
Capability of Immobilized Clostridium beijerinckii TISTR 1461 on Lotus Stalk Pieces to Produce Butanol from Sugarcane Molasses

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Microorganism and Growth Condition
2.3. Experiments
2.3.1. Cell Immobilization on Carriers in Various Media for Batch Butanol Fermentation
2.3.2. Butanol Fermentation by Immobilized C. beijerinckii TISTR 1461
2.3.3. Optimization of Size and Loading of LS Pieces for Cell Immobilization to Produce Butanol
2.3.4. Incubation Time of Cell Immobilization on LS Pieces for Butanol Fermentation
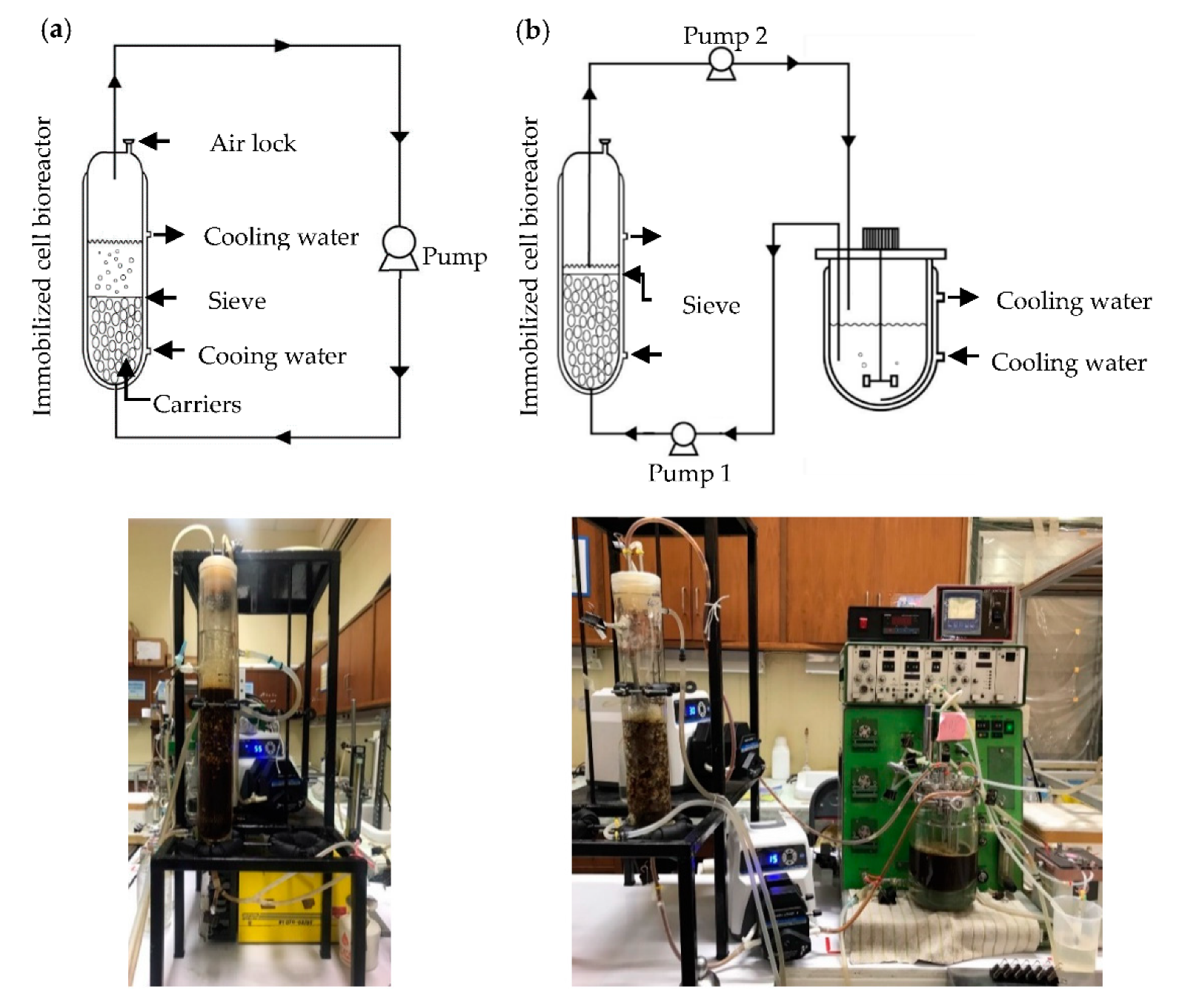
2.3.5. Butanol Production Using an STR, CR and CR Coupled with an STR
2.4. Analytical Methods
3. Results and Discussion
3.1. Low-Cost Medium for Cell Immobilization in Batch Butanol Fermentation
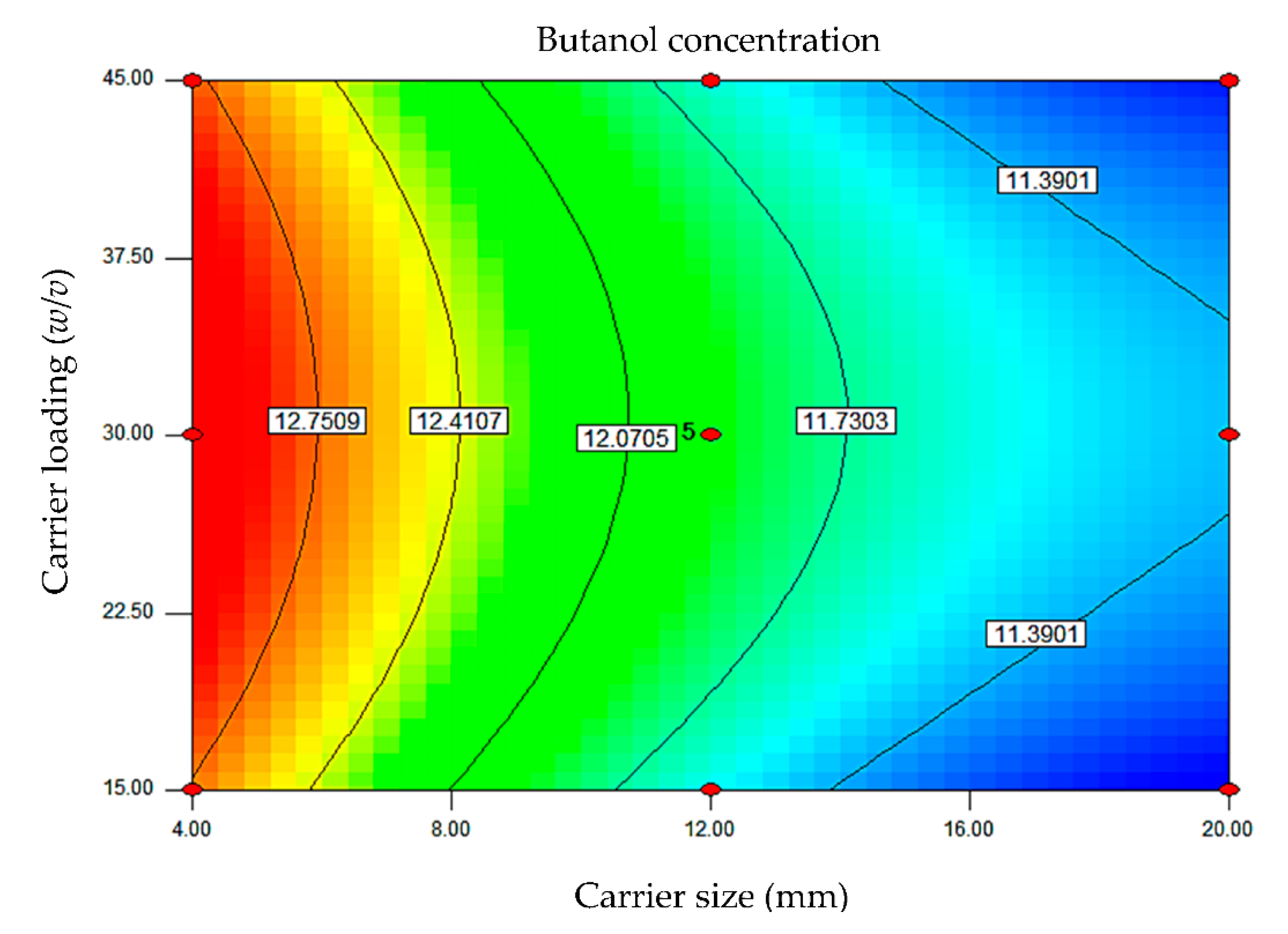
3.2. Optimal Size and Loading of LS Pieces for Cell Immobilization to Produce Butanol
3.3. Incubation Time for Cell Immobilization in Batch Butanol Fermentation
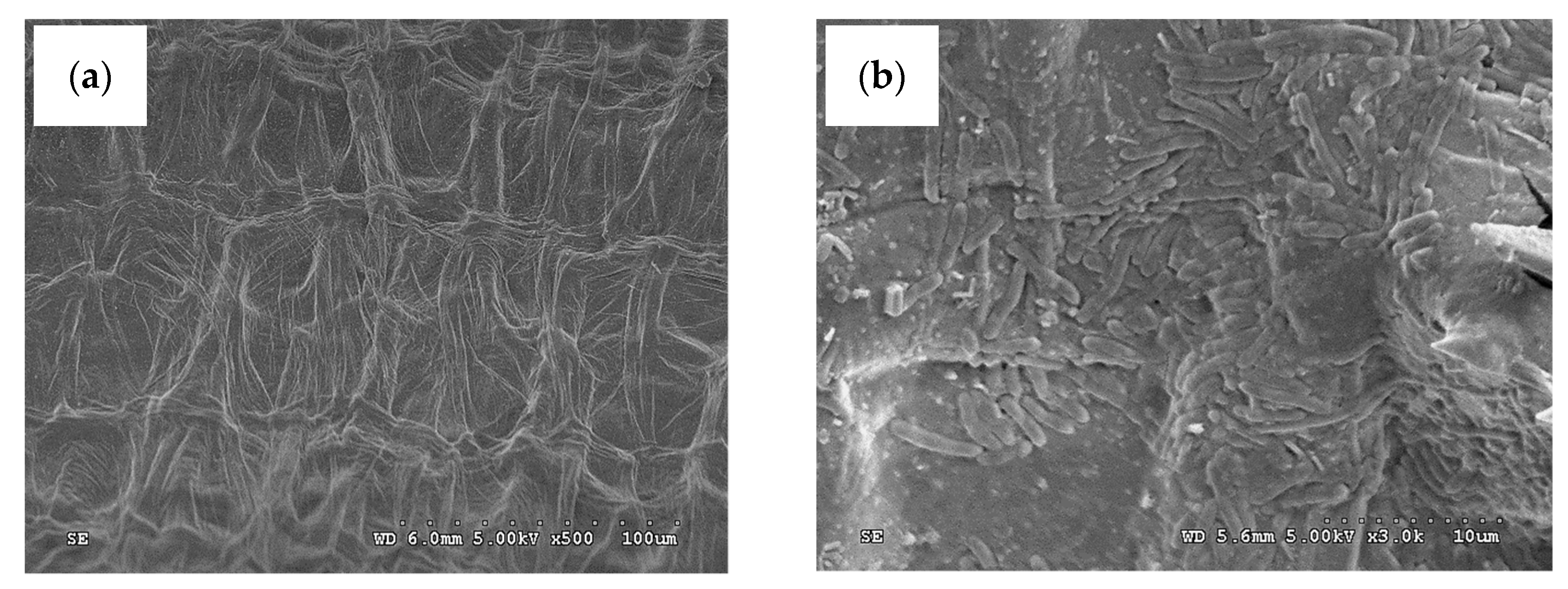
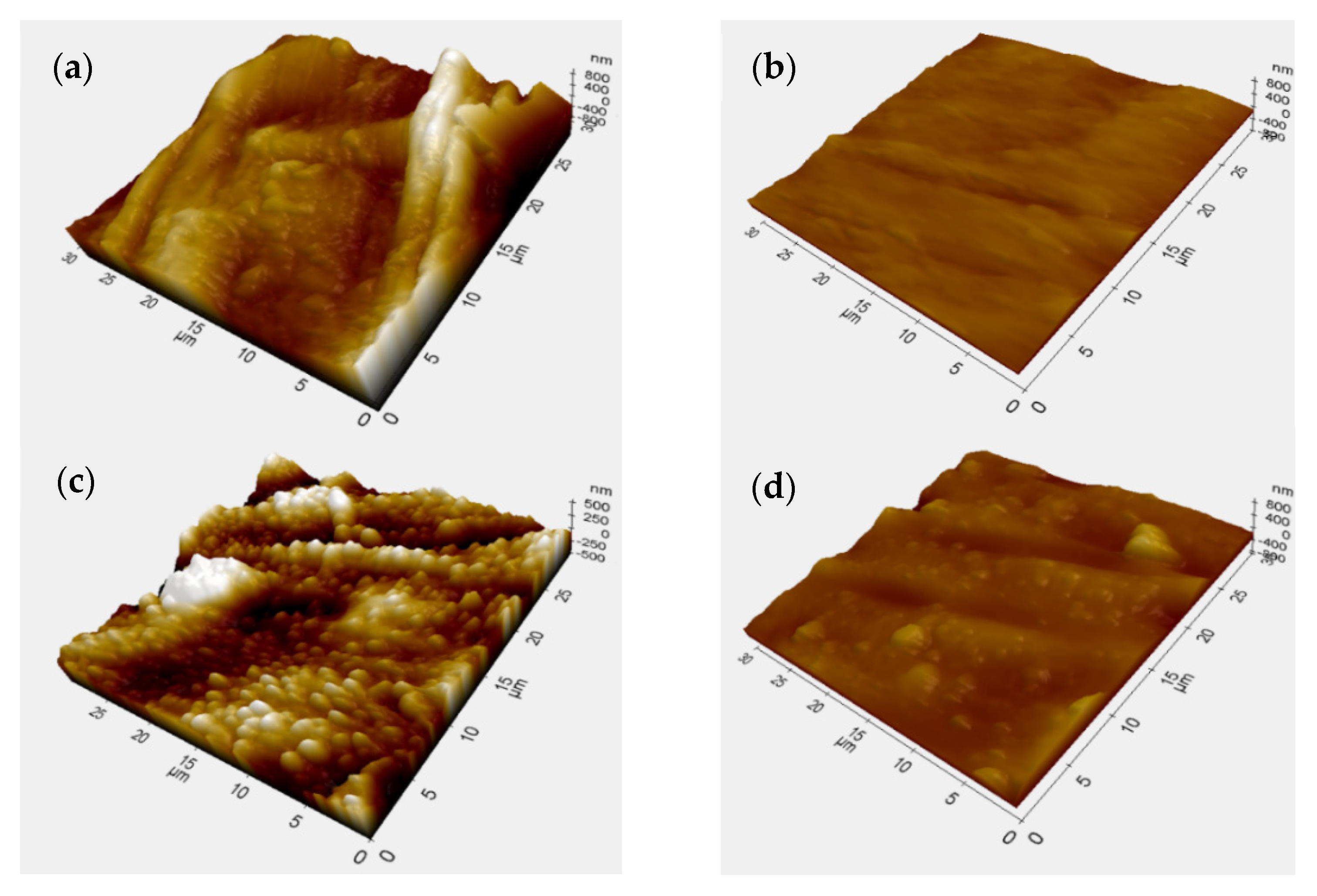
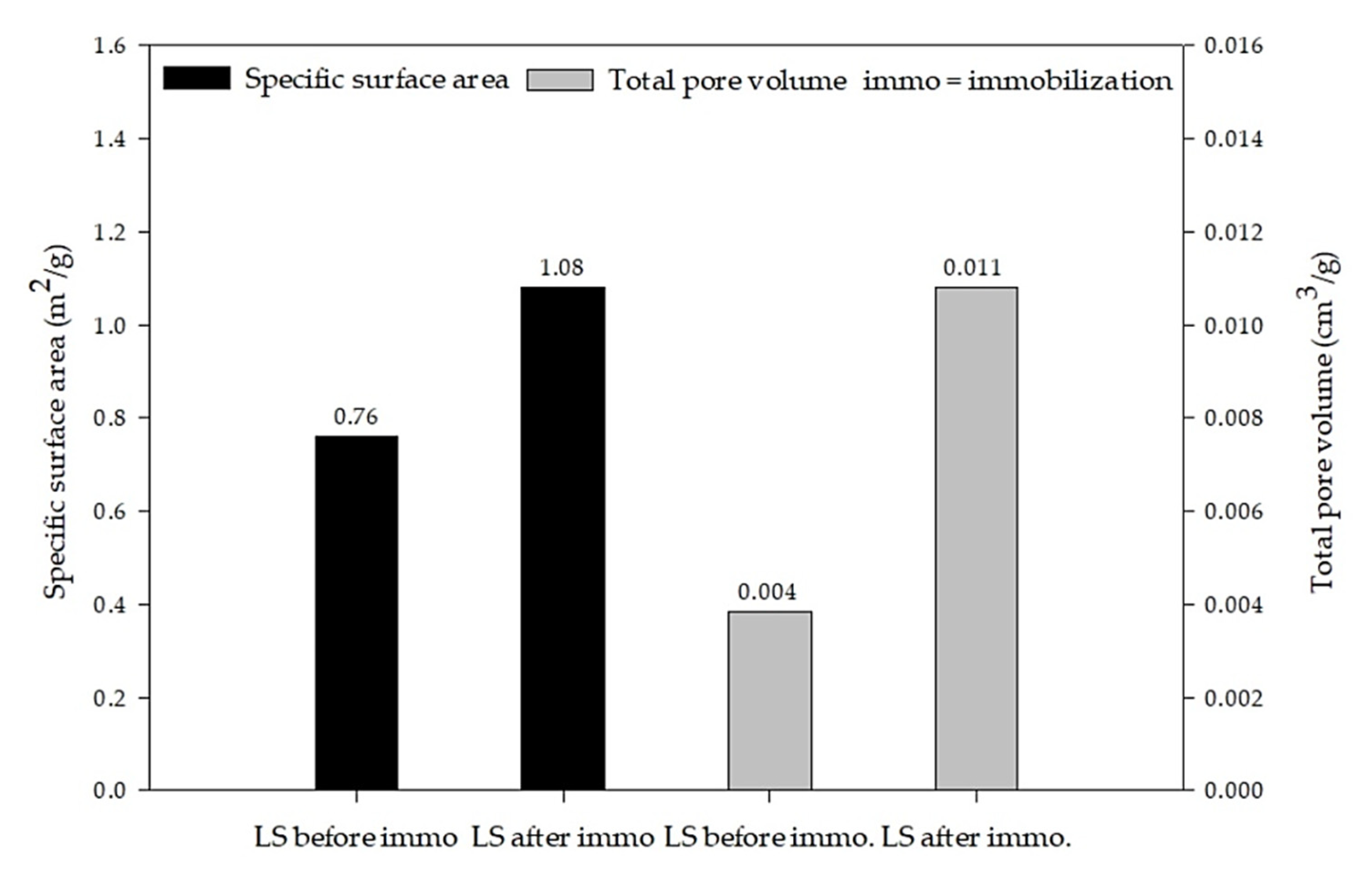
3.4. Characteristics of LS Pieces as Carriers for Cell Immobilization
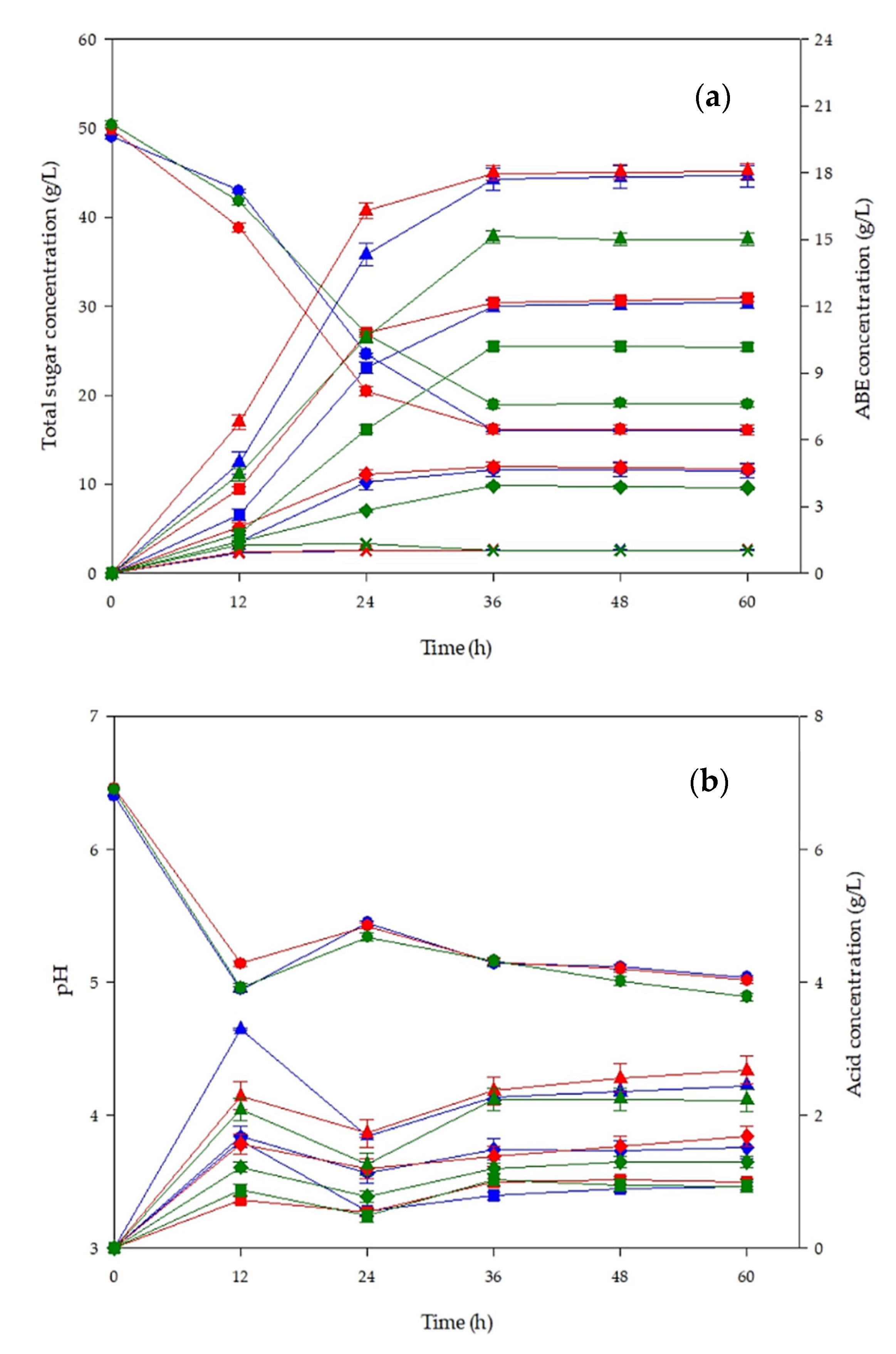
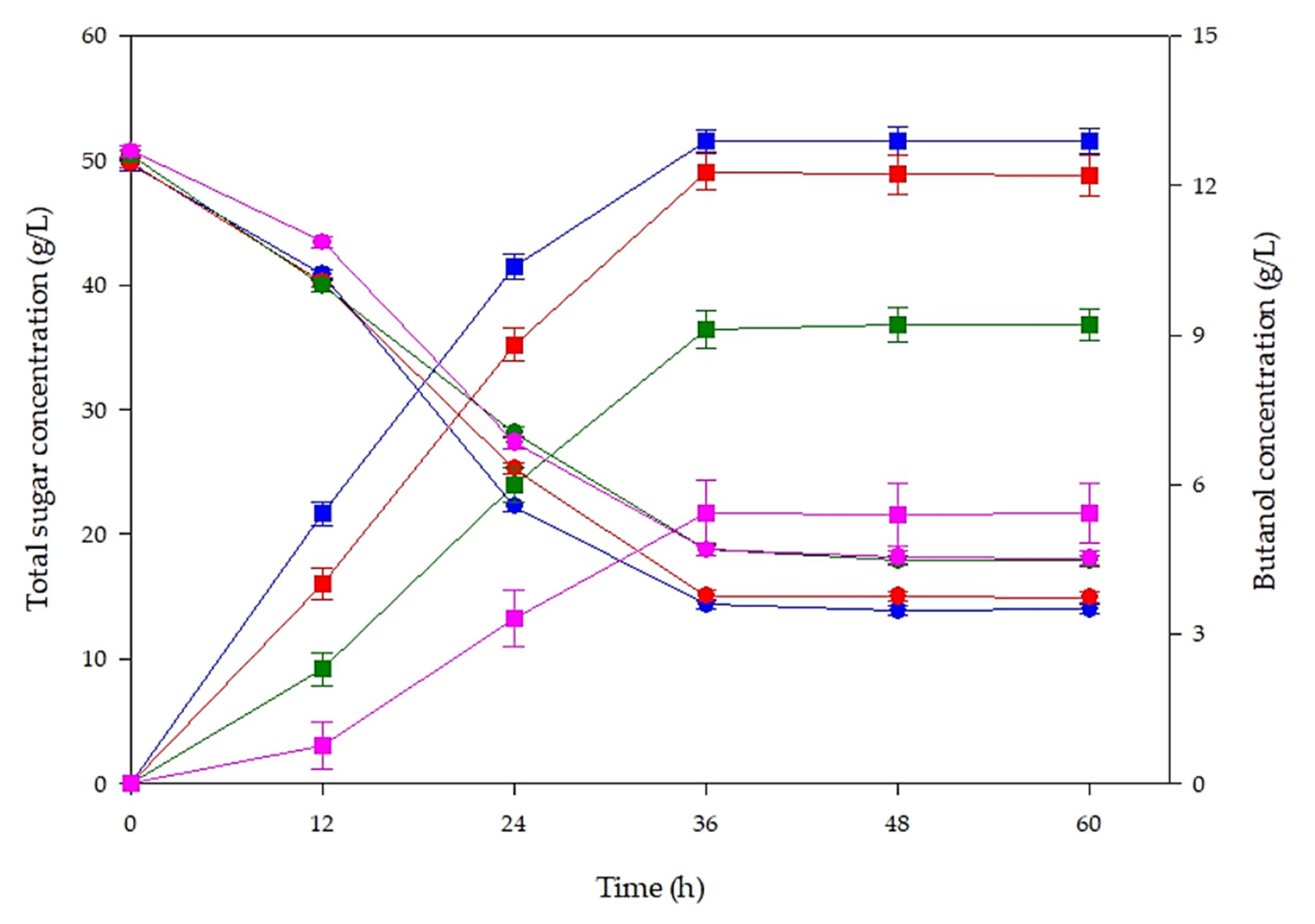
3.5. Butanol Production in Various Bioreactors
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Lee, S.Y.; Park, J.H.; Jang, S.H.; Nielsen, L.K.; Kim, J.; Jung, K.S. Fermentative butanol production by clostridia. Biotechnol. Bioeng. 2008, 101, 209–227. [Google Scholar] [CrossRef]
- Qureshi, N.; Ezeji, T.C. Butanol, ‘a superior biofuel’ production from agricultural residues (renewable biomass): Recent progress in technology. Biofuel Bioprod. Biorefin. 2008, 2, 319–330. [Google Scholar] [CrossRef]
- ButaNext. Next Generation Biobutanol. Available online: https://ec.europa.eu/inea/en/horizon-2020/projects/h2020-energy/biofuels/butanext (accessed on 12 May 2020).
- Ezeji, T.C.; Qureshi, N.; Blaschek, H.P. Production of acetone butanol (AB) from liquefied corn starch, a commercial substrate, using Clostridium beijerinckii coupled with product recovery by gas stripping. J. Ind. Microbiol. Biotechnol. 2007, 34, 771–777. [Google Scholar] [CrossRef]
- Ezeji, T.C.; Milne, C.; Price, N.D.; Blaschek, H.P. Achievements and perspectives to overcome the poor solvent resistance in acetone and butanol-producing microorganisms. Appl. Microbiol. Biotechnol. 2010, 85, 1697–1712. [Google Scholar] [CrossRef]
- Cai, D.; Li, P.; Chen, C.; Wang, Y.; Hu, S.; Cui, C.; Qin, P.; Tan, T. Effect of chemical pretreatments on corn stalk bagasse as immobilizing carrier of Clostridium acetobutylicum in the performance of a fermentation-pervaporation coupled system. Bioresour. Technol. 2016, 220, 68–75. [Google Scholar] [CrossRef]
- Wechgama, K.; Laopaiboon, L.; Laopaiboon, P. Enhancement of batch butanol production from sugarcane molasses using nitrogen supplementation integrated with gas stripping for product recovery. Ind. Crop. Prod. 2017, 95, 216–226. [Google Scholar] [CrossRef]
- Thanapornsin, T.; Sanchanda, P.; Laopaiboon, L.; Laopaiboon, P. Batch butanol fermentation from sugarcane molasses integrated with a gas stripping system: Effects of sparger types and gas flow rates. Asia Pac. J. Sci. Technol. 2018, 23, 1–12. [Google Scholar] [CrossRef]
- Chang, Z.; Cai, D.; Wang, C.; Li, L.; Han, J.; Qin, P.; Wang, Z. Sweet sorghum bagasse as an immobilized carrier for ABE fermentation by using Clostridium acetobutylicum ABE 1201. RSC Adv. 2014, 4, 21819–21825. [Google Scholar] [CrossRef]
- Chen, Y.; Zhou, T.; Liu, D.; Li, A.; Xu, S.; Liu, Q. Production of butanol from glucose and xylose with immobilized cells of Clostridium acetobutylicum. Biotechnol. Bioprocess Eng. 2013, 18, 234–241. [Google Scholar] [CrossRef]
- Djukic-Vukovic, A.P.; Mojovic, L.V.; Jokic, B.M.; Nikolic, S.B.; Pejin, J.D. Lactic acid production on liquid distillery stillage by Lactobacillus rhamnosus immobilized onto zeolite. Bioresour. Technol. 2013, 135, 454–458. [Google Scholar] [CrossRef]
- Yen, H.W.; Li, R.J.; Ma, T.W. The development process for a continuous acetone–butanol–ethanol (ABE) fermentation by immobilized Clostridium acetobutylicum. J. Taiwan Inst. Chem. Eng. 2011, 42, 902–907. [Google Scholar] [CrossRef]
- Vichuviwat, R.; Boonsombuti, A.; Luengnaruemitchai, A.; Wongkasemjit, S. Enhanced butanol production by immobilized Clostridium beijerinckii TISTR 1461 using zeolite 13X as a carrier. Bioresour. Technol. 2014, 172, 76–82. [Google Scholar] [CrossRef]
- Survase, S.A.; Heiningen, A.V.; Granström, T. Continuous bio-catalytic conversion of sugar mixture to acetone-butanol-ethanol by immobilized Clostridium acetobutylicum DSM 792. Appl. Microbiol. Biotechnol. 2012, 93, 2309–2316. [Google Scholar] [CrossRef] [PubMed]
- Cai, D.; Chang, Z.; Gao, L.; Chen, C.; Niu, Y.; Qin, P.; Wang, Z.; Tan, T. Acetone–butanol–ethanol (ABE) fermentation integrated with simplified gas stripping using sweet sorghum bagasse as immobilized carrier. Chem. Eng. J. 2015, 277, 176–185. [Google Scholar] [CrossRef]
- Lestinsky, P.; Vayrynen, P.; Vecer, M.; Wichterle, K. Hydrodynamics of airlift reactor with internal circulation loop: Experiment vs. CFD simulation. Procedia Eng. 2012, 42, 892–907. [Google Scholar] [CrossRef]
- Kantarci, N.; Borak, F.; Ulgen, K.O. Bubble column reactors. Process Biochem. 2005, 40, 2263–2283. [Google Scholar] [CrossRef]
- Office of the Cane and Sugar Board. Status of Sugarcane and Sugar in Thailand 2020. Available online: http://www.ocsb.go.th/th/cms/detail.php?ID=11344&SystemModuleKey=production (accessed on 1 June 2020).
- Li, W.; Cheng, C.; Cao, G.; Ren, N. Enhanced biohydrogen production from sugarcane molasses by adding Ginkgo biloba leaves. Bioresour. Technol. 2020, 298, 122523. [Google Scholar] [CrossRef]
- Sun, Y.; Xu, Z.; Zheng, Y.; Zhou, J.; Xiu, Z. Efficient production of lactic acid from sugarcane molasses by a newly microbial consortium CEE-DL15. Process Biochem. 2019, 81, 132–138. [Google Scholar] [CrossRef]
- Cazetta, M.; Celligoi, M.; Buzato, J.; Scarmino, I.; Da Silva, R. Optimization study for sorbitol production by Zymomonas mobilis in sugarcane molasses. Process Biochem. 2005, 40, 747–751. [Google Scholar] [CrossRef]
- Ahmed, A.; Farag, S.S.; Hassan, I.A.; Botros, H.W. Production of gluconic acid by using some irradiated microorganisms. J. Radiat. Res. Appl. Sci. 2015, 8, 374–380. [Google Scholar] [CrossRef] [Green Version]
- Cao, W.; Wang, Y.; Luo, J.; Yin, J.; Xing, J.; Wan, Y. Succinic acid biosynthesis from cane molasses under low pH by Actinobacillus succinogenes immobilized in luffa sponge matrices. Bioresour. Technol. 2018, 268, 45–51. [Google Scholar] [CrossRef] [PubMed]
- Xu, S.; Hao, N.; Xu, L.; Liu, Z.; Yan, M.; Li, Y.; Ouyang, P. Series fermentation production of ornithine and succinic acid from cane molasses by Corynebacterium glutamicum. Biochem. Eng. J. 2015, 99, 177–182. [Google Scholar] [CrossRef]
- Li, H.G.; Luo, W.; Gu, Q.Y.; Wang, Q.; Hu, W.J.; Yu, X.B. Acetone, butanol, and ethanol production from cane molasses using Clostridium beijerinckii mutant obtained by combined low-energy ion beam implantation and N-methyl-N-nitro-N-nitrosoguanidine induction. Bioresour. Technol. 2013, 137, 254–260. [Google Scholar] [CrossRef]
- Narueworanon, P.; Phukoetphim, N.; Laopaiboon, L.; Laopaiboon, P. Impacts of initial sugar, nitrogen and calcium carbonate on butanol fermentation from sugarcane molasses by Clostridium beijerinckii. Energies 2020, 13, 694. [Google Scholar] [CrossRef] [Green Version]
- Sirisantimethakom, L.; Laopaiboon, L.; Sanchanda, P.; Chatleudmongkol, J.; Laopaiboon, P. Improvement of butanol production from sweet sorghum juice by Clostridium beijerinckii using an orthogonal array design. Ind. Crop. Prod. 2016, 79, 287–294. [Google Scholar] [CrossRef]
- Qureshi, N.; Blaschek, H.P. Butanol recovery from model solution/fermentation broth by pervaporation: Evaluation of membrane performance. Biomass Bioenergy 1999, 17, 175–184. [Google Scholar] [CrossRef]
- Ariyajaroenwong, P.; Laopaiboon, P.; Laopaiboon, L. Capability of sweet sorghum stalks as supporting materials for yeast immobilization to produce ethanol under various fermentation processes. J. Taiwan Inst. Chem. Eng. 2015, 49, 79–84. [Google Scholar] [CrossRef]
- Loyarkat, S.; Cheirsilp, B.; Prasertsan, P. Two-stage repeated-batch fermentation of immobilized Clostridium beijerinckii on oil palm fronds for solvents production. Process Biochem. 2015, 50, 1167–1176. [Google Scholar] [CrossRef]
- Bai, F.; Lu, W.Q. Enhanced heat transfer analysis of latent functionally thermal fluid. Heat Tran. Asian Res. 2004, 33, 383–392. [Google Scholar] [CrossRef]
- Mecozzi, M. Estimation of total carbohydrate amount in environmental samples by the phenol-sulphuric acid method assisted by multivariate calibration. Chemom. Intell. Lab. Syst. 2005, 79, 84–90. [Google Scholar] [CrossRef]
- Al-Shorgani, N.K.N.; Kalil, M.S.; Yusoff, W.M.W.; Hamid, A.A. Impact of pH and butyric acid on butanol production during batch fermentation using a new local isolate of Clostridium acetobutylicum YM1. Saudi J. Biol. Sci. 2018, 25, 339–348. [Google Scholar] [CrossRef] [PubMed]
- Zhou, W.; Liu, J.; Fan, S.; Xiao, Z.; Qiu, B.; Wang, Y.; Li, J.; Liu, Y. Biofilm immobilization of Clostridium acetobutylicum on particulate carriers for acetone-butanol-ethanol (ABE) production. Bioresour. Technol. Rep. 2018, 3, 211–217. [Google Scholar] [CrossRef]
- He, Q.; Chen, H. Improved efficiency of butanol production by absorbed lignocellulose fermentation. J. Biosci. Bioeng. 2013, 115, 298–302. [Google Scholar] [CrossRef] [PubMed]
- Kittithanesuan, N.; Phisalaphong, M. Enhanced acetone-butanol production from sugarcane juice by immobilized Clostridium acetobutylicum (ATCC 824) on thin-shell silk cocoons. Biotechnol. Bioprocess Eng. 2015, 20, 599–607. [Google Scholar] [CrossRef]
- Jangchud, A. Product optimization. In Statistics for Product Development and Application; Kasetsart University: Bangkok, Thailand, 2006; pp. 241–288. [Google Scholar]
- Bos, R.; Van Der Mei, H.C.; Busscher, H.J. Physico-chemistry of initial microbial adhesive interactions-its mechanisms and methods for study. FEMS Microbiol. Rev. 1999, 23, 179–230. [Google Scholar] [CrossRef]
- Alvaré, J.; Al-Dahhan, M.H. Liquid phase mixing in trayed bubble column reactors. Chem. Eng. Sci. 2006, 61, 1819–1835. [Google Scholar] [CrossRef]
- Kantak, M.V.; Shetty, S.A.; Kelkar, B.G. Liquid phase back mixing in bubble column reactors-a new correlation. Chem. Eng. Commun. 1994, 127, 23–34. [Google Scholar] [CrossRef]
- Yang, Y.B.; Devanathan, N.; Duduković, M.P. Liquid back mixing in bubble columns. Chem. Eng. Sci. 1992, 47, 2859–2864. [Google Scholar] [CrossRef]
- He, C.R.; Lee, M.C.; Kuo, Y.Y.; Wu, T.M.; Li, S.Y. The influence of support structures on cell immobilization and acetone–butanol–ethanol (ABE) fermentation performance. J. Taiwan Inst. Chem. Eng. 2017, 78, 27–31. [Google Scholar] [CrossRef]
- Chang, Z.; Cai, D.; Wang, Y.; Chen, C.; Fu, C.; Wang, G.; Qin, P.; Wang, Z.; Tan, T. Effective multiple stages continuous acetone–butanol–ethanol fermentation by immobilized bioreactors: Making full use of fresh corn stalk. Bioresour. Technol. 2016, 205, 82–89. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | x1: Carrier Size (mm) | x2: Carrier Loading (w/v) | Response: PB (g/L) |
|---|---|---|---|
| 1 | 4 | 1:15 | 12.79 ± 0.12 |
| 2 | 4 | 1:30 | 12.96 ± 0.10 |
| 3 | 4 | 1:45 | 12.86 ± 0.09 |
| 4 | 12 | 1:15 | 11.50 ± 0.30 |
| 5 | 12 | 1:30 | 12.03 ± 0.24 |
| 6 | 12 | 1:45 | 11.56 ± 0.13 |
| 7 | 20 | 1:15 | 11.05 ± 0.28 |
| 8 | 20 | 1:30 | 11.41 ± 0.18 |
| 9 | 20 | 1:45 | 11.12 ± 0.15 |
| 10 | 12 | 1:30 | 12.10 ± 0.22 |
| 11 | 12 | 1:30 | 11.82 ± 0.17 |
| 12 | 12 | 1:30 | 12.14 ± 0.10 |
| 13 | 12 | 1:30 | 11.68 ± 0.14 |
| Parameter | Immobilized Cells in | Free Cells | |
|---|---|---|---|
| TGY Medium | Sugarcane Molasses Medium | ||
| Acetone (g/L) | 4.67 ± 0.32 a | 4.78 ± 0.20 a | 3.92 ± 0.07 b |
| Butanol (g/L) | 12.01 ± 0.25 a | 12.17 ± 0.13 a | 10.20 ± 0.17 b |
| Ethanol (g/L) | 1.03 ± 0.02 a | 1.03 ± 0.01 a | 1.01 ± 0.01 a |
| ABE (g/L) | 17.71 ± 0.50 a | 17.98 ± 0.34 a | 15.13 ± 0.25 b |
| Acetic acid (g/L) | 1.49 ± 0.16 a | 1.38 ± 0.15 a | 1.29 ± 0.08 a |
| Butyric acid (g/L) | 0.79 ± 0.06 a | 0.99 ± 0.06 a | 1.16 ± 0.09 b |
| Total acids (g/L) | 2.28 ± 0.22 a | 2.37 ± 0.20 a | 2.45 ± 0.17 a |
| Sugar utilized (g/L) | 32.95 ± 0.20 a | 33.67 ± 0.53 a | 31.48 ± 0.37 b |
| YB/S (g/g) | 0.36 ± 0.00 a | 0.36 ± 0.01 a | 0.32 ± 0.01 b |
| QB (g/L∙h) | 0.32 ± 0.01 a | 0.33 ± 0.01 a | 0.28 ± 0.01 b |
| QABE (g/L∙h) | 0.49 ± 0.01 a | 0.50 ± 0.01 a | 0.42 ± 0.01 b |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 4.65 | 5 | 0.93 | 33.79 | <0.0001 | significant |
| x1: Size | 4.22 | 1 | 4.22 | 153.15 | <0.0001 | |
| x2: Loading | 6.667 × 10−3 | 1 | 6.667 × 10−3 | 0.24 | 0.6377 | |
| x12 | 0.29 | 1 | 0.29 | 10.57 | 0.0140 | |
| x22 | 0.30 | 1 | 0.30 | 10.95 | 0.0130 | |
| Residual | 0.19 | 7 | 0.028 | |||
| Lack of Fit | 0.038 | 3 | 0.13 | 0.33 | 0.8069 | not significant |
| Pure error | 0.15 | 4 | 0.039 | |||
| Cor Total | 4.85 | 12 |
| Parameter | Incubation Time of Cell Immobilization in the Immobilization Medium | ||
|---|---|---|---|
| 12 h | 18 h | 24 h | |
| Acetone (g/L) | 3.72 ± 0.15 a | 3.57 ± 0.09 a | 4.08 ± 0.11 b |
| Butanol (g/L) | 12.31 ± 0.20 a | 12.46 ± 0.11 a | 12.89 ± 0.19 b |
| Ethanol (g/L) | 1.02 ± 0.01 a | 0.99 ± 0.03 a | 0.99 ± 0.05 a |
| ABE (g/L) | 17.05 ± 0.35 a | 17.02 ± 0.23 a | 17.96 ± 0.29 b |
| Acetic acid (g/L) | 2.45 ± 0.10 a | 2.42 ± 0.12 a | 1.66 ± 0.07 b |
| Butyric acid (g/L) | 0.96 ± 0.06 a | 0.86 ± 0.10 a | 0.77 ± 0.14 a |
| Total acid (g/L) | 3.41 ± 0.15 a | 3.28± 0.21 a | 2.43 ± 0.18 b |
| Sugar utilized (g/L) | 34.18 ± 0.58 a | 34.67 ± 0.44 a | 35.32 ± 0.39 a |
| YB/S (g/g) | 0.36 ± 0.00 a | 0.36 ± 0.00 a | 0.36 ± 0.00 a |
| QB (g/L∙h) | 0.34 ± 0.01 a | 0.35 ± 0.00 ab | 0.36 ± 0.01 b |
| QABE (g/L∙h) | 0.47 ± 0.01 a | 0.47 ± 0.01 a | 0.50 ± 0.01 b |
| Parameter | Screw-Capped Bottles | STR | CR | CR with STR |
|---|---|---|---|---|
| Butanol (g/L) | 12.89 ± 0.19 a | 12.17 ± 0.36 a | 9.12 ± 0.37 b | 5.43 ± 0.66 c |
| ABE (g/L) | 17.96 ± 0.29 a | 17.01 ± 0.62 a | 12.99 ± 0.34 b | 12.97 ± 0.57 b |
| Total acid (g/L) | 2.43 ± 0.18 a | 3.26 ± 0.31 b | 2.07 ± 0.19 a | 2.25 ± 0.22 a |
| Sugar utilized (g/L) | 35.32 ± 0.39 a | 33.78 ± 0.41 a | 31.64 ± 0.46 b | 32.01 ± 0.53 b |
| YB/S (g/g) | 0.36 ± 0.00 a | 0.36 ± 0.01 a | 0.29 ± 0.01 b | 0.17 ± 0.02 c |
| QB (g/L∙h) | 0.36 ± 0.01 a | 0.34 ± 0.01 a | 0.25 ± 0.01 b | 0.15 ± 0.02 c |
| QABE (g/L∙h) | 0.50 ± 0.01 a | 0.47 ± 0.02 a | 0.36 ± 0.03 b | 0.36 ± 0.04 b |
| Substrate (Initial Sugar Concentration) | Strain | Immobilization Carrier | Reactor | PB (g/L) | QB (g/L∙h) | References |
|---|---|---|---|---|---|---|
| Xylose (54 g/L) | C. acetobutylicum ATCC 824 | Corn stover | 100 mL serum bottle | 8.44 | 0.12 | [42] |
| Glucose (60 g/L) | C. acetobutylicum ABE 1201 | Sweet sorghum bagasse | 1 L fermenter | 14.02 | 0.14 | [6] |
| Glucose (60 g/L) | C. beijerinckii TISTR 1461 | Bricks | 250 mL baffled flask | 5.80 | 0.12 | [10] |
| Sugarcane juice (80 g/L) | C. acetobutylicum ATCC 824 | Thin-shell silk cocoons | 1 L fermenter | 15.00 | 0.11 | [35] |
| Corn stalk juice (60 g/L) | C. acetobutylicum ABE 1201 | Corn stalk bagasse | 1 L fermenter | 14.00 | 0.19 | [43] |
| Corn stalk juice (63 g/L) | C. acetobutylicum ABE 1201 | Pretreated corn stalk bagasse | 250 mL serum bottle | 14.28 | 0.25 | [12] |
| Glucose (30 g/L) | C. acetobutylicum CICC 8012 | Bagasse | 100 mL conical flask | 5.80 | 0.18 | [33] |
| Sugarcane molasses (50 g/L) | C. beijerinckii TISTR 1461 | Lotus stalks | 1 L screw-capped bottle 2 L fermenter | 12.89 12.17 | 0.36 0.34 | Current study |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Narueworanon, P.; Laopaiboon, L.; Laopaiboon, P. Capability of Immobilized Clostridium beijerinckii TISTR 1461 on Lotus Stalk Pieces to Produce Butanol from Sugarcane Molasses. Processes 2021, 9, 573. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9040573
Narueworanon P, Laopaiboon L, Laopaiboon P. Capability of Immobilized Clostridium beijerinckii TISTR 1461 on Lotus Stalk Pieces to Produce Butanol from Sugarcane Molasses. Processes. 2021; 9(4):573. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9040573
Chicago/Turabian StyleNarueworanon, Patthranit, Lakkana Laopaiboon, and Pattana Laopaiboon. 2021. "Capability of Immobilized Clostridium beijerinckii TISTR 1461 on Lotus Stalk Pieces to Produce Butanol from Sugarcane Molasses" Processes 9, no. 4: 573. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9040573