
A Model-Based Analysis of Capacitive Flow Metering for Pneumatic Conveying Systems: A Comparison between Calibration-Based and Tomographic Approaches

 , , , and
, , , and 
Abstract
:1. Introduction
1.1. Calibration-Based Approach
1.2. ECT-Based Approach
- How does the number of electrodes influence the performance of the flow meter, or
- What is the potential benefit of the ECT-based approach with respect to the calibration-based approach.
- An analysis of the influence of the number of electrodes of the sensor,
- An analysis of different signal processing methods for capacitive flow metering and
- Reference measurement procedure to parametrize/validate the model for specific sensor evaluations.
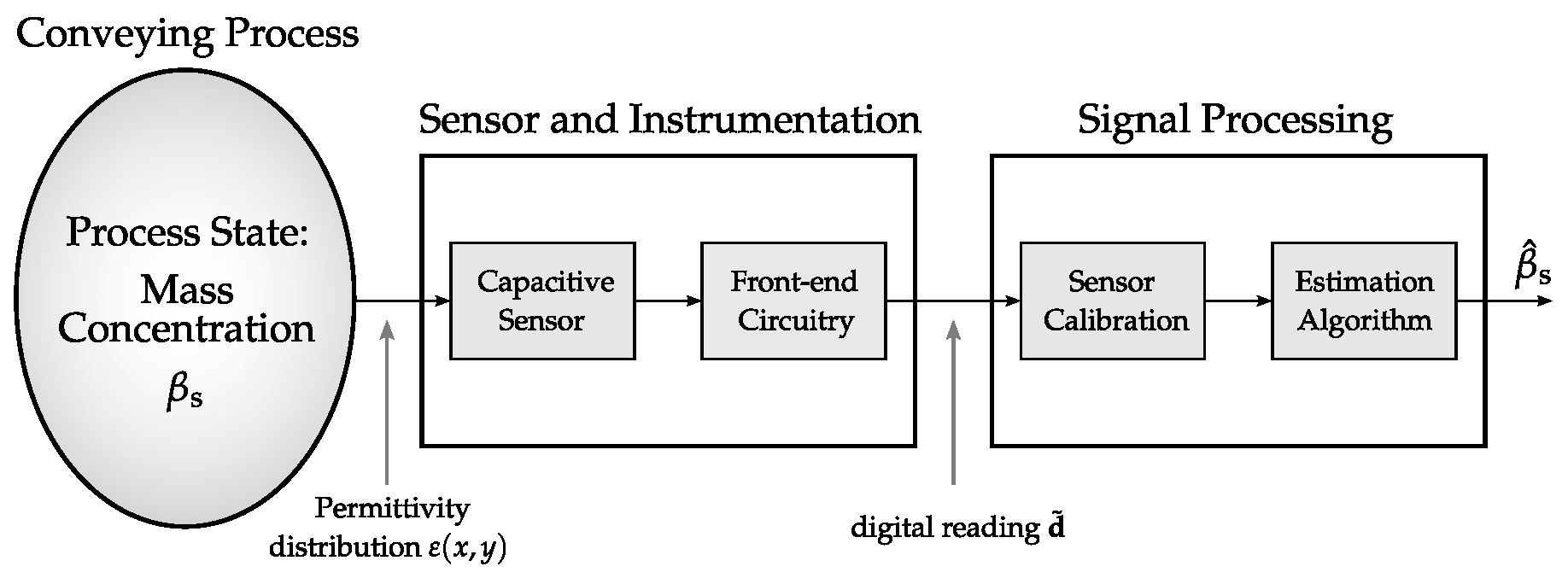
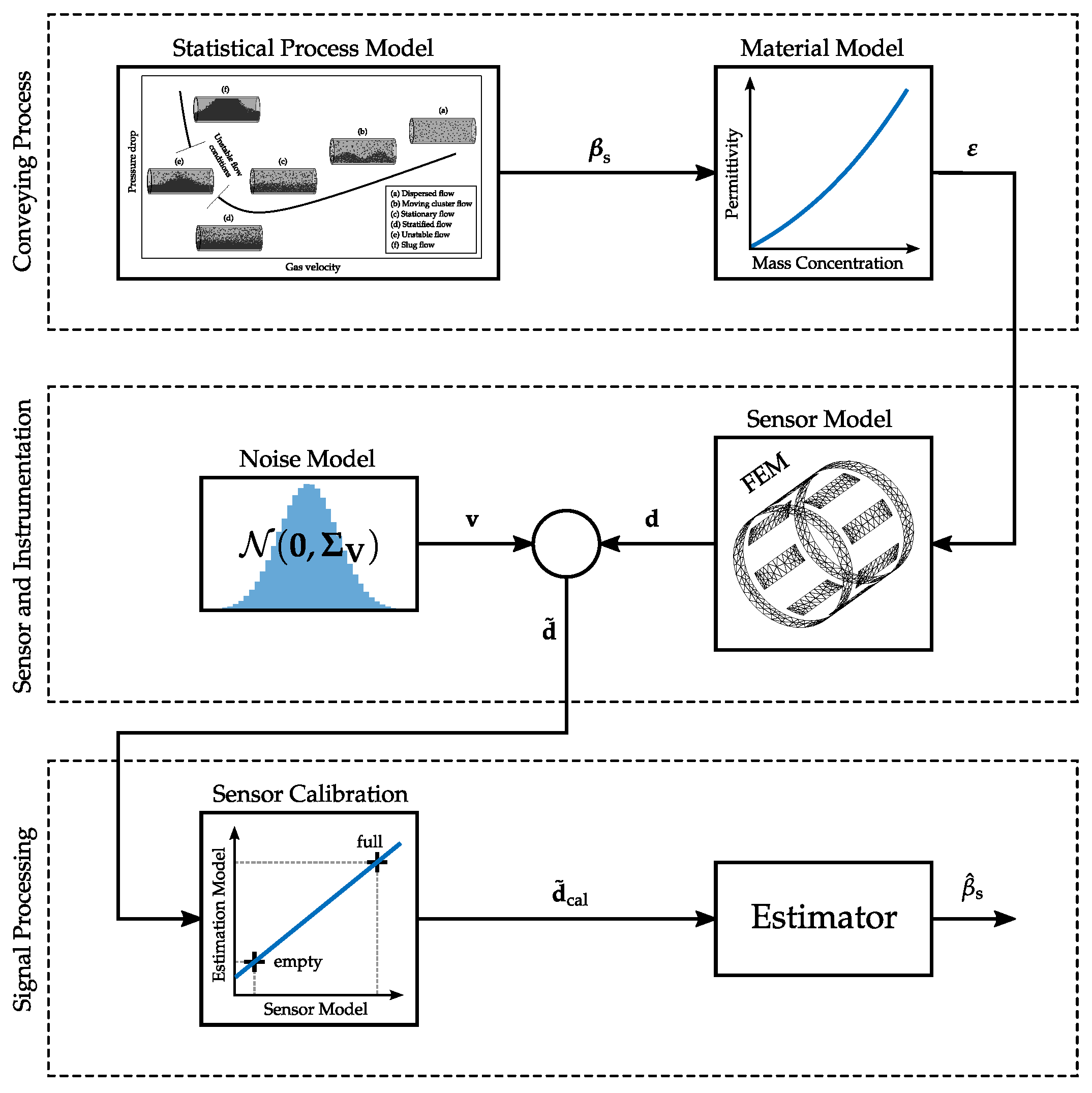
2. Holistic Modeling of the Measurement Process
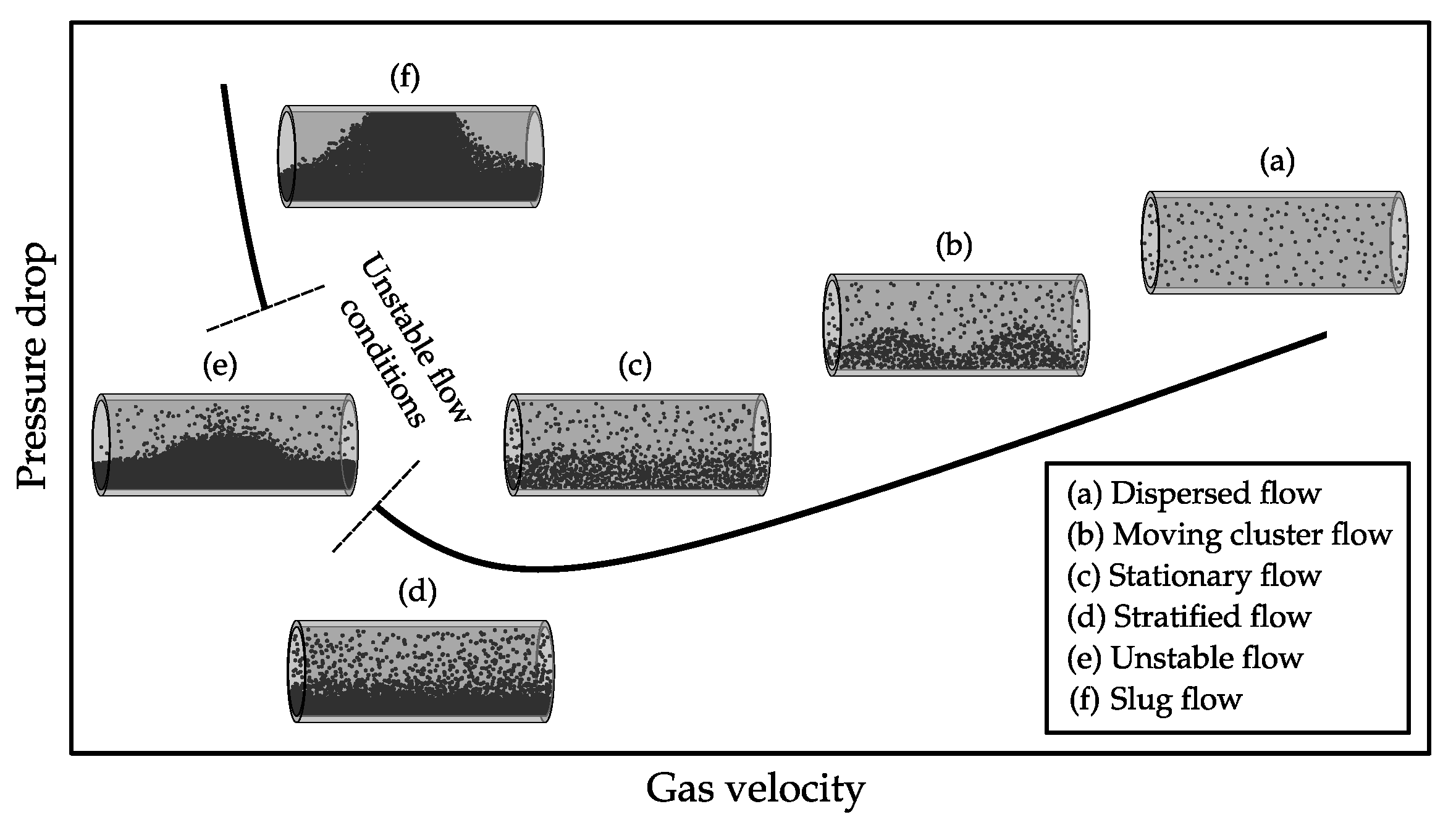
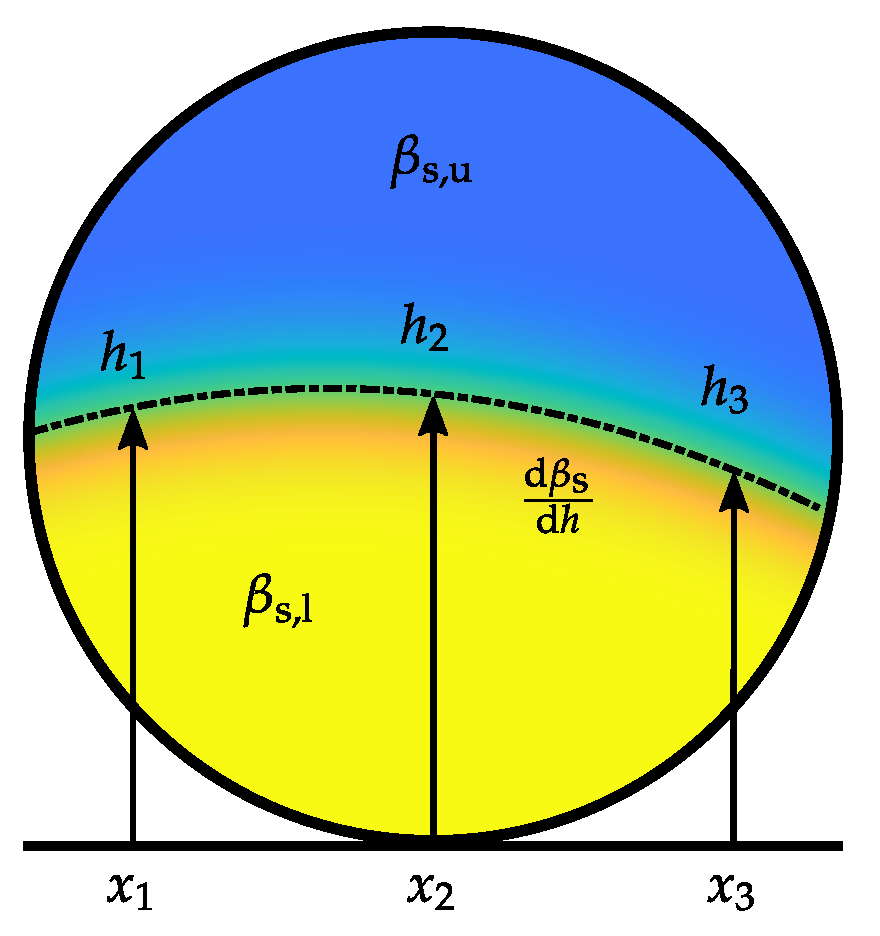
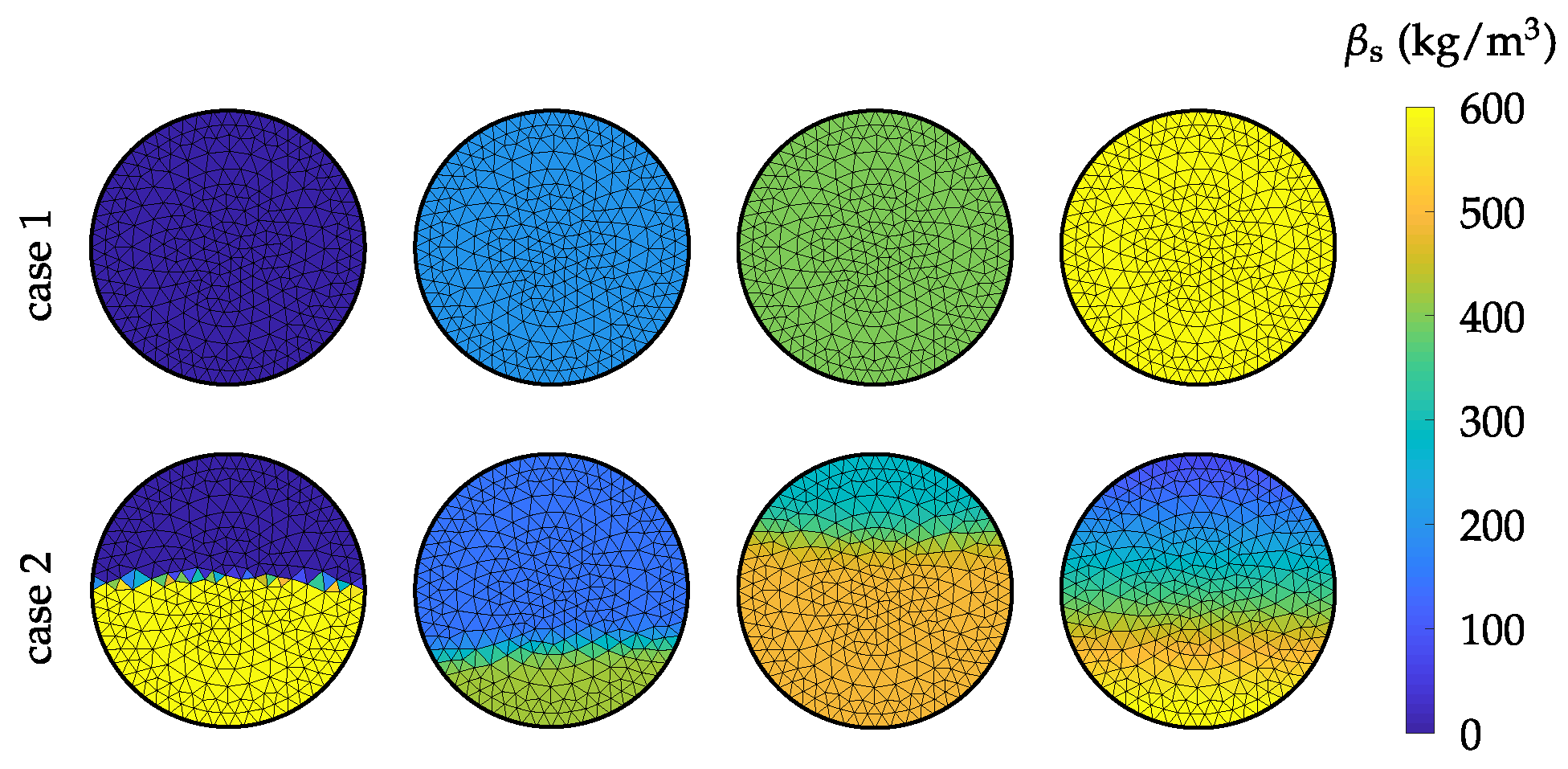
2.1. Statistical Process Model
- A homogeneous mass concentration over the whole cross-section of the pipe corresponding to the dispersed and slug flow regimes and
- A dense lower phase with a certain height and a dispersed upper phase corresponding to flow regimes with a distinct material layer at the bottom of the pipe. Hereby, the mass concentration of the lower phase is not necessarily the bulk density of the material since the gas stream can aerate the transport good [30].
2.2. Material Model
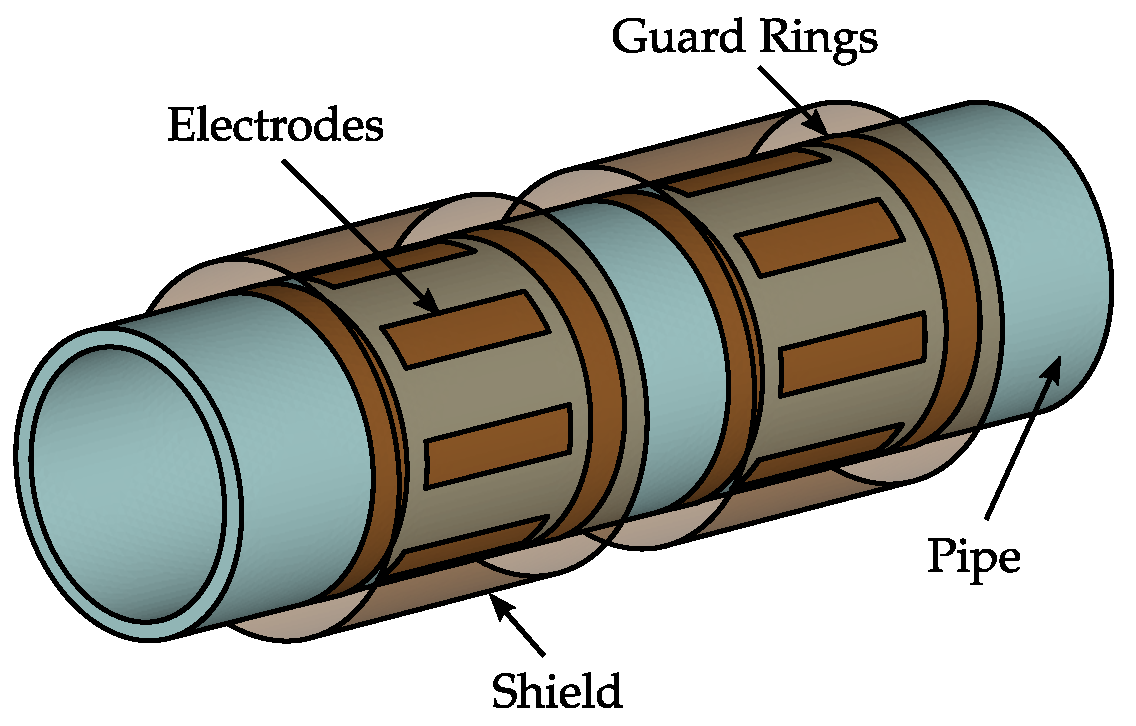
2.3. Sensor Model, Noise Model and Sensor Calibration
2.4. Estimation Algorithm for the Average Mass Concentration
2.4.1. Calibration-Based Approach
2.4.2. ECT-Based Approach
3. Laboratory Setup and Measurement Procedure for Model Validation
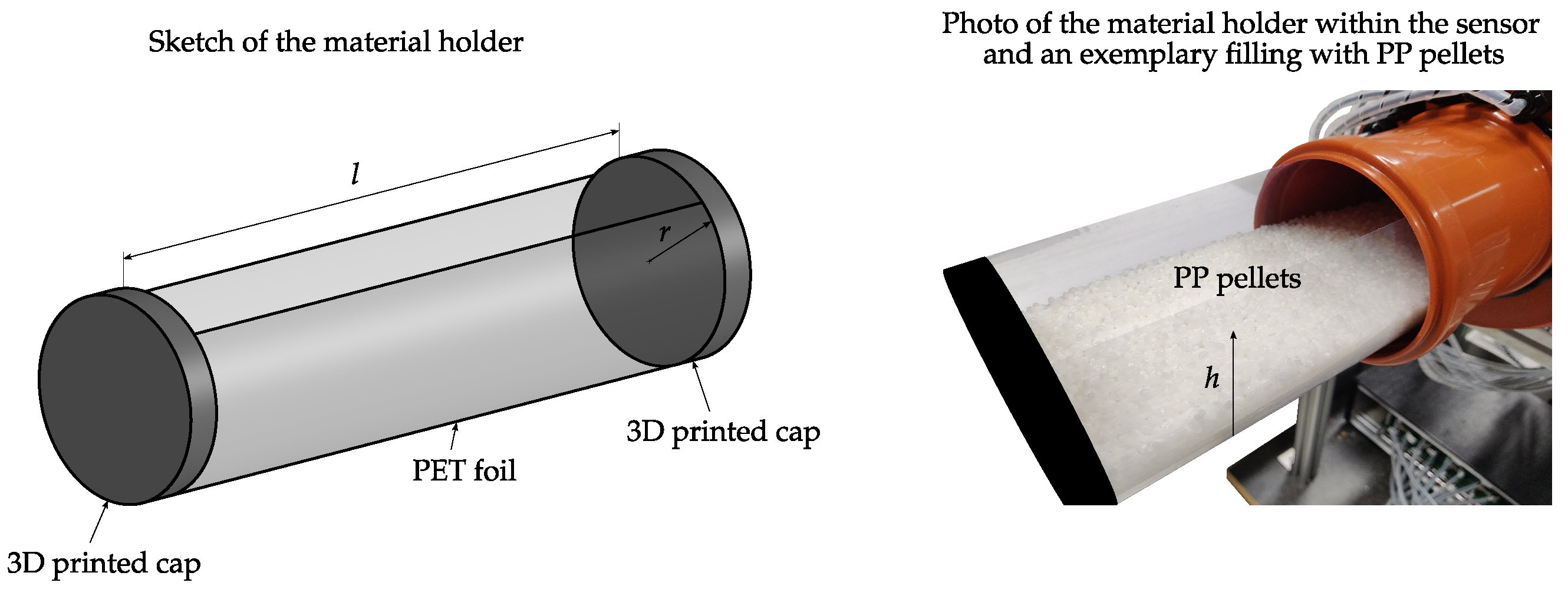
3.1. Laboratory Test Rig and Measurement Setup
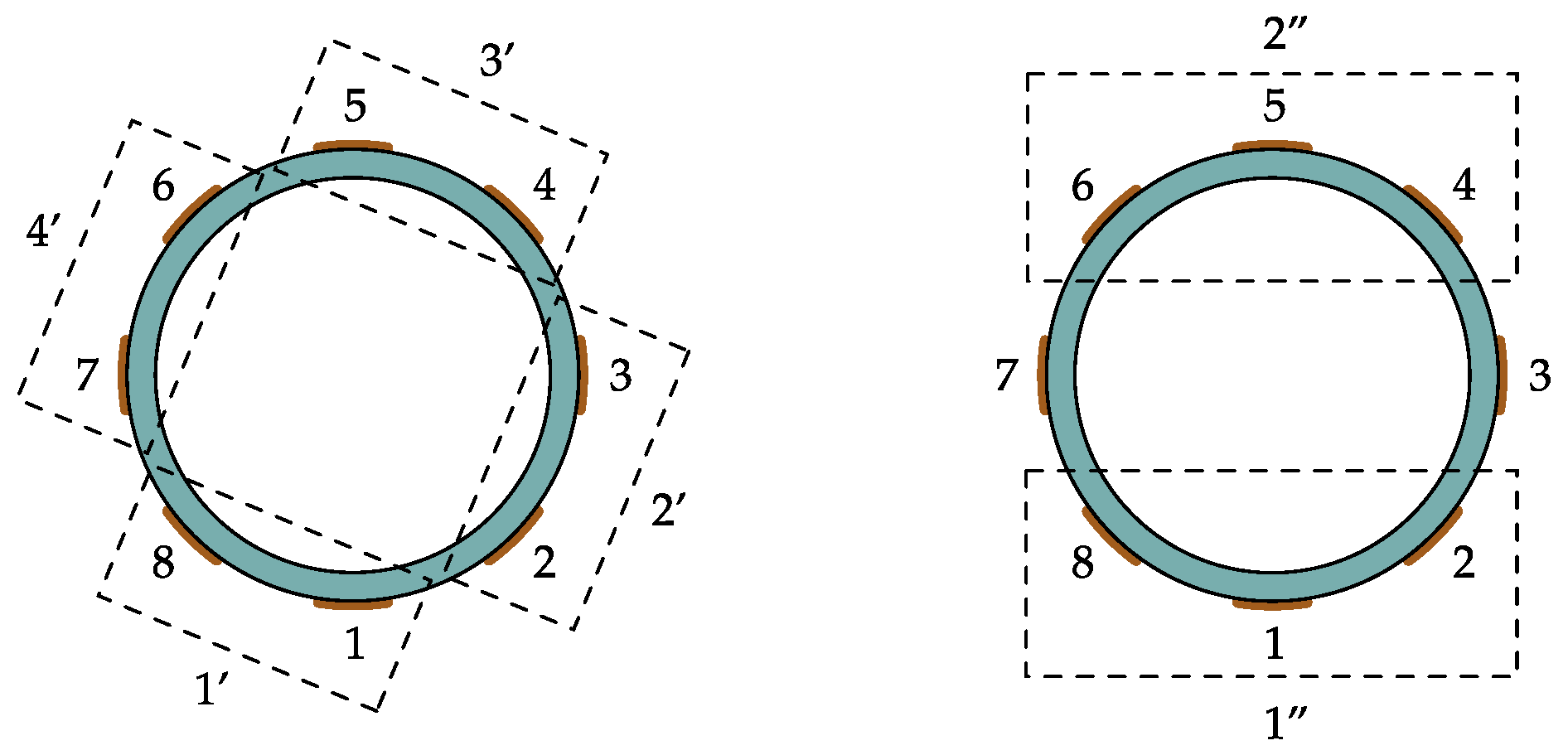
Emulation of Sensors with Different Numbers of Electrodes
3.2. Measurement Experiments
4. Analysis and Comparison of Capacitive Flow Meters
4.1. Setup and Procedure of the Analysis
4.1.1. Validation Measurements on the Test Rig
4.1.2. Simulation-Based Uncertainty Quantification for Pneumatic Conveying
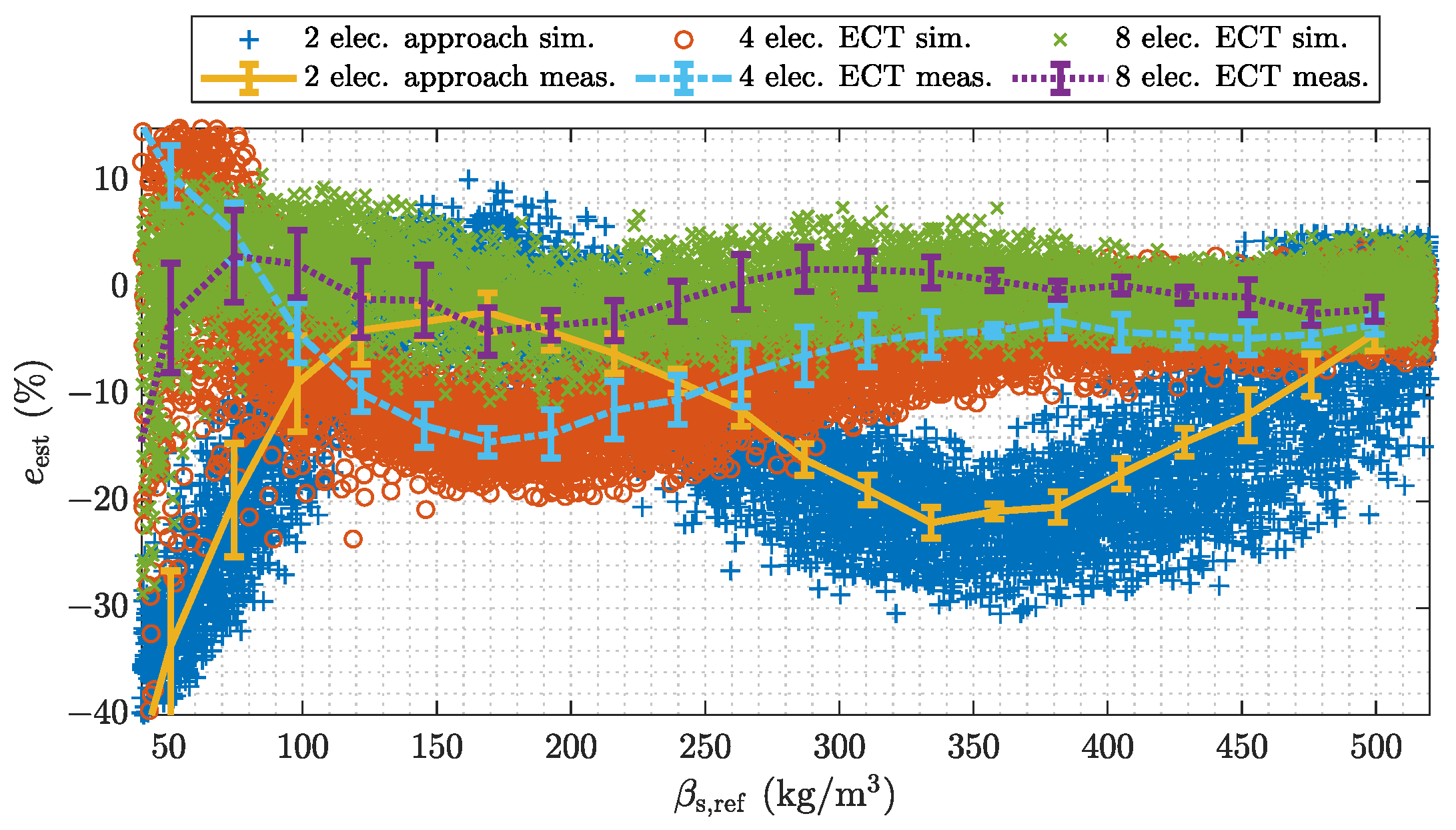
4.2. Analysis of the Influence of the Number of Electrodes
4.2.1. Number of Electrodes: Measurement-Based Model Validation
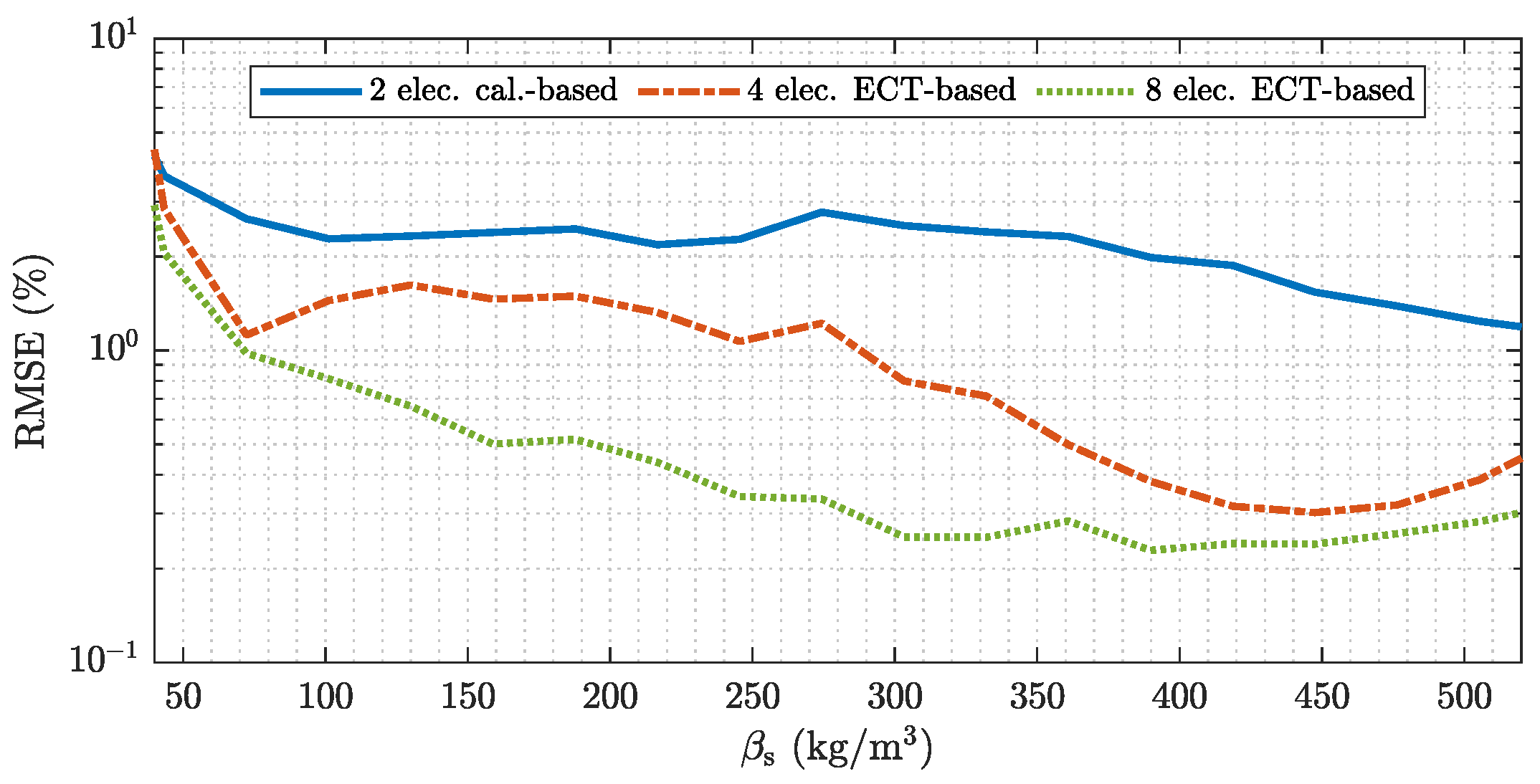
4.2.2. Number of Electrodes: Uncertainty Quantification for Pneumatic Conveying
4.3. Analysis of Different ECT-Based Signal Processing Variants
4.3.1. ECT Methods: Validation Measurements on Test Rig
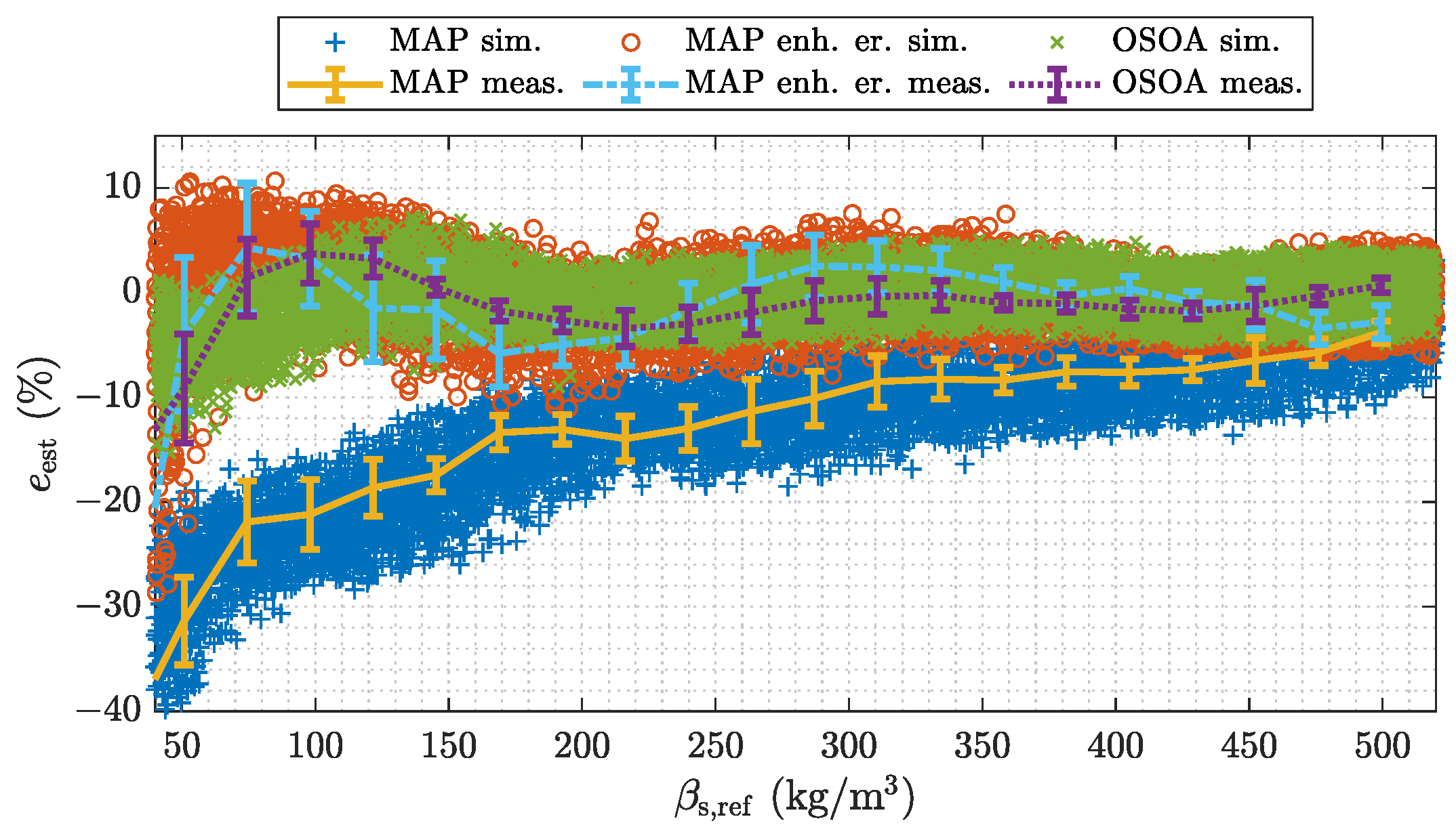
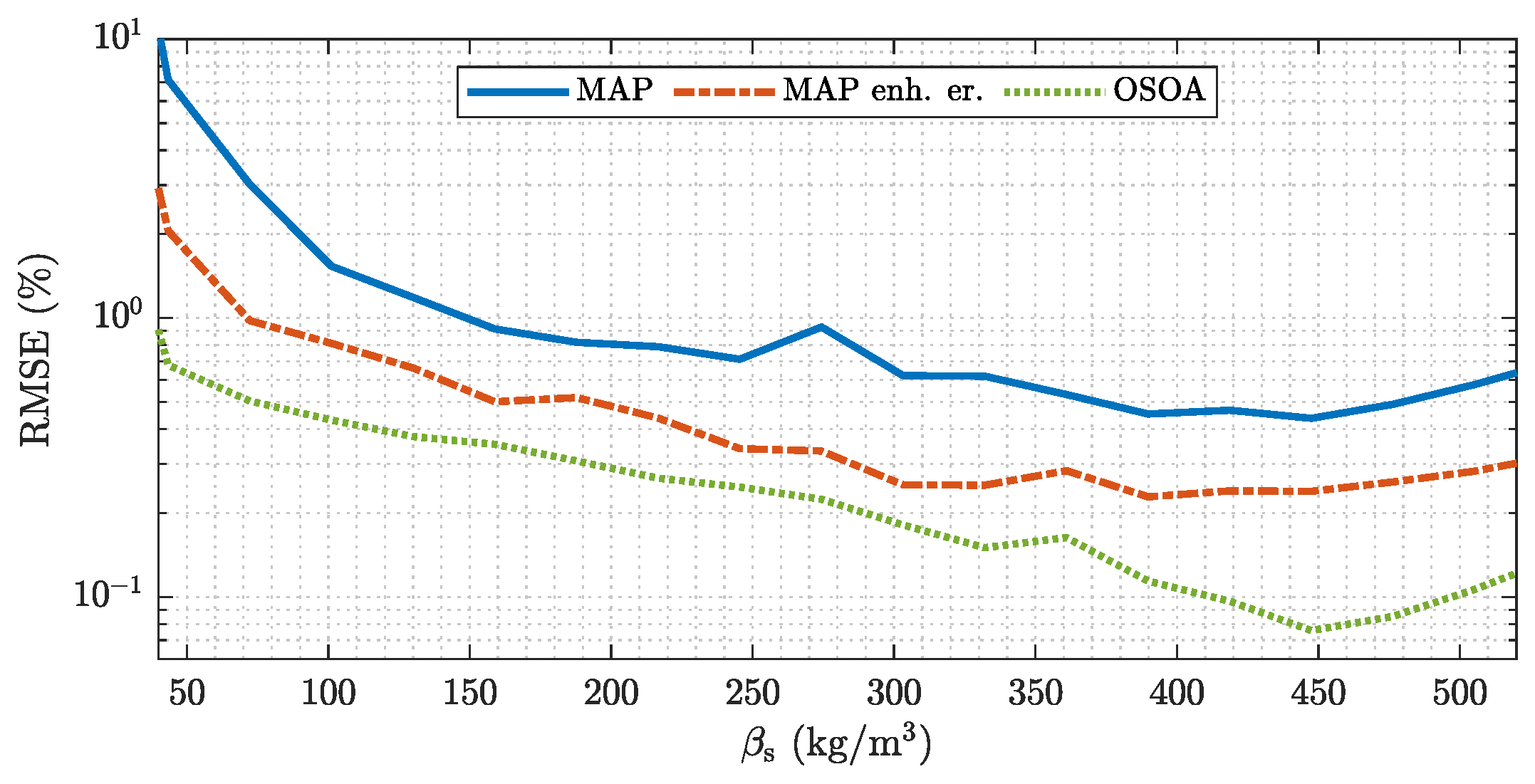
4.3.2. ECT Methods: Uncertainty Quantification for Pneumatic Conveying
4.4. Summary and Outlook
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Sensor Model, Noise Model and Sensor Calibration
Appendix A.1. Sensor Model
Appendix A.2. Noise Model
Appendix A.3. Sensor Calibration
Appendix B. Calibration-Based Capacitive Flow Meters: Model-Based Parametrization of Empirical Functions

Appendix C. ECT-Based Flow Meters
Appendix C.1. Back Projection Type Estimators
Appendix C.2. Implementation of ECT-Based Algorithms for Pneumatic Conveying Processes
Appendix C.2.1. Formulation of a Prior Distribution
Appendix C.2.2. Summary Statistic of the Linearization Error
Appendix C.2.3. Training Data for Pneumatic Conveying Processes
References
- Klinzing, G.E. A review of pneumatic conveying status, advances and projections. Powder Technol. 2018, 333, 78–90. [Google Scholar] [CrossRef]
- Klinzing, G.E. Historical review of pneumatic conveying. KONA Powder Part. J. 2018, 35, 150–159. [Google Scholar] [CrossRef] [Green Version]
- Brennen, C.E. Fundamentals of Multiphase Flow; Cambridge University Press: Cambridge, UK, 2005. [Google Scholar] [CrossRef] [Green Version]
- Yan, Y.; Stewart, D. Guide to the Flow Measurement of Particulate Solids in Pipelines; Institute of Measurement and Control, National Engineering Laboratory and the University of Greenwich: London, UK, 2001. [Google Scholar]
- Zheng, Y.; Liu, Q. Review of techniques for the mass flow rate measurement of pneumatically conveyed solids. Measurement 2011, 44, 589–604. [Google Scholar] [CrossRef]
- Kalman, H.; Rawat, A. Flow regime chart for pneumatic conveying. Chem. Eng. Sci. 2020, 211, 115256. [Google Scholar] [CrossRef]
- Jama, G.; Klinzing, G.; Rizk, F. An Investigation of the Prevailing Flow Patterns and Pressure Fluctuation Near the Pressure Minimum and Unstable Conveying Zone of Pneumatic Transport Systems. Powder Technol. 2000, 112, 87–93. [Google Scholar] [CrossRef]
- Mosorov, V.; Rybak, G.; Sankowski, D. Plug regime flow velocity measurement problem based on correlability notion and twin plane electrical capacitance tomography: Use case. Sensors 2021, 21, 2189. [Google Scholar] [CrossRef]
- Maung, C.O.; Kawashima, D.; Oshima, H.; Tanaka, Y.; Yamane, Y.; Takei, M. Particle volume flow rate measurement by combination of dual electrical capacitance tomography sensor and plug flow shape model. Powder Technol. 2020, 364, 310–320. [Google Scholar] [CrossRef]
- Libert, N.; Morales, R.E.; da Silva, M.J. Capacitive measuring system for two-phase flow monitoring. Part 1: Hardware design and evaluation. Flow Meas. Instrum. 2016, 47, 90–99. [Google Scholar] [CrossRef]
- Abrar, U.; Shi, L.; Jaffri, N.R.; Li, Q.; Omar, M.W.; Sindhu, H.R. Capacitive sensor and its calibration—A technique for the estimation of solid particles flow concentration. J. Phys. Conf. Ser. 2019, 1311, 012046. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Bi, D.; Jiang, Q.; Wang, H.; Xu, C. Online monitoring and characterization of dense phase pneumatically conveyed coal particles on a pilot gasifier by electrostatic-capacitance-integrated instrumentation system. Measurement 2018, 125, 1–10. [Google Scholar] [CrossRef]
- Heming, G.; Huiwen, D.; Yingxing, M.; Bing, W.; Bingyan, F. Local solid particle velocity measurement based on spatial filter effect of differential capacitance sensor array. J. Eng. 2019, 2019, 9195–9200. [Google Scholar] [CrossRef]
- Gao, H.; Deng, H.; Wang, B.; Wang, X.; Chang, Q.; Liu, J. Local particles velocity measurement using differential linear capacitance matrix. Meas. Sci. Technol. 2018, 29, 095101. [Google Scholar] [CrossRef]
- Abrar, U.; Shi, L.; Jaffri, N.R.; Li, Q.; Sindhu, H.R.; Omar, M.W. Solids velocity measurement using electric capacitance sensor assemblies. IOP Conf. Ser. Mater. Sci. Eng. 2020, 715, 012097. [Google Scholar] [CrossRef]
- Wang, X.; Hu, Y.; Hu, H.; Li, L. Evaluation of the performance of capacitance sensor for concentration measurement of gas/solid particles flow by coupled fields. IEEE Sens. J. 2017, 17, 3754–3764. [Google Scholar] [CrossRef]
- Tian, H.; Zhou, Y.; Yang, T.; Zhao, Y. The measurement of gas solid two-phase flow parameters based on electrical capacitance tomography technology. Int. J. Netw. Virtual Organ. 2019, 20, 1–13. [Google Scholar] [CrossRef]
- Meribout, M.; Saied, I.M. Real-Time Two-Dimensional Imaging of Solid Contaminants in Gas Pipelines Using an Electrical Capacitance Tomography System. IEEE Trans. Ind. Electron. 2017, 64, 3989–3996. [Google Scholar] [CrossRef]
- Suppan, T.; Neumayer, M.; Bretterklieber, T.; Wegleiter, H.; Puttinger, S. Measurement Methodology to Characterize Permittivity-Mass Concentration Relations of Aerated Bulk Materials. In Proceedings of the 2021 IEEE International Instrumentation and Measurement Technology Conference (I2MTC), Glasgow, UK, 17–20 May 2021; pp. 1–6. [Google Scholar] [CrossRef]
- Nelson, S. Density-Permittivity Relationships for Powdered and Granular Materials. Instrum. Meas. IEEE Trans. 2005, 54, 2033–2040. [Google Scholar] [CrossRef]
- Mosorov, V.; Zych, M.; Hanus, R.; Sankowski, D.; Saoud, A. Improvement of flow velocity measurement algorithms based on correlation function and twin plane electrical capacitance tomography. Sensors 2020, 20, 306. [Google Scholar] [CrossRef] [Green Version]
- Hunt, A. Weighing without Touching: Applying Electrical Capacitance Tomography to Mass Flowrate Measurement in Multiphase Flows. Meas. Control 2014, 47, 19–25. [Google Scholar] [CrossRef]
- Cui, Z.; Wang, Q.; Xue, Q.; Fan, W.; Zhang, L.; Cao, Z.; Sun, B.; Wang, H.; Yang, W. A review on image reconstruction algorithms for electrical capacitance/resistance tomography. Sens. Rev. 2016, 36, 429–445. [Google Scholar] [CrossRef]
- Neumayer, M.; Steiner, G.; Watzenig, D. Electrical Capacitance Tomography: Current sensors/algorithms and future advances. In Proceedings of the 2012 IEEE International Instrumentation and Measurement Technology Conference, Graz, Austria, 13–16 May 2012; pp. 929–934. [Google Scholar] [CrossRef]
- Flatscher, M.; Neumayer, M.; Bretterklieber, T. Holistic analysis for electrical capacitance tomography front-end electronics. J. Phys. Conf. Ser. 2018, 1065, 092008. [Google Scholar] [CrossRef] [Green Version]
- Suppan, T.; Neumayer, M.; Bretterklieber, T.; Puttinger, S. Prior design for tomographic volume fraction estimation in pneumatic conveying systems from capacitive data. Trans. Inst. Meas. Control 2020, 42, 716–728. [Google Scholar] [CrossRef]
- Neumayer, M.; Flatscher, M.; Bretterklieber, T.; Puttinger, S. Prior based state reduction in backprojection type imaging algorithms for electrical tomography. In Proceedings of the IEEE International Instrumentation and Measurement Technology Conference (I2MTC), Houston, TX, USA, 14–17 May 2018; pp. 1–5. [Google Scholar] [CrossRef]
- Suppan, T.; Neumayer, M.; Bretterklieber, T.; Wegleiter, H.; Puttinger, S. Performance Assessment Framework for Electrical Capacitance Tomography Based Mass Concentration Estimation in Pneumatic Conveying Systems. In Proceedings of the 2021 IEEE International Instrumentation and Measurement Technology Conference (I2MTC), Glasgow, UK, 17–20 May 2021; pp. 1–6. [Google Scholar] [CrossRef]
- Yang, W. Design of electrical capacitance tomography sensors. Meas. Sci. Technol. 2010, 21, 042001. [Google Scholar] [CrossRef]
- Orozovic, O.; Lavrinec, A.; Alkassar, Y.; Williams, K.; Jones, M.G.; Klinzing, G. On the kinematics of horizontal slug flow pneumatic conveying and the relationship between slug length, porosity, velocities and stationary layers. Powder Technol. 2019, 351, 84–91. [Google Scholar] [CrossRef]
- Neumayer, M.; Flatscher, M.; Bretterklieber, T. Coaxial Probe for Dielectric Measurements of Aerated Pulverized Materials. IEEE Trans. Instrum. Meas. 2019, 68, 1402–1411. [Google Scholar] [CrossRef]
- Neumayer, M.; Zangl, H.; Watzenig, D.; Fuchs, A. Developments and Applications in Sensing Technology. In New Developments and Applications in Sensing Technology; Mukhopadhyay, S.C., Lay-Ekuakille, A., Fuchs, A., Eds.; Chapter Current Reconstruction Algorithms in Electrical Capacitance Tomography; Springer: Berlin/Heidelberg, Germany, 2011; pp. 65–106. [Google Scholar] [CrossRef]
- Cui, Z.; Wang, H.; Chen, Z.; Xu, Y.; Yang, W. A high-performance digital system for electrical capacitance tomography. Meas. Sci. Technol. 2011, 22, 055503. [Google Scholar] [CrossRef]
- Wegleiter, H.; Fuchs, A.; Holler, G.; Kortschak, B. Development of a displacement current-based sensor for electrical capacitance tomography applications. Flow Meas. Instrum. 2008, 19, 241–250. [Google Scholar] [CrossRef]
- Neumayer, M.; Flatscher, M.; Bretterklieber, T.; Puttinger, S. Optimal design of ECT sensors using prior knowledge. J. Phys. Conf. Ser. 2018, 1047, 012012. [Google Scholar] [CrossRef]
- Neumayer, M.; Bretterklieber, T.; Flatscher, M. Signal Processing for Capacitive Ice Sensing: Electrode Topology and Algorithm Design. IEEE Trans. Instrum. Meas. 2019, 68, 1458–1466. [Google Scholar] [CrossRef]
- Kay, S.M. Fundamentals of Statistical Signal Processing: Estimation Theory; Prentice-Hall, Inc.: Upper Saddle River, NJ, USA, 1993. [Google Scholar]
- Neumayer, M.; Bretterklieber, T.; Flatscher, M.; Puttinger, S. PCA based state reduction for inverse problems using prior information. COMPEL—Int. J. Comput. Math. Electr. Electron. Eng. 2017, 36, 1430–1441. [Google Scholar] [CrossRef]
- Kaipio, J.; Somersalo, E. Statistical and Computational Inverse Problems; Springer: New York, NY, USA, 2005; Volume 160. [Google Scholar]
- Brandstätter, B. Jacobian calculation for electrical impedance tomography based on the reciprocity principle. IEEE Trans. Magn. 2003, 39, 1309–1312. [Google Scholar] [CrossRef]
- Kaipio, J. Modeling of uncertainties in statistical inverse problems. J. Phys. Conf. Ser. 2008, 135, 012107. [Google Scholar] [CrossRef]
- Zangl, H.; Watzenig, D.; Steiner, G.; Fuchs, A.; Wegleiter, H. Non-Iterative Reconstruction for Electrical Tomography using Optimal First and Second Order Approximations. In Proceedings of the World Congress on Industrial Process Tomography, Bergen, Norway, 3–6 September 2007; pp. 216–223. [Google Scholar]
- Zheng, J.; Li, J.; Li, Y.; Peng, L. A Benchmark Dataset and Deep Learning-Based Image Reconstruction for Electrical Capacitance Tomography. Sensors 2018, 18, 3701. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Costilla-Reyes, O.; Scully, P.; Ozanyan, K.B. Deep Neural Networks for Learning Spatio-Temporal Features From Tomography Sensors. IEEE Trans. Ind. Electron. 2018, 65, 645–653. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Distribution |
|---|---|
| h | |
| Cross-Sectional Case 1 | Cross-Sectional Case 2 | ||
|---|---|---|---|
| Parameter | Distribution | Parameter | Distribution |
| h | |||
| Approach | RMS |
|---|---|
| % | |
| 2 elec. cal.-based | 0.94 |
| 4 elec. ECT-based | 1.07 |
| 8 elec. ECT-based | 0.71 |
| Approach | RMS |
|---|---|
| % | |
| MAP | 1.08 |
| MAP enh. er. | 0.71 |
| OSOA | 1.33 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suppan, T.; Neumayer, M.; Bretterklieber, T.; Puttinger, S.; Wegleiter, H. A Model-Based Analysis of Capacitive Flow Metering for Pneumatic Conveying Systems: A Comparison between Calibration-Based and Tomographic Approaches. Sensors 2022, 22, 856. https://0-doi-org.brum.beds.ac.uk/10.3390/s22030856
Suppan T, Neumayer M, Bretterklieber T, Puttinger S, Wegleiter H. A Model-Based Analysis of Capacitive Flow Metering for Pneumatic Conveying Systems: A Comparison between Calibration-Based and Tomographic Approaches. Sensors. 2022; 22(3):856. https://0-doi-org.brum.beds.ac.uk/10.3390/s22030856
Chicago/Turabian StyleSuppan, Thomas, Markus Neumayer, Thomas Bretterklieber, Stefan Puttinger, and Hannes Wegleiter. 2022. "A Model-Based Analysis of Capacitive Flow Metering for Pneumatic Conveying Systems: A Comparison between Calibration-Based and Tomographic Approaches" Sensors 22, no. 3: 856. https://0-doi-org.brum.beds.ac.uk/10.3390/s22030856