
Performance Measurement System and Quality Management in Data-Driven Industry 4.0: A Review
by
 ,
,
Parkash Tambare
1, 
Chandrashekhar Meshram
2,*,
Cheng-Chi Lee
3,4,*,
Rakesh Jagdish Ramteke
5 and
Agbotiname Lucky Imoize
6,7
1
Water Resources & Applied Mathematics Research Lab, Nagpur 440027, Maharashtra, India
2
Department of Post Graduate Studies and Research in Mathematics, Jaywanti Haksar Govt. Post-Graduation College, College of Chhindwara University, Betul 460001, Madhya Pradesh, India
3
Department of Library and Information Science, Research and Development Center for Physical Education, Health, and Information Technology, Fu Jen Catholic University, New Taipei 24205, Taiwan
4
Department of Computer Science and Information Engineering, Asia University, Wufeng Shiang, Taichung 41354, Taiwan
5
School of Computer Sciences, KBC North Maharashtra University, P.B. No.80, Umavinagar, Jalgaon 425001, Maharashtra, India
6
Department of Electrical and Electronics Engineering, Faculty of Engineering, University of Lagos, Akoka, Lagos 100213, Nigeria
7
Department of Electrical Engineering and Information Technology, Institute of Digital Communication, Ruhr University, 44801 Bochum, Germany
*
Authors to whom correspondence should be addressed.
Sensors 2022, 22(1), 224; https://0-doi-org.brum.beds.ac.uk/10.3390/s22010224
Submission received: 30 November 2021
/
Revised: 19 December 2021
/
Accepted: 21 December 2021
/
Published: 29 December 2021
(This article belongs to the Special Issue Performance, Simulation and Modelling of Sensors Networks in the Context of IoT, Edge Computing, and AI)
Abstract
:The birth of mass production started in the early 1900s. The manufacturing industries were transformed from mechanization to digitalization with the help of Information and Communication Technology (ICT). Now, the advancement of ICT and the Internet of Things has enabled smart manufacturing or Industry 4.0. Industry 4.0 refers to the various technologies that are transforming the way we work in manufacturing industries such as Internet of Things, cloud, big data, AI, robotics, blockchain, autonomous vehicles, enterprise software, etc. Additionally, the Industry 4.0 concept refers to new production patterns involving new technologies, manufacturing factors, and workforce organization. It changes the production process and creates a highly efficient production system that reduces production costs and improves product quality. The concept of Industry 4.0 is relatively new; there is high uncertainty, lack of knowledge and limited publication about the performance measurement and quality management with respect to Industry 4.0. Conversely, manufacturing companies are still struggling to understand the variety of Industry 4.0 technologies. Industrial standards are used to measure performance and manage the quality of the product and services. In order to fill this gap, our study focuses on how the manufacturing industries use different industrial standards to measure performance and manage the quality of the product and services. This paper reviews the current methods, industrial standards, key performance indicators (KPIs) used for performance measurement systems in data-driven Industry 4.0, and the case studies to understand how smart manufacturing companies are taking advantage of Industry 4.0. Furthermore, this article discusses the digitalization of quality called Quality 4.0, research challenges and opportunities in data-driven Industry 4.0 are discussed.
1. Introduction
Recent technological innovation is evolving rapidly due to emerging technologies such as artificial intelligence (AI), Internet of Things (IoT), cloud computing, machine learning (ML), big data, and the manufacturing industries [1,2,3,4]. These stage technologies permeate the production process to make the industry smart enough to address current challenges such as increased personalized requirements, increased quality, and reduced production cost. Others include offering effective solutions, serving customers with efficiency, speed, cost/benefit, higher performance, and reduced time to market [3,5,6]. Digitalization, automation and adaptation, optimization and production customization, human–machine interaction (HMI), value-added services and businesses, digital data exchange, and collaboration are the five major components of Industry 4.0 [7,8,9]. The factory operator’s functional paradigm has changed from physical exertion to cognitive workload, with successive industrial revolutions in the last few decades due to the rise in use of ICT in factory automation and the sophistication of information [6,10,11].
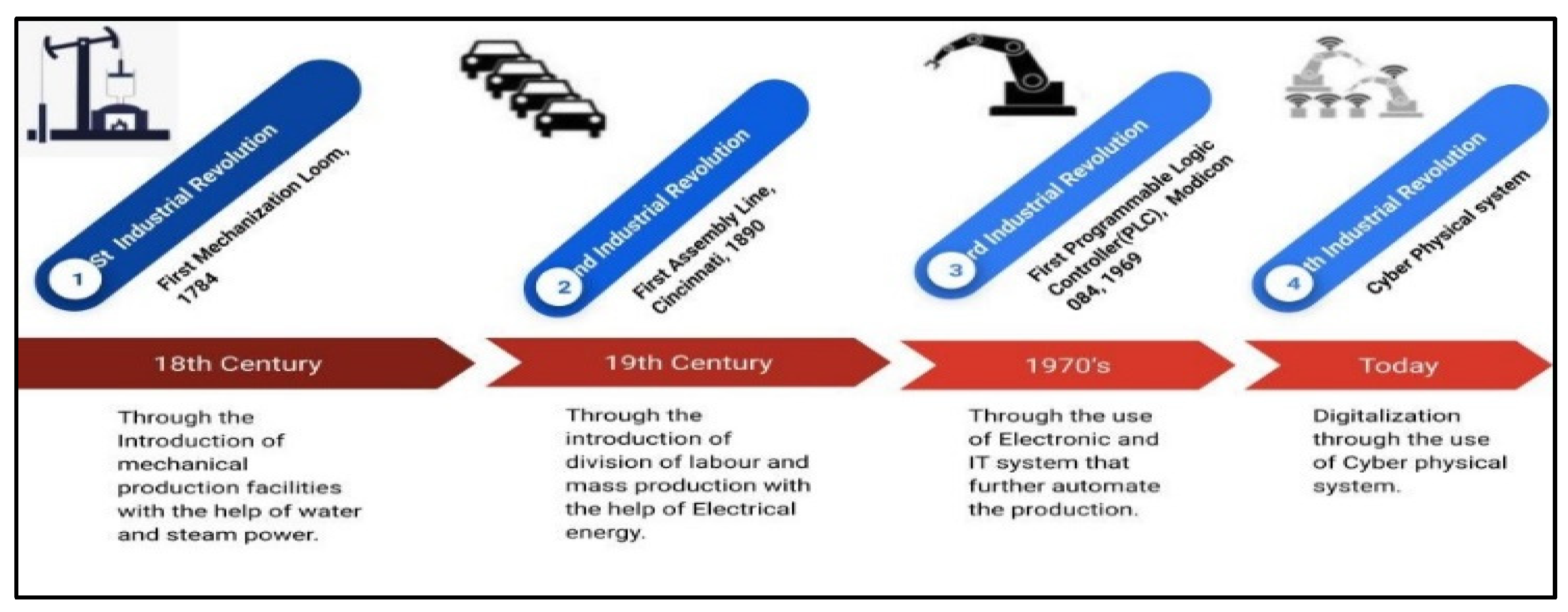
In Industry 1.0, the first revolution began in 1784 and was marked by steam power and mechanization. The single operator was deployed in Industry 1.0 to supervise and control the entire manufacturing process from the electromechanical dials connected locally to machines in the factory. The operator had to move around the factory to track the production processes and machine statuses to gather all the knowledge about the process and equipment working in the manufacturing facility. The second industrial revolution, also called Industry 2.0, occurred at the end of the 19th century with the invention of electrification factories. The electrification of factories permitted continuous round-the-clock operation, mass production, and process parameters controlled from isolated control rooms. In Industry 3.0, the computer was introduced for the manufacturing industries to automate the manufacturing processes. Computer-based production processes and systems are implemented into manufacturing activities and include several devices (i.e., programmable logic controller and supervisory and data acquisition systems). Robots are used in some operations to control the production process remotely [1,6,10].
The fourth industrial revolution is called Industry 4.0, the German government strategy group’s name. Industry 4.0 is attracting the attention of researchers and practitioners globally [12,13]. The key focus of Industry 4.0 is on emerging technology that will have a huge effect on production processes. These innovations include virtual reality, 3D printing, simulation, big data analytics, cloud computing, radio frequency identification, Internet of Things, cybersecurity, machine-to-machine communication, robots, drones, nanotechnology, and business intelligence (BI) [14,15,16]. These will radically alter manufacturing processes and can be tailored to customer requirements. Moreover, these new technologies, particularly the IoT and cyber–physical systems (CPS), will impact products and services, markets, business models, the economy, work environment, human and business capabilities, and profoundly transform production processes [1,6,12,15,17].
Industry 4.0 uses the Internet of Things (IoT) to develop a cyber–physical production system (CPPS). The CPPS is envisioned as the core technology of Industry 4.0, which will comprise technologies such as IoT, wireless embedded network systems and network cloud computing, big data, and AI in manufacturing plants [6]. The study found that Industry 4.0 enables digital factories to deliver more competitive advantages than traditional manufacturing [18]. The CPPS allows the exchanging of production data over the internet with multiple systems in the smart factory. The use of software and advanced computer technology has led to merging physical (machines, sensors, actuators, etc.) and virtual (cloud, AI, ML, big data, IoT, wireless Communication, etc.) worlds, which is called a cyber–physical System [11,19,20,21] Industry 4.0, and it will bring information technology and factory automation together to produce smart manufacturing [22,23].
Smart manufacturing is fully integrated, and collaborative manufacturing frameworks can respond to evolving requirements and conditions in the factory, supply networks, and consumer needs in real-time [24,25].
Industry 4.0 opportunities can be broken down into the following key fields: performance flexibility that happens during small-batch manufacturing; the speed of serial prototypes; production capacity; minimized setup cost, fewer errors and low machines downtime; increased product quality and less rejected production; and improved consumer opinion on products [2].
The importance of more detailed mechanisms for performance assessment schemes was widely discussed in the 1990s. The performance measurement concept began to be consolidated, and significant contributions were made, including performance images [17]. Managing a production facility, including product quality, machine efficiency, and overall performance, has become essential to the manufacturing industry for the effective processing of products and product quality. The production plant manager will assess the key performance indicators (KPIs) used to measure the machine’s performance, the overall production process, or the part of the production process [26]. The performance measurement matrices are critical parameters in the production plant because well-defined KPIs allow us to find the performance gaps between the current and desired operations, which can monitor the progress toward closing the gaps [27] in today’s data-driven manufacturing industries. Performance monitoring and quality control are critical for growing the efficiency and quality of their processes and products to face the competitive market. In this article, we have drawn the concepts from multiple disciplines to present the methodology for implementing the key performance indicators (KPIs) defined in ISO 22400 standard-automation systems and integration [27,28,29], ANSI/ISA-95 standards for Integrating MES and ERP Systems [27,30,31,32,33,34].
Quality is a fundamental feature of products and processes in any manufacturing industry. For businesses and organizations in the global market, this is considered a strategic advantage. In modern history, quality models and practices have undergone many evolutionary phases, from inspection to control, monitoring, quality assurance, quality management, and design quality. These quality models are a function of industry trends and developments. After a few years of stagnation in rate, few creative quality models are being proposed, and quality professionals’ leadership roles in businesses and organizations seem to have faded. Furthermore, there is no research into modern and creative quality models. The fourth industrial revolution is an opportunity for the quality movement to become a leading power [33,35].
Figure 1 illustrates the successive technological revolutions as how people and machines communicate. They have changed from the first Industrial revolution to the fourth Industrial revolution. The concepts that make up the term Quality 4.0 were predicted more than 20 years ago due to the increasing availability of telecommunications technology, the internet, personal computers, networks, and machine learning schemes that can somehow perform quality functions and analysis automatically [36,37]. Quality 4.0 refers to Industry 4.0 to enhance quality through smart solutions and smart algorithms [38,39,40]. This topic is too fresh, and therefore, discussions and knowledge sharing are primarily conducted through research papers [41]. Quality 4.0 studies are currently being undertaken by many firms such as LNS Consulting Group. According to its inquiries, most manufacturing firms will have to convert to Industry 4.0 within the next five years, including quality control transfer [39,42]. The LNS Research group-based Quality Management and Quality 4.0 defined using case studies to understand how the smart manufacturing industries adopt the standards and apply these standards in their initiatives to benefit from Industry 4.0 [19,43,44,45,46]. There is growing interest in Industry 4.0, but there is a lack of detailed reviews on performance measurement and quality management in data-driven Industry 4.0. This paper explores the tools, methods, and industry standards used in smart factories to measure performance and manage quality. Furthermore, it discusses Industry 4.0’s research challenges and opportunities.
The analysis is carried out with three research questions in mind: (1) What are the various methods, tools, and standards used to measure the performance of Industry 4.0? (2) What are the different approaches and techniques used to manage the quality of the products in Industry 4.0? (3) What are the current challenges and opportunities in Industry 4.0? [47,48,49,50].
1.1. Problem Statement
The evolution of manufacturing is already on its path to “Industry 4.0”. According to the findings, the Industry 4.0 initiative will have high demand in the future. As the concept of Industry 4.0 is relatively new, there is high uncertainty, lack of knowledge and limited publication about the performance measurement and quality management with respect to Industry 4.0.
Conversely, manufacturing companies are still struggling to understand the variety of Industry 4.0 technologies. Industrial standards are used to measure the performance and manage the quality of the product and services. In order to fill this gap, our study focuses on how the manufacturing industries are using different industrial standards to measure the performance and manage the quality of the product and services [48,51,52,53,54].
1.2. Motivation
The rapid change in ICT development impacts most of the manufacturing industries. Several CEOs of the manufacturing industries worldwide are thinking about implementing the Industry 4.0 concept and have many real-time questions that need to be addressed. How do we measure the performance? What are the KPIs that need to be set, and what standards need to be adopted to measure the performance of Data-Driven Industry 4.0? The most crucial part of the manufacturing industry is Performance and Quality measurement. The rapid advancement of ICTs has changed the paradigm of industries operation [47,48]. The two factors that motivate the research undertaken in this review paper are as follows. First, we look at the performance measurement in Data-Driven Industry 4.0 and the Quality measurement System in Industry 4.0.
1.3. Contribution
Manufacturing Sectors are in a constant transition state, with the digitalization and innovation of ICTs. It is becoming a big challenge for industries to stay on the market. Big data, automation, AI, IoT, and cloud computing in the research community are widely discussed. Although there is research on performance assessment and quality management systems, it has been developed primarily in a stable environment. This study demonstrates how the latest research focuses on implementing the performance and quality measurement criteria in Data-Driven Industry 4.0, where different industrial standards are used to assess the performance and quality of Industry 4.0.
1.4. Organization
The paper is organized as follows. The review methodology used for the SLR is illustrated in Section 2. The methods are discussed in Section 3, which includes performance measurement and quality management and the case studies. Section 4 provides the scope of research challenges, opportunities, and the scope of future work. Section 5 concludes the analysis and presents the research contributions and shortcomings of the research.
2. Literature Review
Ramamurthy and Jain [10] addressed the idea of Industry 4.0, the Internet of Things, cyber–physical Production System. Recent developments in ICT, such as artificial intelligence, machine learning, big data, the Internet of Things, and cloud computing, allow intelligent and highly reconfigurable factories to be developed, leading to unprecedented output growth. One of the cornerstones of what is considered to be the fourth Industrial Revolution is the notion of the Cyber–Physical Production System (CPPS). In this system, the mechatronic components are smart, allowing the factory units to communicate adaptively [19,47,48,55].
There were substantial productivity gains in the previous three revolutions: first, steam and water, electricity and assembly lines, and then computerization. The Internet of Things uses the network and networking infrastructure to link the fourth industrial revolution to computers, devices, machines, and people [10,56]. The Institute of Electrical and Electronics Engineers (IEEE) defines IoT as follows: “An IoT is a network that connects uniquely identifiable ‘Things’ to the internet. ‘Things’ have sensing/actuation and potential programmability capabilities. Through the exploitation of unique identification and sensing, information about the ‘Thing’ can be collected. Additionally, the ‘Thing’ state can be changed from anywhere, anytime, by anything are broached [57]”.
In this article, the authors addressed the fourth industrial revolution; performance assessment of production systems in a network whose success is based on production system robustness. Efficient and reliable performance assessment can significantly impact an industrial company’s profitability [58]. The authors explored developing a method for systemic analysis of an IoT-based production model in line with ISA-95 and ISO 22400. These two principles explain how a production process can be formalized and how the performance metrics can be formalized. The authors have built a unified method to generate a smart factory performance measurement framework by applying the IoT data anomaly response model. In the case of IoT data failure, the IoT data anomaly response model is executed. Using a K-means clustering approach and a statistical method, the solution model’s goal is to identify an IoT data anomaly and minimize the effect of the IoT data anomaly. This research examines the link between expected and real abnormal output data based on the “Overall Equipment Effectiveness” [27]. The fourth industrial revolution’s adaptation causes a significant change in manufacturing processes today [19]. To help incorporate a cyber–physical system approach, the author describes metrics and methods and explains how to build a new Key Performance Indicator (KPI) in smart manufacturing based on ISO 22400. It also discusses the Scania case study to understand smart manufacturing performance indicators. The defined KPIs are the Operational Equipment Effectiveness and Process Capability Index (Cp, Cpk).
The performance assessment of production processes is ultimately driven by performance indicators or Key Performance Indicators (KPIs). KPIs are modern instruments that make it easier to maintain high performance in manufacturing [43]. In addition, performance metrics express what has happened; they show what will happen, as they provide the decision-maker with the knowledge that will influence the company’s future competitive position [59]. The roles of production performance indicators are to represent the current state of production, track and monitor operational quality, drive a change program, and measure strategic decision-making effectiveness [60]. Quality, cost, delivery time, and flexibility are the most widely cited metrics for measuring performance in production systems [1]. Modern information technologies allow quality management to be incorporated into technical processes and quality management in real-time [61].
3. Methodologies
Different industrial standard and case study approaches are used as a research tool to achieve and represent the proposed concept of performance and quality assessment of smart production systems. A literature review of the associated context was also conducted to explain and understand the main techniques to establish a performance and quality measurement concept in data Driven Industry 4.0. There are many KPIs used to measure the industry’s performance. Here in the methodologies section, we discuss different KPIs used in manufacturing plants at the shop floor production level and a case study to understand the performance evaluation in Industry 4.0. Further, we will discuss the Quality measurement approach and a case study concerning Industry 4.0. The
Table 1 summarizes the performance measurement and quality management approaches used in the Section 3.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Performance measurement and quality management approaches.
| Ind. Std. | Performance Measurement Methodologies | Ind. Std | Quality Management Methodologies | Ref |
|---|---|---|---|---|
| LNS Framework |
| [30,62] | |
| LNS Framework |
| [19,30,62,63,64] | |
| ISA-95 |
| LNS Framework |
| [19,22,31,65] |
| ISO 22400 |
| LNS Framework |
| [19,30,62,63,64,66] |
| Scania Case study |
| Rolls-Royce Case Study |
| [19,63,64,67,68,69,70,71,72] |
|
| [19,63,64,67,68,69,70,71,72] | ||
|
| [19,67,68,69,70] | ||
|
| [63,64,71,72] |
Ind. Std.—Industrial Standards.
3.1. Performance Measurement System
The evolution of manufacturing is already on its path to “Industry 4.0.” According to the findings, the Industry 4.0 initiative will have high demand in the future [52,73,74] and it requires rethinking on how performance can be measured in Industry 4.0. Adaptation is essential because the Industry 4.0 setting differs from previous planning, operations, and management systems [67]. The performance of the production plant can be enhanced using the technologies of Industry 4.0 [11,75].
In this section, we discuss how to measure performance in Industry 4.0. We use two different standards and case studies to understand how performance measurement is implemented in Industry 4.0. The first is the ISA-95 standard, and the second is the ISO 22400 standard. The International Standardization creates and provides “requirements, specification, guidelines or characteristics that can be used consistently to ensure that materials, product, process, and services are fit for their Purpose” [65]. We address the development by the American National Standard ANSI/ISA-95 of an automated interface among control systems and enterprise systems found in factories [19,30,31,32].
The ISA-95 standard describes entities at the shop floor level, where Information technologies (ERP, CRM, Could, SQL, etc.) and Operation Technologies (Sensors, Actuates, Microcontrollers, SCADA, PLCs, etc.) interact [55,76,77,78,79] and the International Organization for Standardization ISO 22400 is a standard describing KPIs in manufacturing [19,28,29,80]. It focuses on performance measures that serve as the foundation for achieving continuous operational performance improvement in manufacturing through key performance indicators (KPIs) based on various measurements derived from the context of the operation [81,82,83]. Smart manufacturing standards are important to ISO, ANSI/ISA-95, and IEC [80].
3.1.1. ISA-95
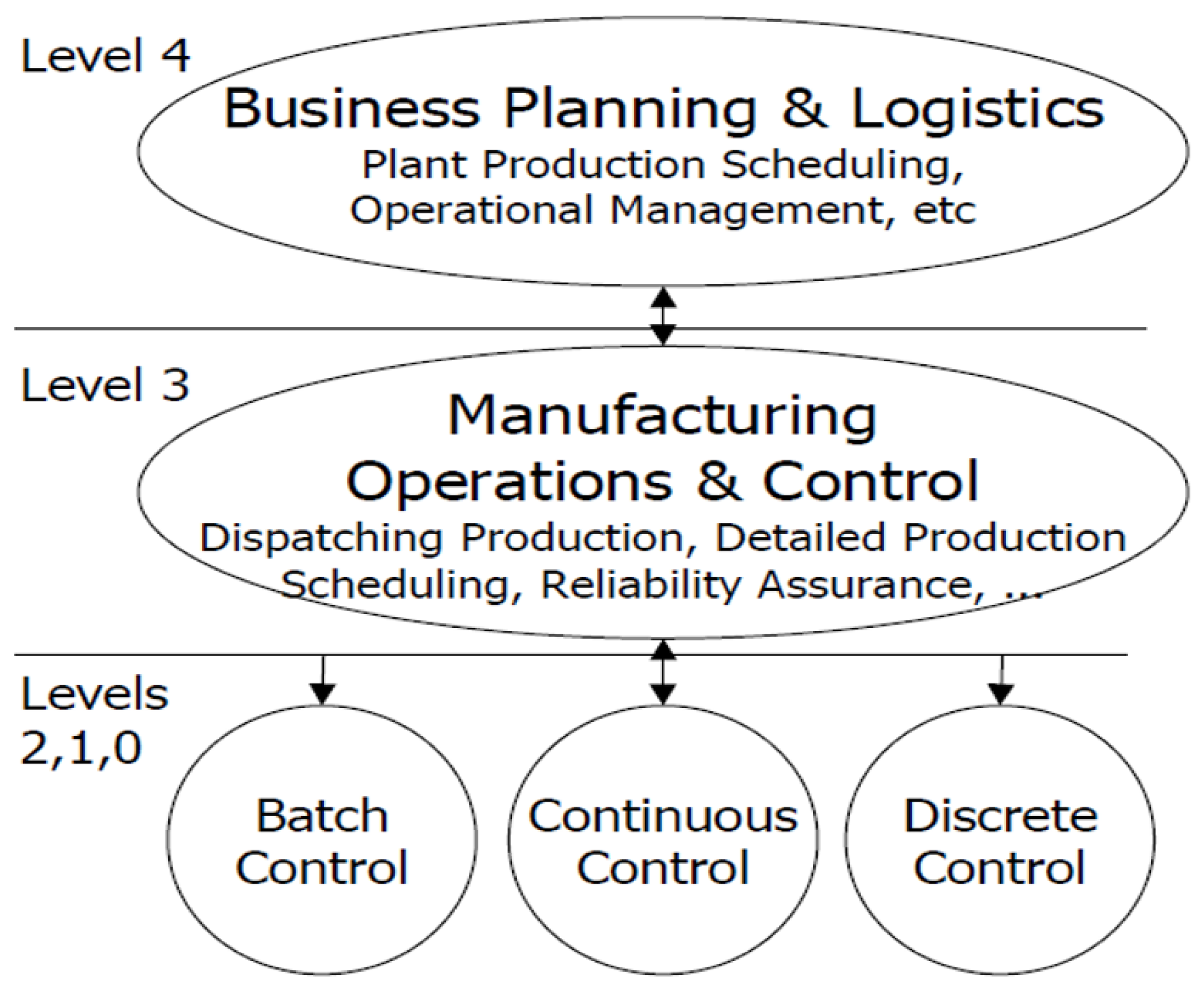
The American National Standard ANSI/ISA-95 [30,62,79] contains standards defining various production and automation components. The bar is entitled “Integration of the Enterprise-Control System” [30,62], and the title reads as how to incorporate enterprise/business systems with production and control systems [65]. Figure 2 represents the functional hierarchy of production described in ISA-95 based on the Purdue Enterprise Reference Architecture. Level 0 represents the physical and industrial processes such as sensors, level 1 represents sensors and actuators’ roles, and level 2 represents monitoring and process control. Level 3 represents the manufacturing activity and control, such as the workflow that processes the final product, maintains the records, and coordinates the processes. Business planning and logistics refer to level 4, where plant production scheduling and operations management are performed. Information from level 3 is vital for level 4 functions [19,30,62,65,84].
- Manufacturing Operation Center (MOC) Using ISA 95
This section will understand the concept and working principle of MOC, which is discussed in [43,77]. The team of Oracle Inc. developed Manufacturing Operation Center (MOC) using ISA 95 Standards. The MOC provides a solution to the manufacturing plants to monitor and enhance plant performance by evaluating plant floor data in real-time. Manufacturing Operations Center provides manufacturers with real-time visibility into shop floor performance. MOC contextualizes shop floor data obtained from a variety of sensors, Programmable Logic Controllers (PLCs), Supervisory Control and Data Acquisition (SCADA), Distributed Control System (DCS), etc. These comprise enterprise system data and provide pre-built dashboards based on the ISA-95 reference model [43,77,81].
The MOC system meets the manufacturing plant’s needs by providing exact and timely information regarding the product, production quality, manufacturing processes, and asset performance. The MOC system solves the issue of production plants from the disconnected production floor data to the connected back-office system’s enterprise situation. This integration offers real-time monitoring and analysis of production floor activities [43,81].
The MOC system uses Fusion Middleware’s integration framework to collect data sources, including an MES application or a quality application. The key partners such as Kepware, ILS Technologies and Matrikon provide gateways to capture real-time data from plant equipment and control systems [85]. The Oracle Data Warehouse 10 g is processed and contextualized to offer plant managers and production supervisors the collected data as specific KPI on role-based dashboards [43].
The MOC framework utilizes a functional contextualization engine to identify business definitions and production process guidelines for numerous tag data obtained from PLCs and different automation devices. The collected data will be processed, and the processed data will be displayed on a dashboard that interprets the data at different organization levels. The MOC has 55 predefined KPIs, [19,43] and these KPIs displayed on 14 dashboards: (a) asset performance overall equipment effectiveness (OEE), (b) asset performance (OEE) by equipment, (c) equipment downtime analysis, (d) equipment downtime reasons, (e) production slippage pattern, (f) production loss analysis, (g) production loss information, (h) equipment efficiency analysis, (i) equipment scrap analysis, (j) equipment scrap reasons, (k) batch performance, (l) batch performance detail, and () production performance.
- ii.
- Use case I: Overall Equipment Effectiveness (OEE) and production loss review
The initial use case of MOC is introduced to illustrate the Total Productive Maintenance (TPM). The initiative TPM describes a “synergistic relationship among all organizational functions, but particularly between production and maintenance, for the continuous improvement of product quality, operational efficiency, capacity assurance, and safety [86]. TPM attacks “six big losses,” draining efficiency consisting of breakdowns, loss of setup, idling/low stoppages, reduced speed, defect/rework, startup/render losses attacks [44,86].
To determine TPM initiatives, the elimination of these losses improves OEE’s most common numerical metric [31,32]
where
- Availability = Actual available time/Planned available time;
- Performance = Effective run time/Actual available time;
- Quality = Good quantity produced/Total quantity produced.
Due to breakdowns, setups, and modifications, availability captures deleterious effects. The performance captures productivity loss due to lower pace, idling, lesser stoppages, and the suitable product yield that captures loss due to defects rework, and the result is quality.
The OEE calculations for a multi-site production company are shown on the different KPI dashboards. The plant manager will drill down to the equipment level to investigate the cause of low OEEE when the overall OEE is near the red area (above 75 per cent). The most inferior five performing devices will be analyzed and investigated to discover the root cause. If availability is a factory’s lowest OEE part, they can browse the factory equipment over each downtime cycle and examine reasons for downtime.
As seen in this use case, the advantages of ERP-level data integration with shop floor level are increased access to process performance measures and quality improvement by enabling an in-depth examination of the root cause of problems.
3.1.2. ISO 22400
The International Organization for Standardization ISO 22400 [28,29,87] is a standard that specifies KPIs for manufacturing. The Table 2 shows an ISO 22400 KPI description.
The development and uniformity of a structured way of producing KPIs benefit the industry [19]. ISO 22400 and ANSI ISA-95 work together to define the KPIs in three sorts of MOM industries; batch, Continuous, and Discrete [88,89]. ISO 22400 sets the requirements for a KPI, and MESA International has produced KPI-ML, an XML version of the ISO 22400 Specification currently being used to record, interact, and exchange KPI knowledge [90]. ISO 22400 is a multinational, non-profit organization of production firms, IT manufacturers, systems integration, vendor consultancy, researchers, authors, academics, and students. To provide information that is crucial to understanding the KPI, KPI-ML extends the sharing of ISO 22400 data, including the values used for calculating the KPI [64,76,91].
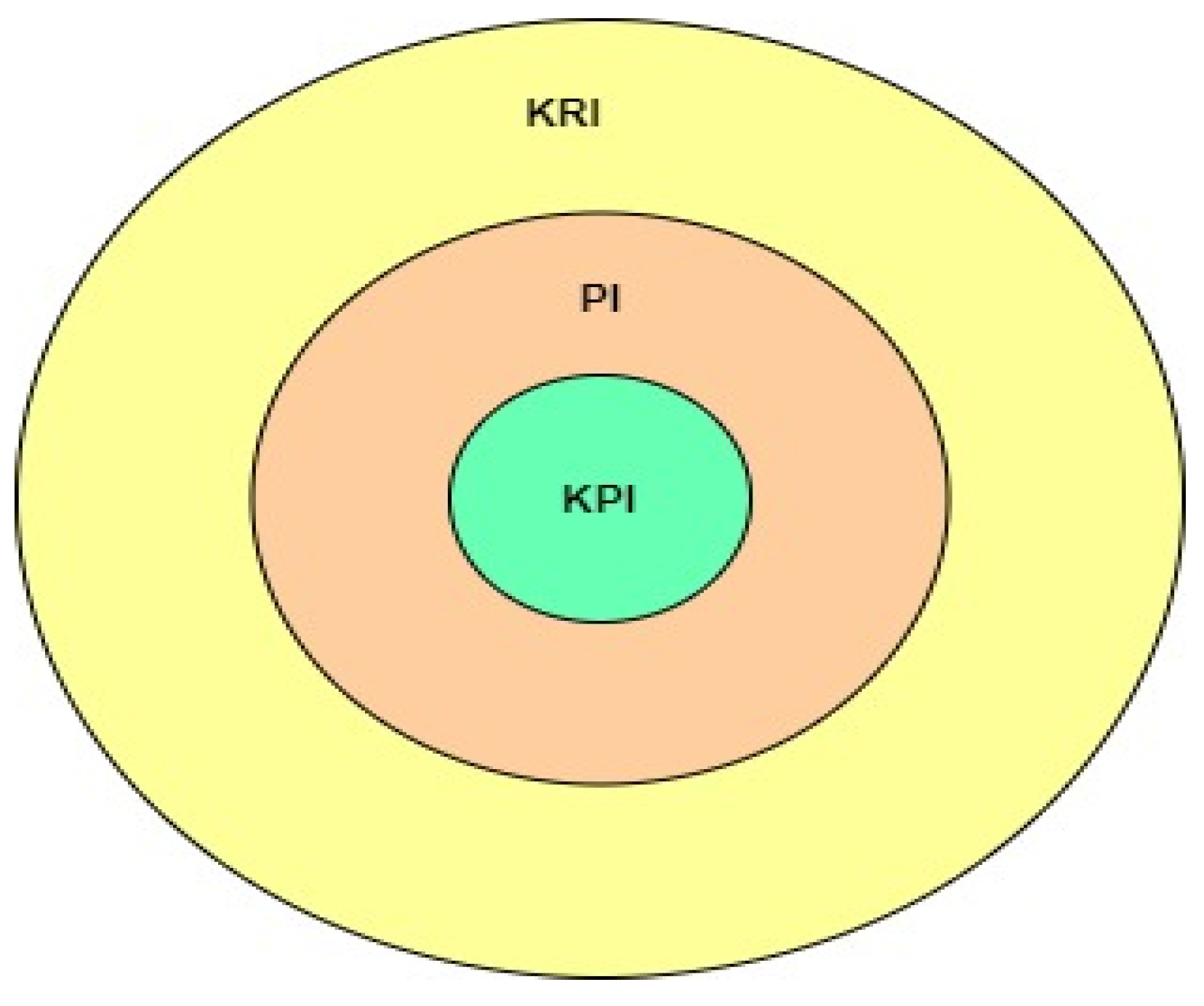
This subsection describes the ISO 22400 standards and how to apply these standards in the industry to define the different KPIs to measure the various Smart manufacturing parameters’ performance and the most common KPIs used in the industry case study. An onion metaphor, see Figure 3, will explain the definition of KPI. If the onion center is the KPIs, the outer shell is the direct measurement called key result indicators (KRI). The KRI is collected from the machines, sensors, and equipment from the production plants to provide measurable results [19,63].
The second inner layers are known as performance indicators (PIs). These involve either a single KRI or a group in an equation. Both the KRIs and the PIs operate in cooperation with the KPIs. Creating a KPI means that the result and the performance of the targets can be shown and It is built to see what can be done to increase productivity and display it quantitatively. The Manufacturing Enterprise Solutions Association (MESA) investigation was conducted to see the industry’s most used KPIs [19,63]. The most common KPIs used in the industry are shown in Table 3.
These KPIs require data from several processes and machines. Acquiring this data in a cyber–physical system is many times simpler than traditional manufacturing sites due to the interconnected nature of cyber–physical systems. Another view of the most common KPIs is the visual process, which is critical to show in different departments [29]. These are shown in Table 4.
Test Case: Scania
In [19], the author explained and carried out the research work on the ISO 22400 standards to implement KPIs to measure the performance in Scania Pedal Car Line. The pedal car line in Scania is designed to use for different purposes and reflect those criteria. The pedal car system in Scania was used to experiment with the new machine, new tools, test the new system and their control system, and use it for showcase room for new innovative technologies.
Furthermore, it explains how to create a pedal car step by step on the assembly line, which involves both new pedal car assemblies and the disassembly of those already made; all this teaching requirement is the main workflow to be used in actual production. In this section, we reflect on the showcase part of new systems, in which staff members can see how Smart Factory processes the data. This section has the most sophisticated technology and intelligent resources recently updated from advanced tools—a smart device that can connect with other systems [15]. The first implementation involves connecting power tools to the ESB to obtain data from systems. The acquired data are used to extract the KPIs to measure the performance. cyber–physical systems with sensors and actuators which are now linked and communicate have an advantage over traditional methods. There was no automation in the pedal car line before. As such, all data flows have been historically manually carried out either by workers or paper [67].
Data acquirement/Acquisition: Atlas Copco designed the Power Focus PLC System, which provides different functionalities such as each controller’s status, communication, event monitoring, tightening, communication, Synchronization, API, Cell, etc., to automate the manufacturing process [92,93]. The power focus concept is a cell in which one graph can monitor and control 20 compact controllers. Each controller is connected to a network via the ethernet port and monitors the Atlas Copco TookNet Server [68]. The system is event driven and sends the request to obtain the data and the requested information sent by the tool at the given time. In the system, the received data are a long string with all the data bundled together. You can collect the desired information by dissecting this string. The tools used are for bolt tightening and have fast connectors for different bolts [94].
Data identification: The KPI calculation, as possible or not possible, cannot be decided by comparing the data at hand with what is required for the new KPI calculation. However, this is closely related to the understanding and implementation of the standards. The standards create a common framework for the metrics, and measures can only be derived from this basis, creating uniform definitions according to the ISO 22400 template for each data point. The results are well-defined metrics available from the system.
Data planning: Many KPI values will be calculated from the extracted data and analyzed with available matrices in the data planning. First pass yield, availability, throughput rate, downtime, OEE (time-based), scrap ratio, count, goal, and takt time are the KPIs. New KPI concepts have been made for the new KPIs following the specifications given by ISA-95 and ISO 22400.
3.2. Quality Management and Quality 4.0
Currently, the quality of products, services, and processes are crucial for achieving sustained economic development and maintaining productivity [9,37,93,95]. Quality control and management have attracted many scholars’ and managers’ interest, and it is an important area of study and research [23,46]. Manufacturers must transition to the “Quality 4.0” concept to integrate new technologies to analyze the data and assess quality [96,97]. Quality 4.0 is a term that refers to the increasing digitization of industry, which employs advanced technologies to improve the quality of manufacturing and services [25,40,98,99,100].
Quality 4.0 is a reference point for Industry 4.0 [50,99]. Quality 4.0 requires the digitalization of the management of quality. This digitalization of quality technology, processes, and people [101] is more significant. It builds on traditional quality equipment and considers collaboration, intelligence, and automation in an end-to-end scenario to boost efficiency, make timely data-driven decisions, involve all stakeholders, and provide visibility and accountability [40,102,103].
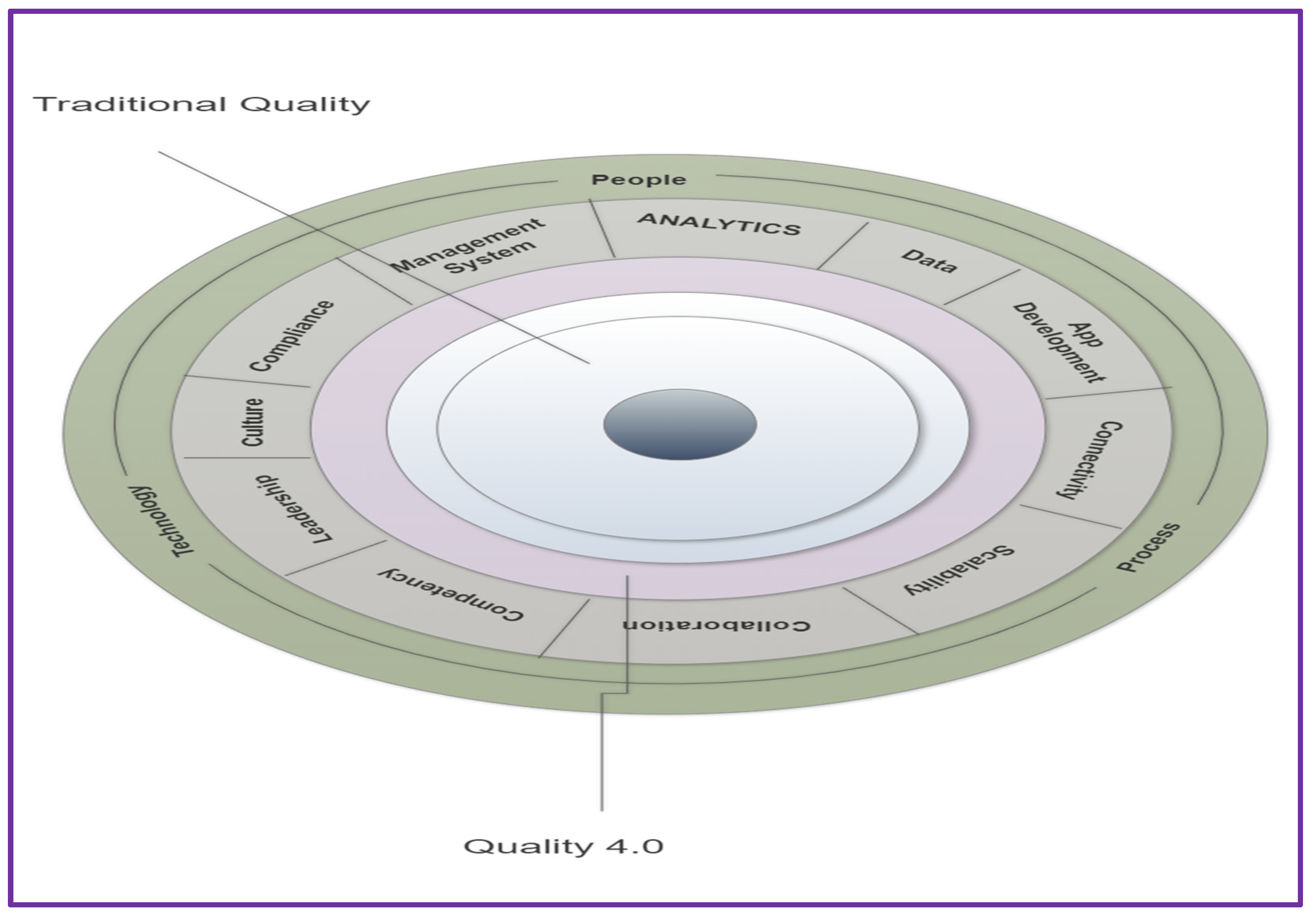
LNS defined 11 axes of quality 4.0 that organizations can use to teach, prepare, and act. Using this framework and study, leaders can define how Quality 4.0 will transform current skills and initiatives. The framework also offers a view of conventional consistency. Quality 4.0 does not replace traditional methods of quality but instead builds on and enhances them. Manufacturers should use the framework to interpret their current state and decide what improvements are required to transition to the future. Data-driven decisions have been at the center of quality management for decades. Many recently revised criteria stress the significance of evidence-based decision making [24,104].
The 11 Axes of Quality 4.0
The LNS report defined 11 Axes of the Quality 4.0 Framework, which allows the company to implement Quality 4.0 due to the 4th industrial revolution Quality Management System. Here are the 11 Quality 4.0 Axes discussed below [70,92,101,104]. The LNS report defined 11 Axes of the Quality 4.0 Framework shown in Figure 4.
Data: Data have always played a critical and essential role in the management and development of quality. Industry 4.0 allows the company to gain real-time visibility of quality indicators such as production efficiency, supplier performance, engineering manufacturing, and customer support with the aid of ICT developments in Industry 4.0–such as advanced analytics, AI, ML, and IoT [4,72]. A core element of Quality 4.0 is the rapid and efficient data collection from multiple sources to empower informed and agile decision making [70,92,99,101,105].
Analytics: Industry 4.0’s advanced technologies enable us to gather massive data from the production plant and apply the analytics tools to measure the quality matrices. ML and AI insights allow prescriptive analytics to forecast loss and clarify what steps to boost the results [70,92,99,101,105].
Connectivity: Quality 4.0 refers to the interaction among information Technology (IT) and operational technology (OT). IT refers to Enterprise Quality Management System (EQMS), Enterprise Resource Planning (ERP), and Product Life Cycle Management (PLM) in this context [72,105]. In contrast, OT refers to technology such as smart devices, sensors, edge devices used in manufacturing plants. Leveraging contact can make it possible to obtain feedback in real-time or near real-time [70,92,99,101,105].
Collaboration: Enterprise Quality Management System (EQMS) technologies can allow businesses to optimize and synthesize quality systems to improve compliance and efficiency. Quality 4.0 is designed to leverage modern technology and techniques, such as social listening and blocking, to analyze factors such as customer satisfaction and a more profound sense of component and product distribution across supply chains [105,106].
App development: Apps are valuable tools that help link users and organizations to collect essential data and feedback to enhance services’ quality. Industry 4.0 provides immense promise for designing and developing new applications using augmented reality and virtual reality.
Scalability: Quality 4.0 cannot reconcile procedures, expertise, and best practices fully and efficiently. Industry 4.0’s technologies such as cloud computing, such as software as a service (SaaS), infrastructure as a service (IaaS), or application as a service or platform-as-a-service (PaaS), enables gains in scalability [70,92,99,101,105].
Management systems: To benefit from Quality 4.0, organizations must investigate how software automates the process and how those automated processes can be connected to other systems and operations. Improving system autonomy reduces the time that high-value workers and managers spend on implementation and encourages them to focus on improved and innovative jobs [70,92,99,101,105].
Compliance: The data collection tasks related to observance can be automated by integrating business information technology and operational technology. The data collection tasks regarding submission can be automated by integrating business information technology and operational technology. Quality 4.0 helps businesses to analyze existing compliance plans and recognize improvement opportunities [70,92,99,101,105].
Culture: Quality 4.0, by connecting data, analytics, and processes and improving visibility, connectivity, teamwork, and perspective, allows a real, corporate quality culture more feasible [70,92,99,101,105].
Leadership: Quality 4.0 creates the right quality culture throughout the organization more attainable by linking process, information, analytics, and thereby enhancing visibility, communication, Collaboration, and insights [70,92,99,101,105].
Competency: Quality 4.0 encapsulates several innovations that can be used to enhance competency. Social media platforms can be leveraged to share lessons and perspectives across organizations and even among organizations. AI and ML systems can create new skills, results from while systems of artificial reality (AR) and virtual reality (VR) can enhance the staff’s expertise [70,92,99,101,105]. In employee assessment, smart devices and wearables can aid when studying management systems, VR and AR can be implemented to enhance training delivery.
Case Study:
In this case study, one of the world’s top aircraft engine manufacturing organizations, Rolls-Royce, is a producer of aircraft engines, supplying more than 150 military aircraft engines and 500 airlines [69]. The manufacturing production plant of Rolls-Royce has been connected, and IoT technology has been applied; the organization uses advanced technologies such as big data to manage aircraft engines and generate a considerable amount of data [70]. Because of the enormous volume of data collected by aircraft engines, ICT technologies for data analysis are built to look at operational strategies to reduce losses by error prevention or failure during the design process [70]. In Rolls-Royce, big data technology is primarily used in three ways: design, manufacturing, and management of sales, in an operating plan that can detect and control the product’s state before problems arise. The nanobots are used for predictive maintenance and inspections at the Rolls-Royce production plant to communicate engine systems better and improve the use of robots where they are dangerous or inaccessible to humans [69,71].
The introduction of this new technological advancement presents an opportunity to improve engine repair strategies by improving the testing process’s speed as part of the maintenance activities or eliminating the need to remove the aircraft’s engine. The Rolls-Royce Company collects data from various sources, such as design, manufacturing, and post-sales management. It analyzes the data collected to generate useful data for predictive maintenance [16] and quality operations. Hundreds of sensors are installed at the Rolls-Royce production plant to collect information and record each small part of the system for a trained staff or supervisor in real-time, which helps the staff or supervisor identify the appropriate actions taken through data analysis. Rolls-Royce presently receives 65,000 h of gas turbine-engine operating data per day with around 100 sensors for pressure, vibration, temperature, velocity, and flow sensors connected to 14,000 engines operated by 500 airlines [69,70,107]. Rolls-Royce offers a post-sale Total Care Service that provides real-time monitoring through data collection [70]. In collaboration with Tata Consultancy services company in India and Microsoft Azure, Rolls-Royce developed a digital platform to connect external information, such as air traffic control, fuel consumption, and weather. The data collected from engine sensors are for glance viewing [2,70]. Before any system failures, these platforms provide predictive maintenance information to airline maintenance teams and passengers with new value-added information, and they allow for a new quality management approach by predictive maintenance [90]. Rolls-Royce can use comprehensive data analysis, intelligent sensors, AI, and platform construction to retain quality control by predictive maintenance. Rolls-Royce shortly predicts the emergence of a business environment where computers, under some conditions, make their own decisions through ML (deep learning).
4. Research Challenges, Opportunities, Scope of Future Work and Implication for Practitioners
In this section, we discuss the challenges, opportunities, and scope of the future work of Industry 4.0. With the aid of a questionnaire, we identify the current challenges faced by companies in production systems. Companies are keen to implement innovative innovations to boost resource quality, productivity, and efficiency, reduce risk, and stay competitive [16,108,109,110,111]. A business that struggles to deal with technology complexities also faces implementing new products/services, creativity, and business models, bringing the organization into a fierce competition where expenses have to be reduced each year [112,113,114,115].
It is generally agreed that innovations relevant to Industry 4.0 would significantly affect current industries and future sector development. Although several companies look forward to introducing new technologies to improve their services’ quality, productivity, and efficiency, they reduce risks and sustain market competitiveness [53,116,117,118].
Many challenges need to be addressed in Industry 4.0. In this section, we will discuss a few critical challenges that need to be addressed. In the manufacturing sector, the latest wave of internet technology such as cloud, IoT, big data, robotics, and cyber–physical systems has allowed the manufacturing industry to generate a vast array of business data that will bring new challenges, particularly cybersecurity [79,119,120,121]. These challenges are discussed in Table 5 [49,122,123].
Table 5.
Challenges and opportunities to over the challenges.
| Challenges | Description | References | Opportunities to Overcome the Challenges |
|---|---|---|---|
| Standardization Challenge |
| [14,94,112,124,125] |
|
| Collaboration Challenge |
| [9,41,112,113,126,127,128,129,130,131] |
|
| Cyber Security Challenge |
| [123,125,132,133,134,135,136,137] |
|
| System Integration Challenge |
| [23,94,95,111,112,125,128,131,138,139,140,141] |
|
| Communication Challenge |
| [112,142,143,144,145] |
|
| Environmental Challenges |
| [9,34,74,146,147,148,149] |
|
4.1. Scope of the Future Work
The definition of the KPI can be further expanded by carrying out studies. The XML implementation of the ISO 22400 Standard, Automation Systems Integration-Key Performance Indicators (KPIs) for Manufacturing Operations Management, is required to implement KPI-ML from MESA. KPI-ML consists of a collection of XML schemas written using the XML Schema Language (XSD) of the World Wide Web Consortium that implements the ISO 22400 standard data models.
4.2. Implication for Practitioner
Manufacturing is already on its way to becoming “Industry 4.0”. The findings suggest that the Industry 4.0 initiative will be in high demand in the future. Because Industry 4.0 is a new concept, there is great uncertainty, a lack of knowledge, and little information about performance measurements and quality management in Industry 4.0. Manufacturing companies; conversely, there is still a grappling with the plethora of Industry 4.0 technologies. To close this gap, our research looked at how different industrial standards are used in the manufacturing industry to measure performance and manage product and service quality.
Practitioners can use the study to learn about the various industrial revolutions and how industries are utilizing Industry 4.0 to improve product/process quality and performance.
We discussed the various industrial standards that industries are adopting to bridge the gap between disconnected shop floor production and connected real-time production in this paper. We have shown industrial standards and case studies to show how manufacturing companies are implementing the Industry 4.0 concept to improve overall production plant performance and quality.
Practitioners should use various industrial standards to integrate MES and ERP systems, which will aid in the integration of shop floor production with enterprise systems. They should also look into MESA International’s KPI-ML, an XML version of the ISO 22400 Specifications that will be used to record, interact with, and exchange KPI knowledge.
5. Conclusions
This article presents several theoretical and practical models to understand how the data-driven Industry 4.0 or smart manufacturing industries apply the different standards to measure performance and use various frameworks to manage quality. First, the paper described the multiple industrial revolutions based on a comprehensive literature review to understand the digital transformation from the 1960 to 2021. Second, the review discussed the different industrial standards applied for measuring the top-floor level performance in data-driven Industry 4.0. Various standards and case studies used to evaluate the performance of data-driven Industry 4.0 were highlighted and discussed. The ANSI ISA 95 standard focuses on the Manufacturing Operation Center (MOC). The MOC system integrates and creates common ground between the periodic and transactional ERP world suitable for manufacturing plants. Furthermore, it discusses the Overall Equipment Efficiency (OEE) and Analysis of Production loss based on MOC.
The second standard is ISO 22400, which helps to create the new KPI in manufacturing and apply the standards to define the different KPIs to measure the other parameters of performance in smart manufacturing. The review also discussed the most common KPIs used in the industry. It discussed the Scania Pedal Car Line case study to understand how the ISO 22400 standards are being implemented to measure performance. The third section of this review presented quality management and digitalization of quality called Quality 4.0. We discussed the 11 Axes of Quality 4.0, designed by LNS research to understand how Quality 4.0 contributes to better quality. Furthermore, the paper discussed the case study of Rolls-Royce, one of the world’s top three aircraft engine manufacturing companies and how the organization implemented the Industry 4.0 concept to achieve better quality in the competitive market.
Finally, the ISA 95, B2MML, ISO 22400, and KPIML designed by MES need to be examined more systematically, while more organizations implementing the Quality 4.0 framework and how the industries are improving the quality of the product by adopting the Quality 4.0 concept and statistics need to be developed.
Author Contributions
P.T., C.M. and C.-C.L. were responsible for the conceptualization of the topic; article gathering and sorting were carried out by P.T., C.-C.L., C.M., R.J.R. and A.L.I.; manuscript writing and original drafting and formal analysis were carried out by P.T., C.M., C.-C.L. and A.L.I.; writing of reviews and editing were carried out by C.-C.L., A.L.I., R.J.R. and C.M. led the overall research activity. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data sharing is not applicable to this article.
Acknowledgments
The authors would like to thank anonymous reviewers of Sensor Journal for their careful and helpful comments. The work of Agbotiname Lucky Imoize is supported by the Nigerian Petroleum Technology Development Fund (PTDF) and the German Academic Exchange Service (DAAD) through the Nigerian-German Postgraduate Program under grant 57473408. This research was partially supported by the Ministry of Science and Technology (MOST), Taiwan, R.O.C., under contract no.: MOST 110-2410-H-030-032.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Mahmood, K.; Lanz, M.; Toivonen, V.; Otto, T. A Performance Evaluation Concept for Production Systems in an SME Network. Procedia CIRP 2018, 72, 603–608. [Google Scholar] [CrossRef]
- Büchi, G.; Cugno, M.; Castagnoli, R. Smart factory performance and Industry 4.0. Technol. Forecast. Soc. Chang. 2020, 150, 119790. [Google Scholar] [CrossRef]
- Kumar, S.S.; Sudhir Bale, A.; Matapati, P.M. Vinay, Conceptual study of artificial intelligence in smart cities with industry 4.0. In Proceedings of the 2021 International Conference on Advance Computing and Innovative Technologies in Engineering (ICACITE), Greater Noida, India, 4–5 March 2021; IEEE: Piscataway, NJ, USA, 2021; Volume 15, pp. 546–559. [Google Scholar]
- Oluyisola, O.E.; Bhalla, S.; Sgarbossa, F.; Strandhagen, J.O. Designing and developing smart production planning and control systems in the industry 4.0 era: A methodology and case study. J. Intell. Manuf. 2021, 1–22. [Google Scholar] [CrossRef]
- Miragliotta, G.; Sianesi, A.; Convertini, E.; Distante, R. Data driven management in Industry 4.0: A method to measure Data Productivity. IFAC-Pap. 2018, 51, 19–24. [Google Scholar] [CrossRef]
- Kumar, N.; Kumar, J. Efficiency 4. 0 for Industry 4.0. Hum. Technol. Interdiscip. J. Hum. ICT Environ. 2019, 55–78. [Google Scholar] [CrossRef]
- Roblek, V.; Meško, M.; Krapež, A. A Complex View of Industry 4.0. SAGE Open 2016, 6, 2158244016653987. [Google Scholar] [CrossRef] [Green Version]
- Lu, Y. Industry 4. 0: A survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Khan, A.; Turowski, K. A perspective on industry 4. 0: From challenges to opportunities in production systems. In Proceedings of the International Conference on Internet of Things and Big Data, Rome Italy, 23–25 April 2016; pp. 441–448. [Google Scholar]
- Ramamurthy, A.; Asian Development Bank; Jain, P. The Internet of Things in the Power Sector: Opportunities in Asia and the Pacific. ADB Sustain. Dev. Work. Paper Ser. 2017, 48, 1–36. [Google Scholar]
- Kamble, S.S.; Gunasekaran, A.; Ghadge, A.; Raut, R. A performance measurement system for industry 4.0 enabled smart manufacturing system in SMMEs- A review and empirical investigation. Int. J. Prod. Econ. 2020, 229, 107853. [Google Scholar] [CrossRef]
- Kazi, M.-K.; Eljack, F.; Mahdi, E. Data-driven modeling to predict the load vs. displacement curves of targeted composite materials for industry 4.0 and smart manufacturing. Compos. Struct. 2020, 258, 113207. [Google Scholar] [CrossRef]
- Oztemel, E.; Gursev, S. Literature review of Industry 4. 0 and related technologies. J. Intell. Manuf. 2020, 31, 127–182. [Google Scholar] [CrossRef]
- Kosacka-Olejnik, M.; Pitakaso, R. Thailand. Industry 4.0: State of the art and research implications. Logforum 2019, 15, 478–485. [Google Scholar] [CrossRef]
- Ammar, M.; Haleem, A.; Javaid, M.; Walia, R.; Bahl, S. Improving material quality management and manufacturing organizations system through Industry 4. 0 technologies. Mater. Today 2021, 45, 5089–5096. [Google Scholar] [CrossRef]
- Sahal, R.; Alsamhi, S.; Breslin, J.; Brown, K.; Ali, M. Digital Twins Collaboration for Automatic Erratic Operational Data Detection in Industry 4.0. Appl. Sci. 2021, 11, 3186. [Google Scholar] [CrossRef]
- Braz, R.G.F.; Scavarda, L.F.; Martins, R.A. Reviewing and improving performance measurement systems: An action research. Int. J. Prod. Econ. 2011, 133, 751–760. [Google Scholar] [CrossRef]
- Atik, H.; Ünlü, F. The Measurement of Industry 4.0 Performance through Industry 4.0 Index: An Empirical Investigation for Turkey and European Countries. Procedia Comput. Sci. 2019, 158, 852–860. [Google Scholar] [CrossRef]
- Kousay, S. Key Performance Indicators in Cyber-Physical Production Systems. KTH Ind. Eng. Manag. Prod. Eng. 2017. [Google Scholar] [CrossRef]
- Nenadál, J. The New EFQM Model: What is New and Could Be Considered as a Suitable Tool concerning Quality 4.0 Concept? Qual. Innov. Prosper. 2020, 24, 17. [Google Scholar] [CrossRef] [Green Version]
- Frederico, G.F.; Garza-Reyes, J.A.; Kumar, A.; Kumar, V. Performance measurement for supply chains in the Industry 4.0 era: A balanced scorecard approach. Int. J. Product. Perform. Manag. 2020, 70, 789–807. [Google Scholar] [CrossRef]
- Lu, H.; Guo, L.; Azimi, M.; Huang, K. Oil and Gas 4.0 era: A systematic review and outlook. Comput. Ind. 2019, 111, 68–90. [Google Scholar] [CrossRef]
- Zhou, K.; Liu, T.; Zhou, L. Industry 4.0: Towards future industrial opportunities and challenges. In Proceedings of the 2015 12th International Conference on Fuzzy Systems and Knowledge Discovery (FSKD), Zhangjiajie, China, 5–17 August 2015. [Google Scholar]
- Zhang, C.; Chen, Y.; Chen, H.; Chong, D. Industry 4.0 and its implementation: A review. Inf. Syst. Front. 2021, 1–11. [Google Scholar] [CrossRef]
- Vinodh, S.; Antony, J.; Agrawal, R.; Douglas, J.A. Integration of continuous improvement strategies with Industry 4.0: A systematic review and agenda for further research. TQM J. 2020, 33, 441–472. [Google Scholar] [CrossRef]
- Zheng, P.; Wang, H.; Sang, Z. Smart manufacturing systems for Industry 4. 0: Conceptual framework, scenarios, and future perspectives. Front. Mech. Eng. 2020, 13, 751–760. [Google Scholar] [CrossRef]
- Hwang, G.; Lee, J.; Park, J.; Chang, T.-W. Developing performance measurement system for Internet of Things and smart factory environment. Int. J. Prod. Res. 2017, 55, 2590–2602. [Google Scholar] [CrossRef]
- Automation Systems and Integration—Key Performance Indicators (KPIs) for Manufacturing Operations Management—Part 1: Overview, Concepts and Terminology. In International Standard ISO 22400–2; ISO: Geneva, Switzerland, 2014.
- Automation Systems and Integration—Key Performance Indicators (KPIs) for Manufacturing Operations Management—Part 2: Definitions and Descriptions. In International Standard ISO 22400–2; ISO: Geneva, Switzerland, 2014.
- ISA. Enterprise-Control System Integration—Part 2: Object Model Attributes. In OP-ANSI/ISA-95. 00. 02-2010 (IEC 62264-2 Mod); ISA: Research Triangle, NC, USA, 2010. [Google Scholar]
- ANSI/ISA. Enterprise-Control System Integration—Part 3: Activity Models of Manufacturing Operations Management. In ANSI/ISA-95. 00. 03-2013; ISA: Research Triangle, NC, USA, 2013; ANSI/ISA-95. 00. 03. [Google Scholar]
- ANSI/ISA. Enterprise-Control System Integration—Part 4: Objects and Attributes for Manufacturing Operations Management Integration. In ANSI/ISA-95. 00. 04-2012; ISA: Research Triangle, NC, USA, 2012; ANSI/ISA-95. 00. 03. [Google Scholar]
- Zonnenshain, A.; Kenett, R.S.; Chiarini, A.; World, T.Q.M. Quality 4.0—The challenging future of quality engineering. Qual. Eng. 2020, 32, 603–616. [Google Scholar] [CrossRef]
- Margherita, E.G.; Braccini, A.M. Managing industry 4.0 automation for fair ethical business development: A single case study. Technol. Forecast. Soc. Chang. 2021, 172, 121048. [Google Scholar] [CrossRef]
- Chiarini, A. Industry 4.0, quality management and TQM world. A systematic literature review and a proposed agenda for further research. TQM J. 2020, 32, 603–616. [Google Scholar] [CrossRef]
- Pech, M.; Vrchota, J.; Bednář, J. Predictive Maintenance and Intelligent Sensors in Smart Factory: Review. Sensors 2021, 21, 1470. [Google Scholar] [CrossRef]
- Armani, C.G.; Oliveira, K.F.; Munhoz, I.P.; Akkari, A.C.S. Proposal and application of a framework to measure the degree of maturity in Quality 4.0: A multiple case study. Adv. Math. Ind. 2021, 4, 131–163. [Google Scholar]
- Ramezani, J.; Jassbi, J. Quality 4.0 in Action: Smart Hybrid Fault Diagnosis System in Plaster Production. Processes 2020, 8, 634. [Google Scholar] [CrossRef]
- Emblemsvåg, J. On Quality 4.0 in project-based industries. TQM J. 2020, 32, 725–739. [Google Scholar] [CrossRef]
- Cugno, M.; Castagnoli, R.; Büchi, G. Openness to Industry 4.0 and performance: The impact of barriers and incentives. Technol. Forecast. Soc. Chang. 2021, 168, 120756. [Google Scholar] [CrossRef]
- Lepore, D.; Dubbini, S.; Micozzi, A.; Spigarelli, F. Knowledge sharing opportunities for Industry 4.0 firms. J. Knowl. Econ. 2021, 1–20. [Google Scholar] [CrossRef]
- Sony, M.; Antony, J.; Douglas, J.A. Essential ingredients for the implementation of Quality 4.0: A narrative review of the literature and future directions for research. TQM J. 2020, 32, 779–793. [Google Scholar] [CrossRef]
- Unver, H.O. An ISA-95-based manufacturing intelligence system in support of lean initiatives. Int. J. Adv. Manuf. Technol. 2013, 65, 853–866. [Google Scholar] [CrossRef]
- Chong, M.Y.; Chin, J.F.; Hamzah, H.S. Transfer of total productive maintenance practice to supply chain. Total. Qual. Manag. Bus. Excel. 2012, 23, 467–488. [Google Scholar] [CrossRef]
- Bergman, B.; Klefsjö, B. Quality from Customer Needs to Customer Satisfaction, 3rd ed.; Studentlitteratur: Lund, Sweden, 2010. [Google Scholar]
- Foidl, H.; Felderer, M. Research challenges of Industry 4.0 for quality management. In Innovations in Enterprise Information Systems Management and Engineering; Springer International Publishing: Cham, Switzerland, 2016; pp. 121–137. [Google Scholar]
- Hizam-Hanafiah, M.; Soomro, M.; Abdullah, N. Industry 4.0 Readiness Models: A Systematic Literature Review of Model Dimensions. Information 2020, 11, 364. [Google Scholar] [CrossRef]
- Hizam-Hanafiah, M.; Soomro, M.A. The situation of technology companies in Industry 4.0 and the Open Innovation. J. Open Innov. 2021, 7, 34. [Google Scholar] [CrossRef]
- Calabrese, A.; Ghiron, N.L.; Tiburzi, L. ‘Evolutions’ and ‘revolutions’ in manufacturers’ implementation of industry 4.0: A literature review, a multiple case study, and a conceptual framework. Prod. Plan. Control 2021, 32, 213–227. [Google Scholar] [CrossRef]
- Kovrigin, E.A.; Vasiliev, V.A. Barriers in the integration of modern digital technologies in the system of quality management of enterprises of the aerospace industry. In Proceedings of the 2020 International Conference Quality Management, Transport and Information Security, Information Technologies (IT&QM&IS), Yaroslavl, Russia, 7–11 September 2020. [Google Scholar]
- Tonelli, F.; Demartini, M.; Loleo, A.; Testa, C. A Novel Methodology for Manufacturing Firms Value Modeling and Mapping to Improve Operational Performance in the Industry 4.0 Era. Procedia CIRP 2016, 57, 122–127. [Google Scholar] [CrossRef]
- Leitao, P.; Pires, F.; Karnouskos, S.; Colombo, A.W. Quo Vadis Industry 4. 0? Position, Trends, and Challenges. IEEE Open J. Ind. Electron. Soc. 2020, 1, 298–310. [Google Scholar] [CrossRef]
- Jamwal, A.; Agrawal, R.; Sharma, M.; Giallanza, A. Industry 4. 0 technologies for manufacturing sustainability: A systematic review and future research directions. Appl. Sci. 2021, 11, 5725. [Google Scholar] [CrossRef]
- Tseng, M.L.; Tran, T.P.T.; Ha, H.M.; Bui, T.D.; Lim, M.K. Sustainable industrial and operation engineering trends and challenges Toward Industry 4.0: A data driven analysis. J. Ind. Prod. Eng. 2021, 38, 581–598. [Google Scholar] [CrossRef]
- Jayashree, S.; Reza, M.N.H.; Malarvizhi, C.A.N.; Mohiuddin, M. Industry 4.0 implementation and Triple Bottom Line sustainability: An empirical study on small and medium manufacturing firms. Heliyon 2021, 7, 07753. [Google Scholar] [CrossRef] [PubMed]
- Raut, R.D.; Gotmare, A.; Narkhede, B.E.; Govindarajan, U.H.; Bokade, S.U. Enabling Technologies for Industry 4.0 Manufacturing and Supply Chain: Concepts, Current Status, and Adoption Challenges. IEEE Eng. Manag. Rev. 2020, 48, 83–102. [Google Scholar] [CrossRef]
- Rotondi, R.M.A.B. Towards a definition of the Internet of Things (IoT). IEEE Internet Things 2015. [Google Scholar] [CrossRef]
- Immerma, G. Improving Operational Efficiency with Industrial IoT; Machine Matrics: Northampton, UK, 2019; pp. 1–23. [Google Scholar]
- Massaro, A.; Manfredonia, I.; Galiano, A.; Pellicani, L.; Birardi, V. Sensing and quality monitoring facilities designed for pasta industry including traceability, image vision and predictive maintenance. In Proceedings of the 2019 II Workshop on Metrology for Industry 4.0 and IoT (MetroInd4.0&IoT), Naples, Italy, 12 August 2019. [Google Scholar]
- Stojanovic, L.; Dinic, M.; Stojanovic, N.; Stojadinovic, A. Big-data-driven anomaly detection in industry (4.0): An approach and a case study. In Proceedings of the 2016 IEEE International Conference on Big Data (Big Data), Washington, DC, USA, 5–8 December 2016. [Google Scholar]
- Aleksandrova, S.V.; Vasiliev, V.A.; Alexandrov, M.N. Integration of quality management and digital technologies. In Proceedings of the 2019 International Conference “Quality Management, Transport and Information Security, Information Technologies” (IT&QM&IS), Sochi, Russia, 23–27 September 2019; pp. 20–22. [Google Scholar]
- ANSI/ISA. ANSI/ISA-95.00.01-2010 (IEC 62264-1 Mod) Enterprise-Control System Integration—Part 1: Models and Terminology; ISA. 2010. Available online: https://isa-95.com/isa-95-01-models-terminology/ (accessed on 20 December 2020).
- Samir, K.; Khabbazi, M.; Maffei, A.; Onori, M.A. Key Performance Indicators in Cyber-Physical Production Systems. Procedia CIRP 2018, 72, 498–502. [Google Scholar] [CrossRef]
- Bonci, A.; Longhi, S.; Pirani, M. Prospective ISO 22400 for the challenges of human-centered manufacturing. IFAC-Pap. 2019, 52, 2537–2543. [Google Scholar] [CrossRef]
- Johnsson, C. ISA 95—How and Where Can it Be Applied; ISA Expo: Houston, TX, USA, 2004. [Google Scholar]
- Margherita, E.G.; Braccini, A.M. Industry 4.0 Technologies in Flexible Manufacturing for Sustainable Organizational Value: Reflections from a Multiple Case Study of Italian Manufacturers. Inf. Syst. Front. 2020, 1–22. [Google Scholar] [CrossRef]
- Vernadat, S.L.F.A. Framework of performance measurement and management for industry 4.0 era. In Proceedings of the 13 the International Conference on Modeling, Optimization and Simulation—MOSIM’20, Agadir, Morocco, 12–14 November 2021; Volume hal-03192893, p. 7. [Google Scholar]
- Juran. Quality 4.0: ‘The Future of Quality?’ 2019. Available online: https://www.juran.com/blog/quality-4-0-the-future-of-quality/ (accessed on 4 April 2021).
- Lee, S.M.; Lee, D.; Kim, Y.S. The quality management ecosystem for predictive maintenance in the Industry 4.0 era. Int. J. Qual. Innov. 2019, 5, 4. [Google Scholar] [CrossRef]
- Marr, B. How Big Data Drives Success At Rolls-Royce. 2015. Available online: https://www.forbes.com/sites/bernardmarr/2015/06/01/how-big-data-drives-success-at-rolls-royce/?sh=47cab9a01d69 (accessed on 20 December 2020).
- Bona, G.D.; Cesarotti, V.; Arcese, G.; Gallo, T. Implementation of Industry 4. 0 technology: New opportunities and challenges for maintenance strategy. Procedia Comput. Sci. 2021, 180, 424–429. [Google Scholar] [CrossRef]
- Alcácer, V.; Machado, V. Scanning the Industry 4.0: A Literature Review on Technologies for Manufacturing Systems. Eng. Sci. Technol. Int. J. 2019, 22, 899–919. [Google Scholar] [CrossRef]
- Watson, G.H. Digital Hammers, and Electronic Nails: Tools of the Next Generation. Qual. Prog. 1998, 31, 21–26. [Google Scholar]
- Tortorella, G.; Miorando, R.; Caiado, R.; Nascimento, D.; Staudacher, A.P. The mediating effect of employees’ involvement on the relationship between Industry 4. 0 and operational performance improvement. Total Qual. Manag. Bus. Excel 2021, 32, 119–133. [Google Scholar] [CrossRef]
- Lopes, M.A.; Martins, R.A. Mapping the impacts of industry 4. 0 on performance measurement systems. IEEE Lat. Am. Trans. 2021, 19, 1912–1923. [Google Scholar] [CrossRef]
- Franck, T.; Iacob, M.E.; van Sinderen, M.; Wombacher, A. Towards an Integrated Architecture Model of Smart Manufacturing Enterprises. In International Symposium on Business Modeling and Software Design; Springer: Berlin/Heidelberg, Germany, 2018; Volume 309. [Google Scholar]
- Veries, I.A. Industry 4.0 Technology Battles in Manufacturing Operations Management. Master’s Thesis, Delft University of Technology, Delft, The Netherlands, 2021. [Google Scholar]
- Gajdzik, B.; Grabowska, S.; Saniuk, S. A Theoretical Framework for Industry 4.0 and Its Implementation with Selected Practical Schedules. Energies 2021, 14, 940. [Google Scholar] [CrossRef]
- Jepsen, S.C.; Mork, T.I.; Hviid, J.; Worm, T. A pilot study of Industry 4.0 asset interoperability challenges in an Industry 4.0 laboratory. In Proceedings of the 2020 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 14–17 December 2020. [Google Scholar]
- Lu, Y.; Morris, K.C.; Frechette, S. Current Standards Landscape for Smart Manufacturing Systems; Systems Integration Divis Fion Engineering Laboratory; Secretary National Institute of Standards and Technology: Gaithersburg, MD, USA, 2016.
- Oracle, Oracle Data Sheet, Oracle Manufacturing Operation Center, Oracle. 2015. Available online: https://docs.oracle.com/cd/V77972_02/current/acrobat/122mthug.pdf (accessed on 20 December 2020).
- Robert, M.; Giuliani, P.; Gurau, C. Implementing Industry 4.0 real-time performance management systems: The case of Schneider Electric. Prod. Plan. Control 2020, 1–17. [Google Scholar] [CrossRef]
- Xia, Q.; Jiang, C.; Yang, C.; Zheng, X.; Pan, X.; Shuai, Y.; Yuan, S. A Method towards Smart Manufacturing Capabilities and Performance Measurement. Procedia Manuf. 2019, 39, 851–858. [Google Scholar] [CrossRef]
- Damarapurapu, P.K.; Gargatte, S. Automation of Input Data Management for Discrete Event Simulation. Master’s Thesis, Chalmers University of Technology, Gothenburg, Sweden, 2016. [Google Scholar]
- Jacobson, S. Oracle’s MOC: Enhance value of production environment longevity of EBS. AMR Res. 2009.
- Sun, H.; Yam, R.; Wai-Keung, N. The implementation and evaluation of Total Productive Maintenance (TPM) an action case study in a Hong Kong manufacturing company. Int. J. Adv. Manuf. Technol. 2003, 22, 224–228. [Google Scholar] [CrossRef]
- Bastos, A.; De Andrade, M.L.S.C.; Yoshino, R.T.; Santos, M.M.D. Industry 4.0 Readiness Assessment Method Based on RAMI 4.0 Standards. IEEE Access 2021, 9, 119778–119799. [Google Scholar] [CrossRef]
- Davidson, M. Solution Selection Guide, Manufacturing Operations Management (MOM) Software, LNS Research Publication; Cambridge. 2013. Available online: https://www.lnsresearch.com/ (accessed on 12 February 2021).
- Kikolski, M. Determination of ISO 22400 key performance indicators using simulation models: The concept and methodology. In Proceedings of the 8th International Conference on Model-Driven Engineering and Software Development, Valletta, Malta, 25–27 February 2020. [Google Scholar]
- Muhammad, U.; Ferrer, B.R.; Mohammed, W.M.; Lastra, J.L.M. An approach for implementing key performance indicators of a discrete manufacturing simulator based on the ISO 22400 standard. In 2018 IEEE Industrial Cyber-Physical Systems (ICPS); IEEE: Piscataway, NJ, USA, 2018. [Google Scholar]
- Brandl, D.L.; Brandl, D. KPI Exchanges in Smart Manufacturing using KPI-ML. IFAC-PaperOnline 2018, 51, 31–35. [Google Scholar] [CrossRef]
- Alzahrani, B.; Bahaitham, H.; Andejany, M.; Elshennawy, A. How Ready Is Higher Education for Quality 4.0 Transformation according to the LNS Research Framewor. Sustainability 2021, 13, 29. [Google Scholar] [CrossRef]
- Inkulu, A.K.; Bahubalendruni, M.V.A.R.; Dara, A.; SankaranarayanaSamy, K. Challenges and opportunities in human robot collaboration context of Industry 4.0—A state of the art review. Ind. Rob. 2021; ahead-of-print. [Google Scholar] [CrossRef]
- Gallab, M.; Bouloiz, H.; Kebe, S.A.; Tkiouat, M. Opportunities and challenges of the Industry 4.0 in industrial companies: A survey on Moroccan firms. Econ. E Politi- Ind. 2021, 48, 413–439. [Google Scholar] [CrossRef]
- Yin, Y.; Qin, S.-F. A smart performance measurement approach for collaborative design in Industry 4.0. Adv. Mech. Eng. 2019, 11, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R. Significance of Quality 4.0 towards comprehensive enhancement in manufacturing sector. Sens. Int. 2021, 2, 100109. [Google Scholar] [CrossRef]
- Burritt, R.; Christ, K. Industry 4.0 and environmental accounting: A new revolution? Asian J. Sustain. Soc. Responsib. 2016, 1, 23–38. [Google Scholar] [CrossRef] [Green Version]
- Fonseca, L.; Amaral, A.; Oliveira, J. Quality 4.0: The EFQM 2020 Model and Industry 4.0 Relationships and Implications. Sustainability 2021, 13, 3107. [Google Scholar] [CrossRef]
- Sader, S.; Husti, I.; Daroczi, M. A review of quality 4.0: Definitions, features, technologies, applications, and challenges. Total Qual. Manag. Bus. Excel 2021, 1–19. [Google Scholar] [CrossRef]
- Escobar, C.A.; McGovern, M.E.; Morales-Menendez, R. Quality 4.0: A review of big data challenges in manufacturing. J. Intell. Manuf. 2021, 32, 2319–2334. [Google Scholar] [CrossRef]
- Jacob, D. Quality 4.0 Impact, and Strategy Handbook: Getting Digitally Connected to Transform Quality Management, Acronym Quick Reference; LNS Research: Cambridge UK, 2017. [Google Scholar]
- Sisodia, R.; Forero, D.V. Quality 4.0—How to Handle Quality in the Industry 4; Chalmers University of Technology: Gothenburg, Sweden, 2020. [Google Scholar]
- Siphoro, K.T.; Bakama, E.M.; Mukwakungu, C.M.; Sukdeo, N. Transition to Quality 4.0 and lean4.0 from traditional lean and quality systems: The case of a packaging company in South Africa. In Proceedings of the 2020 IEEE International Conference on Technology Management, Operations and Decisions (ICTMOD), Marrakech, Morocco, 24–27 November 2020. [Google Scholar]
- Raou, V.F. Quality 4.0—How to Handle Quality in the Industry 4.0 Revolution. 2020. Available online: https://sfk.se/wp-content/uploads/R-18.a-Summary-Sisodia-Villegas.pdf (accessed on 18 October 2020).
- Isaacs, G.B. Quality 4.0: Reducing Customer Complaints. Ph.D. Dissertation, Cape Peninsula University of Technology, Cape, South Africa, 2020. [Google Scholar]
- Ali, I.; Arslan, A.; Khan, Z.; Tarba, S.Y. The Role of Industry 4.0 Technologies in Mitigating Supply Chain Disruption: Empirical Evidence from the Australian Food Processing Industry. IEEE Trans. Eng. Manag. 2021, 1–11. [Google Scholar] [CrossRef]
- Royce, R. Rolls-Royce Accelerates Digital Transformation with Tata Consultancy Services Partnership. In Rolls-Royce Press; 2017; Available online: https://www.indiastrategic.in/rolls-royce-accelerates-digital-transformation-with-tata-consultancy-services-partnership/ (accessed on 20 December 2021).
- Paryanto, P.; Indrawan, H.; Cahyo, N.; Simaremare, A.; Aisyah, S. Challenges toward industry 4.0: A case study of power plants in Indonesia. In Proceedings of the 2020 International Conference on Technology and Policy in Energy and Electric Power (ICT-PEP), Bandung, Indonesia, 23–24 September 2020. [Google Scholar]
- De Vass, T.; Shee, H.; Miah, S. IoT in Supply Chain Management: Opportunities and Challenges for Businesses in Early Industry 4.0 Context. Oper. Supply Chain Manag. Int. J. 2021, 14, 148–161. [Google Scholar] [CrossRef]
- Liu, B.; De Giovanni, P. Green process innovation through Industry 4.0 technologies and supply chain coordination. Ann. Oper. Res. 2019, 1–36. [Google Scholar] [CrossRef]
- Nguyen Ngoc, H.; Lasa, G.; Iriarte, I. Human-centred design in industry 4.0: Case study review and opportunities for future research. J. Intell. Manuf. 2021, 1–42. [Google Scholar] [CrossRef]
- Bajic, B.; Rikalovic, A.; Suzic, N.; Piuri, V. Industry 4.0 implementation challenges and opportunities: A managerial perspective. IEEE Syst. J. 2021, 15, 546–559. [Google Scholar] [CrossRef]
- Falk, M.; Klien, M.; Schwarz, G. Large manufacturing firms plan to increase their investments in 2015. WIFO Mon. 2015, 88, 581–591. [Google Scholar]
- Tassey, G. Competing in Advanced Manufacturing: The Need for Improved Growth Models and Policies. J. Econ. Perspect. 2014, 28, 27–48. [Google Scholar] [CrossRef] [Green Version]
- Santos, B.P.; Santos, F.M.B.C.; Lima, T.D.M. Challenges and Opportunities towards an Industry 4.0 Production. Trans. Eng. Technol. 2019, 317–330. [Google Scholar] [CrossRef]
- Meindl, B.; Ayala, N.F.; Mendonça, J.; Frank, A.G. The four smarts of Industry 4.0: Evolution of ten years of research and future perspectives. Technol. Forecast. Soc. Chang. 2021, 168, 120784. [Google Scholar] [CrossRef]
- Kumar, A.; Gupta, D. Challenges Within the Industry 4.0 Set-Up, A Roadmap to Industry 4.0: Smart Production, Sharp Business, and Sustainable Development. 2020. Available online: https://0-doi-org.brum.beds.ac.uk/10.1007/978-3-030-14544-6 (accessed on 20 December 2020).
- Varshney, A.; Garg, N.; Nagla, K.S.; Nair, T.S.; Jaiswal, S.K.; Yadav, S.; Aswal, D.K. Challenges in sensors technology for industry 4.0 for futuristic metrological applications. MAPAN 2021, 36, 215–226. [Google Scholar] [CrossRef]
- Mosterman, P.J.; Zander, J. Industry 4.0 as a Cyber-Physical System study. Softw. Syst. Model. 2015, 15, 17–29. [Google Scholar] [CrossRef]
- Grusho, A.A.; Zabezhailo, M.I.; Piskovski, V.O.; Timonina, E.E. Industry 4.0: Opportunities and Risks in the Context of Information Security Problems. Autom. Doc. Math. Linguist. 2020, 54, 55–63. [Google Scholar] [CrossRef]
- Onu, P.; Mbohwa, C. Industry 4.0 opportunities in manufacturing SMEs: Sustainability outlook. Mater. Today Proc. 2021, 44, 1925–1930. [Google Scholar] [CrossRef]
- Tran, M.Q.; Elsisi, M.; Mahmoud, K.; Liu, M.K.; Lehtonen, M.; Darwish, M.M. Experimental setup for online fault diagnosis of induction machines via promising IoT and machine learning: Towards Industry 4.0 empowerment. IEEE Access 2021, 9, 115429–115441. [Google Scholar] [CrossRef]
- Ervural, B.C.; Ervural, B. Overview of Cyber Security in the Industry 4.0 Era; Springer International Publishing: Cham, Switzerland, 2018; pp. 267–284. [Google Scholar]
- Karadayi-Usta, S. An interpretive structural analysis for Industry 4.0 adoption challenges. IEEE Trans. Eng. Manag. 2020, 67, 973–978. [Google Scholar] [CrossRef]
- Phuyal, S.; Bista, D.; Bista, R. Challenges, opportunities and future directions of smart manufacturing: A state of art review. Sustain. Futures 2020, 2, 100023. [Google Scholar] [CrossRef]
- Petrillo, A.; Felice, F.D.; Cioffi, R.; Zomparelli, F. Fourth industrial revolution: Current practices, challenges, and opportunities. In Digital Transformation in Smart Manufacturing; InTech: Vienna, Austria, 2018. [Google Scholar] [CrossRef] [Green Version]
- Santos, L.M.A.L.D. Industry 4. 0 collaborative networks for industrial performance. J. Manuf. Technol. Manag. 2020, 32, 245–265. [Google Scholar] [CrossRef]
- Camarinha-Matos, L.M.; Fornasiero, R.; Afsarmanesh, H. Collaborative networks as a core enabler of Industry 4.0; Springer International Publishing: Cham, Switzerland, 2017; pp. 3–17. [Google Scholar]
- Schuh, G.; Potente, T.; Varandani, R.; Hausberg, C.; Fränken, B. Collaboration Moves Productivity to the Next Level. Procedia CIRP 2014, 17, 3–8. [Google Scholar] [CrossRef] [Green Version]
- Laukkanen, P. Quality 4.0 Enabling Cost of Poor Quality Measurement. Master’s Thesis, Lahti University of Technology Lut, Lappeenranta, Finland, 2021. [Google Scholar]
- Contador, J.C.; Satyro, W.C.; Contador, J.L.; Spinola, M.D.M. Flexibility in the Brazilian industry 4.0: Challenges and opportunities. Glob. J. Flex. Syst. Manag. 2020, 21, 15–31. [Google Scholar] [CrossRef]
- Enisa the eu Agency for Cybersecurity. In Industry 4.0 Cybersecurity: Challenges & Recommendations; Enisa: Chalandri, Greece, 2019.
- Khalid, H.; Hashim, S.J.; Ahmad, S.M.; Hashim, F.; Chaudary, M.A. Cybersecurity in Industry 4.0 context: Background, issues, and future directions. Inst. Eng. Technol. 2020, 14, 263–307. [Google Scholar]
- Paper, S.W. Smarter Security for Manufacturing in the Industry 4.0 Era; Broadcom. 2020. Available online: https://docs.broadcom.com/doc/industry-4.0-en (accessed on 15 March 2021).
- Bécue, A.; Praça, I.; Gama, J. Artificial intelligence, cyber-threats and Industry 4.0: Challenges and opportunities. Artif. Intell. Rev. 2021, 54, 3849–3886. [Google Scholar] [CrossRef]
- Dafflon, B.; Moalla, N.; Ouzrout, Y. The challenges, approaches, and used techniques of CPS for manufacturing in Industry 4.0: A literature review. Int. J. Adv. Manuf. Technol. 2021, 113, 2395–2412. [Google Scholar] [CrossRef]
- CGI. Industry 4.0 and Cybersecurity: How to Protect Your Business Against Cyber Risks; CGI. 2019. Available online: https://www.cgi.com/sites/default/files/2020-08/industry-4.0-cybersecurity-methodology-en.pdf (accessed on 18 June 2021).
- Rafique, W.; Qi, L.; Yaqoob, I.; Imran, M.; Rasool, R.U.; Dou, W. Complementing IoT services through software defined networking and edge computing: A comprehensive survey. IEEE Commun. Surv. Tutor. 2020, 22, 1761–1804. [Google Scholar] [CrossRef]
- Gunasekaran, A.; Subramanian, N.; Ngai, W.T.E. Quality management in the 21st century enterprises: Research pathway towards Industry 4.0. Int. J. Prod. Econ. 2019, 207, 125–129. [Google Scholar] [CrossRef]
- Schuh, G.; Potente, T.; Wesch-Potente, C.; Weber, A.R.; Prote, J.-P. Collaboration Mechanisms to Increase Productivity in the Context of Industrie 4.0. Procedia CIRP 2014, 19, 51–56. [Google Scholar] [CrossRef] [Green Version]
- Radanliev, P.; De Roure, D.; Page, K.; Nurse, J.R.C.; Montalvo, R.M.; Santos, O.; Maddox, L.; Burnap, P. Cyber risk at the edge: Current and future trends on cyber risk analytics and artificial intelligence in the industrial internet of things and industry 4.0 supply chains. Cybersecurity 2020, 3, 1–21. [Google Scholar] [CrossRef]
- Wen, H.; Lee, C.-C.; Song, Z. Digitalization and environment: How does ICT affect enterprise environmental performance? Environ. Sci. Pollut. Res. Int. 2021, 28, 54826–54841. [Google Scholar] [CrossRef]
- Bligh-Wall, S. Industry 4.0: Security imperatives for IoT- converging networks, increasing risks, Cyber Security: A. Peer-Rev. J. 2017, 1, 61–68. [Google Scholar]
- Reis, J.S.M. Striding towards sustainability: A framework to overcome challenges and explore opportunities through industry 4.0. Sustainability 2021, 13, 5232. [Google Scholar] [CrossRef]
- Turkyilmaz, A.; Dikhanbayeva, D.; Suleiman, Z.; Shaikholla, S.; Shehab, E. Industry 4.0: Challenges and opportunities for Kazakhstan SMEs. Procedia CIRP 2021, 96, 213–218. [Google Scholar] [CrossRef]
- Dutta, G.; Kumar, R.; Sindhwani, R.; Singh, R.K. Digitalization priorities of quality control processes for SMEs: A conceptual study in perspective of Industry 4.0 adoption. J. Intell. Manuf. 2021, 32, 1679–1698. [Google Scholar] [CrossRef]
- Settanni, G.; Skopik, F.; Wurzenberger, M.; Fiedler, R. Countering targeted cyber-physical attacks using anomaly detection in self-adaptive Industry 4.0 Systems. E I Elektrotechnik Und Inf. 2018, 135, 278–285. [Google Scholar] [CrossRef]
- Mueller, E.; Chen, X.-L.; Riedel, R. Challenges and requirements for the application of industry 4.0: A special insight with the usage of cyber-physical system. Chin. J. Mech. Eng. 2017, 30, 1050–1057. [Google Scholar] [CrossRef]
- Shahzad, M.A.; Gulzar, W.A. Industrie 4.0 readiness: Green computing in relation with key performance indicator for a manufacturing industry. Mob. Netw. Appl. 2020, 25, 1299–1306. [Google Scholar] [CrossRef]
Figure 1.
Industry 1.0 to 4.0.

Figure 2.
Functional hierarchy of production as specified in ISA-95.

Figure 3.
KPI onion mode.

Figure 4.
Eleven axes of Quality 4.0.

Table 2.
ISO 22400 KPI description table.
| KPI Description | |
|---|---|
| Content | |
| Name | KPI Name |
| ID | User-defined unique KPI identification in the user environment |
| Description | KPI Description in brief |
| Score | The unit of operation, work center, production order, product, or workers may be the aspect for which the KPI is vital |
| Formula | For the elements, mathematical formula |
| Unit measure | The unit or dimension of the KPI |
| Range | The higher and lower logical limits |
| Trend | The path of change, higher is better or lower is better |
| Context | |
| Timing | If the estimate is made in real-time, on-demand, or periodically |
| Audience | Operators, managers or administrators may be the user Community |
| Production Methodology | Which methodology can be used for the KPI, discrete, batch or continuous production |
| Effect Model Diagram | The effect model diagram shows a graphical representation of relationships and dependencies |
| Notes | |
Table 3.
Most Common KPIs used in industry.
| KPI Category | KPI Name | Description |
|---|---|---|
| Improving Quality | First Pass Yield | This phase indicates the percentage of correctly manufactured products and the specifications for the first time in the manufacturing procedure. Phase without scrapping or rework |
| Improving Efficiency | Throughput Rate | Tests the volume of product Manufactured on a machine, line, unit, or plant over a given period. |
| Improving Efficiency | Availability | Indicates how much of the overall production output is used at a given time. (Included in OEE). |
| Improving Efficiency | Overall equipment efficiency (OEE) | This metric is the Availability × Performance × Quality multiplier and can specify the overall efficacy of production equipment or a production line as a whole. |
| Reducing Costs & Increasing Profitability | Energy consumption | A calculation of the energy costs (electricity, steam, oil, coal, etc.) is needed to produce a particular unit or production volume. |
Table 4.
Visual Process KPIs.
| KPI Name | Description |
|---|---|
| Count (good or bad) | This metric refers to the quantity of the finished product. Usually, the count refers to either the amount of product produced after the last changeover of the machine or the total output for the entire shift or week. |
| Scrap ratio | Occasionally, manufacturing processes create scrap, which is calculated in terms of the scrap ratio. Scrap reduction helps organizations achieve profitability goals; thus, controlling the amount generated within tolerable bounds is necessary. |
| Throughput Rate | Machines and processes manufacture products at varying rates. Slow rates usually result in decreased profits as speeds vary, whereas higher speeds influence quality control. This is why staying consistent is critical for operating speeds. |
| Target | Many organizations display performance, rate, and quality target values. This KPI helps empower workers to achieve their specific performance goals. |
| Takt Time | Takt time is the duration of time or the loop. It is also the time to complete a mission. |
| Overall Equipment Effectiveness (OEE) | This metric is the Availability × Performance × Quality multiplier and can indicate the overall efficacy of production equipment or a production line as a whole. |
| Downtime | Downtime is the result of a malfunction or a change of machine. The business can be risky to fail if devices are not running. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Tambare, P.; Meshram, C.; Lee, C.-C.; Ramteke, R.J.; Imoize, A.L. Performance Measurement System and Quality Management in Data-Driven Industry 4.0: A Review. Sensors 2022, 22, 224. https://0-doi-org.brum.beds.ac.uk/10.3390/s22010224
AMA Style
Tambare P, Meshram C, Lee C-C, Ramteke RJ, Imoize AL. Performance Measurement System and Quality Management in Data-Driven Industry 4.0: A Review. Sensors. 2022; 22(1):224. https://0-doi-org.brum.beds.ac.uk/10.3390/s22010224
Chicago/Turabian StyleTambare, Parkash, Chandrashekhar Meshram, Cheng-Chi Lee, Rakesh Jagdish Ramteke, and Agbotiname Lucky Imoize. 2022. "Performance Measurement System and Quality Management in Data-Driven Industry 4.0: A Review" Sensors 22, no. 1: 224. https://0-doi-org.brum.beds.ac.uk/10.3390/s22010224
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.