
Multi-Level Optimization Process for Rationalizing the Distribution Logistics Process of Companies Selling Dietary Supplements


Abstract
:1. Introduction
2. Literature Research
- supply chain
- operational strategy
- food
3. Description of the Defined Distribution Models
- : k buyer (),
- : f warehouse (),
- : h distribution group warehouse (),
- EK: central distribution warehouse,
- : j commissioner ().
- D1, D2, D3, D1–D3: For this type of distribution model, a unique warehouse is assigned to each commission member and through it receives inventory replacements from the central commissioner. The advantage of the model is that commissioned workers can quickly get the necessary products from a separate warehouse reserved for them, but the disadvantage of the system is that many warehouses have to be built and/or maintained and operated. In the D1 base model, commissioners do not have material flow and commissioners have unique customers. With the addition of D2 to the basic model, it is possible to implement the material flow among the commissions. In addition to the base model D3, the customer relationships of commissioners can be combined. The D1-D3 model contains all the material flow relationships of the D1 base model and its additions.
- D4, D5, D6, D4–D6: For distribution models of this type, some commissioners are assigned to a specific warehouse based on certain criteria (location, product structure, etc.), i.e., each warehouse has a specific group of commissions. In this case, several commissions are supplied from a given warehouse. The number of warehouses was less than for the D1-D3 models, which, overall, could mean cost savings during operation. In the D4 base model, there is no material flow between commissions and commissioners have unique customers. With the addition of D5 to the basic model, it is possible to implement the material flow among the commissions. In addition to the base model D6, the customer relationship system of commissioners can be combined. Model D4–D6 contains all material flow connections of the D4 base model and its additions.
- D7, D8, D9, D7–D9: For these distribution models, the logistics and production plant which is the central commission delivers the products directly to the commissioners through a central distribution warehouse. Since warehousing takes place in a distribution central warehouse, a complex material and information flow connection between the central distribution warehouse and the commissions is necessary for the proper functioning of the warehouse. The advantage is that only one central warehouse has to be operated, but the disadvantage is that all commission and customer needs must be handled from here. In the D7 base model, commissioners do not have material flow and commissioners have unique customers. With the addition of the basic model D8, it is possible to implement the material flow among the commissions. In addition to the base model D9, the customer relationship system of commissioners can be combined. Model D7–D9 contains all material flow connections of the D7 base model and its additions.
- D10, D11, D12, D10–D12: For distribution models of this type, distribution is performed directly from the logistics and production plant that delivers it to the central commission. There is no excessive warehousing activity in the logistics and production plant that is the central commission. Therefore, supplemented by the storage activity in the commission distribution warehouses, it is necessary to store quantities that meet the continuous commission and customer needs, which are often carried out in the size of the storage space in the commission sales space. This requires a more advanced material and information flow link, both between the logistics and production plant in the central commission and between commissioners and customers. In the D10 base model, there is no material flow between commissions and commissioners have unique customers. With the addition of the basic model D11, it is possible to implement the material flow among the commissioners. In addition to the base model D12, the customer relationship system of commissioners can be combined. Model D10-D12 contains all material flow connections of the D10 base model and its additions.
- D13, D14, D15, D13–D15: Distribution models of this type are made up of mixed uses of the previous four models. There are commissions who receive the products directly from the commissioner, there are commissioners who receive the replacement products directly in individual warehouses, and there are commissions that are assigned to different groups and these groups receive the replacement products through a single warehouse. In the D13 base model, there is no material flow between commissions and commissioners have unique customers. With the addition of the basic model D14, it is possible to implement the material flow among the commissioners. In addition to the base model D15, the customer relationship system of commissioners can be combined. Model D13–D15 contain all material flow connections of the D13 base model and its additions.
4. Description of the Defined Return Models
- : f warehouse (),
- : a h return group warehouse (),
- EK: central return warehouse,
- : j commissioner ().
- V1, V2: For this type of return model, each commission is assigned to a separate individual return warehouse and through it the return material flows to the central commissioning plant. The advantages of the model are that commissioned customers can handle return quantities in a unique warehouse assigned to them, but the disadvantage of the system is that many warehouses have to be operated. In the V1 base model, there is no flow of material between commissions. With the addition of the base model V2, it is possible to implement the material flow among the commissioners, so that the centre can select a unique warehouse where it can store all the returned products.
- V3, V4: For this type of return models, commissioners are assigned to a specific return warehouse based on certain criteria (location, product structure, etc.), i.e., each return warehouse has a specific group of commissions. The capacity of a group warehouse shall be distributed among several commissions in respect of returned products. The number of warehouses is less than for V1 and V2 models. Overall, this can mean cost savings for operation. In the V3 base model, there is no material flow between commissions. With the addition of the V4 of the basic model, it is possible to implement the material flow among the commissioners, so that the centre can select a group warehouse where it can store all the returned products.
- V5, V6: For these return models, returned products from commissions are shipped to a central warehouse. The central warehouse is used jointly by the commissions. In order for the warehouse to function properly, a complex material and information flow relationship is required between the central warehouse and the commissions. The advantage is that only necessary to operate one warehouse, but the disadvantage is that necessary to be able to manage all commission return stocks. In the V5 base model, there is no flow of material between commissions. With the addition of the V6 of the basic model, it is possible to carry out the flow of materials among the commissions, so that the products intended for return can be grouped among the commissions, even at a commission with a larger warehouse, up to a certain amount.
- V7, V8: For this type of return model, the return will be made directly to the logistics and production plant that has delivered it directly to the central commission. This requires a more advanced material and information flow link, both between the logistics and production plant that provides the central commission, and between commissioners and customers. In the V7 base model, there is no material flow between commissions. With the addition of the V8 of the basic model, it is possible to carry out the flow of materials among the commissions, so that the products intended for return can be grouped among the commissions, even at a commission with a larger warehouse, these products can be stored up to a certain amount.
- V9, V10: Distribution models of this type are made up of mixed uses of the previous four models. There are commissions from whom products flow directly back, there are commissions from whom products flow directly back from their own warehouse, and there are commissions that are assigned to different groups and from each of these groups they carry out the flow of return material using a warehouse. In the V9 base model, there is no material flow between commissions. In addition to the V10 of the basic model, it is possible to implement the flow of materials among the commissions, so that the return capacities can be distributed to a unique, group, central warehouse, or, when transferred to a commission, the products designated for return can be returned directly to the centre.
5. Understanding the Delimited System Model
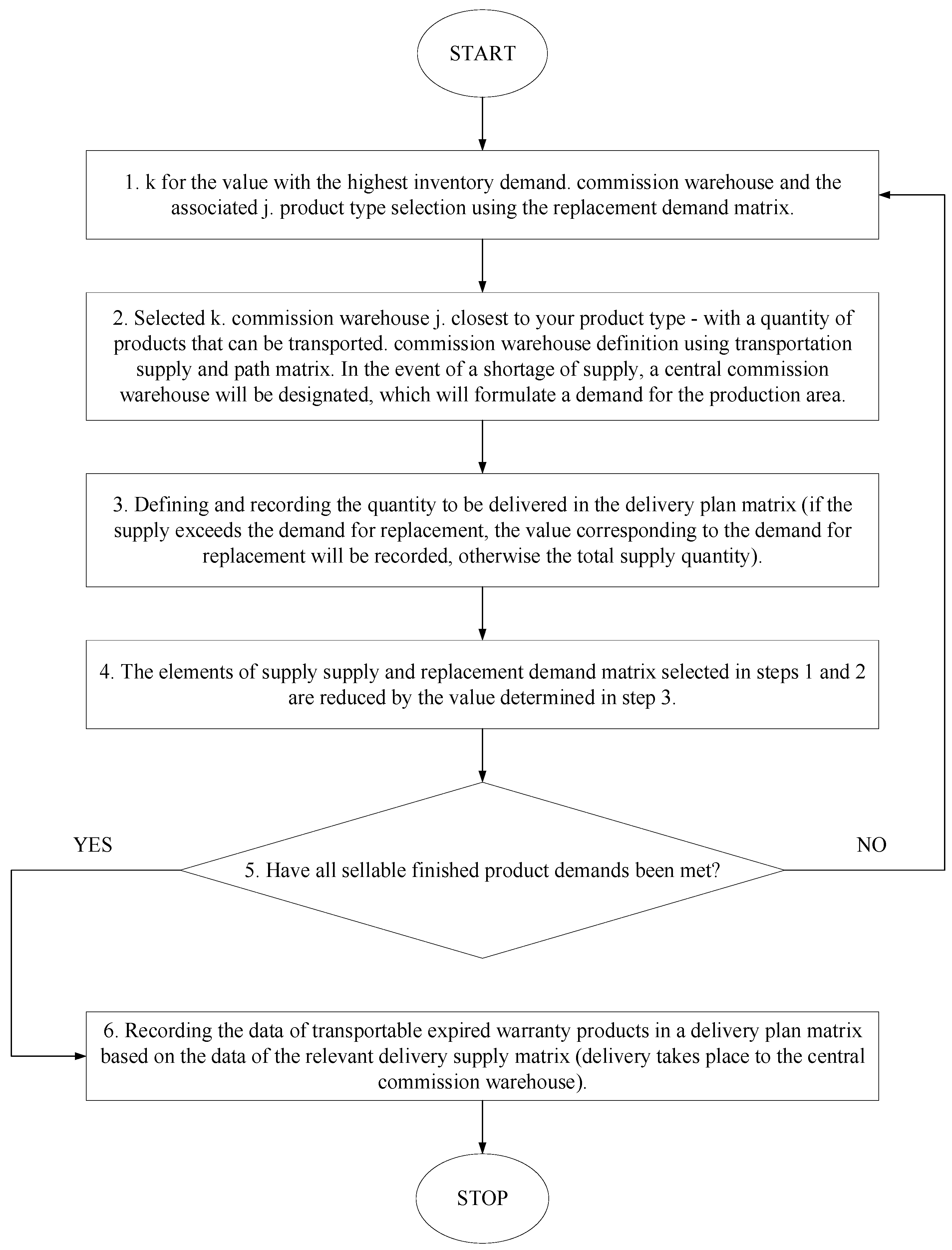
6. Presentation of the Optimization Process Developed
- : the value of the modified stocking mechanism (s) for j. product of k commission,
- : length of the examined past period,
- : the supply time between the central commission warehouse and the other warehouses,
- : the correction factor to take account of future changes for j product of k commission (e.g., pandemic periods, seasonality).
- : value of the modified stocking mechanism (S) for j. product of k commission,
- : planned replenishment interval for j product of k commission.
- Determination of the minimum and maximum values of the test range for the β transfer minimum in step 9 and the step of the sensitivity test.
- Select the first β value (minimum value) based on the test range specified in the previous step.
- Determination of the values of the delivery supply matrix for the β value as described in step 9.
- According to step 10, the optimal transport plan and the related handling work are defined.
- Recording of the β value tested and the value of the related handling work.
- Repeat steps 3–5 based on the β value increased by a specified increment until the last test of the test range is carried out.
- Determination of the ideal β value based on the pairs of values obtained because of the test.
7. Application of the Developed Procedure
Sensitivity Test
8. Summary
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gubán, Á.; Sándor, Á. A KKV-k digitálisérettség-mérésének lehetőségei (Possibilities of digital maturity measurement for SMEs), Hungarian paper. Vezetéstudomány 2021, 52, 13–28. [Google Scholar] [CrossRef]
- Bőgel, G.Y. Fehérgalléros Kiszervezés (White Collar Outsourcing). Competitio 2005, 3, 41–60. [Google Scholar] [CrossRef]
- Sász, L.; Demeter, K. Ellátási lánc Menedzsment Tankönyv (Supply Chain Management Textbook); Hungarian Book; Akadémiai Kiadó: Budapest, Hungary, 2017. [Google Scholar]
- Gunasekaran, A.; Patel, C.; McGaughey, R.E. A framework for supply chain performance measurement. Int. J. Prod. Econ. 2004, 87, 333–347. [Google Scholar] [CrossRef]
- Vlachos, I. Applying lean thinking in the food supply chains: A case study. Prod. Plan. Control 2015, 26, 1351–1367. [Google Scholar] [CrossRef] [Green Version]
- Kamble, S.S.; Gunasekaran, A.; Parekh, H.; Joshi, S. Modeling the internet of things adoption barriers in food retail supply chains. J. Retail. Consum. Serv. 2019, 48, 154–168. [Google Scholar] [CrossRef]
- Afonso, H.; Cabrita, M.D.R. Developing a lean supply chain performance framework in a SME: A perspective based on the balanced scorecard. Procedia Eng. 2015, 131, 270–279. [Google Scholar] [CrossRef] [Green Version]
- Pariazar, M.; Root, S.; Sir, M.Y. Supply chain design considering correlated failures and inspection in pharmaceutical and food supply chains. Comput. Ind. Eng. 2017, 111, 123–138. [Google Scholar] [CrossRef]
- Ortiz-Barrios, M.; Miranda-De La Hoz, C.; López-Meza, P.; Petrillo, A.; De Felice, F. A case of food supply chain management with AHP, DEMATEL, and TOPSIS. J. Multi-Criteria Decis. Anal. 2020, 27, 104–128. [Google Scholar] [CrossRef]
- Magalhaes, V.S.; Ferreira, L.M.D.; Silva, C. Using a methodological approach to model causes of food loss and waste in fruit and vegetable supply chains. J. Clean. Prod. 2021, 283. [Google Scholar] [CrossRef]
- Kumar, A.; Mangla, S.K.; Kumar, P.; Song, M. Mitigate risks in perishable food supply chains: Learning from COVID-19. Technol. Forecast. Soc. Chang. 2021, 166. [Google Scholar] [CrossRef]
- Mahapatra, M.S.; Mahanty, B. Policies for managing peak stock of food grains for effective distribution: A case of the Indian food program. Socio-Econ. Plan. Sci. 2020, 71, 100773. [Google Scholar] [CrossRef]
- Sreedevi, R.; Saranga, H. Uncertainty and supply chain risk: The moderating role of supply chain flexibility in risk mitigation. Int. J. Prod. Econ. 2017, 193, 332–342. [Google Scholar] [CrossRef]
- Dobos, I.; Gelei, A. Biztonsági Készletek Megállapítása Előrejelzés Alapján, Esettanulmány egy Gyógyszer-Kereskedelmi Vállalat Gyakorlatából (Determining Safety Stocks Based on Forecast, Case Study from the Practice of a Pharmaceutical Trading Company); Hungarian study; Budapest Management Review: Budapest, Hungary, 2015; Volume 46, pp. 14–22. [Google Scholar]
- Sabouhi, F.; Pishvaee, M.S.; Jabalameli, M.S. Resilient supply chain design under operational and disruption risks considering quantity discount: A case study of pharmaceutical supply chain. Comput. Ind. Eng. 2018, 126, 657–672. [Google Scholar] [CrossRef]
- Li, J.C.; Zhou, Y.W.; Huang, W. Production and procurement strategies for seasonal product supply chain under yield uncertainty with commitment-option contracts. Int. J. Prod. Econ. 2017, 183, 208–222. [Google Scholar] [CrossRef]
- Daniela, A.; Maria, G.S. Distribution network design: New problems and related models. Eur. J. Oper. Res. 2005, 165, 3610–3624. [Google Scholar]
- Claassen, M.J.T.; Weele, A.V.; Raaij, E.M.V. Performance outcomes and success factors of vendor managed inventory (VMI). Supply Chain Manag. Int. J. 2008, 13, 406–414. [Google Scholar] [CrossRef] [Green Version]
- Zanoni, S.; Mazzoldi, L.; Jaber, M.Y. Vendor-inventory with consignment stock agreement for single vendor-single buyer under the emission-trading scheme. Int. J. Prod. Res. 2014, 52, 20–31. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.M.; Lin, I.C.; Cheng, H.L. Channel coordination under consignment and vendor-managed inventory in a distribution system. Transp. Res. Part E Logist. Transp. Rev. 2010, 46, 831–843. [Google Scholar] [CrossRef]
- Bieniek, M. Channel performance under vendor managed consignment inventory contract with additive stochastic demand. Stat. Transit. Access 2018, 19, 551–561. [Google Scholar] [CrossRef] [Green Version]
- Hariga, M.; Gumus, M.; Daghfous, A.; Goyal, S.K. A vendor managed inventory model under contractual storage agreement. Comput. Oper. Res. 2013, 40, 2138–2144. [Google Scholar] [CrossRef]
- Zahran, S.K.; Jaber, M.Y.; Zanoni, S. Comparing different coordination scenarios in a three-level supply chain system. Int. J. Prod. Res. 2017, 55, 4068–4088. [Google Scholar] [CrossRef]
- Ivanov, D.; Das, A.; Choi, T.M. New flexibility drivers for manufacturing, supply chain and service operations. Int. J. Prod. Res. 2018, 56, 3359–3368. [Google Scholar] [CrossRef] [Green Version]
- Rojo, A.; Stevenson, M.; Lloréns Montes, F.J. Supply chain flexibility in dynamic environments: The enabling role of operational absorptive capacity and organisational learning. Int. J. Oper. Prod. Manag. 2018, 38, 636–667. [Google Scholar] [CrossRef] [Green Version]
- Obayi, R.; Koh, S.C.; Oglethorpe, D.; Ebrahimi, S.M. Improving retail supply flexibility using buyer-supplier relational capabilities. Int. J. Oper. Prod. Manag. 2017, 37, 343–362. [Google Scholar] [CrossRef]
- Fantazy, K.A.; Salem, M. The value of strategy and flexibility in new product development: The impact on performance. J. Enterp. Inf. Manag. 2016, 29, 525–548. [Google Scholar] [CrossRef]
- Gál, T.; Grasseli, G.; Nagy, L.; Nyilas, E.; Tarján, Z.S.; Terjék, L.; Vántus, A. Logisztikai Jegyzet (Logistics Note); Hungarian Note; University of Debrecen: Debrecen, Hungary, 2013; ISBN 978-615-5183-38-6. [Google Scholar]
- Chikán, A.; Nagy, M. Készletgazdálkodás (Inventory Management); Hungarian Manuscript; Tankönyvkiadó: Budapest, Hungary, 1976. [Google Scholar]
- Erdei, L. Közúti közlekedési eszközök újrahasznosításának kapacitás-igény felmérése a járműbontó tervezése/fejlesztése logisztikai eszközökkel (Assessing the capacity demand for the recycling of road transport vehicles Design/development of vehicle dismantling with logistics tools), Hungarian paper. Multidiszcip. Tudományok 2020, 10, 219–227. [Google Scholar]
- Nemes, N. Térbeli Pontalakzatok Vizsgálat (Examination of Spatial Point Shapes); Hungarian Book; JATEPress: Szeged, Hungary, 1996. [Google Scholar]
- Peres, R.; Müller, E.; Mahajan, V. Innovation diffusion and new product growth models: A critical review and research directions. Int. J. Res. Mark. 2010, 27, 91–106. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author | Published Papers | Author | Published Papers |
|---|---|---|---|
| Chen, Z. | 8 | Jajja, M.S.S. | 5 |
| Smith, A.D. | 8 | Laosirihongthong, T. | 5 |
| Gunasekaran, A. | 6 | Sarkis, J. | 5 |
| Wang, X. | 6 | Ahmed, W. | 4 |
| Cannella, S. | 5 | Brun, A. | 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szentesi, S.; Illés, B.; Cservenák, Á.; Skapinyecz, R.; Tamás, P. Multi-Level Optimization Process for Rationalizing the Distribution Logistics Process of Companies Selling Dietary Supplements. Processes 2021, 9, 1480. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9091480
Szentesi S, Illés B, Cservenák Á, Skapinyecz R, Tamás P. Multi-Level Optimization Process for Rationalizing the Distribution Logistics Process of Companies Selling Dietary Supplements. Processes. 2021; 9(9):1480. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9091480
Chicago/Turabian StyleSzentesi, Szabolcs, Béla Illés, Ákos Cservenák, Róbert Skapinyecz, and Péter Tamás. 2021. "Multi-Level Optimization Process for Rationalizing the Distribution Logistics Process of Companies Selling Dietary Supplements" Processes 9, no. 9: 1480. https://0-doi-org.brum.beds.ac.uk/10.3390/pr9091480