The Experimental Study of the Utilization of Recycling Aggregate from the Demolition of Elements of a Reinforced Concrete Hall


Abstract
:1. Introduction
2. Materials and Methods
2.1. The Elements of the Reinforced Hall Used for the Recycling Process
2.2. The Recycling Process of the RCA (Thermo-Mechanical Treatment According to PAT.229887)
2.3. Materials
2.4. Concrete Mixtures
2.5. Methods
2.5.1. Test Methods for Physical and Mechanical Properties
2.5.2. Microstructural Research
3. Experimental Plan
4. Results and Discussion
4.1. The Properties of NA and HRCA
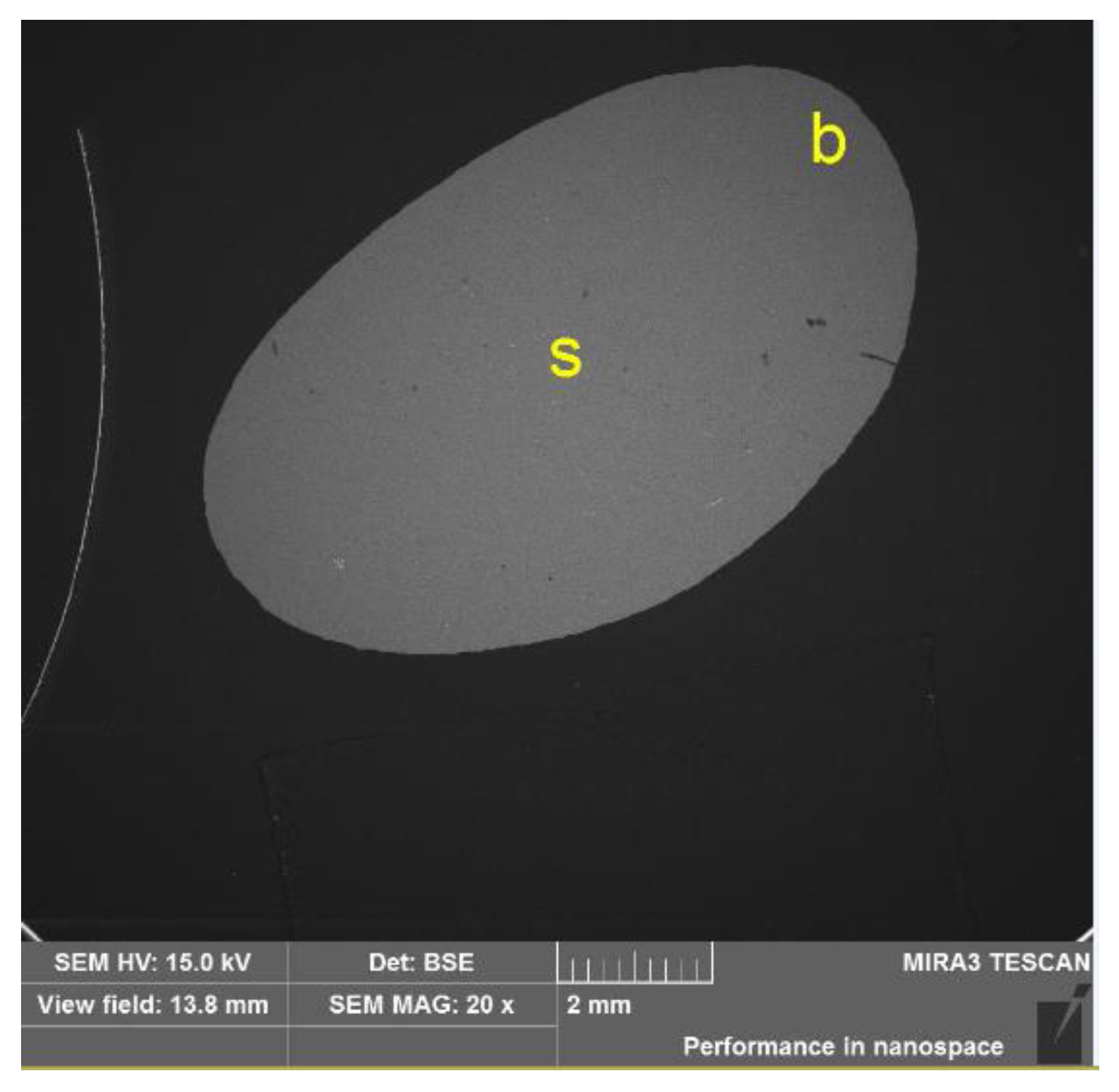
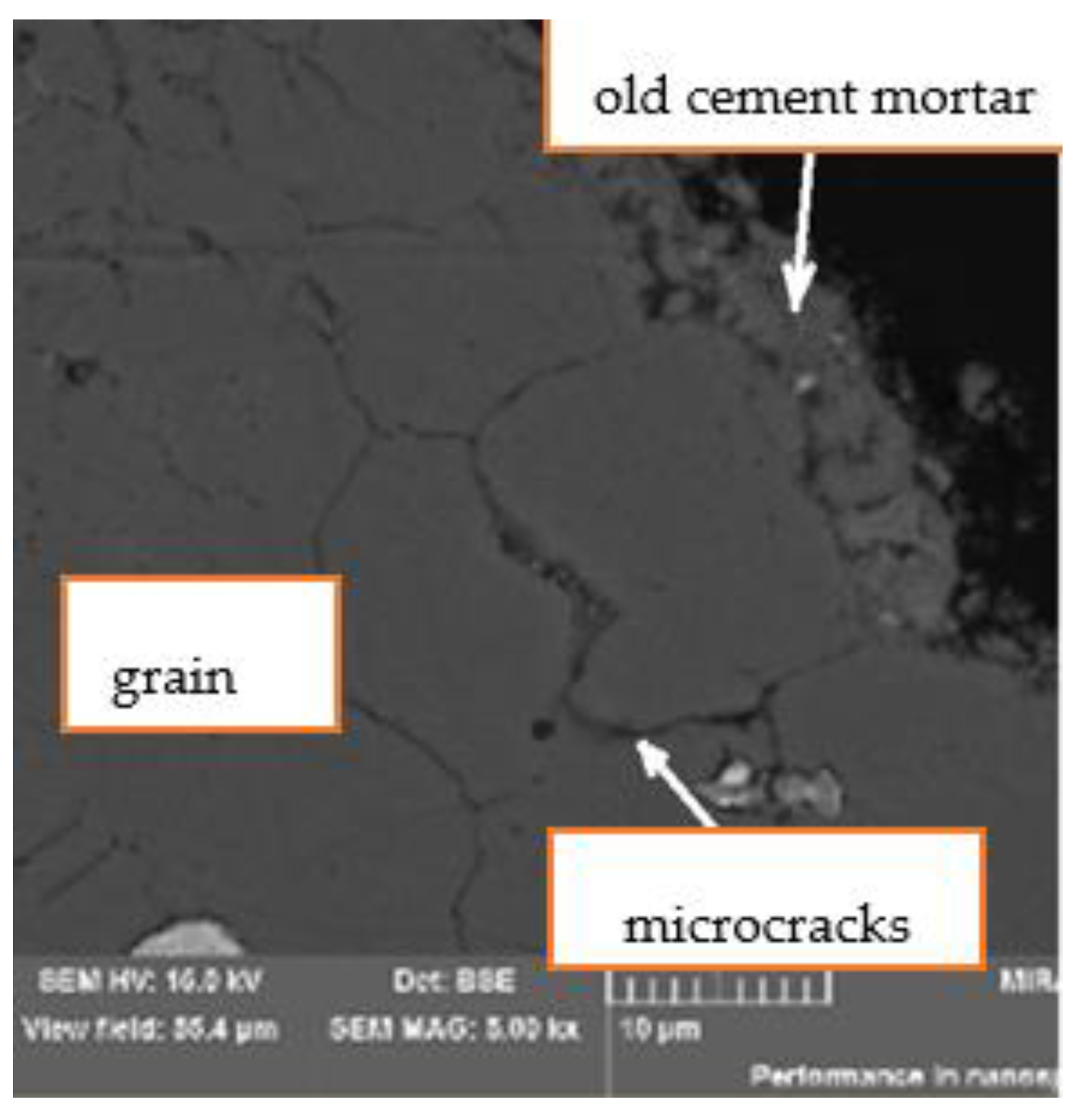
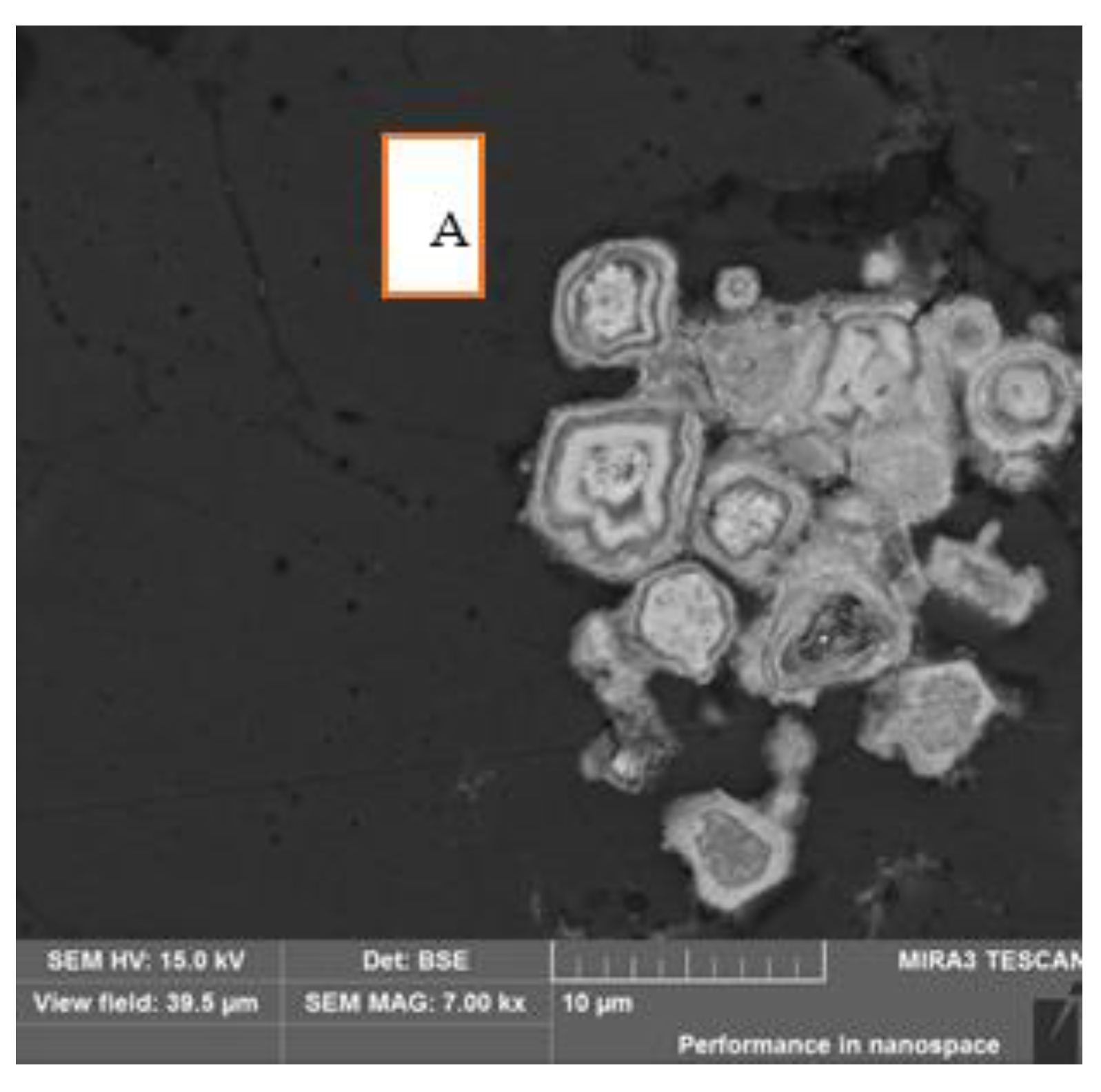
SEM Images of Analyzed HRCA
4.2. The Properties of Hardened Concrete with HRCA
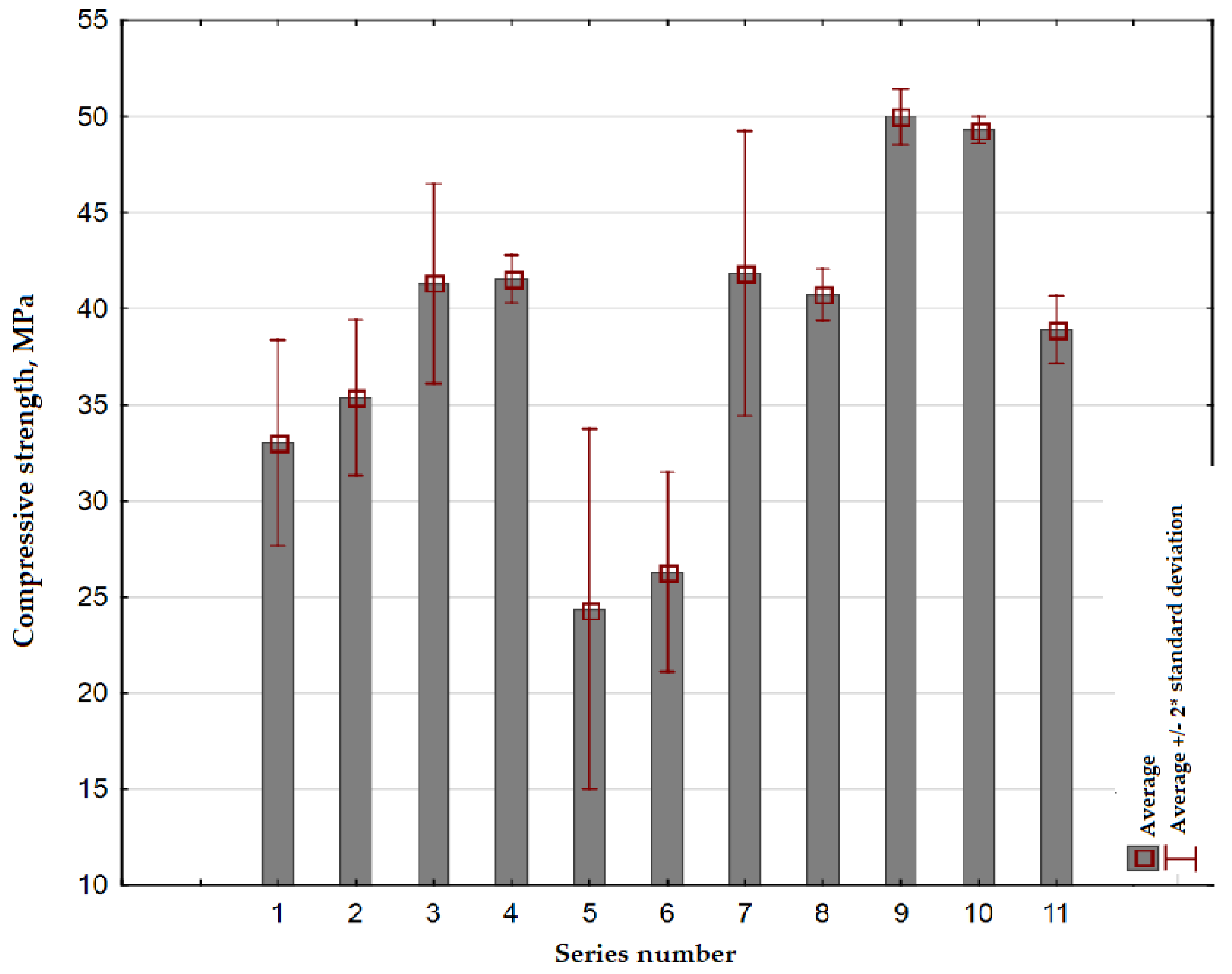
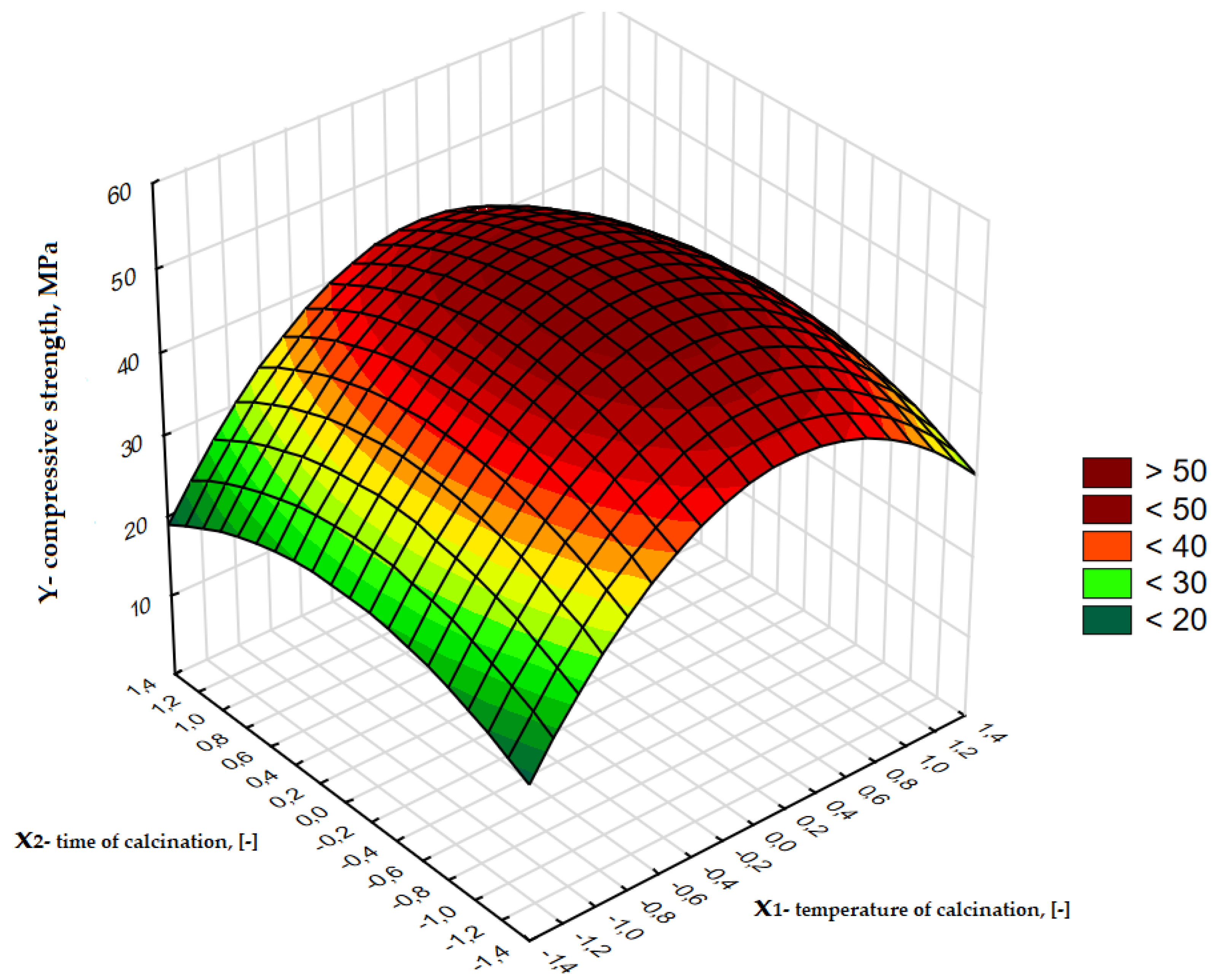
Compressive Strength
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Jin, R.; Chen, Q. Investigation of concrete recycling in the U.S. construction industry. Procedia Eng. 2015, 118, 894–901. [Google Scholar] [CrossRef]
- Chen, C.; Habert, G.; Bouzidi, Y.; Jullien, A. Environmental impact of cement production: Detail of the different processes and cement plant variability evaluation. J. Clean. Prod. 2010, 18, 478–485. [Google Scholar] [CrossRef]
- Rodríguez, G.; Sáez del Bosque, I.F.; Asensio, E.; Sánchez de Rojas, M.I.; Medina, C. Construction and demolition waste applications and maximum daily output in Spanish recycling plants. Waste Manag. Res. 2020, 38, 423–432. [Google Scholar] [CrossRef] [PubMed]
- Directive, S.F. Directive 2008/56/EC of the European Parliament and of the Council; Official Journal of the European Union: Luxembourg, 2008; pp. 19–40. [Google Scholar]
- Eurostat, Recovery Rate of Construction and Demolition Waste. 2019. Available online: https://ec.europa.eu/eurostat/databrowser/view/cei_wm040/default/table?lang=en (accessed on 3 May 2020).
- Lotfi, S.; Eggimann, M.; Wagner, E.; Mróz, R.; Deja, J. Performance of recycled aggregate concrete based on a new concrete recycling technology. Constr. Build. Mater. 2015, 95, 243–256. [Google Scholar] [CrossRef]
- Pepe, M.; Filho, R.T.; Koenders, E.A.B.; Martinelli, E. Alternative processing procedures for recycled aggregates in structural concrete. Constr. Build. Mater. 2014, 69, 124–132. [Google Scholar] [CrossRef]
- Shima, H.; Tateyashiki, H.; Matsuhashi, R.; Yoshida, Y. An advanced concreto recycling technology and its applicability assessment through input-output analysis. J. Adv. Concr. Technol. 2005, 3, 53–67. [Google Scholar] [CrossRef] [Green Version]
- Choi, H.; Kitagaki, R.; Noguchi, T. Effective recycling of surface modificationaggregate using microwave heating. J. Adv. Concr. Technol. 2014, 12, 34–45. [Google Scholar] [CrossRef] [Green Version]
- Tsujino, M.; Noguchi, T.; Tamura, M.; Kanematsu, M.; Marujama, I. Application of conventionally recycled coarse aggregate to concrete structure by Surface modification treatment. J. Adv. Concr. Technol. 2007, 5, 13–25. [Google Scholar] [CrossRef] [Green Version]
- Esquinas, A.R.; Ledesma, E.F.; Otero, R.; Jiménez, J.R.; Fernández, J.M. Mechanical behaviour of self-compacting concrete made with non-conforming fly ash from coal-fired power plants. Constr. Build. Mater. 2018, 182, 385–398. [Google Scholar] [CrossRef]
- Kaliyavaradhan, S.K.; Ling, T.C. Potential of CO2 sequestration through construction and demolition (C&D) waste—An overview. J. CO2 Util. 2017, 20, 234–242. [Google Scholar] [CrossRef]
- Linsz, E.; Mǘller, A. High-performance sonic impulses—an alternative method for processing of concrete. Int. J. Miner. Process. 2004, 74, 199–208. [Google Scholar] [CrossRef]
- Robayo-Salazar, R.A.; Rivera, J.F.; de Gutiérrez, R.M. Alkali-activated building materials made with recycled construction and demolition wastes. Constr. Build. Mater. 2017, 149, 130–138. [Google Scholar] [CrossRef]
- Wang, L.; Wang, J.; Qian, X.; Guo, J. An environmentally friendly method to improve the quality of recycled concrete aggregates. Constr. Build. Mater. 2017, 144, 432–441. [Google Scholar] [CrossRef] [Green Version]
- Kalinowska-Wichrowska, K.; Pawluczuk, E.; Bołtryk, M. Waste -free technology for recycling concrete rubble. Constr. Build. Mater. 2020, 234, 117407. [Google Scholar] [CrossRef]
- PN-EN 1992-1-1: 2004/AC (2010) Eurocode2, Design of Concrete Structures—Part 1-1: General Rules and Rules for Buildings; European Standard; CEN: Pilsen, Czech Republic, 2010.
- Bołtryk, M.; Kalinowska-Wichrowska, K.; Pawluczuk, E. Method for Separation of Set Cement Mortar from Coarse Aggregate and for Crushing that Mortar, and the Device for the Application of this Method. Patent 229887, 2018. [Google Scholar]
- EN 197-1:2011 Cement. Composition, Specifications and Conformity Criteria for Common Cements; European Committee for Standardization: Brussels, Belgium, 2011.
- EN 12390-1: 2012 Testing Hardened Concrete—Part 1: Shape, Dimensions and Other Requirements for Speciments and Moulds; British Standard Instituition: London, UK, 2012.
- EN 12390-3:2019 Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens; British Standards Institution: London, UK, 2019.
- Ramachandran, V.S.; Paroli, R.M.; Beaudoin, J.J.; Delgado, A.H. Handbook of Thermal Analysis of Construction Materials; Noyes Publications/William Andrew Publishing: New York, NY, USA, 2003. [Google Scholar]
- Hernández-Olivares, F.; Mayor-Lobo, P. Experimental assessment of commercial one-coat renders for buildings faades. Constr. Build. Mater. 2011, 25, 156–162. [Google Scholar] [CrossRef]
- Ledesma, E.F.; Jiménez, J.R.; Ayuso, J.; Fernández, J.M.; De Brito, J. Maximum feasible use of recycled sand from construction and demolition waste for eco-mortar production—Part-I: Ceramic masonry waste. J. Clean. Prod. 2015, 87, 692–706. [Google Scholar] [CrossRef]
- Gonzalez-Corominas, A.; Etxeberria, M. Properties of high performance concrete made with recycled fine ceramic and coarse mixed aggregates. Constr. Build. Mater. 2014, 68, 618–626. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments; Wiley&Sons Inc.: Tempe, AZ, USA, 2017. [Google Scholar]
- Tam, V.W.Y.; Soomro, M.; Evangelista, A.C.J. A review of recycled aggregate in concrete applications (2000–2017). Constr. Build. Mater. 2018, 172, 272–292. [Google Scholar] [CrossRef]
- Yang, Y.; Wu, C.; Liu, Z.; Liang, X.; Xu, S. Experimental investigation on the dynamic behaviors of UHPFRC after exposure to high temperature. Constr. Build. Mater. 2019, 227, 116679. [Google Scholar] [CrossRef]
- Shui, Z.; Xuan, D.; Wan, H.; Cao, B. Rehydration reactivity of recycled mortar from concrete waste experienced to thermal treatment. Constr. Build. Mater. 2008, 22, 1723–1729. [Google Scholar] [CrossRef]
- Kalinowska-Wichrowska, K.; Kosior-Kazberuk, M.; Pawluczuk, E. The Properties of Composites with Recycled Cement Mortar Used as a Supplementary Cementitious Material. Materials 2019, 13, 64. [Google Scholar] [CrossRef] [PubMed] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Series | Real Values | Normalized Values | ||
|---|---|---|---|---|
| X1, °C | X2, min | x1 | x2 | |
| 1 | 459 | 36 | −1 | −1 |
| 2 | 459 | 64 | −1 | 1 |
| 3 | 741 | 36 | 1 | −1 |
| 4 | 741 | 64 | 1 | 1 |
| 5 | 400 | 50 | −1414 | 0 |
| 6 | 800 | 50 | 1414 | 0 |
| 7 | 600 | 30 | 0 | −1414 |
| 8 | 600 | 70 | 0 | 1414 |
| 9 | 600 | 50 | 0 | 0 |
| 10 | 600 | 50 | 0 | 0 |
| Properties | NA | HRCA | ||
|---|---|---|---|---|
| 4–8 mm | 8–16 mm | 4–8 mm | 8–16 mm | |
| Water absorption (WA), % | 1.3 | 1.0 | 2.5 | 1.8 |
| Specific gravity (), g/cm3 | 2.67 | 2.67 | 2.69 | 2.68 |
| Volume density (), g/cm3 | 2.64 | 2.64 | 2.53 | 2.59 |
| Spectrum Label | HRCA (s)-Middle | HRCA (b)-Corner |
|---|---|---|
| O | 53.03 | 50.00 |
| Mg | 0.33 | 0.38 |
| Al | 0.36 | 1.01 |
| Si | 1.29 | 3.95 |
| K | 0.28 | 0.84 |
| Ca | 44.44 | 43.41 |
| Fe | 0.28 | 0.41 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalinowska-Wichrowska, K.; Suescum-Morales, D. The Experimental Study of the Utilization of Recycling Aggregate from the Demolition of Elements of a Reinforced Concrete Hall. Sustainability 2020, 12, 5182. https://0-doi-org.brum.beds.ac.uk/10.3390/su12125182
Kalinowska-Wichrowska K, Suescum-Morales D. The Experimental Study of the Utilization of Recycling Aggregate from the Demolition of Elements of a Reinforced Concrete Hall. Sustainability. 2020; 12(12):5182. https://0-doi-org.brum.beds.ac.uk/10.3390/su12125182
Chicago/Turabian StyleKalinowska-Wichrowska, Katarzyna, and David Suescum-Morales. 2020. "The Experimental Study of the Utilization of Recycling Aggregate from the Demolition of Elements of a Reinforced Concrete Hall" Sustainability 12, no. 12: 5182. https://0-doi-org.brum.beds.ac.uk/10.3390/su12125182