Optimizing the Environmental Profile of Fresh-Cut Produce: Life Cycle Assessment of Novel Decontamination and Sanitation Techniques


Abstract
:1. Introduction
2. Materials and Methods
2.1. Goal and Scope Definition
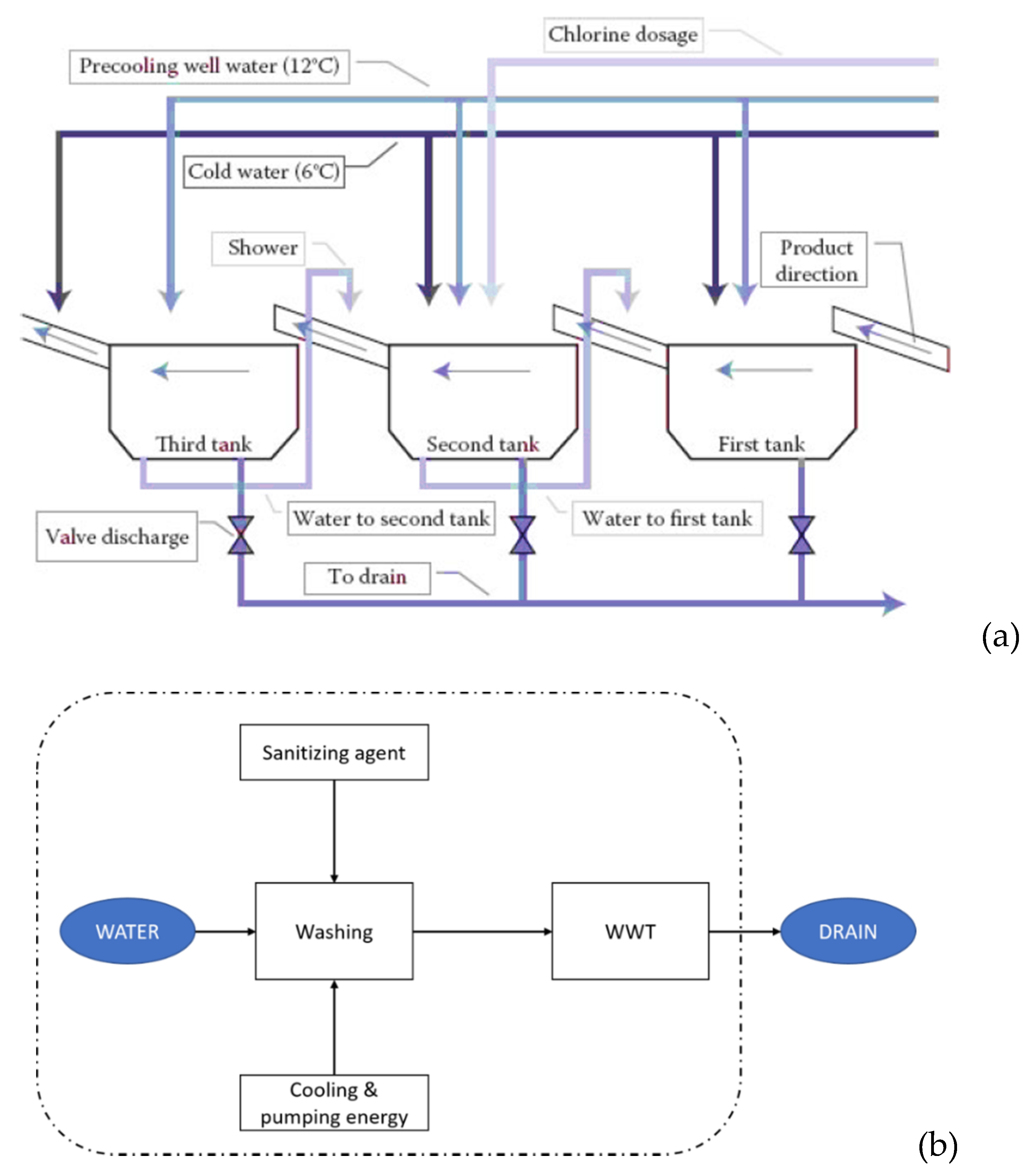
2.1.1. System Boundaries
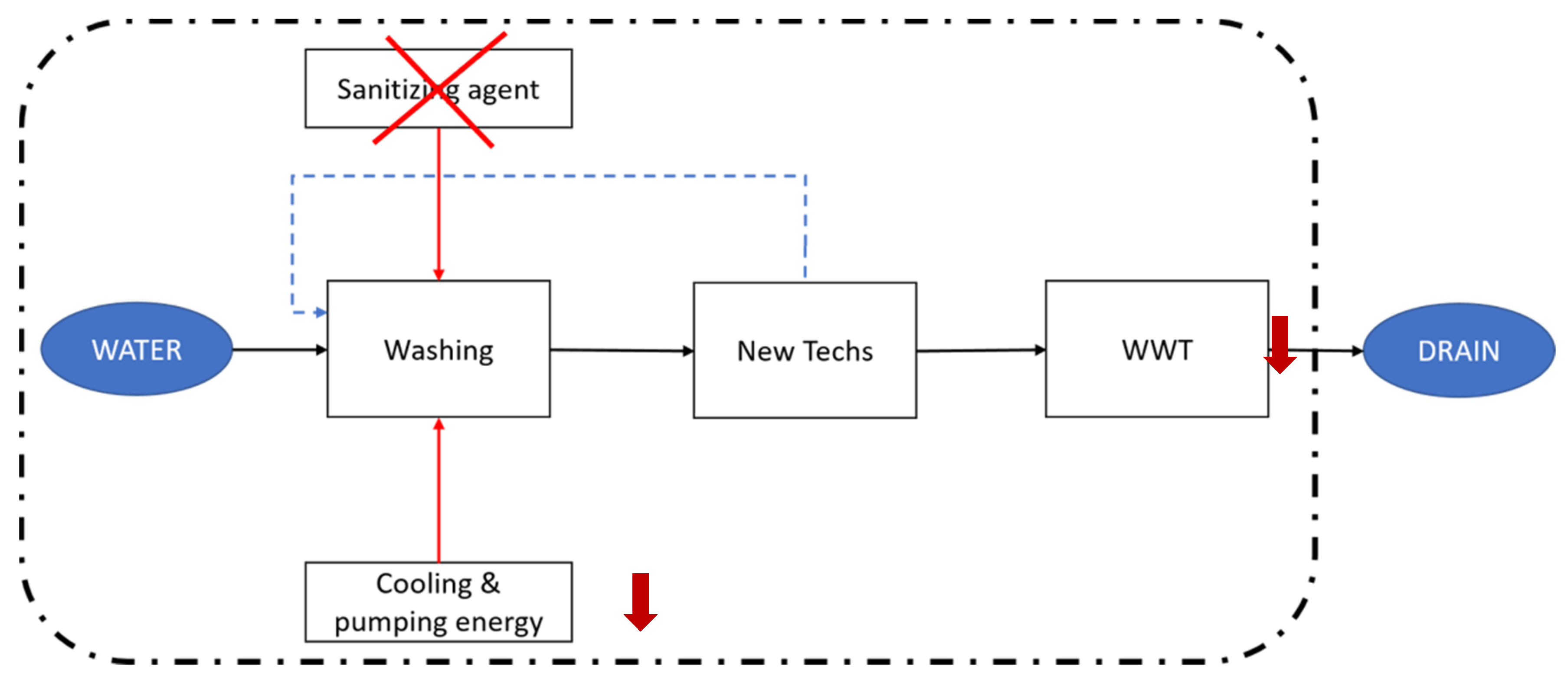
2.1.2. Scenarios Definition
- A hybrid depuration system, based upon the utilization of ozone gas combined with inorganic filtering membranes. In this scenario, the oxidizing role of chlorine is replaced by ozone. The main drawback when using ozone as an oxidizing agent is its high cost, which can be diminished by ozonation using pulsed corona discharge (PCD), though it shows enhanced energy efficiency when compared with other methods [31,32]. As an active species, ozone oxidizes the organic compound present in water, but to a lesser extent than chlorine [33]. That is why ozonation has been combined with nanofiltration (NF) membranes in several studies [31,34,35]—to prevent membrane fouling by degrading the organic matter. The combination of these technologies as a means of water purification in the washing step of FC lettuce production has been proposed in [36] by a member of the CEREAL project consortium.
- Standard ultrafiltration (UF) membranes. When it comes to alternative water treatment processes, UF is one of the most widely used [37,38]. This technology has the ability to remove colloids, particles, bacteria, and viruses from water [39]. However, the major drawback of UF systems in a large-scale application is membrane fouling [40], which is treated through backwashes—pumping water backwards through the filters media [41]. The use of filtering membranes alone for the treatment of FC washing water has also been previously reported [42].
- Microfiltration (MF) membranes made of cellulose acetate (CA) and chitin nanocrystals. CA-based membranes are extensively used in industrial-scale applications since they are derived from an abundant natural polymer such as cellulose. However, they show poor mechanical strength and chemical and thermal stability [43]. Thus, this material needs to be reinforced in order to meet the requirements for its actual utilization. Chitin nanocrystals (ChNC) can be used for this aim. They are macromolecules that act as structural polymers in the exoskeleton of arthropods, in the cell walls of fungi and yeast, and in other microorganisms [44]. Besides their good mechanical properties, ChNC also possesses antifungal and antibacterial properties [45]. This behavior prevents the biofilm formation and the subsequent fouling of the membrane, providing a successful means of water filtering [45,46].
- Nanofiltration using ceramic membranes coated with biocide silver nanoparticles (AgNP). The use of fine-pore membranes is combined with silver, which has long been known to exhibit good antibacterial ability for a considerable range of microorganisms, and thus AgNP are commercialized as antimicrobial agents [47,48]. This combination is able to successfully treat water under an acceptable flux rate with excellent bacterial losses [49].
2.2. Life Cycle Inventory
- Primary data, which were kindly supplied by the different partners in the CEREAL project consortium. As it was stated in the introductory part, these data resulted from previous stages of this same project, where the consortium developed and/or evaluated at lab-scale the technologies here assessed, reaching conclusions such as the expected water saving and electricity usage.
- Secondary data retrieved from background databases. In this work, we used the Ecoinvent v3.2 database to gather the remaining missing data and to model the lacking processes [50]. This is a widely used database in the framework of LCA due to its three main strengths: the data’s reliability, transparency, and the independence of the host institutions [51].
- Secondary data collected from a profound literature search. Fortunately, data concerning the manufacturing of the filtering devices had been previously reported and were here used for elaborating the inventory.
2.3. Life Cycle Impact Assessment
2.4. Sensitivity Analysis
3. Results
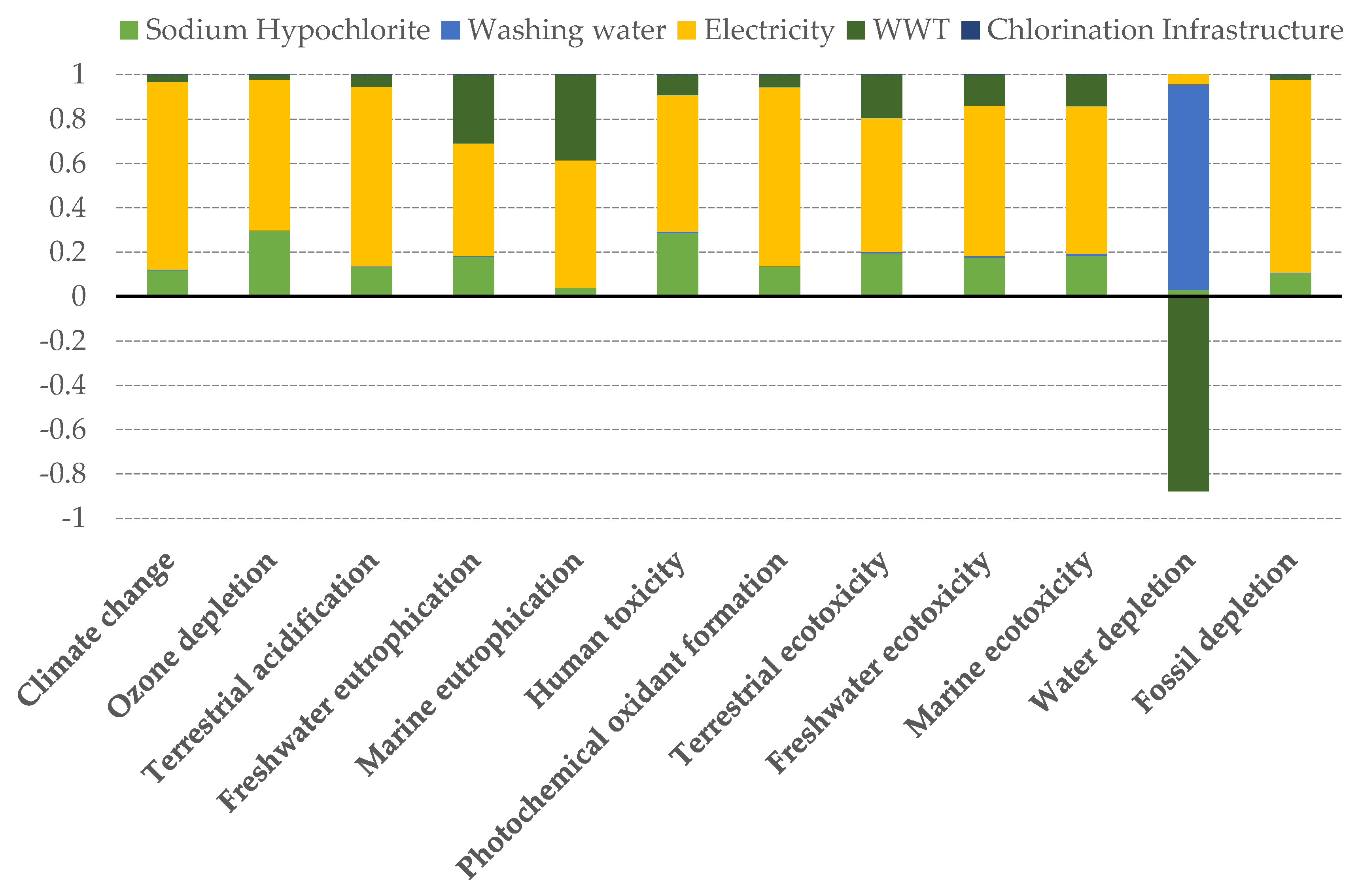
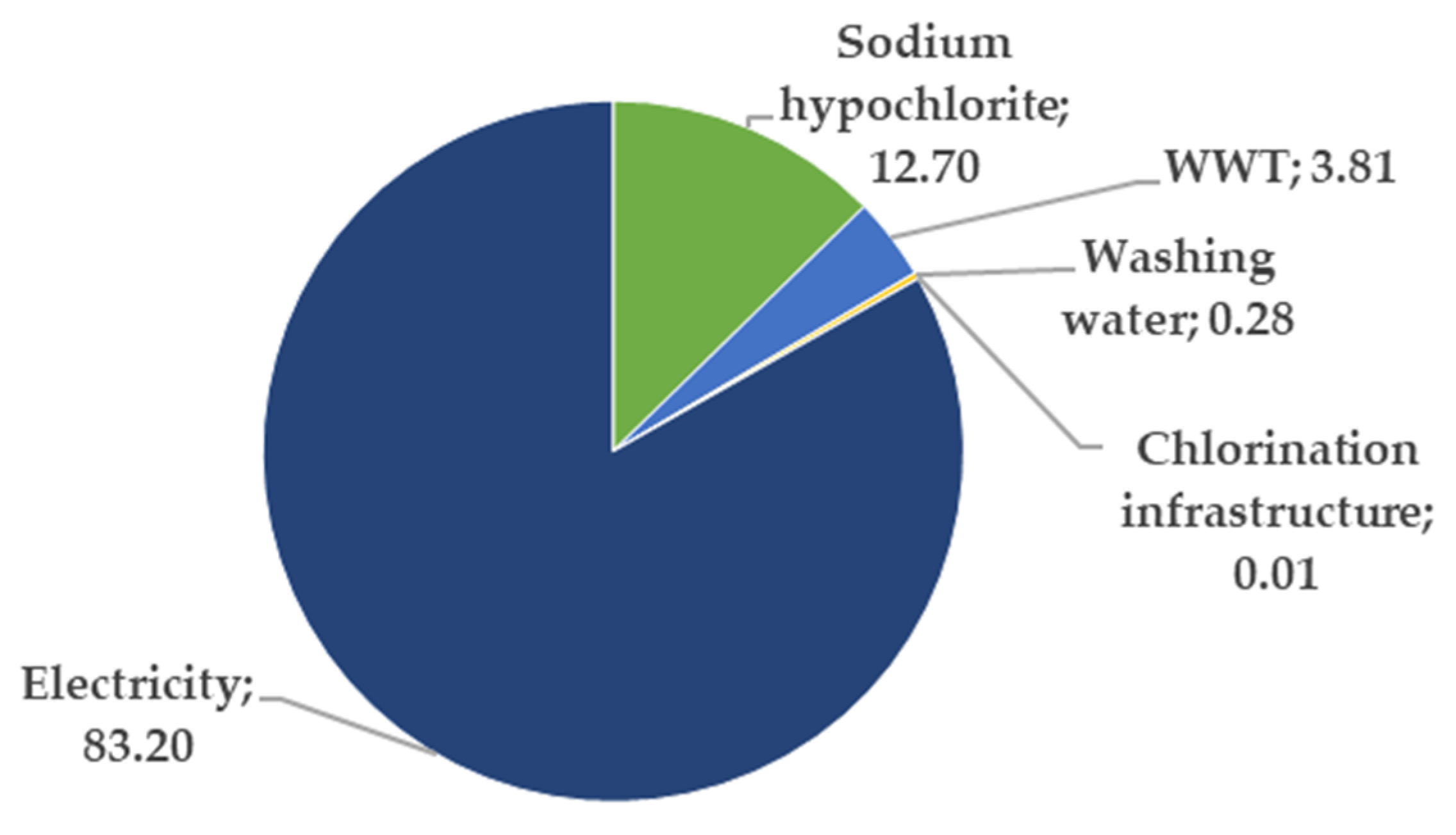
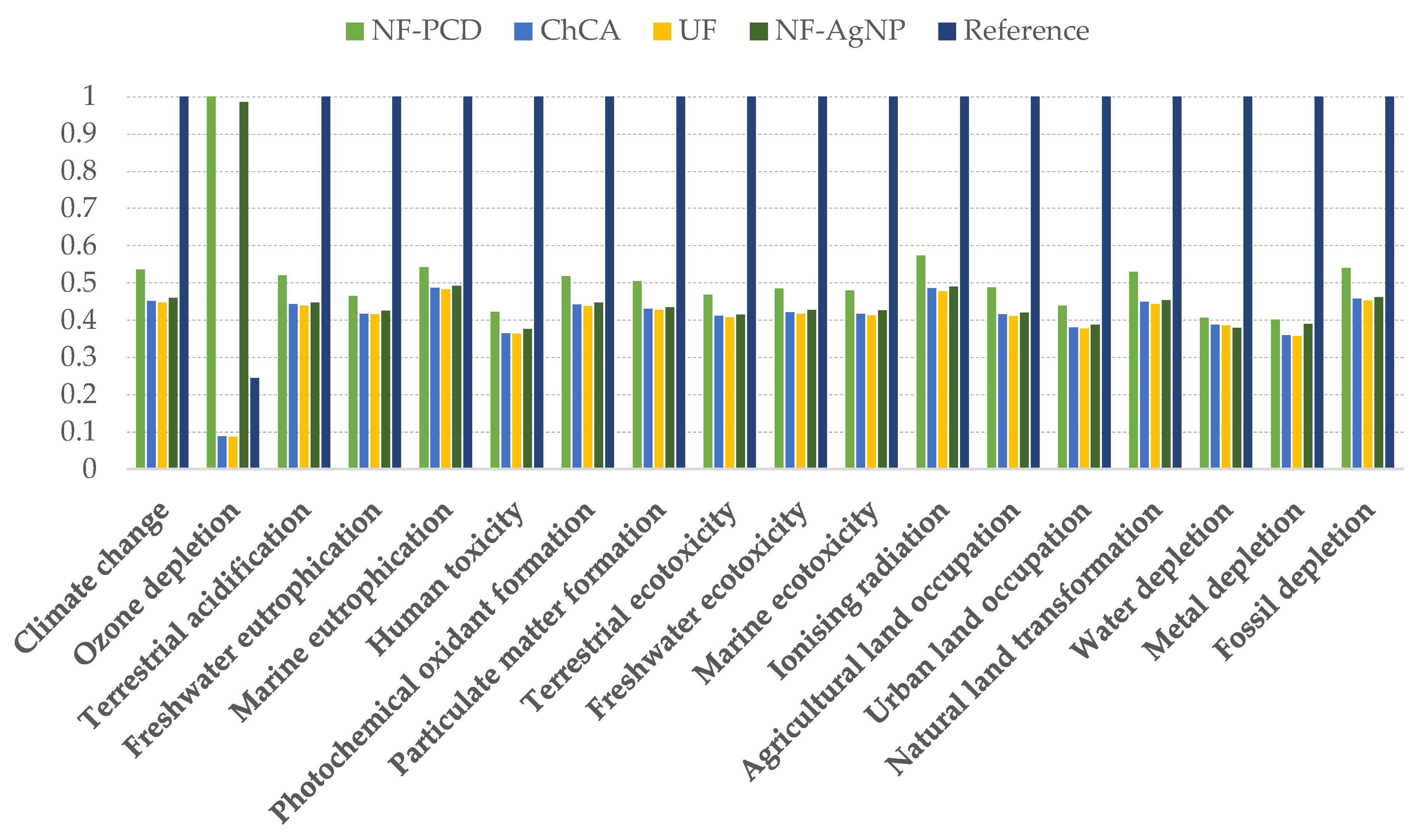
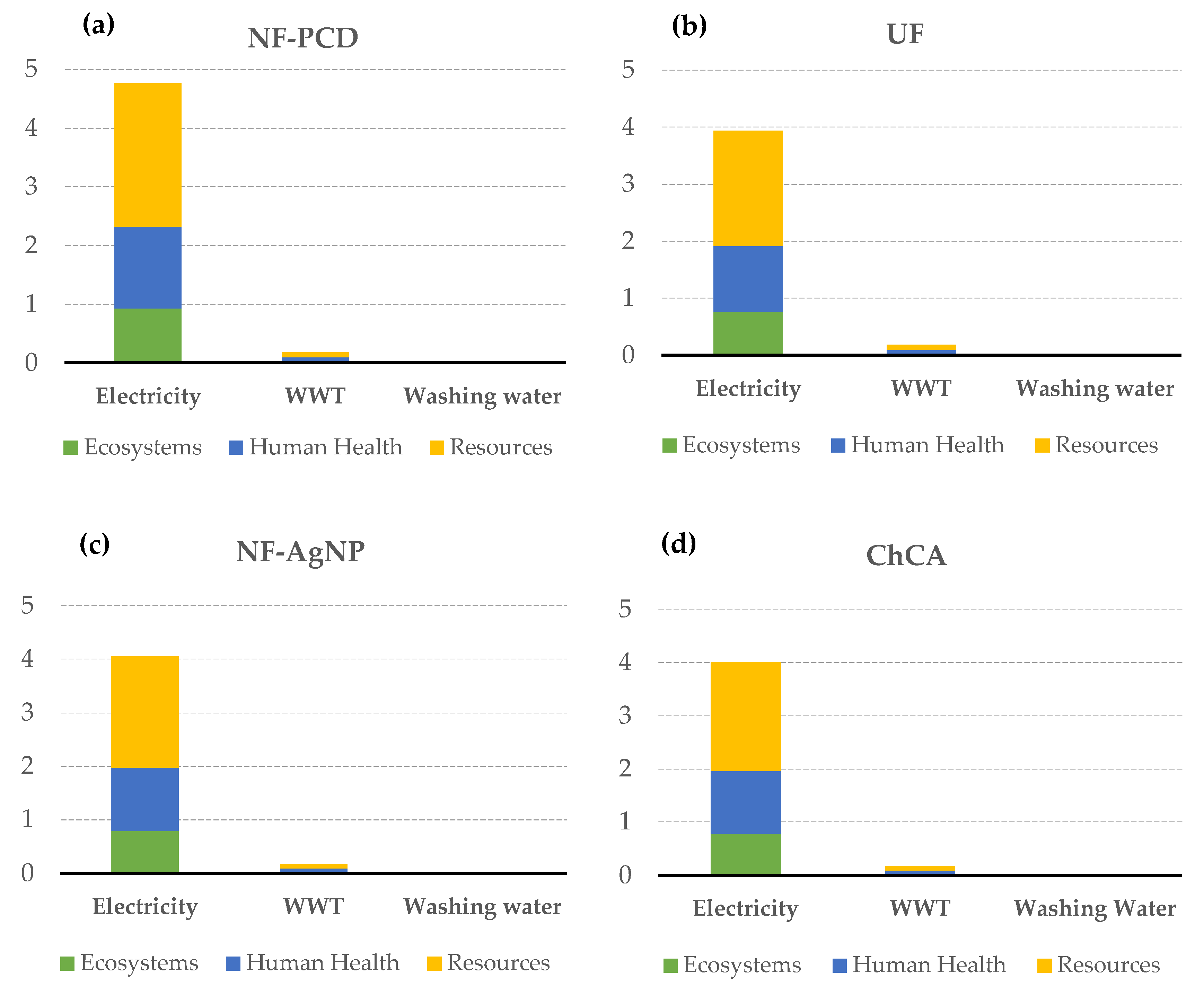
3.1. Impacts Evaluation
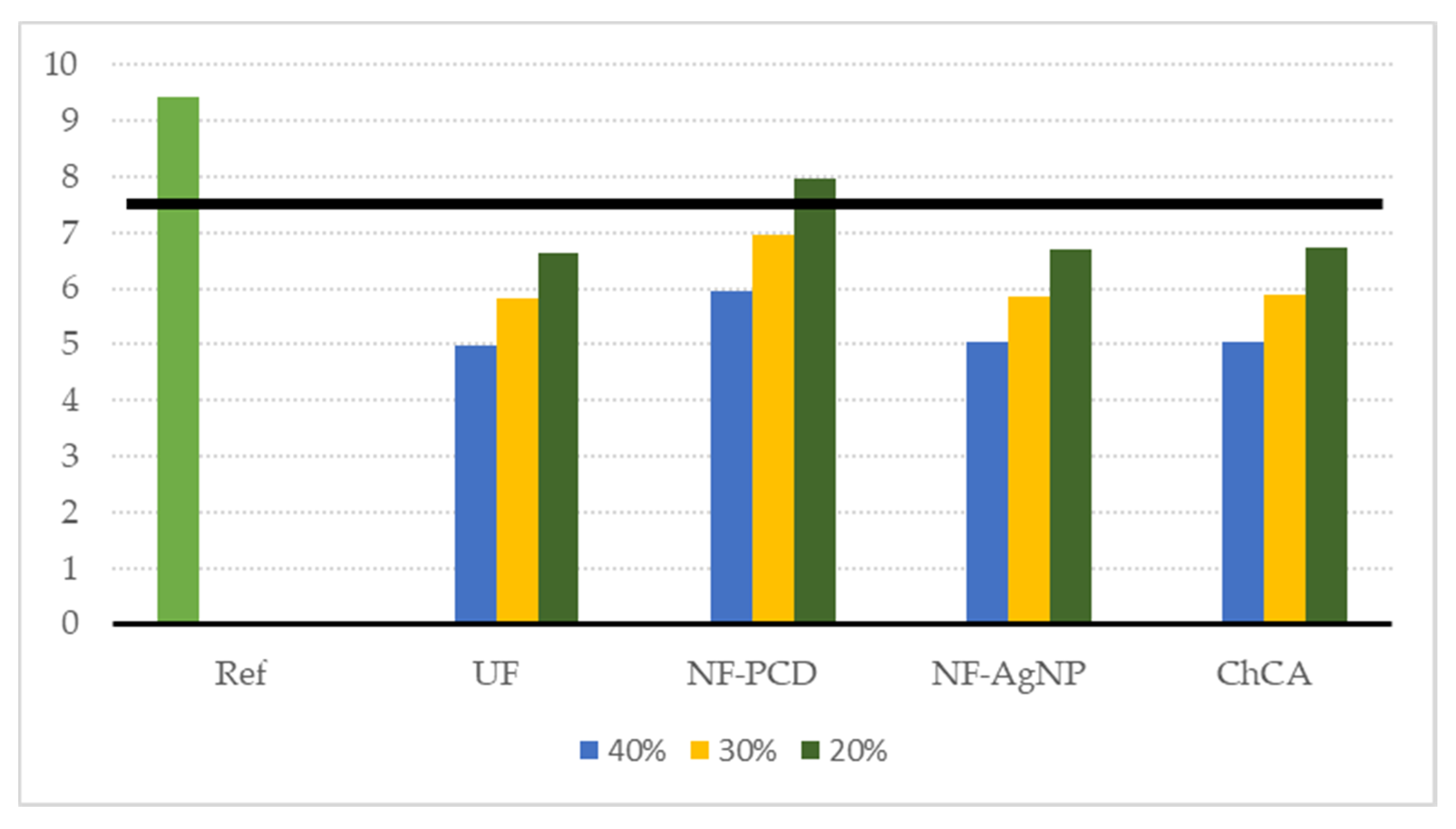
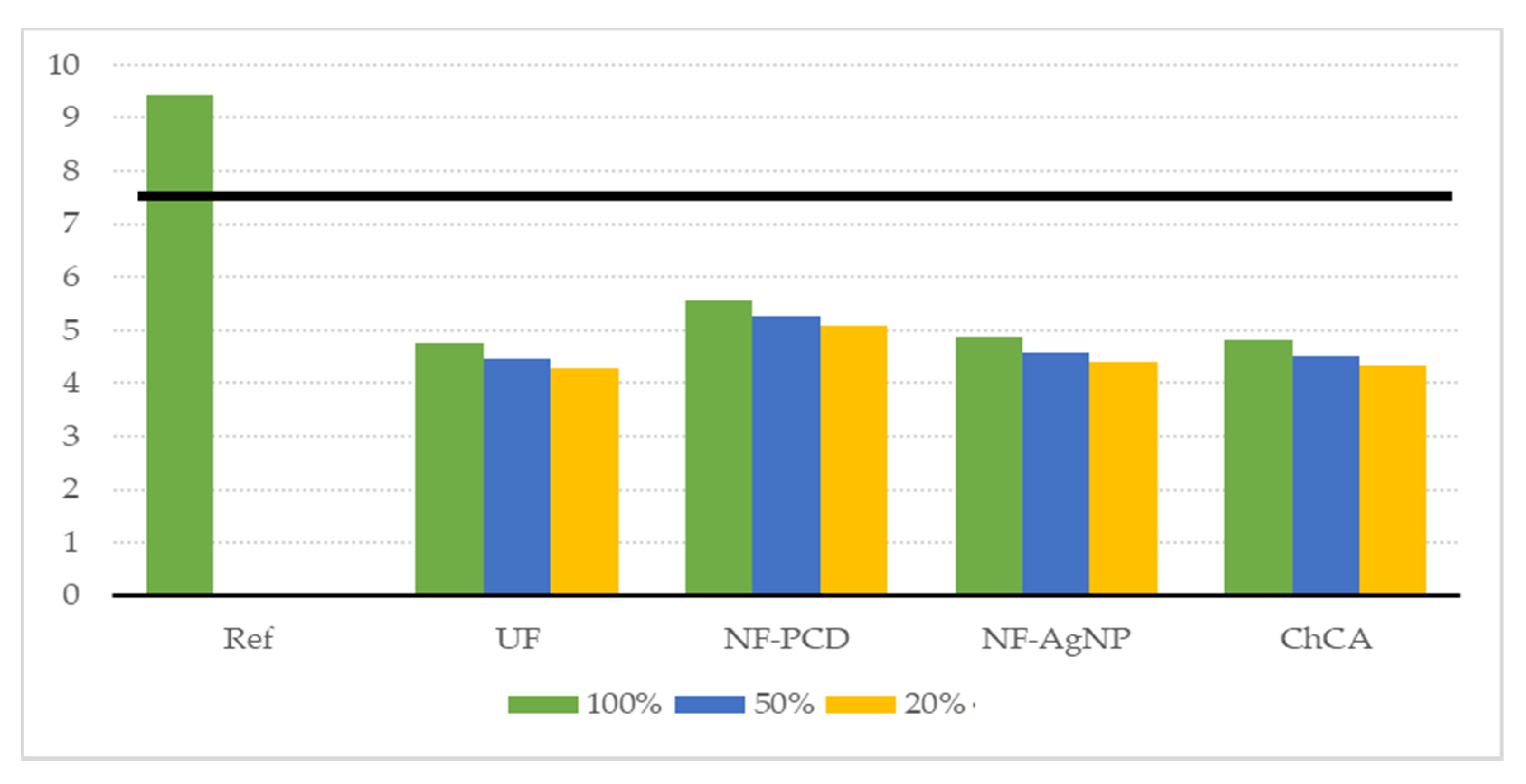
3.2. Sensitivity Analysis
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kader, A.A.; Gil, M.I. Fresh-cut fruit and vegetables. In Improving the Health-Promoting Properties of Fruit and Vegetable Products; Woodhead Publishing Series in Food Science, Technology and Nutrition; Woodhead Publishing: Cambridge, UK, 2008; pp. 475–504. ISBN 978-1-84569-184-4. [Google Scholar]
- Baselice, A.; Colantuoni, F.; Lass, D.A.; Nardone, G.; Stasi, A. Trends in EU consumers’ attitude towards fresh-cut fruit and vegetables. Food Qual. Prefer. 2017, 59, 87–96. [Google Scholar] [CrossRef]
- Procentese, A.; Raganati, F.; Olivieri, G.; Elena Russo, M.; Marzocchella, A. Pre-treatment and enzymatic hydrolysis of lettuce residues as feedstock for bio-butanol production. Biomass Bioenergy 2017, 96, 172–179. [Google Scholar] [CrossRef]
- Turatti, A. Process Design, Facility and Equipment Requirements. In Advances in Fresh-Cut Fruits and Vegetables Processing; Martin-Belloso, O., Soliva-Fortuny, R., Eds.; CRC Press: Boca Raton, FL, USA, 2011; pp. 339–360. ISBN 9781420071238. [Google Scholar]
- Patrick, V.; Mazollier, J. Overview of the European Fresh-cut Produce Industry. In Fresh-Cut Fruits and Vegetables: Science, Technology and Market; Lamikanra, O., Ed.; CRC Press: Boca Raton, FL, USA, 2002; ISBN 9781498729949. [Google Scholar]
- Gil, M.I.; Selma, M.V.; López-Gálvez, F.; Allende, A. Fresh-cut product sanitation and wash water disinfection: Problems and solutions. Int. J. Food Microbiol. 2009, 134, 37–45. [Google Scholar] [CrossRef] [PubMed]
- Gil, M.I.; Allende, A.; Selma, M.V. Treatments to Ensure Safety of Fresh-cur Fruits and Vegetables. In Advances in Fresh-Cut Fruits and Vegetables Processing; Martin-Belloso, O., Soliva-Fortuny, R., Eds.; CRC Press: Boca Raton, FL, USA, 2011; pp. 221–230. [Google Scholar]
- Teng, Z.; van Haute, S.; Zhou, B.; Hapeman, C.J.; Millner, P.D.; Wang, Q.; Luo, Y. Impacts and interactions of organic compounds with chlorine sanitizer in recirculated and reused produce processing water. PLoS ONE 2018, 13, e0208945. [Google Scholar] [CrossRef] [PubMed]
- Van Haute, S.; Tryland, I.; Veys, A.; Sampers, I. Wash water disinfection of a full-scale leafy vegetables washing process with hydrogen peroxide and the use of a commercial metal ion mixture to improve disinfection efficiency. Food Control 2015, 50, 173–183. [Google Scholar] [CrossRef] [Green Version]
- Weng, S.; Luo, Y.; Li, J.; Zhou, B.; Jacangelo, J.G.; Schwab, K.J. Assessment and speciation of chlorine demand in fresh-cut produce wash water. Food Control 2016, 60, 543–551. [Google Scholar] [CrossRef] [Green Version]
- Luo, Y.; Zhou, B.; Van Haute, S.; Nou, X.; Zhang, B.; Teng, Z.; Turner, E.R.; Wang, Q.; Millner, P.D. Association between bacterial survival and free chlorine concentration during commercial fresh-cut produce wash operation. Food Microbiol. 2018, 70, 120–128. [Google Scholar] [CrossRef]
- Goal 12 Sustainable Development Knowledge Platform. Available online: https://sustainabledevelopment.un.org/sdg12 (accessed on 6 April 2020).
- Fusi, A.; Castellani, V.; Bacenetti, J.; Cocetta, G.; Fiala, M.; Guidetti, R. The environmental impact of the production of fresh cut salad: A case study in Italy. Int. J. Life Cycle Assess. 2016, 21, 162–175. [Google Scholar] [CrossRef]
- Allende, A.; Selma, M.V.; López-Gálvez, F.; Villaescusa, R.; Gil, M.I. Impact of wash water quality on sensory and microbial quality, including Escherichia coli cross-contamination, of fresh-cut escarole. J. Food Prot. 2008, 71, 2514–2518. [Google Scholar] [CrossRef]
- Lee, A.; Elam, J.W.; Darling, S.B. Membrane materials for water purification: Design, development, and application. Environ. Sci. Water Res. Technol. 2016, 2, 17–42. [Google Scholar] [CrossRef]
- Ilgin, M.A.; Gupta, S.M. Environmentally conscious manufacturing and product recovery (ECMPRO): A review of the state of the art. J. Environ. Manag. 2010, 91, 563–591. [Google Scholar] [CrossRef] [PubMed]
- Garcia-Gudiño, J.; Monteiro, A.N.T.R.; Espagnol, S.; Blanco-penedo, I.; Garcia-launay, F. Life Cycle Assessment of Iberian Traditional Pig Production System in Spain. Sustainability 2020, 12, 627. [Google Scholar] [CrossRef] [Green Version]
- Pierucci, S.; Klemeš, J.J.; Piazza, L.; Bakalis, S.; Falcone, G.; De Luca, A.I.; Stillitano, T.; Iofrida, N.; Strano, A.; Piscopo, A.; et al. Shelf Life Extension to Reduce Food Losses: The Case of Mozzarella Cheese. In Proceedings of the Chemical Engeneering Transactions, Milano, Italy, 28–31 May 2017. [Google Scholar]
- Partearroyo, T.; de Samaniego-Vaesken, M.L.; Ruiz, E.; Aranceta-Bartrina, J.; Gil, Á.; González-Gross, M.; Ortega, R.M.; Serra-Majem, L.; Varela-Moreiras, G. Current food consumption amongst the spanish anibes study population. Nutrients 2019, 11, 2663. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Clement, O.; Olatayo Jekayinfa, S.; Jekayinfa, S.O.; Pecenka, R.; Jaiyeoba, F.; Ogunlade, C.A.; Oni, O. Life Cycle Assessment of Local Rice Production and Processsing in Nigeria. In Proceedings of the Internarional Commission of Agricultural and Biosystems Engineering, Ibadan, Nigeria, 22–25 October 2018. [Google Scholar]
- Ghasemi-Mobtaker, H.; Kaab, A.; Rafiee, S. Application of life cycle analysis to assess environmental sustainability of wheat cultivation in the west of Iran. Energy 2020, 193, 116768. [Google Scholar] [CrossRef]
- Halloran, A.; Roos, N.; Eilenberg, J.; Cerutti, A.; Bruun, S. Life cycle assessment of edible insects for food protein: A review. Agron. Sustain. Dev. 2016, 36. [Google Scholar] [CrossRef] [Green Version]
- Moreno, J.; Pablos, C.; Marugán, J. Quantitative Methods for Life Cycle Assessment (LCA) Applied to the Vegetable Industry. In Quantitative Methods for Food Safety and Quality in the Vegetable Industry; Springer: New York, NY, USA, 2018; pp. 255–293. [Google Scholar]
- Tasca, A.L.; Nessi, S.; Rigamonti, L. Environmental sustainability of agri-food supply chains: An LCA comparison between two alternative forms of production and distribution of endive in northern Italy. J. Clean. Prod. 2017, 140, 725–741. [Google Scholar] [CrossRef]
- Ilari, A.; Duca, D. Energy and environmental sustainability of nursery step finalized to “fresh cut” salad production by means of LCA. Int. J. Life Cycle Assess. 2018, 23, 800–810. [Google Scholar] [CrossRef]
- Bull, R.J.; Crook, J.; Whittaker, M.; Cotruvo, J.A. Therapeutic dose as the point of departure in assessing potential health hazards from drugs in drinking water and recycled municipal wastewater. Regul. Toxicol. Pharmacol. 2011, 60, 1–19. [Google Scholar] [CrossRef]
- Legay, C.; Rodriguez, M.J.; Sérodes, J.B.; Levallois, P. Estimation of chlorination by-products presence in drinking water in epidemiological studies on adverse reproductive outcomes: A review. Sci. Total Environ. 2010, 408, 456–472. [Google Scholar] [CrossRef]
- ISO/IEC ISO 14040:2006. Environmental Management—Life Cycle Assessment—Principles and Framework; International Organization for Standardization (ISO): Genève, Switzerland, 2006. [Google Scholar]
- ISO/IEC ISO 14044:2006. Environmental Management—Life Cycle Assessment—Requirements and Guidelines; International Organization for Standardization (ISO): Genève, Switzerland, 2006. [Google Scholar]
- Colelli, G.; Amodio, M.L. Factor Affecting Quality and Safety of Fresh-cut Fruits and Vegetables. In Fresh-Cut Fruits and Vegetables: Technology, Physiology and Safety; Pareek, S., Ed.; CRC Press: Boca Raton, FL, USA, 2016; pp. 194–222. [Google Scholar]
- Ajo, P.; Preis, S.; Vornamo, T.; Mänttäri, M.; Kallioinen, M.; Louhi-Kultanen, M. Hospital wastewater treatment with pilot-scale pulsed corona discharge for removal of pharmaceutical residues. J. Environ. Chem. Eng. 2018, 6, 1569–1577. [Google Scholar] [CrossRef]
- Ajo, P.; Kornev, I.; Preis, S. Pulsed Corona Discharge in Water Treatment: The Effect of Hydrodynamic Conditions on Oxidation Energy Efficiency; ACS Publications: Washington, DC, USA, 2015. [Google Scholar]
- Williams, R.C.; Sumner, S.S.; Golden, D.A. Inactivation of Escherichia coli O157:H7 and Salmonella in Apple Cider and Orange Juice Treated with Combinations of Ozone, Dimethyl Dicarbonate, and Hydrogen Peroxide. J. Food Sci. 2006, 70, M197–M201. [Google Scholar] [CrossRef]
- Ganiyu, S.O.; van Hullebusch, E.D.; Cretin, M.; Esposito, G.; Oturan, M.A. Coupling of membrane filtration and advanced oxidation processes for removal of pharmaceutical residues: A critical review. Sep. Purif. Technol. 2015, 156, 891–914. [Google Scholar] [CrossRef]
- Arola, K.; Kallioinen, M.; Reinikainen, S.P.; Hatakka, H.; Mänttäri, M. Advanced treatment of membrane concentrate with pulsed corona discharge. Sep. Purif. Technol. 2018, 198, 121–127. [Google Scholar] [CrossRef]
- Johansson, T.; Manttari, M.; Kallioinen, M. Pulsed Corona Discharge and Membrane Filtration for Purification of Lettuce Washing Waters; LUT University: Lappenranta, Finland, 2016. [Google Scholar]
- Mierzwa, J.C.; da Silva, M.C.C.; Veras, L.R.V.; Subtil, E.L.; Rodrigues, R.; Li, T.; Landenberger, K.R. Enhancing spiral-wound ultrafiltration performance for direct drinking water treatment through operational procedures improvement: A feasible option for the Sao Paulo Metropolitan Region. Desalination 2012, 307, 68–75. [Google Scholar] [CrossRef]
- Hernando, M.D.; Petrovic, M.; Radjenovic, J.; Fernández-Alba, A.R.; Barceló, D. Chapter 4.2 Removal of pharmaceuticals by advanced treatment technologies. In Comprehensive Analytical Chemistry; Elsevier: Amsterdam, The Netherlands, 2007; Volume 50, pp. 451–474. ISBN 9780444530523. [Google Scholar]
- Tian, J.Y.; Ernst, M.; Cui, F.; Jekel, M. Correlations of relevant membrane foulants with UF membrane fouling in different waters. Water Res. 2013, 47, 1218–1228. [Google Scholar] [CrossRef]
- Chew, C.M.; Aroua, M.K.; Hussain, M.A.; Ismail, W.M.Z.W. Evaluation of ultrafiltration and conventional water treatment systems for sustainable development: An industrial scale case study. J. Clean. Prod. 2016, 112, 3152–3163. [Google Scholar] [CrossRef]
- Basu, O.D. Backwashing. In Encyclopedia of Membranes; Springer: Berlin/Heidelberg, Germany, 2014; pp. 1–3. [Google Scholar]
- Nelson, H.; Singh, R.; Toledo, R.; Singh, N. The use of a submerged microfiltration system for regeneration and reuse of wastewater in a fresh-cut vegetable operation. Sep. Sci. Technol. 2007, 42, 2473–2481. [Google Scholar] [CrossRef]
- Chung, H.Y.; Hall, J.R.B.; Gogins, M.A.; Crofoot, D.G.; Weik, T.M. Polymer, Polymer Microfiber, Polymer Nanofiber and Applications Including Filter Structures. U.S. Patent 7090715B2, 15 August 2006. [Google Scholar]
- Rinaudo, M. Chitin and chitosan: Properties and applications. Prog. Polym. Sci. Oxf. 2006, 31, 603–632. [Google Scholar] [CrossRef]
- Goetz, L.A.; Jalvo, B.; Rosal, R.; Mathew, A.P. Superhydrophilic anti-fouling electrospun cellulose acetate membranes coated with chitin nanocrystals for water filtration. J. Membr. Sci. 2016, 510, 238–248. [Google Scholar] [CrossRef]
- Goetz, L.A.; Naseri, N.; Nair, S.S.; Karim, Z.; Mathew, A.P. All cellulose electrospun water purification membranes nanotextured using cellulose nanocrystals. Cellulose 2018, 25, 3011–3023. [Google Scholar] [CrossRef] [Green Version]
- Morones, J.R.; Elechiguerra, J.L.; Camacho, A.; Holt, K.; Kouri, J.B.; Ramírez, J.T.; Yacaman, M.J. The bactericidal effect of silver nanoparticles. Nanotechnology 2005, 16, 2346–2353. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pinto, R.J.B.; Marques, P.A.A.P.; Neto, C.P.; Trindade, T.; Daina, S.; Sadocco, P. Antibacterial activity of nanocomposites of silver and bacterial or vegetable cellulosic fibers. Acta Biomater. 2009, 5, 2279–2289. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.; Peng, X. Silver nanoparticle decorated cellulose nanofibrous membrane with good antibacterial ability and high water permeability. Appl. Mater. Today 2017, 9, 130–135. [Google Scholar] [CrossRef]
- Wernet, G.; Bauer, C.; Steubing, B.; Reinhard, J.; Moreno-Ruiz, E.; Weidema, B. The ecoinvent database version 3 (part I): Overview and methodology. Int. J. Life Cycle Assess. 2016, 21, 1218–1230. [Google Scholar] [CrossRef]
- Ecoinvent—The World’s Leading LCA Database Launches Version 3.0. Available online: https://www.psi.ch/en/media/our-research/ecoinvent-the-worlds-leading-lca-database-launches-version-30 (accessed on 10 February 2020).
- Zhang, H.; Hortal, M.; Dobon, A.; Jorda-Beneyto, M.; Bermudez, J.M. Selection of Nanomaterial-Based Active Agents for Packaging Application: Using Life Cycle Assessment (LCA) as a Tool. Packag. Technol. Sci. 2017, 30, 575–586. [Google Scholar] [CrossRef]
- Manda, B.M.K.; Worrell, E.; Patel, M.K. Innovative membrane filtration system for micropollutant removal from drinking water - Prospective environmental LCA and its integration in business decisions. J. Clean. Prod. 2014, 72, 153–166. [Google Scholar] [CrossRef]
- Muñoz, I.; Rodríguez, C.; Gillet, D.M.; Moerschbacher, B. Life cycle assessment of chitosan production in India and Europe. Int. J. Life Cycle Assess. 2018, 23, 1151–1160. [Google Scholar] [CrossRef] [Green Version]
- Dong, S.; Li, J.; Kim, M.H.; Park, S.J.; Eden, J.G.; Guest, J.S.; Nguyen, T.H. Human health trade-offs in the disinfection of wastewater for landscape irrigation: Microplasma ozonation: Vs. chlorination. Environ. Sci. Water Res. Technol. 2017, 3, 106–118. [Google Scholar] [CrossRef] [Green Version]
- Rodrigo, A.; Wesche, M.; Llorca, I.; Scholl, S. Environmental assessment of new decontamination and sanitation techniques for fresh-cut products. In Proceedings of the Fouling and Cleaning in Food Processing, Cambridge, UK, 31 March–2 April 2014. [Google Scholar]
- ReCiPe|PRé Sustainability. Available online: https://www.pre-sustainability.com/recipe (accessed on 28 January 2020).
- Ernstoff, A.; Tu, Q.; Faist, M.; Del Duce, A.; Mandlebaum, S.; Dettling, J. Comparing the Environmental Impacts of Meatless and Meat-Containing Meals in the United States. Sustainability 2019, 11, 6235. [Google Scholar] [CrossRef] [Green Version]
- Yelboga, M. LCA Analysis of Grafted Tomato Seedling Production in Turkey. Sustainability 2019, 12, 25. [Google Scholar] [CrossRef] [Green Version]
- Vigil, M.; Marey-Pérez, M.F.; Martinez Huerta, G.; Álvarez Cabal, V. Is phytoremediation without biomass valorization sustainable?—Comparative LCA of landfilling vs. anaerobic co-digestion. Sci. Total Environ. 2015, 505, 844–850. [Google Scholar] [CrossRef] [PubMed]
- García, S.G.; Montequín, V.R.; Fernández, R.L.; Fernández, F.O. Evaluation of the synergies in cogeneration with steel waste gases based on Life Cycle Assessment: A combined coke oven and steelmaking gas case study. J. Clean. Prod. 2019, 217, 576–583. [Google Scholar] [CrossRef]
- Ouarhim, W.; Zari, N.; Bouhfid, R.; Qaiss, A. El kacem Mechanical performance of natural fibers–based thermosetting composites. In Mechanical and Physical Testing of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Woodhead Publishing: Cambridge, UK, 2019; pp. 43–60. [Google Scholar]
- Selma, M.V.; Allende, A.; López-Gálvez, F.; Conesa, M.A.; Gil, M.I. Disinfection potential of ozone, ultraviolet-C and their combination in wash water for the fresh-cut vegetable industry. Food Microbiol. 2008, 25, 809–814. [Google Scholar] [CrossRef] [PubMed]
- Manzocco, L.; Ignat, A.; Bartolomeoli, I.; Maifreni, M.; Nicoli, M.C. Water saving in fresh-cut salad washing by pulsed light. Innov. Food Sci. Emerg. Technol. 2015, 28, 47–51. [Google Scholar] [CrossRef]
- Elizaquível, P.; Sánchez, G.; Selma, M.V.; Aznar, R. Application of propidium monoazide-qPCR to evaluate the ultrasonic inactivation of Escherichia coli O157:H7 in fresh-cut vegetable wash water. Food Microbiol. 2012, 30, 316–320. [Google Scholar] [CrossRef] [PubMed]
- Spricigo, D.A.; Bardina, C.; Cortés, P.; Llagostera, M. Use of a bacteriophage cocktail to control Salmonella in food and the food industry. Int. J. Food Microbiol. 2013, 165, 169–174. [Google Scholar] [CrossRef]
- Huang, Y.; Ye, M.; Chen, H. Efficacy of washing with hydrogen peroxide followed by aerosolized antimicrobials as a novel sanitizing process to inactivate Escherichia coli O157:H7 on baby spinach. Int. J. Food Microbiol. 2012, 153, 306–313. [Google Scholar] [CrossRef] [PubMed]
- Park, S.-H.; Choi, M.-R.; Park, J.-W.; Park, K.-H.; Chung, M.-S.; Ryu, S.; Kang, D.-H. Use of Organic Acids to Inactivate Escherichia coli O157:H7, Salmonella Typhimurium, and Listeria monocytogenes on Organic Fresh Apples and Lettuce. J. Food Sci. 2011, 76, M293–M298. [Google Scholar] [CrossRef]
- Manzocco, L.; Ignat, A.; Bot, F.; Calligaris, S.; Valoppi, F. Efficient management of the water resource in the fresh-cut industry: Current status and perspectives. Trends Food Sci. Technol. 2015, 46, 286–294. [Google Scholar] [CrossRef]
- Meireles, A.; Giaouris, E.; Simões, M. Alternative disinfection methods to chlorine for use in the fresh-cut industry. Food Res. Int. 2016, 82, 71–85. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane | Pore Size | Reject |
|---|---|---|
| Microfiltration (MF) | 0.1–5 | Large cells and bacteria, atmospheric dust |
| Ultrafiltration (UF) | 0.01–0.1 | Dissolved macromolecules and viruses |
| Nanofiltration (NF) | 0.0001–0.01 | Most organic molecules, viruses, divalent ions |
| Reverse osmosis (RO) | * | Low molecular weight species, aqueous inorganic solids, salts and ions |
| Input | Output | |||
|---|---|---|---|---|
| Element | Data Source | Element | Data Source | |
| Reference scenario | Sodium hypochlorite | [13] | Unreacted sodium hypochlorite | Author estimation |
| Chlorination infrastructure | [55] | Wastewater treatment | Ecoinvent | |
| Washing water | Primary data | |||
| Energy consumption | [56] | |||
| NF-PCD | PCD device | [36] | PCD device recycling | [37] |
| NF membrane | Ecoinvent | Membrane disposal | Ecoinvent | |
| Washing water | Primary data | Wastewater treatment | Ecoinvent | |
| Energy consumption | [36,56]; Primary data | |||
| NF-AgNP | NF membrane | [36] | Membrane disposal | Ecoinvent |
| AgNP | [52] | Wastewater treatment | Ecoinvent | |
| Washing water | Primary data | |||
| Energy consumption | [56]; Primary data | |||
| UF | UF membrane | [36] | Wastewater treatment | Ecoinvent |
| Washing water | Primary data | |||
| Energy consumption | [56]; Primary data | |||
| ChCA | CA membrane | [45,53] | Membrane disposal | Ecoinvent |
| Chitin | [54] | Wastewater treatment | Ecoinvent | |
| Washing water | Primary data | |||
| Energy consumption | [56]; Primary data | |||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vigil, M.; Pedrosa Laza, M.; Moran-Palacios, H.; Alvarez Cabal, J. Optimizing the Environmental Profile of Fresh-Cut Produce: Life Cycle Assessment of Novel Decontamination and Sanitation Techniques. Sustainability 2020, 12, 3674. https://0-doi-org.brum.beds.ac.uk/10.3390/su12093674
Vigil M, Pedrosa Laza M, Moran-Palacios H, Alvarez Cabal J. Optimizing the Environmental Profile of Fresh-Cut Produce: Life Cycle Assessment of Novel Decontamination and Sanitation Techniques. Sustainability. 2020; 12(9):3674. https://0-doi-org.brum.beds.ac.uk/10.3390/su12093674
Chicago/Turabian StyleVigil, Miguel, Maria Pedrosa Laza, Henar Moran-Palacios, and JV Alvarez Cabal. 2020. "Optimizing the Environmental Profile of Fresh-Cut Produce: Life Cycle Assessment of Novel Decontamination and Sanitation Techniques" Sustainability 12, no. 9: 3674. https://0-doi-org.brum.beds.ac.uk/10.3390/su12093674