Modeling and Simulation of Particle Motion in the Operation Area of a Centrifugal Rotary Chopper Machine

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
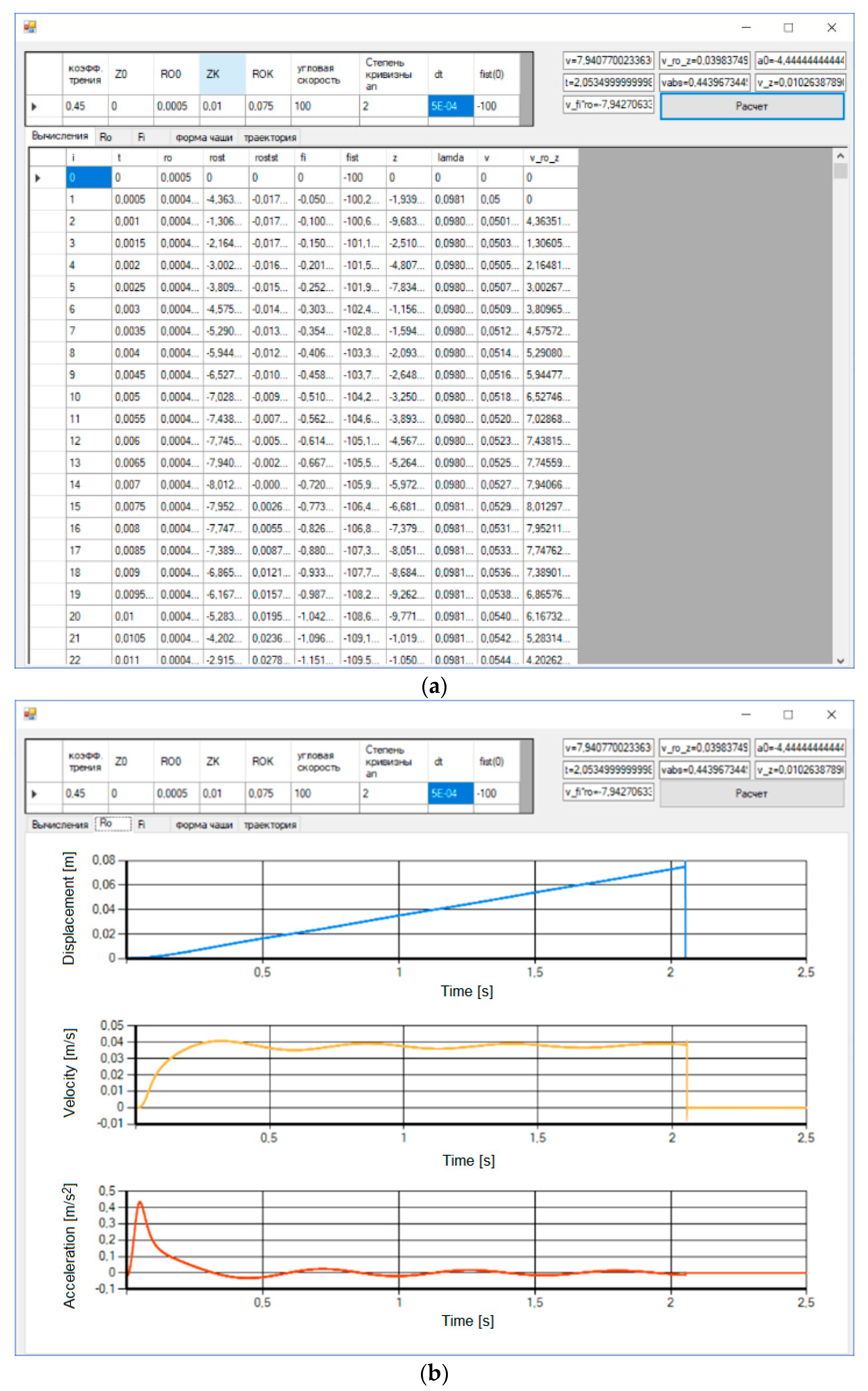
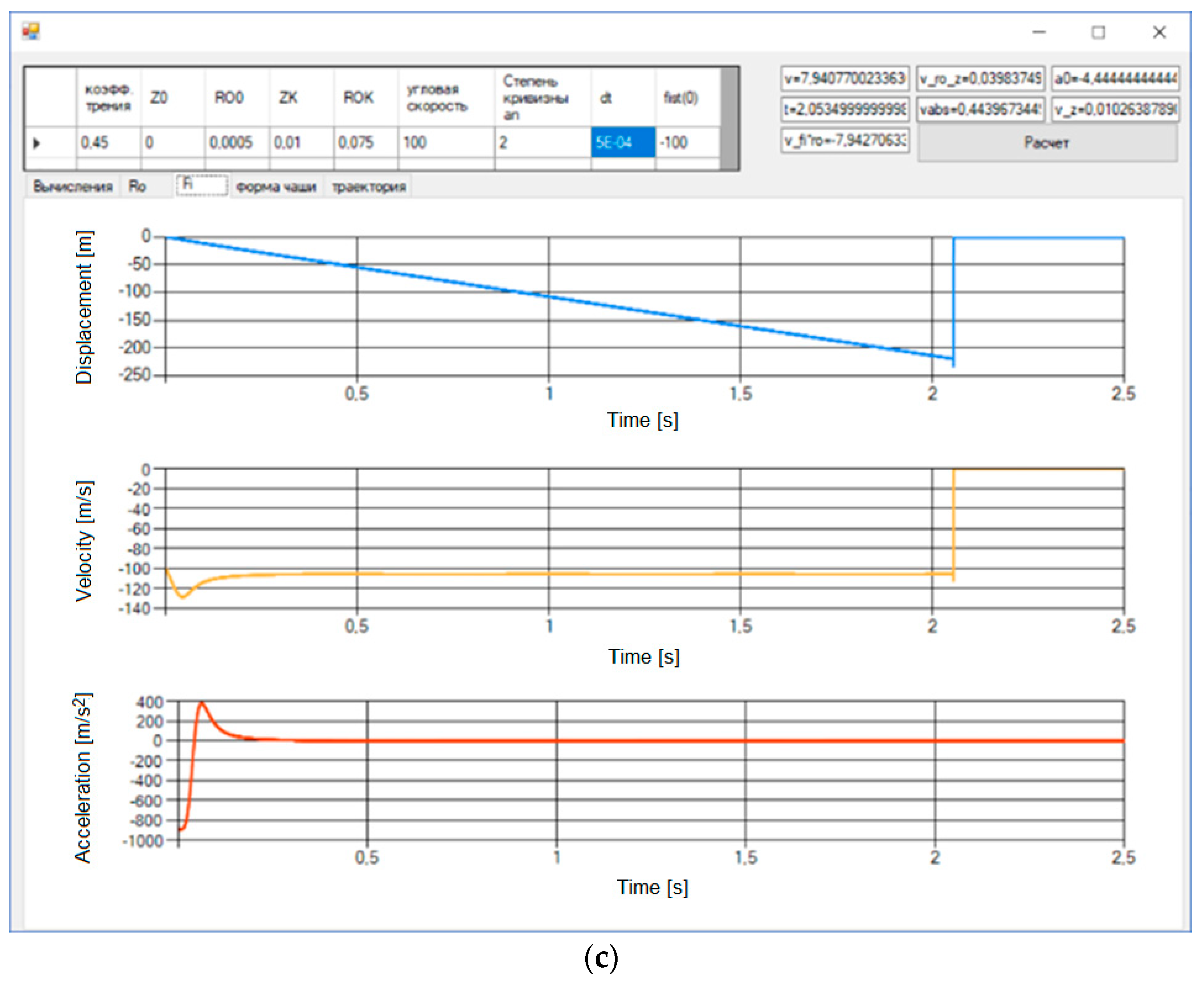
3.1. Modeling Results
3.2. Results and Discussion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Linke, B.S.; Corman, G.J.; Dornfeld, D.A.; Tonissen, S. Sustainability indicators for discrete manufacturing processes applied to grinding technology. J. Manuf. Syst. 2013, 32, 556–563. [Google Scholar] [CrossRef] [Green Version]
- Gola, A. Reliability analysis of reconfigurable manufacturing system structures using computer simulation methods. Eksploat. I Niezawodn. Maint. Reliab. 2019, 21, 90–102. [Google Scholar] [CrossRef]
- Wegener, K.; Bleicher, F.; Krajnik, P.; Hoffmeister, H.W.; Brecher, C. Recent developments in grinding machines. Cirp Ann. Manuf. Technol. 2017, 66, 779–802. [Google Scholar] [CrossRef]
- Zhou, Z.; Dou, Y.; Sun, J.; Jiang, J.; Tan, Y. Sustainable Production Line Evaluation Based on Evidential Reasoning. Sustainability 2017, 9, 1811. [Google Scholar] [CrossRef]
- Shankar, K.M.; Kumar, P.U.; Kannan, D. Analyzing the Drivers of Advanced Sustainable Manufacturing System Using AHP Approach. Sustainability 2016, 8, 824. [Google Scholar] [CrossRef]
- Wu, G.; Duan, K.; Zuo, J.; Zhao, X.; Tang, D. Integrated Sustainability Assessment of Public Rental Housing Community Based on a Hybrid Method of AHP-Entropy Weight and Cloud Model Sustainability. Sustainability 2017, 9, 603. [Google Scholar]
- Bardelli, M.; Cravero, C.; Marini, M.; Marsano, D.; Milingi, O. Numerical Investigation of Impeller-Vaned Diffuser Interaction in a Centrifugal Compressor. Appl. Sci. 2019, 9, 1619. [Google Scholar] [CrossRef]
- Faria, P.M.C.; Rajamain, R.K.; Tavares, L.M. Optimization of Solids Concentration in Iron Ore Ball Milling through Modeling and Simulation. Minerals 2019, 9, 366. [Google Scholar] [CrossRef]
- Koltai, T.; Lozano, S.; Uzonyi-Kecskés, J.; Moreno, P. Evaluation of the results of a production simulation game using a dynamic DEA approach. Comput. Ind. Eng. 2017, 105, 1–11. [Google Scholar] [CrossRef]
- Ahmad, S.; Wong, K.Y. Development of weighted triple-bottom line sustainability indicators for the Malaysian food manufacturing industry using the Delphi method. J. Clean. Prod. 2019, 229, 1167–1182. [Google Scholar] [CrossRef]
- Joung, C.B.; Carrell, J.; Sarkar, P.; Feng, S.C. Categorization of indicators for sustainable manufacturing. Ecol. Indic. 2013, 24, 148–157. [Google Scholar] [CrossRef]
- Krajn, D.; Glavic, P. Indicators of sustainable production. Clean Technol. Environ. Policy 2003, 5, 279–288. [Google Scholar] [CrossRef]
- Beekaroo, D.; Callychurn, D.S.; Hurreeram, D.K. Developing a sustainability index for Mauritian manufacturing companies. Ecol. Indic. 2019, 96, 250–257. [Google Scholar] [CrossRef]
- Filleti, R.A.P.; Silva, D.A.L.; da Silva, E.J.; Ometto, A.R. Productive and environmental performance indicators analysis by a combined LCA hybrid model and real-time manufacturing process monitoring: A grinding unit process application. J. Clean. Prod. 2017, 161, 510–523. [Google Scholar] [CrossRef]
- Machado, C.G.; Despeisse, M.; Winroth, M.; Ribeiro da Silva, E.H.D. Additive manufacturing from the sustainability perspective: Proposal for a self-assessment tool. In Proceedings of the 52nd CIRP Conference on Manufacturing Systems, Procedia CIRP, Ljubljana, Slovenia, 12–14 June 2019; Volume 81, pp. 482–487. [Google Scholar]
- Zarte, M.; Pechmann, A.; Nunes, I.L. Decision support systems for sustainable manufacturing surrounding the product and production life cycle—A literature review. J. Clean. Prod. 2019, 219, 336–349. [Google Scholar] [CrossRef]
- Piasecka, I.; Tomporowski, A.; Flizikowski, J.; Kruszelnicka, W.; Kasner, R.; Mroziński, A. Life Cycle Analysis of Ecological Impacts of an Offshore and a Land-Based Wind Power Plant. Appl. Sci. 2019, 9, 231. [Google Scholar] [CrossRef]
- Wang, R.; Wu, Y.; Ke, W.; Zhang, S.; Zhou, B.; Hao, J. Can propulsion and fuel diversity for the bus fleet achieve the win–win strategy of energy conservation and environmental protection? Appl. Energy 2015, 147, 92–103. [Google Scholar] [CrossRef]
- Ventura, J.A.; Kweon, S.J.; Hwang, S.W.; Tormay, M.; Li, C. Energy policy considerations in the design of an alternative-fuel refueling infrastructure to reduce GHG emissions on a transportation network. Energy Policy 2017, 111, 427–439. [Google Scholar] [CrossRef]
- Arzoumanidis, I.; Salomone, R.; Petti, L.; Mondello, G.; Raggi, A. Is there a simplified LCA tool suitable for the agri-food industry? An assessment of selected tools. J. Clean. Prod. 2017, 149, 406–425. [Google Scholar] [CrossRef]
- Tassielli, G.; Renzulli, P.A.; Mousavi-Avval, S.H.; Notarnicola, B. Quantifying life cycle inventories of agricultural field operations by considering different operational parameters. Int. J. Life Cycle Assess. 2019, 24, 1075–1092. [Google Scholar] [CrossRef]
- Helleno, A.L.; Isaias de Moraes, A.J.; Simon, A.T. Integrating sustainability indicators and Lean Manufacturing to assess manufacturing processes: Application case studies in Brazilian industry. J. Clean. Prod. 2017, 153, 405–416. [Google Scholar] [CrossRef]
- Skrucany, T.; Ponicky, J.; Kendra, M.; Gnap, J. Comparison of railway and road passenger transport in energy consumption and GHG production. In Proceedings of the Third International Conference on Traffic and Transport Engineering (ICTTE), Lucerne, Switzerland, 6–10 July 2016; pp. 744–749. [Google Scholar]
- Skrucany, T.; Semanova, S.; Figlus, T.; Sarkan, B.; Gnap, J. Energy intensity and GHG production of chosen propulsions used in road transport. Commun. Sci. Lett. Univ. Zilina 2017, 19, 3–9. [Google Scholar]
- Tucki, K.; Mruk, R.; Orynych, O.; Wasiak, A.; Botwinska, K.; Gola, A. Simulation of the Operation of a Spark Ignition Engine Fueled with Various Biofuels and Its Contribution to Technology Management. Sustainability 2019, 11, 2799. [Google Scholar] [CrossRef]
- Akbar, M.; Irohara, T. Scheduling for sustainable manufacturing: A review. J. Clean. Prod. 2018, 205, 866–883. [Google Scholar] [CrossRef]
- Singh, R.K.; Murty, H.R.; Gupta, S.K.; Dikshit, A.K. An overview of sustainability assessment methodologies. Ecol. Indic. 2012, 15, 281–299. [Google Scholar] [CrossRef]
- Leonesio, M.; Bianchi, G.; Cau, N. Design criteria for grinding machine dynamic stability. Procedia Cirp 2018, 78, 382–387. [Google Scholar] [CrossRef]
- Möhring, H.C.; Brecher, C.; Abele, E.; Fleischer, J.; Bleicher, F. Materials in machine tool structures. Cirp Ann. Manuf. Technol. 2015, 64, 725–748. [Google Scholar] [CrossRef]
- Madej, O.; Kruszelnicka, W.; Tomporowski, A. Wyznaczanie procesowych charakterystyk wielokrawędziowego rozdrabniania ziaren kukurydzy. Inżynieria I Apar. Chem. 2016, 4, 144–145. [Google Scholar]
- Stadnyk, I.; Vitenko, T.; Droździel, P.; Derkach, A. Simulation of components mixing in order to determine rational parameters of working bodies. Adv. Sci. Technol. Res. J. 2016, 10, 30–138. [Google Scholar] [CrossRef]
- Tong, J.; Xu, S.; Chen, D.; Li, M. Design of a Bionic Blade for Vegetable Chopper. J. Bionic Eng. 2017, 14, 163–171. [Google Scholar] [CrossRef]
- Flizikowski, J.; Topolinski, T.; Opielak, M.; Tomporowski, A.; Mrozinski, A. Research and analysis of operating characteristics of energetic biomass micronizer. Eksploat. I Niezawodn. Maintanance Reliab. 2015, 17, 19–26. [Google Scholar] [CrossRef]
- Marczuk, A.; Misztal, W.; Savinykh, P.; Turubanov, N.; Isupov, A.; Zyryanov, D. Improving efficiency of horizontal ribbon mixer by optimizing its constructional and operational parameters. Eksploat. I Niezawodn. –Maint. Reliab. 2019, 21, 220–225. [Google Scholar] [CrossRef]
- Rocha, A.G.; Montanhini, R.N.; Dilkin, P.; Tamiosso, C.D.; Mallmann, C.A. Comparison of different indicators for the evaluation of feed mixing efficiency. Anim. Feed Sci. Technol. 2015, 209, 249–256. [Google Scholar] [CrossRef]
- Tropp, M.; Tomasikova, M.; Bastovansky, R.; Krzywonos, L.; Brumercik, F. Concept of deep drawing mechatronic system working in extreme conditions. Procedia Eng. 2017, 192, 893–898. [Google Scholar] [CrossRef]
- Vitenko, T.; Droździel, P.; Rudawska, A. Industrial usage of hydrodynamic cavitation device. Adv. Sci. Technol. Res. J. 2018, 12, 158–167. [Google Scholar] [CrossRef]
- Xiao, X.; Tan, Y.; Zhang, H.; Jiang, S.; Wang, J.; Deng, R.; Cao, G.; Wu, B. Numerical investigation on the effect of the particle feeding order on the degree of mixing using DEM. Procedia Eng. 2015, 102, 1850–1856. [Google Scholar] [CrossRef]
- Tomporowski, A.; Flizikowski, J.; Al-Zubledy, A. An active monitoring of biomaterials grinding. Przem. Chem. 2018, 97, 250–257. [Google Scholar]
- Camargo, I.L.; Erbereli, R.; Lovo, J.F.P.; Fortulan, C.A. Planetary Mill with Friction Wheels Transmission Aided by an Additional Degree of Freedom. Machines 2019, 7, 33. [Google Scholar] [CrossRef]
- Druzhynin, R.A. Improving the Working Process of an Impact Centrifugal Grinding Machine. Ph.D. Thesis, Voronezh State University, Voronezh, Russia, 2014. [Google Scholar]
- Stepanovich, S.N. Centrifugal Rotary Grain Grinders. Ph.D. Thesis, Chelyabinsk State Agroengineering University, Chelyabinsk, Russia, 2008. [Google Scholar]
- Cho, J.; Zhu, Y.; Lewkowicz, K.; Lee, S.H.; Bergman, T.; Chaudhuri, B. Solving granular segregation problems using a biaxial rotary mixer. Chem. Eng. Process. 2012, 57–58, 42–50. [Google Scholar] [CrossRef]
- Nikitin, N.N. The Course of Theoretical Mechanics; Higher School: Moscow, Russia, 1990; p. 607. [Google Scholar]
- Timoshenko, S.P.; Young, D.H.; Weaver, W. Vibration Problems in Engineering; Trans. from English; D. Van Nostrand Company INC.: New York, NY, USA, 1985; p. 472. [Google Scholar]
- Steinhöfel, E.; Galeitzke, M.; Kohl, H.; Orth, R. Sustainability Reporting in German Manufacturing SMEs. 16th Global Conference on Sustainable Manufacturing—Sustainable Manufacturing for Global Circular Economy. Proc. Manuf. 2019, 33, 610–617. [Google Scholar]








© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marczuk, A.; Caban, J.; Aleshkin, A.V.; Savinykh, P.A.; Isupov, A.Y.; Ivanov, I.I. Modeling and Simulation of Particle Motion in the Operation Area of a Centrifugal Rotary Chopper Machine. Sustainability 2019, 11, 4873. https://0-doi-org.brum.beds.ac.uk/10.3390/su11184873
Marczuk A, Caban J, Aleshkin AV, Savinykh PA, Isupov AY, Ivanov II. Modeling and Simulation of Particle Motion in the Operation Area of a Centrifugal Rotary Chopper Machine. Sustainability. 2019; 11(18):4873. https://0-doi-org.brum.beds.ac.uk/10.3390/su11184873
Chicago/Turabian StyleMarczuk, Andrzej, Jacek Caban, Alexey V. Aleshkin, Petr A. Savinykh, Alexey Y. Isupov, and Ilya I. Ivanov. 2019. "Modeling and Simulation of Particle Motion in the Operation Area of a Centrifugal Rotary Chopper Machine" Sustainability 11, no. 18: 4873. https://0-doi-org.brum.beds.ac.uk/10.3390/su11184873