Thermographic Inspection of Internal Defects in Steel Structures: Analysis of Signal Processing Techniques in Pulsed Thermography




Abstract
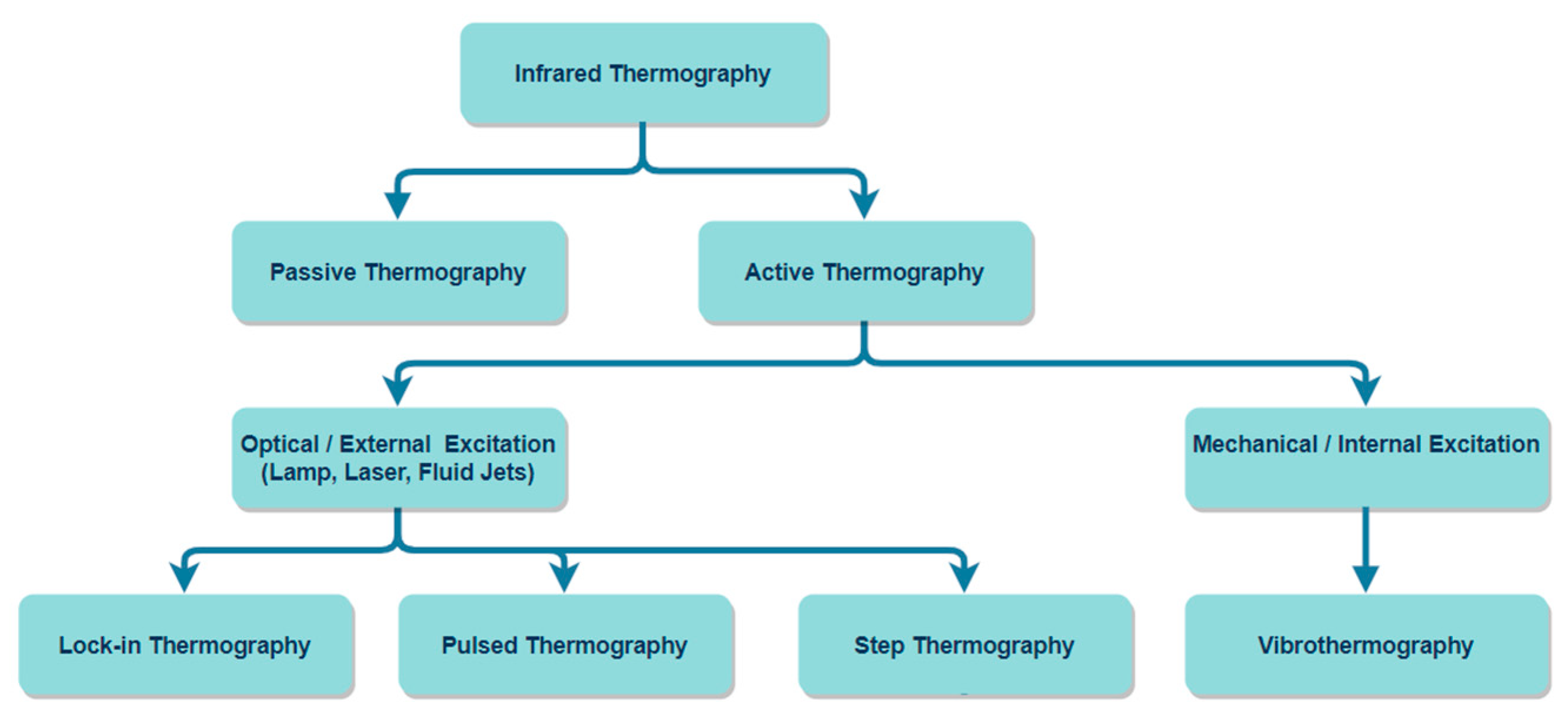
:1. Introduction
2. Pulsed Thermography
3. Signal Processing Techniques
3.1. Thermography Signal Reconstruction
3.2. Pulsed Phase Thermography
3.3. Principle Component Thermography
4. Methods and Materials
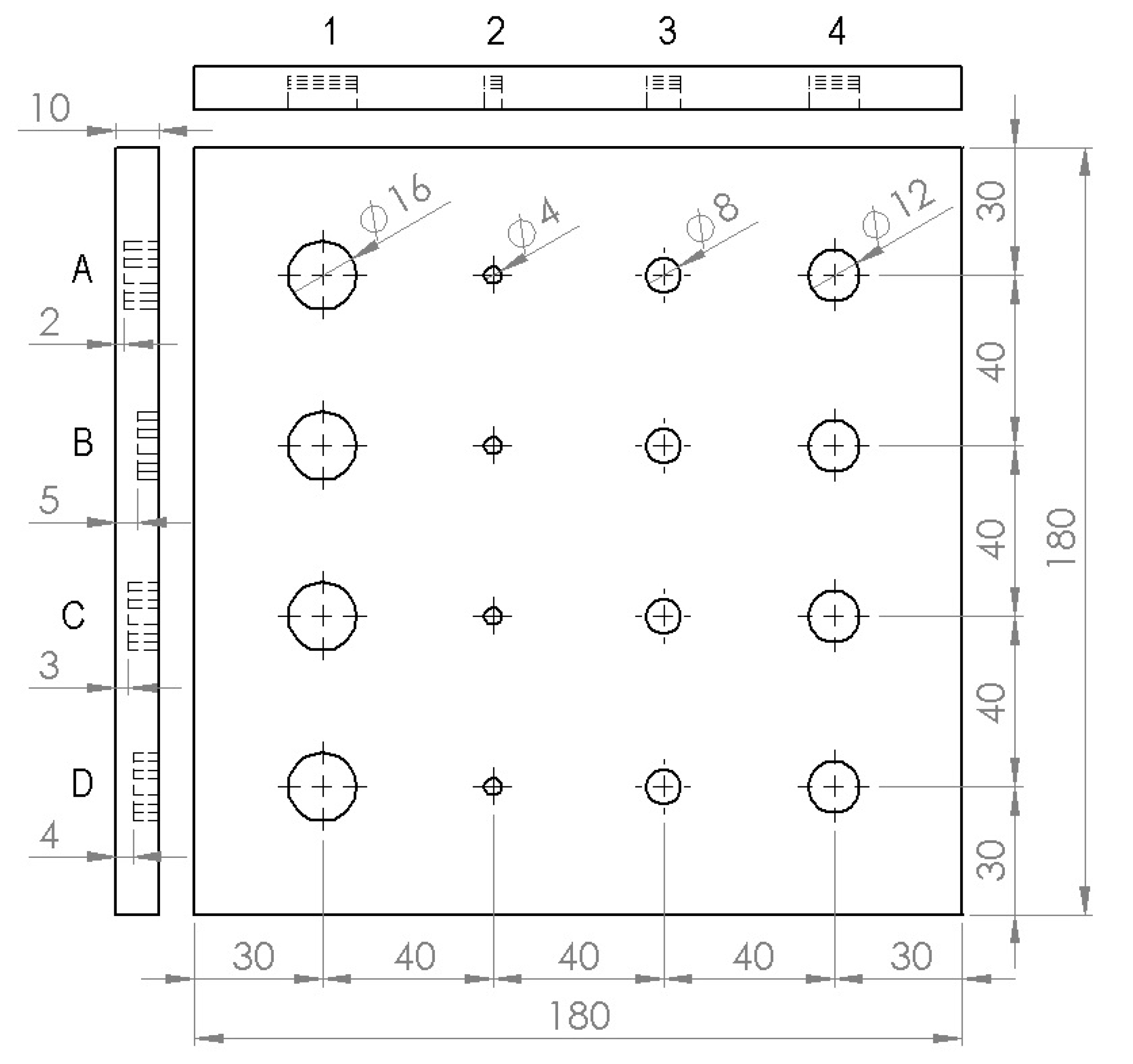
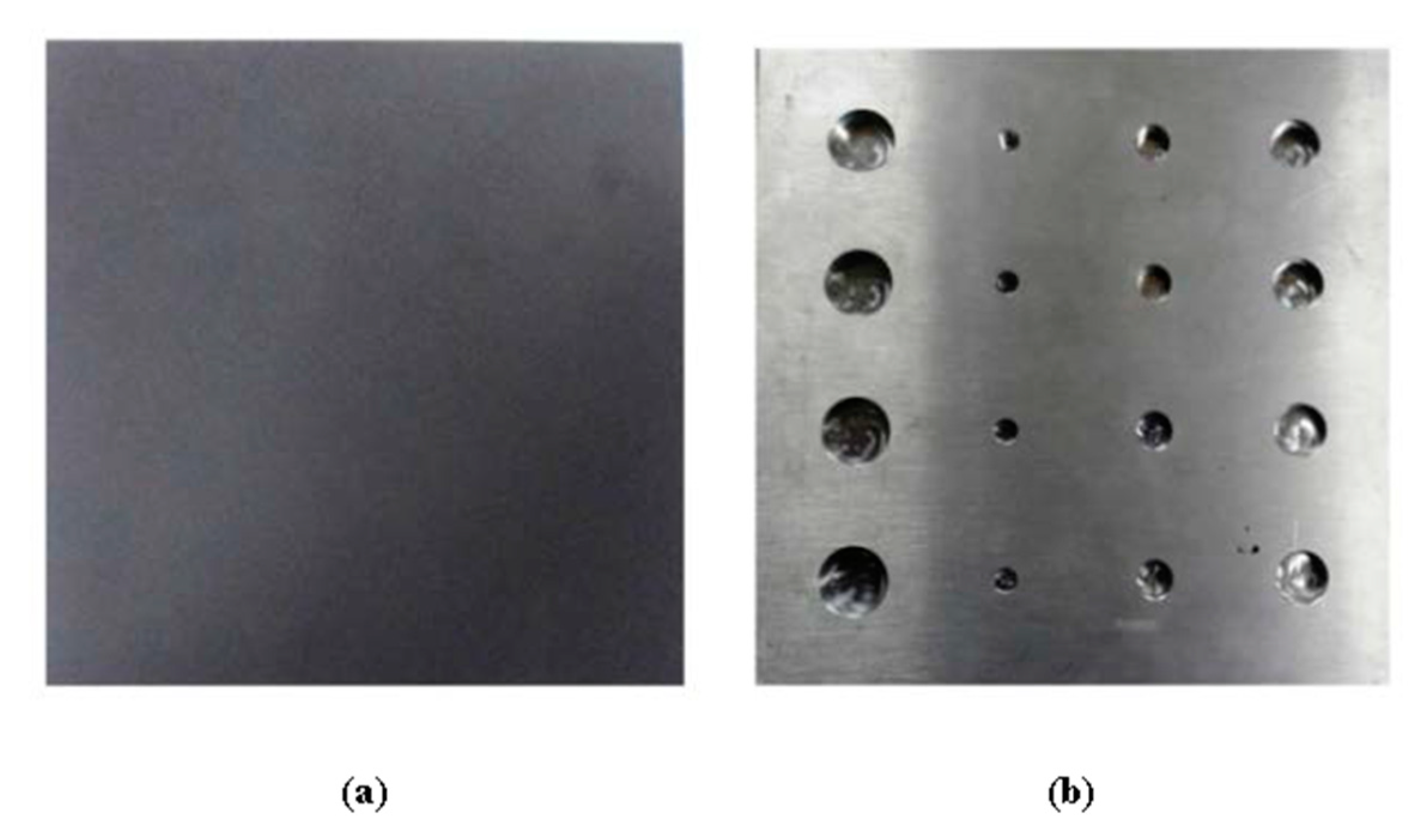
4.1. Test Sample
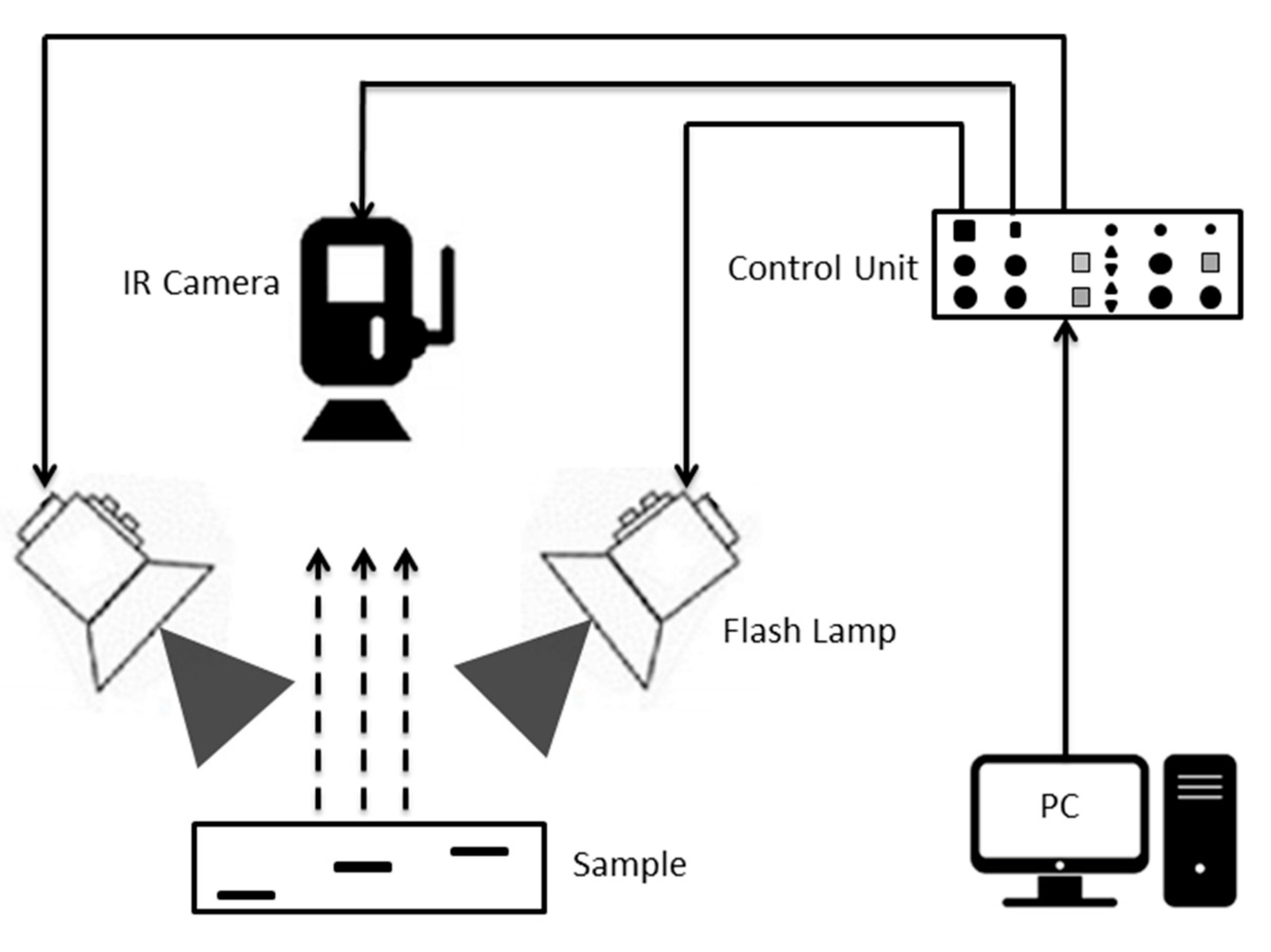
4.2. Experimentation
5. Results and Discussions
5.1. Thermal Signal Reconstruction Results
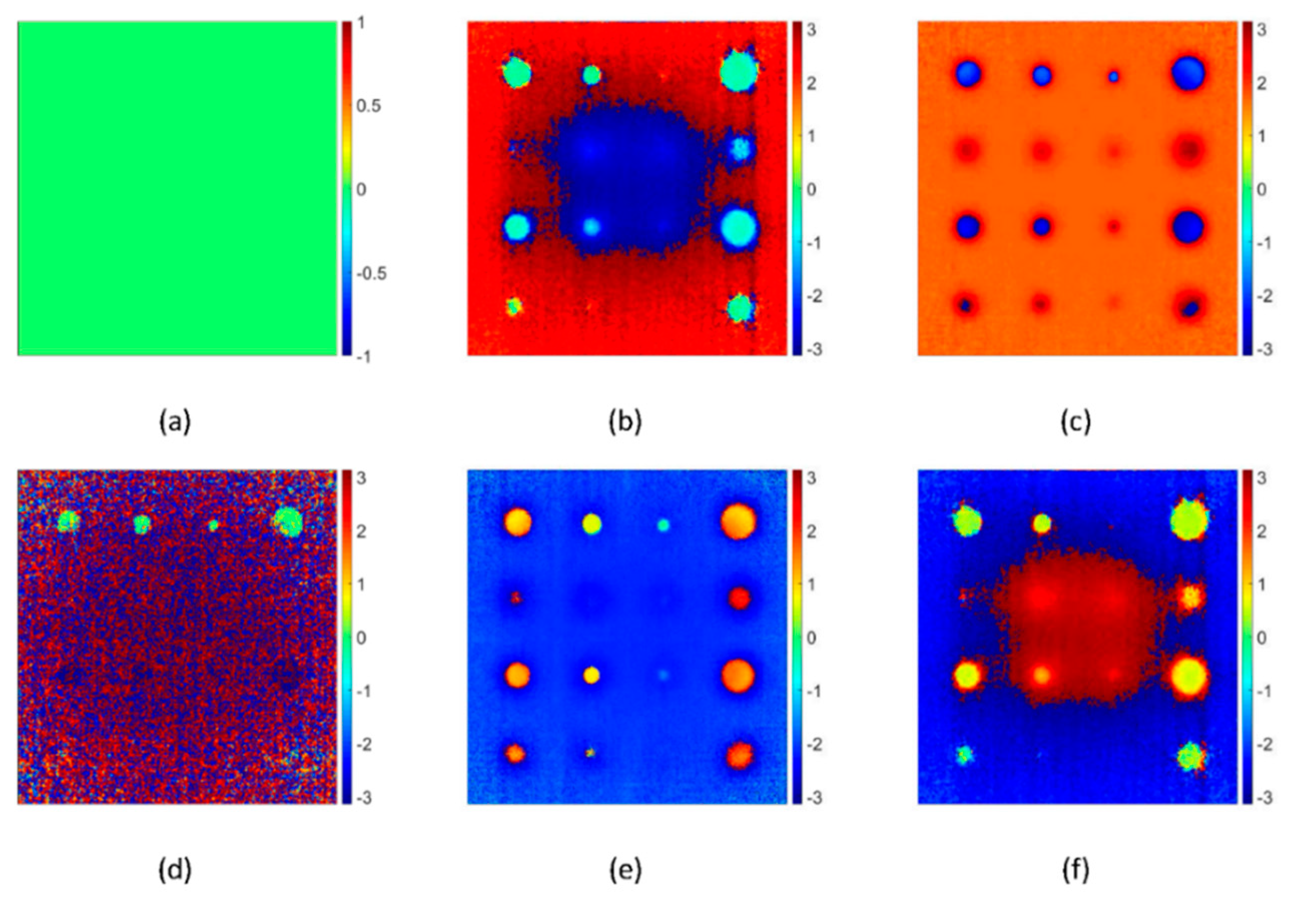
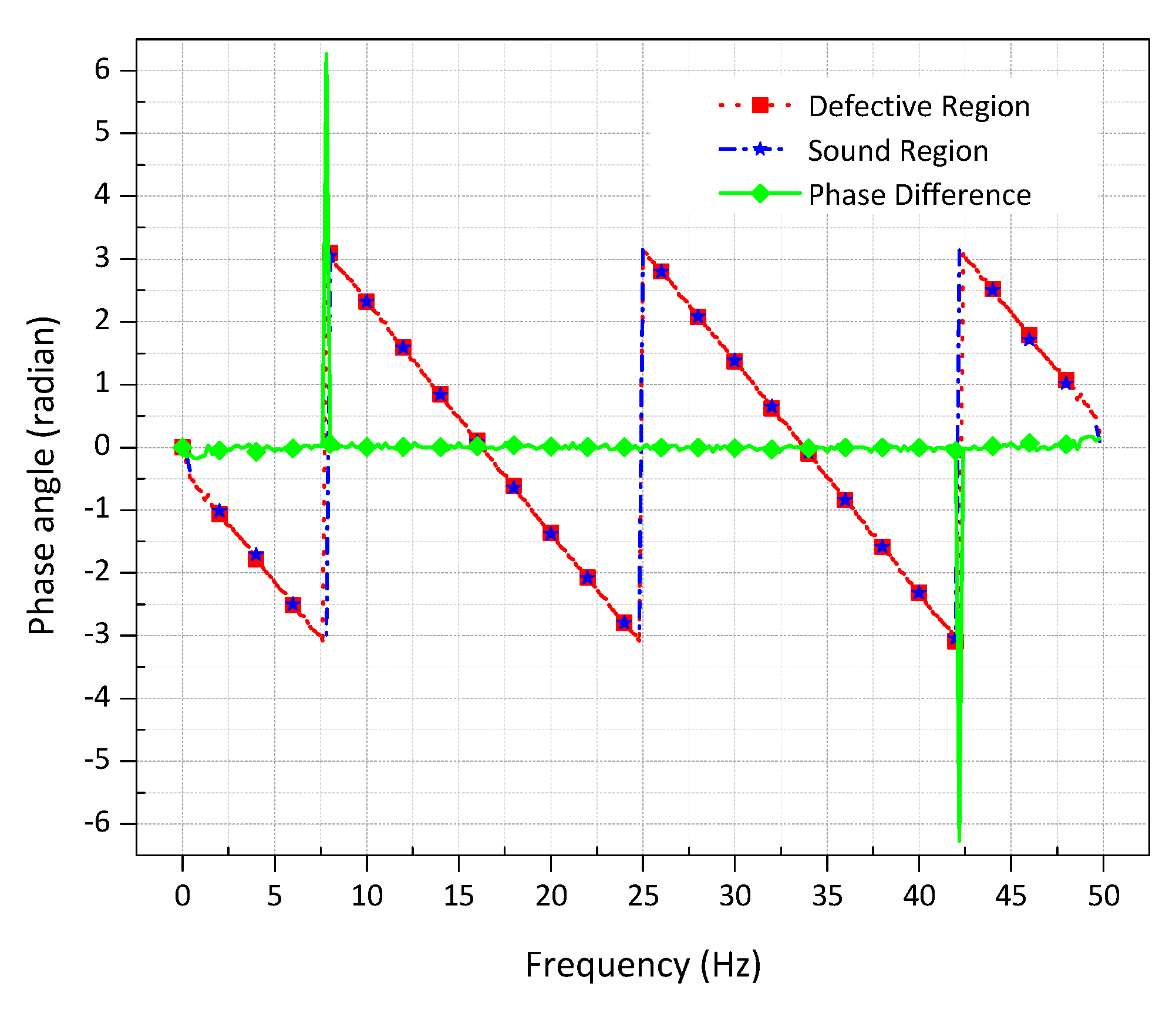
5.2. Pulsed Phase Thermography Results
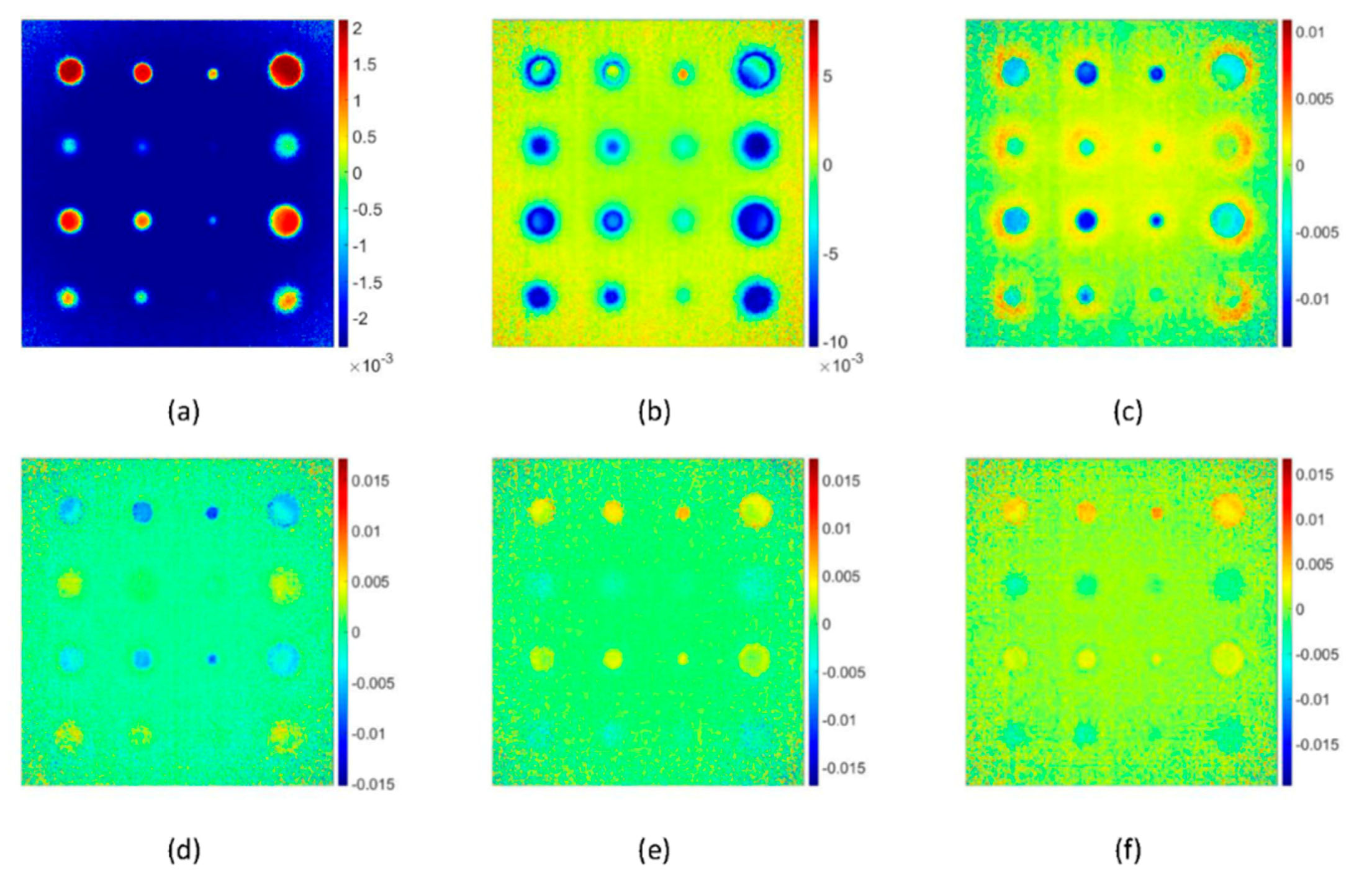
5.3. Principle Component Thermography Results
5.4. Comparison of Processing Techniques
5.4.1. Comparison Based on Defect Detectability
5.4.2. Comparison Based on Signal to Noise Ratio
6. Conclusions and Future Works
Author Contributions
Funding
Conflicts of Interest
References
- McGuire, M.F. Stainless Steels for Design Engineers; ASM International: Materials Park, OH, USA, 2008. [Google Scholar]
- Baddoo, N. Stainless Steel in Construction: A Review of Research, Applications, Challenges and Opportunities. J. Constr. Steel Res. 2008, 64, 1199–1206. [Google Scholar] [CrossRef]
- Lister, D.H.; Cook, W.G. Nuclear Plant Materials and Corrosion. Available online: https://www.unene.ca/essentialcandu/pdf/14%20-%20Nuclear%20Plant%20Materials%20and%20Corrosion.pdf (accessed on 2 June 2020).
- Okada, H.; Uchida, S.; Naitoh, M.; Xiong, J.; Koshizuka, S. Evaluation Methods for Corrosion Damage of Components in Cooling Systems of Nuclear Power Plants by Coupling Analysis of Corrosion and Flow Dynamics (V) Flow-Accelerated Corrosion Under Single-and Two-Phase Flow Conditions. J. Nucl. Sci. Technol. 2011, 48, 65–75. [Google Scholar] [CrossRef]
- Ahmed, W.H. Flow accelerated corrosion in nuclear power plants. In Nuclear Power-Practical Aspects; Anonymous, Ed.; IntechOpen: Rijeka, Croatia, 2012. [Google Scholar]
- Naitoh, M.; Okada, H.; Uchida, S.; Yugo, H.; Koshizuka, S. Evaluation Method for Pipe Wall Thinning due to Liquid Droplet Impingement. Nucl. Eng. Des. 2013, 264, 195–202. [Google Scholar] [CrossRef]
- Onel, Y.; Ewert, U.; Willems, P. Radiographic Wall Thickness Measurement of Pipes by a New Tomographic Algorithm. In Proceedings of the 15th WCNDT, Roma, Italy, 15–21 October 2000; pp. 1–6. [Google Scholar]
- Edalati, K.; Rastkhah, N.; Kermani, A.; Seiedi, M.; Movafeghi, A. The use of Radiography for Thickness Measurement and Corrosion Monitoring in Pipes. Int. J. Press. Vessel. Pip. 2006, 83, 736–741. [Google Scholar] [CrossRef]
- Rakvin, M.; Markučič, D.; Hižman, B. Evaluation of Pipe Wall Thickness Based on Contrast Measurement using Computed Radiography (CR). Procedia Eng. 2014, 69, 1216–1224. [Google Scholar] [CrossRef] [Green Version]
- Ju, Y. Remote measurement of pipe wall thinning by microwaves. In Advanced Nondestructive Evaluation II: Volume 2; Anonymous, Ed.; World Scientific: Busan, Korea, 2008; pp. 1128–1133. [Google Scholar]
- Liu, L.; Ju, Y. A High-Efficiency Nondestructive Method for Remote Detection and Quantitative Evaluation of Pipe Wall Thinning using Microwaves. NDT E Int. 2011, 44, 106–110. [Google Scholar] [CrossRef]
- Liu, L.; Ju, Y.; Chen, M. Optimizing the Frequency Range of Microwaves for High-Resolution Evaluation of Wall Thinning Locations in a Long-Distance Metal Pipe. NDT E Int. 2013, 57, 52–57. [Google Scholar] [CrossRef]
- Nishino, H.; Takemoto, M.; Chubachi, N. Estimating the Diameter Thickness of a Pipe using the Primary Wave Velocity of a Hollow Cylindrical Guided Wave. Appl. Phys. Lett. 2004, 85, 1077–1079. [Google Scholar] [CrossRef]
- Leonard, K.R.; Hinders, M.K. Lamb Wave Tomography of Pipe-Like Structures. Ultrasonics 2005, 43, 574–583. [Google Scholar] [CrossRef]
- Cheong, Y.; Kim, K.; Kim, D. High-Temperature Ultrasonic Thickness Monitoring for Pipe Thinning in a Flow-Accelerated Corrosion Proof Test Facility. Nucl. Eng. Technol. 2017, 49, 1463–1471. [Google Scholar] [CrossRef]
- Alobaidi, W.M.; Kintner, C.E.; Alkuam, E.A.; Sasaki, K.; Yusa, N.; Hashizume, H.; Sandgren, E. Experimental Evaluation of Novel Hybrid Microwave/Ultrasonic Technique to Locate and Characterize Pipe Wall Thinning. J. Press. Vessel Technol. 2018, 140, 011501. [Google Scholar] [CrossRef]
- Jinfeng, D.; Yihua, K.; Xinjun, W. Tubing Thread Inspection by Magnetic Flux Leakage. NDT E Int. 2006, 39, 53–56. [Google Scholar] [CrossRef]
- Zhang, Y.; Yan, G. Detection of Gas Pipe Wall Thickness Based on Electromagnetic Flux Leakage. Russ. J. Nondestruct. Test. 2007, 43, 123–132. [Google Scholar] [CrossRef]
- Dutta, S.M.; Ghorbel, F.H. Measurement of Pipe Wall Thickness Using Magnetic Flux Leakage Signals. U.S. Patent 8,134,360, 13 March 2012. [Google Scholar]
- Nam, K.W.; Ahn, S.H. Fracture Behaviors and Acoustic Emission Characteristics of Pipes with Local Wall Thinning. In Key Engineering Materials; Trans Tech Publications: Baech, Swizerland, 2004; pp. 461–465. [Google Scholar]
- Kosaka, D.; Kojima, F.; Yamaguchi, H. Quantitative Evaluation of Wall Thinning in Pipe Wall using Electromagnetic Acoustic Transducer. Int. J. Appl. Electromagn. Mech. 2010, 33, 1195–1200. [Google Scholar] [CrossRef]
- Kojima, F.; Nguyen, T.; Yamaguchi, H. Shape Identification of Pipe-wall Thinning Using Electromagnetic Acoustic Transducer. Available online: https://aip.scitation.org/doi/abs/10.1063/1.3591913 (accessed on 2 June 2020).
- Nestleroth, J.B.; Davis, R.J. Application of Eddy Currents Induced by Permanent Magnets for Pipeline Inspection. NDT E Int. 2007, 40, 77–84. [Google Scholar] [CrossRef]
- Cheng, W. Pulsed Eddy Current Testing of Carbon Steel Pipes’ Wall-Thinning through Insulation and Cladding. J. Nondestruct. Eval. 2012, 31, 215–224. [Google Scholar] [CrossRef]
- Xie, S.; Chen, Z.; Takagi, T.; Uchimoto, T. Quantitative Non-Destructive Evaluation of Wall Thinning Defect in Double-Layer Pipe of Nuclear Power Plants using Pulsed ECT Method. NDT E Int. 2015, 75, 87–95. [Google Scholar] [CrossRef]
- Rogalski, A. Infrared Detectors: An Overview. Infrared Phys. Technol. 2002, 43, 187–210. [Google Scholar] [CrossRef] [Green Version]
- Williams, T. Thermal Imaging Cameras: Characteristics and Performance; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Czichos, H. Handbook of Technical Diagnostics: Fundamentals and Application to Structures and Systems; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Maldague, X.P. Introduction to NDT by Active Infrared Thermography. Mater. Eval. 2002, 60, 1060–1073. [Google Scholar]
- Ranjit, S.; Choi, M.; Kim, W. Quantification of Defects Depth in Glass Fiber Reinforced Plastic Plate by Infrared Lock-in Thermography. J. Mech. Sci. Technol. 2016, 30, 1111–1118. [Google Scholar] [CrossRef]
- Ranjit, S.; Kim, W. Evaluation of Coating Thickness by Thermal Wave Imaging: A Comparative Study of Pulsed and Lock-in Infrared thermography–Part II: Experimental Investigation. Infrared Phys. Technol. 2018, 92, 24–29. [Google Scholar]
- Usamentiaga, R.; Venegas, P.; Guerediaga, J.; Vega, L.; Molleda, J.; Bulnes, F. Infrared Thermography for Temperature Measurement and Non-Destructive Testing. Sensors 2014, 14, 12305–12348. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Maldague, X.P. Nondestructive Testing Handbook. 3. Infrared and Thermal Testing; American Society for Nondestructive Testing: Arlingate Lane, OA, USA, 2001. [Google Scholar]
- Bagavathiappan, S.; Lahiri, B.; Saravanan, T.; Philip, J.; Jayakumar, T. Infrared Thermography for Condition monitoring–A Review. Infrared Phys. Technol. 2013, 60, 35–55. [Google Scholar] [CrossRef]
- Ranjit, S.; Kang, K.; Kim, W. Investigation of Lock-in Infrared Thermography for Evaluation of Subsurface Defects Size and Depth. Int. J. Precis. Eng. Manuf. 2015, 16, 2255–2264. [Google Scholar] [CrossRef]
- Maldague, X. Theory and Practice of Infrared Technology for Nondestructive Testing; John Wiley & Sons: New York, NY, USA, 2001. [Google Scholar]
- Waugh, R.; Dulieu-Barton, J.; Quinn, S. Modelling and Evaluation of Pulsed and Pulse Phase Thermography through Application of Composite and Metallic Case Studies. NDT E Int. 2014, 66, 52–66. [Google Scholar] [CrossRef] [Green Version]
- Busse, G.; Wu, D.; Karpen, W. Thermal Wave Imaging with Phase Sensitive Modulated Thermography. J. Appl. Phys. 1992, 71, 3962–3965. [Google Scholar] [CrossRef]
- Gleiter, A.; Spiessberger, C.; Busse, G. Phase Angle Thermography for Depth Resolved Defect Characterization. Available online: https://aip.scitation.org/doi/abs/10.1063/1.3114300 (accessed on 2 June 2020).
- Wu, D.; Busse, G. Lock-in Thermography for Nondestructive Evaluation of Materials. Rev. Générale Therm. 1998, 37, 693–703. [Google Scholar] [CrossRef]
- Lahiri, B.; Bagavathiappan, S.; Reshmi, P.; Philip, J.; Jayakumar, T.; Raj, B. Quantification of Defects in Composites and Rubber Materials using Active Thermography. Infrared Phys. Technol. 2012, 55, 191–199. [Google Scholar] [CrossRef]
- Vavilov, V.; Taylor, R. Theoretical and Practical Aspects of the Thermal Nondestructive Testing of Bonded Structures. Acad. Press Res. Tech. Nondestruct. Test. 1982, 5, 239–279. [Google Scholar]
- Wallbrink, C.; Wade, S.; Jones, R. The Effect of Size on the Quantitative Estimation of Defect Depth in Steel Structures using Lock-in Thermography. J. Appl. Phys. 2007, 101, 104907. [Google Scholar] [CrossRef]
- Choi, M.; Kang, K.; Park, J.; Kim, W.; Kim, K. Quantitative Determination of a Subsurface Defect of Reference Specimen by Lock-in Infrared Thermography. NDT E Int. 2008, 41, 119–124. [Google Scholar] [CrossRef]
- Junyan, L.; Qingju, T.; Xun, L.; Yang, W. Research on the Quantitative Analysis of Subsurface Defects for Non-Destructive Testing by Lock-in Thermography. NDT E Int. 2012, 45, 104–110. [Google Scholar] [CrossRef]
- Delanthabettu, S.; Menaka, M.; Venkatraman, B.; Raj, B. Defect Depth Quantification using Lock-in Thermography. Quant. InfraRed Thermogr. J. 2015, 12, 37–52. [Google Scholar] [CrossRef]
- Shrestha, R.; Park, J.; Kim, W. Application of Thermal Wave Imaging and Phase Shifting Method for Defect Detection in Stainless Steel. Infrared Phys. Technol. 2016, 76, 676–683. [Google Scholar] [CrossRef]
- Maldague, X.P.; Shiryaev, V.V.; Boisvert, E.; Vavilov, V.P. Transient Thermal Nondestructive Testing (NDT) of Defects in Aluminum Panels. In Proceedings of the Thermosense XVII: An International Conference on Thermal Sensing and Imaging Diagnostic Applications, Orlando, FL, USA, 19–21 April 1995; pp. 233–243. [Google Scholar]
- Deemer, C. Front-Flash Thermal Imaging Characterization of Continuous Fiber Ceramic Composites. Available online: https://www.osti.gov/biblio/10924 (accessed on 2 June 2020).
- Ibarra-Castanedo, C.; Genest, M.; Piau, J.; Guibert, S.; Bendada, A.; Maldague, X.P. Active infrared thermography techniques for the nondestructive testing of materials. In Ultrasonic and Advanced Methods for Nondestructive Testing and Material Characterization; Anonymous, Ed.; World Scientific: Toh Tuck Link, Singapore, 2007; pp. 325–348. [Google Scholar]
- Wysocka-Fotek, O.; Oliferuk, W.; Maj, M. Reconstruction of Size and Depth of Simulated Defects in Austenitic Steel Plate using Pulsed Infrared Thermography. Infrared Phys. Technol. 2012, 55, 363–367. [Google Scholar] [CrossRef]
- Maldague, X.; Marinetti, S. Pulse Phase Infrared Thermography. J. Appl. Phys. 1996, 79, 2694–2698. [Google Scholar] [CrossRef]
- Maldague, X.; Galmiche, F.; Ziadi, A. Advances in Pulsed Phase Thermography. Infrared Phys. Technol. 2002, 43, 175–181. [Google Scholar] [CrossRef] [Green Version]
- Shepard, S.M.; Lhota, J.R.; Rubadeux, B.A.; Wang, D.; Ahmed, T. Reconstruction and Enhancement of Active Thermographic Image Sequences. Opt. Eng. 2003, 42, 1337–1343. [Google Scholar] [CrossRef]
- Rajic, N. Principal Component Thermography for Flaw Contrast Enhancement and Flaw Depth Characterisation in Composite Structures. Compos. Struct. 2002, 58, 521–528. [Google Scholar] [CrossRef]
- Vageswar, A.; Balasubramaniam, K.; Krishnamurthy, C. Wall Thinning Defect Estimation using Pulsed IR Thermography in Transmission Mode. Nondestr. Test. Eval. 2010, 25, 333–340. [Google Scholar] [CrossRef]
- Zeng, Z.; Li, C.; Tao, N.; Feng, L.; Zhang, C. Depth Prediction of Non-Air Interface Defect using Pulsed Thermography. NDT E Int. 2012, 48, 39–45. [Google Scholar] [CrossRef]
- Pickering, S.; Almond, D. Matched Excitation Energy Comparison of the Pulse and Lock-in Thermography NDE Techniques. NDT E Int. 2008, 41, 501–509. [Google Scholar] [CrossRef]
- Duan, Y.; Huebner, S.; Hassler, U.; Osman, A.; Ibarra-Castanedo, C.; Maldague, X.P. Quantitative Evaluation of Optical Lock-in and Pulsed Thermography for Aluminum Foam Material. Infrared Phys. Technol. 2013, 60, 275–280. [Google Scholar] [CrossRef]
- Chatterjee, K.; Tuli, S.; Pickering, S.G.; Almond, D.P. A Comparison of the Pulsed, Lock-in and Frequency Modulated Thermography Nondestructive Evaluation Techniques. NDT E Int. 2011, 44, 655–667. [Google Scholar] [CrossRef] [Green Version]
- Carlomagno, G.M.; Meola, C. Comparison between Thermographic Techniques for Frescoes NDT. NDT E Int. 2002, 35, 559–565. [Google Scholar] [CrossRef]
- Shrestha, R.; Kim, W. Modelling of Pulse Thermography for Defect Detection in Aluminium Structures: Assessment on Reflection and Transmission Measurement. World J. Model. Simul. 2017, 13, 45–51. [Google Scholar]
- Shrestha, R.; Kim, W. Evaluation of Coating Thickness by Thermal Wave Imaging: A Comparative Study of Pulsed and Lock-in Infrared thermography–Part I: Simulation. Infrared Phys. Technol. 2017, 83, 124–131. [Google Scholar] [CrossRef]
- Carslaw, H.S.; Jaeger, J.C. Conduction of Heat in Solid, 2nd ed.; Clarendon Press: Oxford, UK, 1959. [Google Scholar]
- Ibarra-Castanedo, C.; González, D.A.; Galmiche, F.; Bendada, A.; Maldague, X.P. On Signal Transforms Applied to Pulsed Thermography. Recent Res. Dev. Appl. Phys. 2006, 9, 101–127. [Google Scholar]
- Balageas, D.; Chapuis, B.; Deban, G.; Passilly, F. Improvement of the Detection of Defects by Pulse Thermography Thanks to the TSR Approach in the Case of a Smart Composite Repair Patch. Quant. InfraRed Thermogr. J. 2010, 7, 167–187. [Google Scholar] [CrossRef]
- Alvarez-Restrepo, C.; Benitez-Restrepo, H.; Tobón, L. Characterization of Defects of Pulsed Thermography Inspections by Orthogonal Polynomial Decomposition. NDT E Int. 2017, 91, 9–21. [Google Scholar] [CrossRef]
- Balageas, D.L.; Roche, J.; Leroy, F.; Liu, W.; Gorbach, A.M. The Thermographic Signal Reconstruction Method: A Powerful Tool for the Enhancement of Transient Thermographic Images. Biocybern. Biomed. Eng. 2015, 35, 1–9. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, Z.; Tian, G.; Meo, M.; Ciampa, F. Image Processing Based Quantitative Damage Evaluation in Composites with Long Pulse Thermography. NDT E Int. 2018, 99, 93–104. [Google Scholar] [CrossRef]
- Ibarra-Castanedo, C.; Maldague, X. Pulsed Phase Thermography Reviewed. Quant. Infrared Thermogr. J. 2004, 1, 47–70. [Google Scholar] [CrossRef]
- Daryabor, P.; Safizadeh, M. Comparison of Three Thermographic Post Processing Methods for the Assessment of a Repaired Aluminum Plate with Composite Patch. Infrared Phys. Technol. 2016, 79, 58–67. [Google Scholar] [CrossRef]
- Shrestha, R.; Kim, W. Non-Destructive Testing and Evaluation of Materials using Active Thermography and Enhancement of Signal to Noise Ratio through Data Fusion. Infrared Phys. Technol. 2018, 94, 78–84. [Google Scholar] [CrossRef]
- Shrestha, R.; Chung, Y.; Kim, W. Wavelet Transform Applied to Lock-in Thermographic Data for Detection of Inclusions in Composite Structures: Simulation and Experimental Studies. Infrared Phys. Technol. 2019, 96, 98–112. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
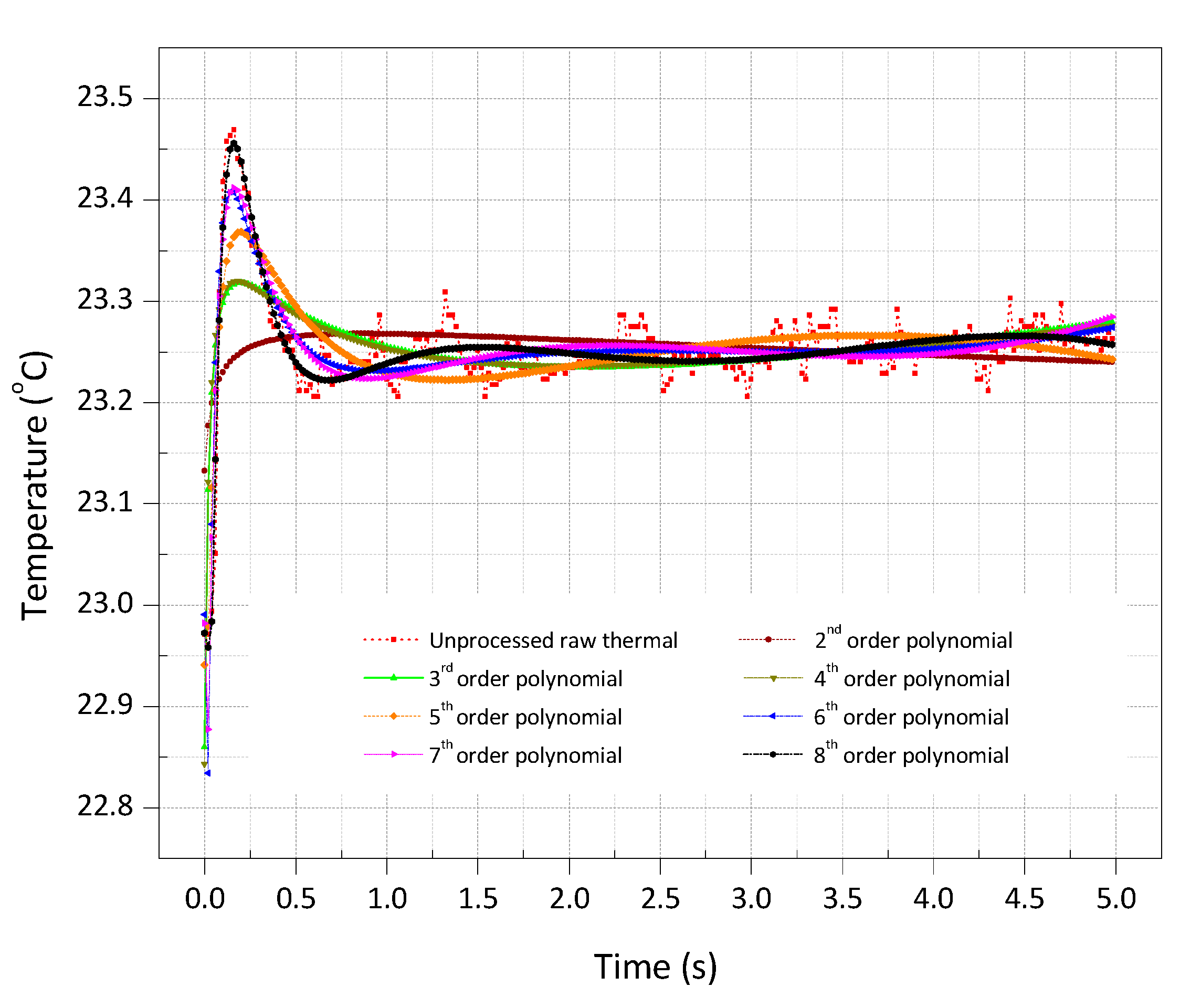
| Degree of Polynomial Coefficient | Root Mean Square Error |
|---|---|
| 2nd | 0.0503 |
| 3rd | 0.0396 |
| 4th | 0.0395 |
| 5th | 0.0326 |
| 6th | 0.0263 |
| 7th | 0.0255 |
| 8th | 0.0200 |
| Defect ID. | SNR | |||
|---|---|---|---|---|
| Raw Image | TSR | PPT | PCA | |
| A1 | 33.26 | 40.46 | 45.24 | 47.78 |
| A2 | - | 32.39 | 42.15 | 44.56 |
| A3 | - | 39.18 | 43.92 | 47.15 |
| A4 | 28.17 | 39.47 | 44.56 | 47.72 |
| B1 | 19.18 | 31.18 | 46.28 | 41.60 |
| B2 | - | 26.15 | - | - |
| B3 | - | 31.75 | 33.65 | 31.90 |
| B4 | 12.19 | 28.78 | 40.76 | 38.85 |
| C1 | 32.14 | 38.98 | 46.55 | 46.58 |
| C2 | - | 32.29 | 36.52 | 34.91 |
| C3 | - | 39.47 | 45.41 | 45.58 |
| C4 | 28.39 | 38.28 | 45.90 | 46.76 |
| D1 | 23.96 | 28.78 | 47.12 | 44.52 |
| D2 | - | 15.62 | - | - |
| D3 | - | 27.82 | 45.91 | 40.26 |
| D4 | 21.44 | 27.64 | 47.10 | 44.16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chung, Y.; Shrestha, R.; Lee, S.; Kim, W. Thermographic Inspection of Internal Defects in Steel Structures: Analysis of Signal Processing Techniques in Pulsed Thermography. Sensors 2020, 20, 6015. https://0-doi-org.brum.beds.ac.uk/10.3390/s20216015
Chung Y, Shrestha R, Lee S, Kim W. Thermographic Inspection of Internal Defects in Steel Structures: Analysis of Signal Processing Techniques in Pulsed Thermography. Sensors. 2020; 20(21):6015. https://0-doi-org.brum.beds.ac.uk/10.3390/s20216015
Chicago/Turabian StyleChung, Yoonjae, Ranjit Shrestha, Seungju Lee, and Wontae Kim. 2020. "Thermographic Inspection of Internal Defects in Steel Structures: Analysis of Signal Processing Techniques in Pulsed Thermography" Sensors 20, no. 21: 6015. https://0-doi-org.brum.beds.ac.uk/10.3390/s20216015