22 | 1.22 | |
| First press soybeans oil | E1161 | 13.5 | 5.03 | 4.47 |
| E1181 | 7.59 | 2.09 | 1.46 | |
| E1191 | 5.4 | 1.35 | 1.16 | |
| Machine’s mineral oil | E1161 | 16.2 | 2.31 | 4.29 |
| E1181 | 8.17 | 1.37 | 2.08 | |
| E1191 | 8.02 | 1.3 | 1.29 | |
| Dielectric Fluid | Before Processing | After Processing | |||
|---|---|---|---|---|---|
| Working Regime | 17–4 PH Stainless Steel | AZ31B Magnesium Alloy | AA 7075-T7351 Aluminum Alloy | ||
| First press sunflower oil | 1.4730 | E1161 | 1.4730 | 1.4730 | 1.4730 |
| E1181 | 1.4725 | 1.4730 | 1.4725 | ||
| E1191 | 1.4725 | 1.4730 | 1.4725 | ||
| First press soybeans oil | 1.4730 | E1161 | 1.4725 | 1.4730 | 1.4725 |
| E1181 | 1.4725 | 1.4730 | 1.4725 | ||
| E1191 | 1.4727 | 1.4725 | 1.4720 | ||
| Machine’s mineral oil | 1.4445 | E1161 | 1.4455 | 1.4460 | 1.4460 |
| E1181 | 1.4460 | 1.4460 | 1.4435 | ||
| E1191 | 1.4455 | 1.4460 | 1.4455 | ||
| Dielectric Fluid | Before Processing | After Processing | |||
|---|---|---|---|---|---|
| Working Regime | 17–4 PH Stainless Steel | AZ31B Magnesium Alloy | AA 7075-T7351 Aluminum Alloy | ||
| First press sunflower oil | 50.70 ± 0.27 | E1161 | 54.57 ± 0.44 | 51.18 ± 0.17 | 51.80 ± 0.15 |
| E1181 | 51.97 ± 0.19 | 51.15 ± 0.32 | 49.68 ± 0.29 | ||
| E1191 | 52.66 ± 0.18 | 52.47 ± 0.31 | 49.39 ± 0.10 | ||
| First press soybeans oil | 49.74 ± 0.18 | E1161 | 51.33 ± 0.31 | 50.45 ± 0.27 | 49.86 ± 0.35 |
| E1181 | 51.04 ± 0.24 | 50.89 ± 0.30 | 49.47 ± 0.26 | ||
| E1191 | 50.12 ± 0.32 | 49.30 ± 0.25 | 50.40 ± 0.39 | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Radu, M.-C.; Tampu, R.; Nedeff, V.; Patriciu, O.-I.; Schnakovszky, C.; Herghelegiu, E. Experimental Investigation of Stability of Vegetable Oils Used as Dielectric Fluids for Electrical Discharge Machining. Processes 2020, 8, 1187. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8091187
Radu M-C, Tampu R, Nedeff V, Patriciu O-I, Schnakovszky C, Herghelegiu E. Experimental Investigation of Stability of Vegetable Oils Used as Dielectric Fluids for Electrical Discharge Machining. Processes. 2020; 8(9):1187. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8091187
Chicago/Turabian StyleRadu, Maria-Crina, Raluca Tampu, Valentin Nedeff, Oana-Irina Patriciu, Carol Schnakovszky, and Eugen Herghelegiu. 2020. "Experimental Investigation of Stability of Vegetable Oils Used as Dielectric Fluids for Electrical Discharge Machining" Processes 8, no. 9: 1187. https://0-doi-org.brum.beds.ac.uk/10.3390/pr8091187