
Number of Times Recycled and Its Effect on the Recyclability, Fluidity and Tensile Properties of Polypropylene Injection Molded Parts



Abstract
:1. Introduction
2. Experimental Method and Related Information
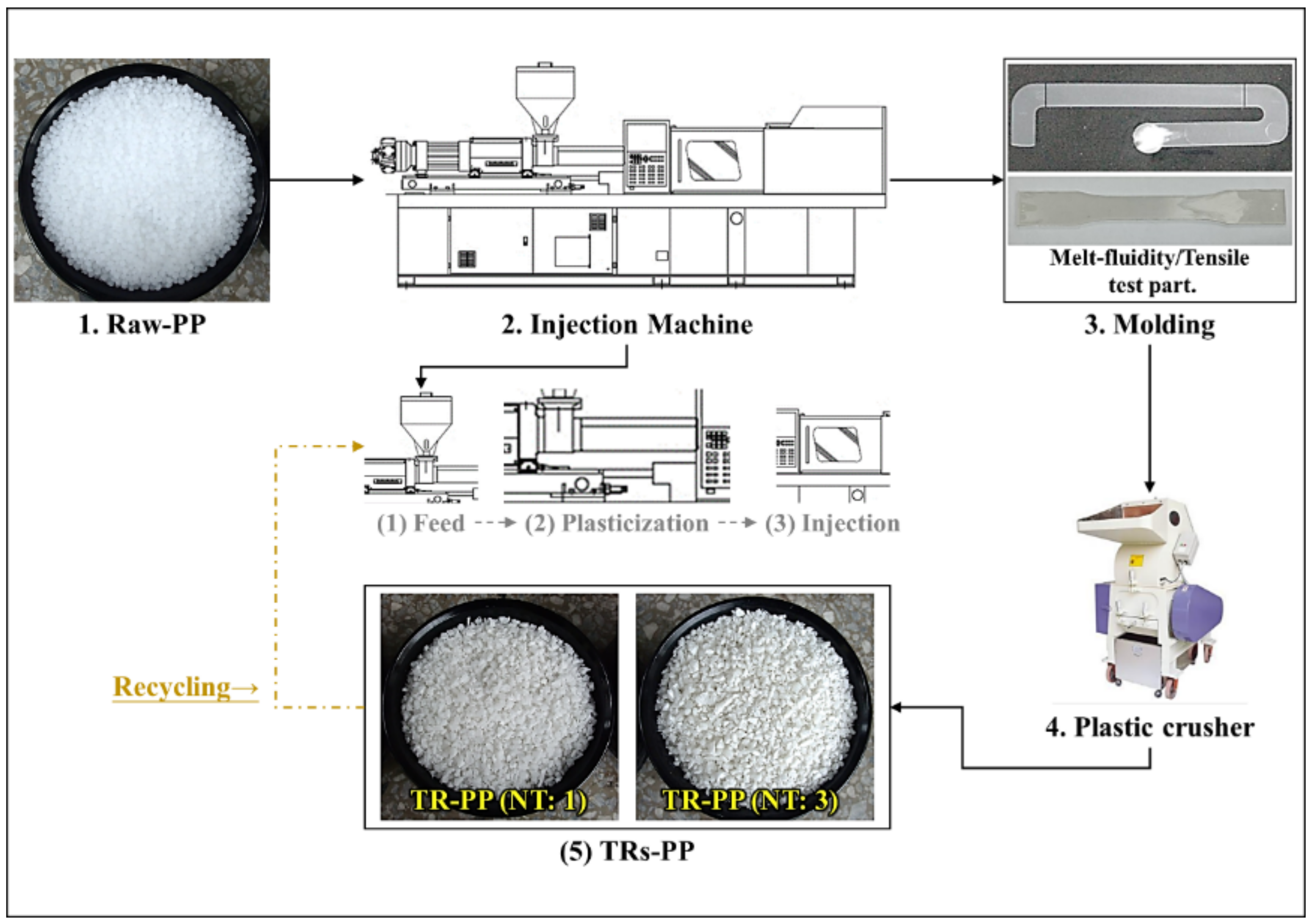
2.1. Material Preparation
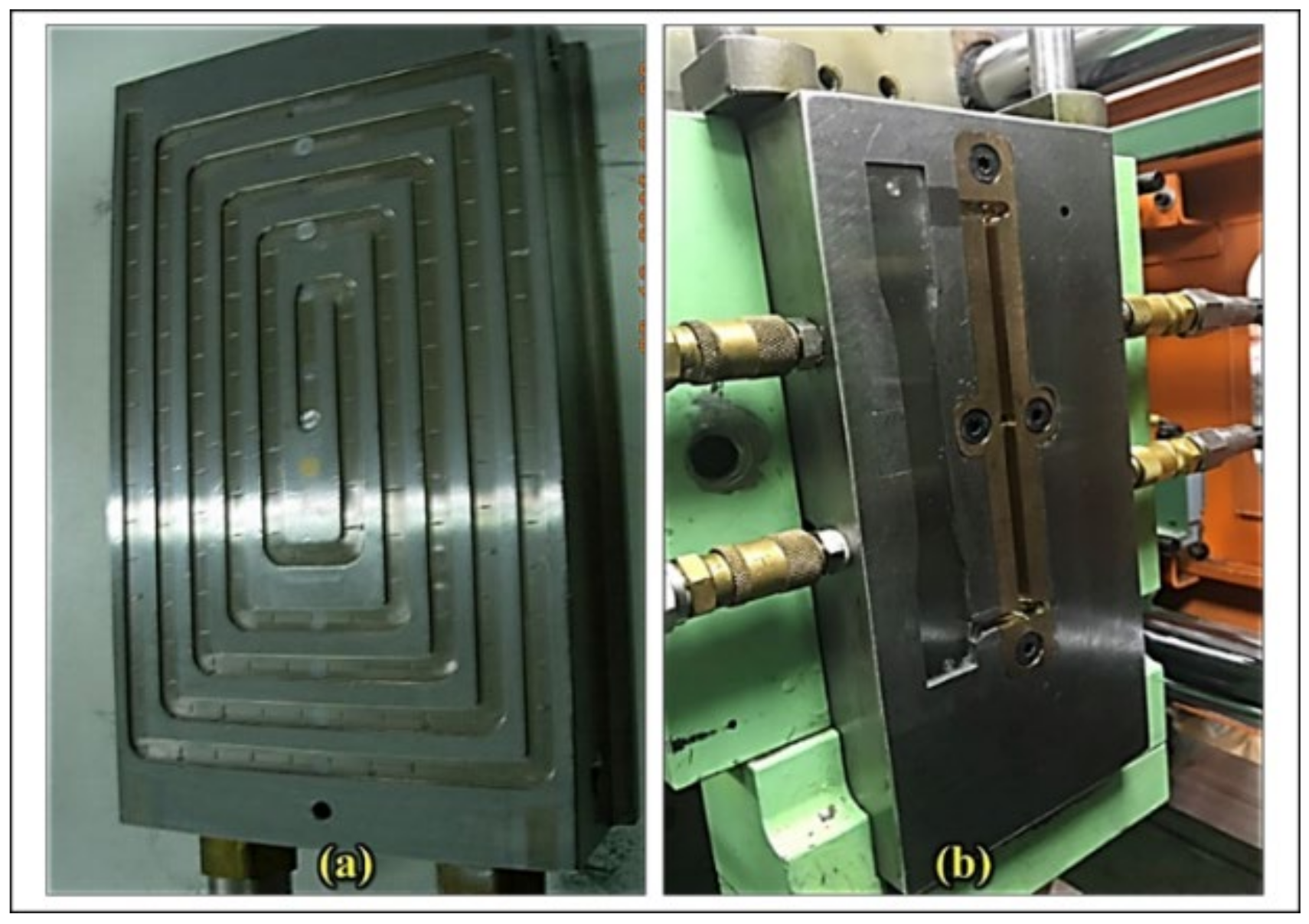
2.2. Molding Equipment
2.3. Characterization
- i.
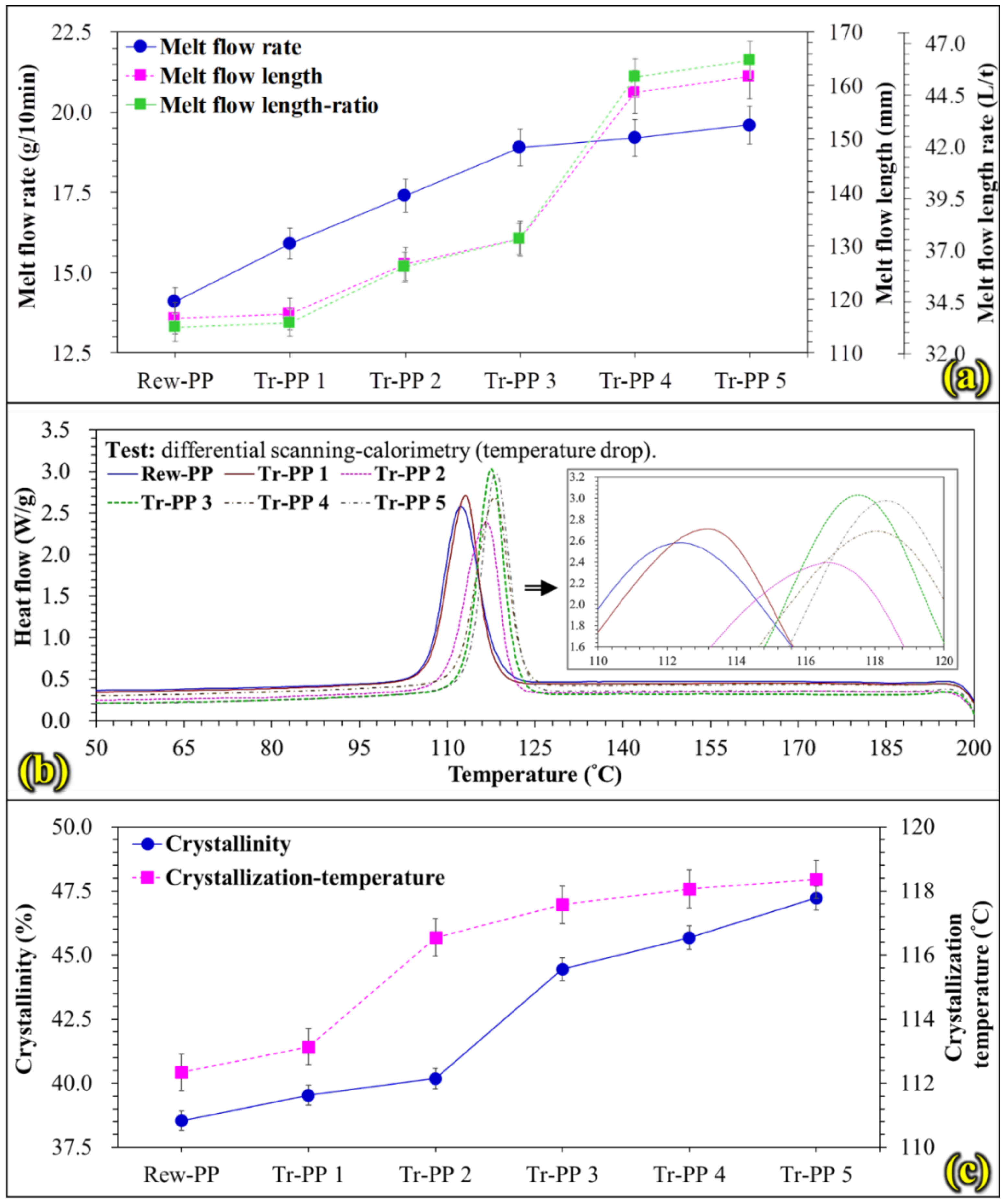
- The material/melt flow index (abbreviated here as MFI) was conducted using a melt-index tester (basic model XNR-400C) with YOUTE Co Ltd; with a temperature range of 210 °C and a measured time of 10 min. The measurement of MFI is generally measured according to the method specified in ASTM D1238. Used to detect the crystallinity change-value on the Raw-PP and different Tr-PP.
- ii.
- The crystallinity experiments were performed using a DSC differential scanning calorimeter, model MDSC2920, from the TA Instrument Co Ltd. It has a temperature range of ≥200 °C and a heating rate of 10 °C, and a part loading volume of <20 mg and was used to detect the crystallinity change-values between the Raw-PP and different Tr-PPs. Therefore, Equation (2) will be introduced in the study to calculate the crystallinity [14]. Equation (2) was used to characterize PP with different TRs and the crystallinity must be determined, in the equation, “ΔHfi” is the melting enthalpy of the sample, “ΔHf” is the melting enthalpy of fully crystallized, and according to Equation (2), we can obtain “θ” as the crystallinity (%). The crystallinity of 100% PP used in this study is 37.6% and the melting enthalpy of 77.8 J/g.
- iii.
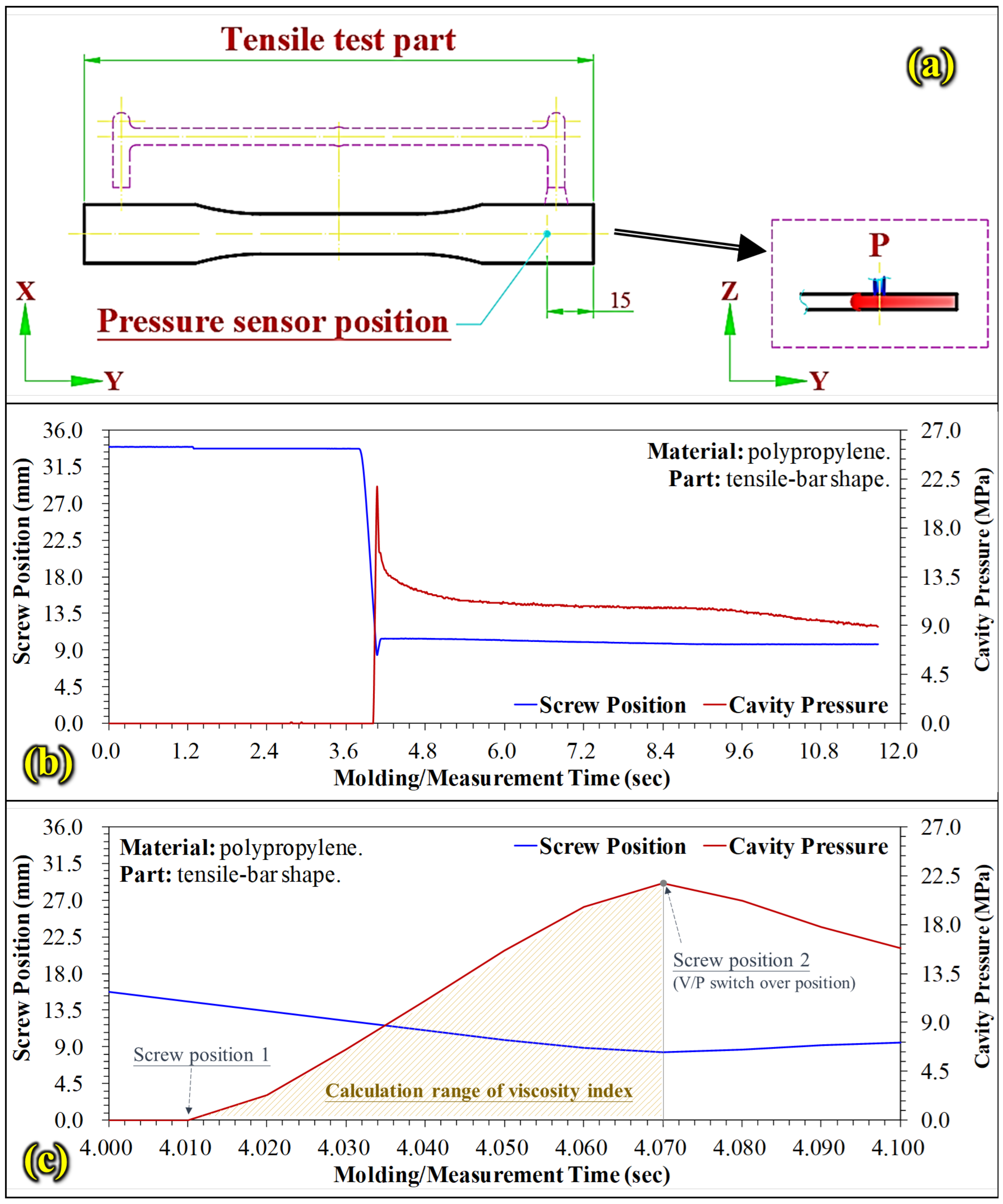
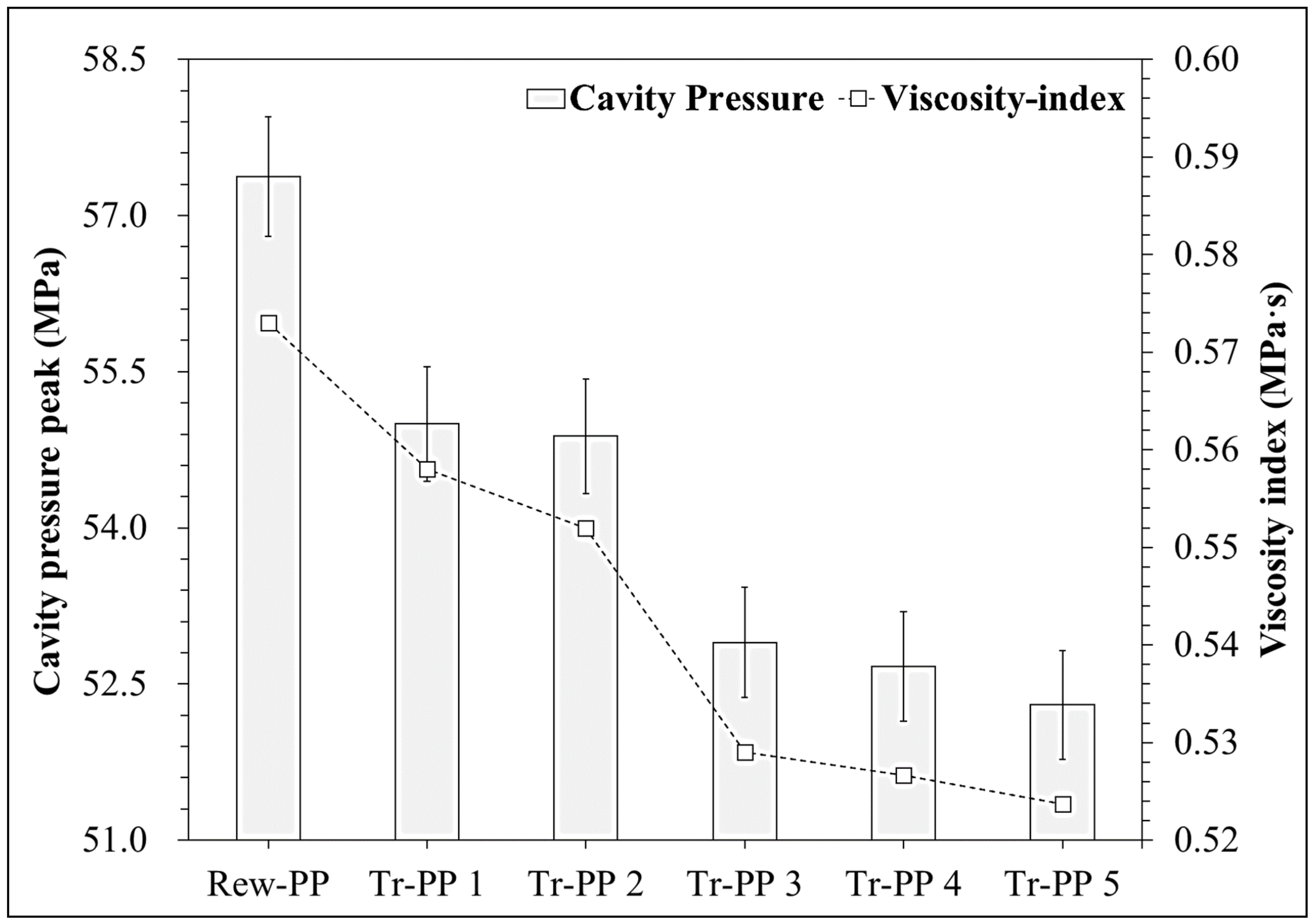
- The mold cavity melt-pressure experiment was conducted using cavity-pressure-sensors from the Japan FUTABA Corporation. The sensors were embedded at a site close to the gate position see Figure 4a and were used to detect the mold cavity melt-pressure profiles for Raw-PP and different Tr-PPs. The sensors detected the maximum pressure during the filling stage and constant conditions during the injection process allowed changes in material flow to be easily measured. Figure 4b shows pressure profiles detected by a sensor during the filling stage of the injection molding process [26]. The mold cavity melt-pressure was also examined with a sensing system. The pressure peaks were measured at maximum pressure, and Equation (3) was used to calculate the change in the material viscosity index, see Figure 4c.
3. Results and Discussion
4. Conclusions
- i.
- The MFI of the material increased with more TRs. For TRs ≥ 4, MI was stable. In addition, the crystallinity and crystallization rate increased with an increased number of TRs because of increased melting enthalpy and melting peak area. More molecular chains broke and this reduced intermolecular distance and resulted in a sharper peak shape with a narrower width, implying a narrower distribution of crystal grains of smaller size.
- ii.
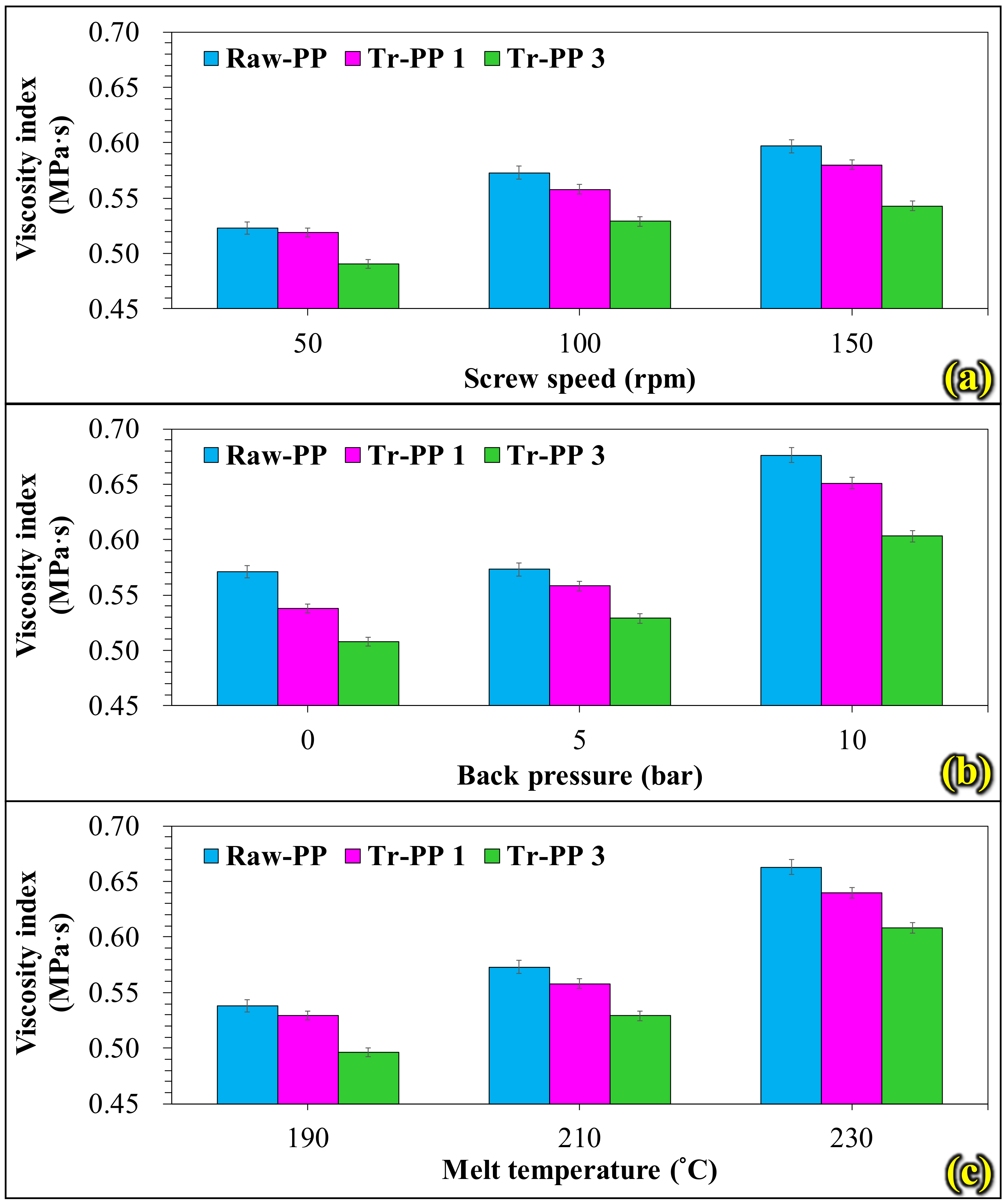
- Pressure changes in the mold cavity were measured by a sensor, and the viscosity index was calculated by integrating the screw position displacement during the filling process with the mold cavity pressure. As the number of TRs increased, the mold cavity peak value and the viscosity index gradually decreased due to increased material fluidity. This trend was consistent with that for MFI.
- iii.
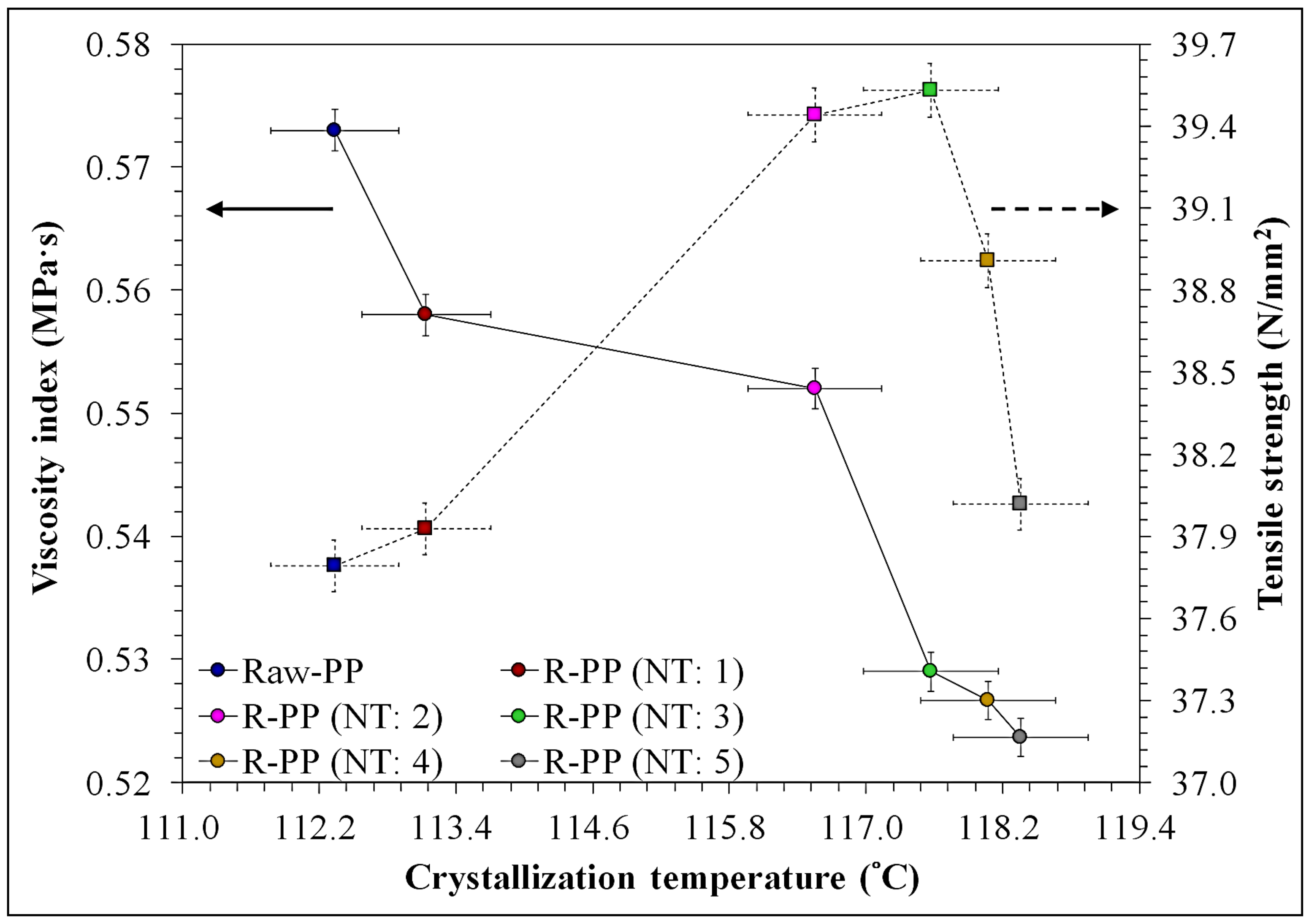
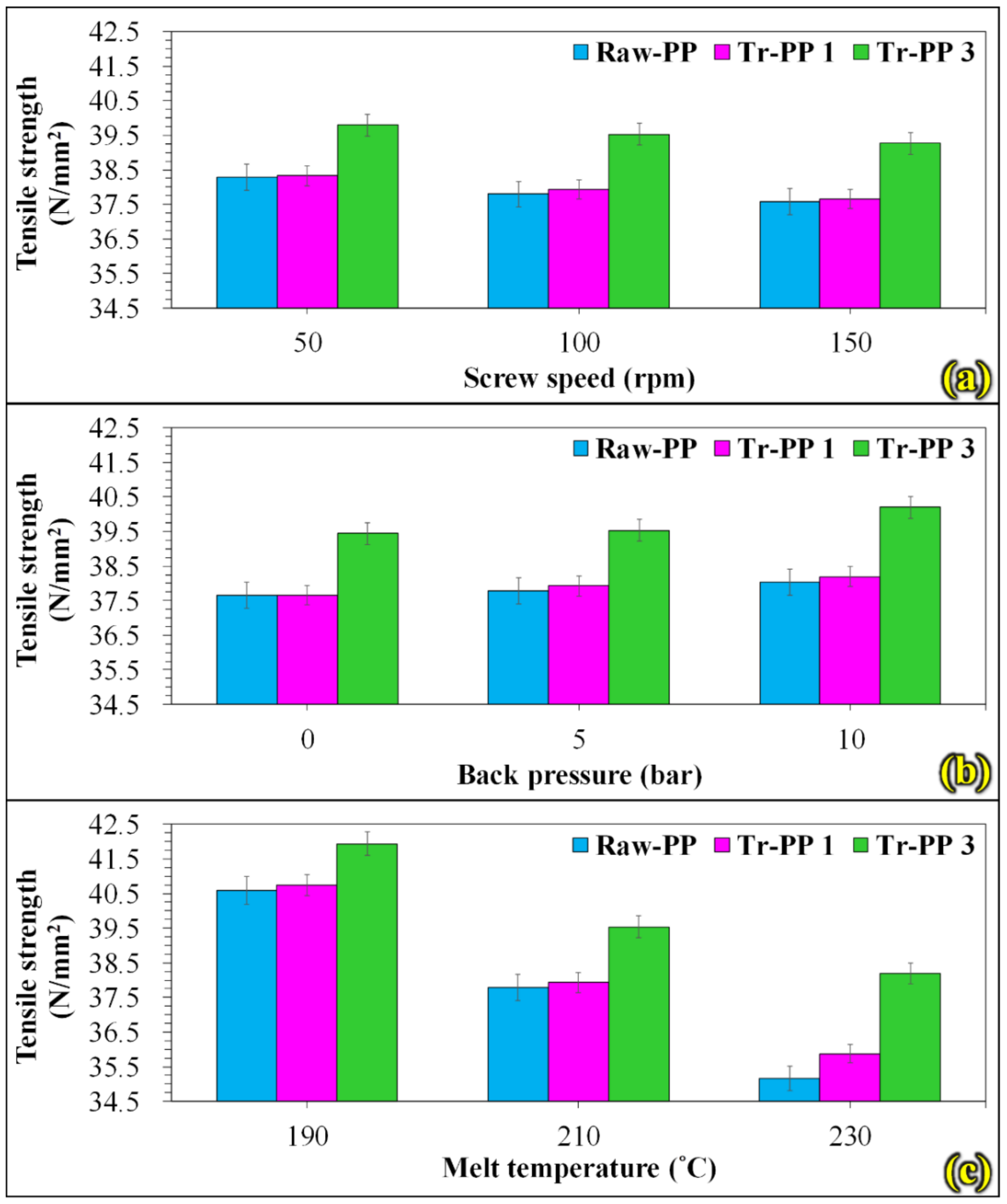
- The crystallinity and crystallization rate increased with the number of TRs, resulting in increased tensile strength. The reduction in crystallinity corrugation spacing enhanced the tensile strength. Changes in the viscosity index and in the tensile strength revealed that the screw speed and the melt temperature (plasticization parameters) could cause substantial cracking which reduces the strength of the material. However, an increase in back pressure could improve tensile strength.
- iv.
- The recyclability of the PP could be determined from the setting of the TRs and can provide the physical properties of materials under multiple recycling, and related product manufacturing, so as to achieve the benefits of circular economy and digital transformation of recycled material injection molding, and which can be used to manufacture civilian products and thin/short parts that require recycled materials and geometric products.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Van der-Wal, H.; Huerta, E.; Torres, A. Estrategia Integral de Producción, Generación de Ingresos y Conservación de la Biodiversidad en Huertos Familiares en Tabasco. 2011. Available online: https://www.ecosur.mx/ecoconsulta/busqueda/detalles.php?id=13090&bdi=0 (accessed on 15 August 2021).
- Barnes, D.K.A.; Galgani, F.; Thompson, R.C.; Barlaz, M. Accumulation and fragmentation of plastic debris in global environments. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 1985–1998. [Google Scholar] [CrossRef] [Green Version]
- Buenrostro, O.; Bocco, G. Solid waste management in municipalities in Mexico: Goals and perspectives. Resour. Conserv. Recycl. 2003, 39, 251–263. [Google Scholar] [CrossRef]
- Thompson, R.C.; Moore, C.J.; Saal, F.S.V.; Swan, S. the environment and human health: Current consensus and future trends. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2153–2166. [Google Scholar] [CrossRef] [PubMed]
- Richard, C.; Thompson, S.H.; Swan, C.J.; Moore, C.J.; vom Saal, F.S. Our plastic age. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 1973–1976. [Google Scholar]
- Machado, A.A.D.S.; Kloas, W.; Zarfl, C.; Hempel, S.; Rillig, M.C. Microplastics as an emerging threat to terrestrial ecosystems. Global. Chang. Biol. 2017, 24, 1405–1416. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, Y.; An, Y.J. Current research trends on plastic pollution and ecological impacts on the soil ecosystem: A review. Environ. Pollut. 2018, 240, 387–395. [Google Scholar]
- Hodson, M.E.; Duffus-Hodson, C.A.; Clark, A.; Prendergast-Miller, M.; Thorpe, K. Plastic Bag Derived-Microplastics as a Vector for Metal Exposure in Terrestrial Invertebrates. Environ. Sci. Technol. 2017, 51, 4714–4721. [Google Scholar] [CrossRef] [Green Version]
- Lwanga, E.H.; Mendoza-Vega, J.; Quej, V.K.; Chi, J.D.L.A.; Del Cid, L.S.; Chi, C.; Escalona-Segura, G.; Gertsen, H.; Salánki, T.; Van Der Ploeg, M.; et al. Field evidence for transfer of plastic debris along a terrestrial food chain. Sci. Rep. 2017, 7, 1–7. [Google Scholar]
- Gopinath, K.P.; Nagarajan, V.M.; Krishnan, A.; Malolan, R. A critical review on the influence of energy, environmental and economic factors on various processes used to handle and recycle plastic wastes: Development of a comprehensive index. J. Clean. Prod. 2020, 274, 123031. [Google Scholar] [CrossRef]
- Aurrekoetxea, J.; Sarrionandia, M.; Urrutibeascoa, I.; Maspoch, M.L. Effects of recycling on the microstructure and the mechanical properties of isotactic polypropylene. J. Mater. Sci. 2001, 36, 2607–2613. [Google Scholar] [CrossRef]
- Liu, Y.; Kennard, C.H.; Truss, R.W.; Calos, N.J. Characterization of stress-whitening of tensile yielded isotactic polypropylene. J. Polym. 1997, 38, 2797–2805. [Google Scholar] [CrossRef]
- Tiganis, B.E.; Shanks, R.A.; Long, Y. Effects of processing on the microstructure, melting behavior, and equilibrium melting temperature of polypropylene. J. Appl. Polym. Sci. 1996, 59, 663–671. [Google Scholar] [CrossRef]
- Aumnate, C.; Rudolph, N.; Sarmadi, M. Recycling of Polypropylene/Polyethylene Blends: Effect of Chain Structure on the Crystallization Behaviors. J. Polym. 2019, 11, 1456. [Google Scholar] [CrossRef] [Green Version]
- Spicker, C.; Rudolph, N.; Kühnert, I.; Aumnate, C. The use of rheological behavior to monitor the processing and service life properties of recycled polypropylene. Food Packag. Shelf. Life 2019, 19, 174–183. [Google Scholar] [CrossRef]
- Mofokeng, T.G.; Ray, S.S.; Ojijo, V. Influence of Selectively Localised Nanoclay Particles on Non-Isothermal Crystallisation and Degradation Behaviour of PP/LDPE Blend Composites. J. Polym. 2018, 10, 245. [Google Scholar] [CrossRef] [Green Version]
- Eagan, J.M.; Xu, J.; Di Girolamo, R.; Thurber, C.M.; Macosko, C.W.; LaPointe, A.M.; Bates, F.S.; Coates, G.W. Combining polyethylene and polypropylene: Enhanced performance with PE/iPP multiblock polymers. Science 2017, 355, 814–816. [Google Scholar] [CrossRef] [Green Version]
- Yao, S.; Tominaga, A.; Fujikawa, Y.; Sekiguchi, H.; Takatori, E. Inner Structure and Mechanical Properties of Recycled Polypropylene. Nihon Reoroji Gakkaishi 2013, 41, 173178. [Google Scholar] [CrossRef] [Green Version]
- Mantia, F.; Mistretta, M.; Titone, V. Rheological, Mechanical and Morphological Characterization of Monopolymer Blends Made by Virgin and Photo-Oxidized Polypropylene. J. Recycl. 2021, 6, 51. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Mistretta, M.C.; Titone, V. An Additive Model to Predict the Rheological and Mechanical Properties of Polypropylene Blends Made by Virgin and Reprocessed Components. J. Recycl. 2021, 6, 2. [Google Scholar] [CrossRef]
- Marrone, M.; La Mantia, F.P. Monopolymers Blends of Virgin and Recycled Polypropylene. Polym. Recycl. 1996, 2, 9–17. [Google Scholar]
- Valenza, A.; La Mantia, F.P. Recycle of Polymer Waste: Part. 2 Stress degraded polypropylene. Polym. Deg. Stab. 1998, 20, 63. [Google Scholar] [CrossRef]
- Güldaş, A.; Uluer, O.; Özdemir, A. The Numerical Analysis of a Mold Cavity Filling Using the Finite Control Volume Method and Comparison to the Experimental Results. Polym. Plast. Technol. Eng. 2009, 48, 389–396. [Google Scholar] [CrossRef]
- Park, K. A Study on Flow Simulation and Deformation Analysis for Injection-Molded Plastic Parts Using Three-Dimensional Solid Elements. Polym. Plast. Technol. Eng. 2007, 43, 1569–1585. [Google Scholar] [CrossRef]
- Benitez-Rangel, J.P.; Domínguez-González, A.; Herrera-Ruiz, G.; Delgado-Rosas, M. Filling Process in Injection Mold: A Review. Polym. Plast. Technol. Eng. 2007, 46, 721–727. [Google Scholar] [CrossRef]
- Chen, Y.-S.; Wu, K.-T.; Tsai, M.-H.; Hwang, S.-J.; Lee, H.-H.; Peng, H.-S.; Chu, H.-Y. Adaptive process control of the changeover point for injection molding process. J. Low Freq. Noise Vib. Act. Control. 2021, 40, 383–394. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.-Y.; Yang, K.-J.; Huang, M.-S. Online quality monitoring of molten resin in injection molding. Int. J. Heat Mass Transf. 2018, 122, 681–693. [Google Scholar] [CrossRef]
- Schiffers, R.; Kruppa, S.; Moser, S. The right changeover point for each shot. J. Kunststoffe. 2014, 11, 26–29. [Google Scholar]
- Gornik, C. Viscosity Measuring Methods for Feedstocks Directly on Injection Molding Machines. Mater. Sci. Forum. 2008, 591, 174–178. [Google Scholar] [CrossRef]
- Kamal, M.R.; Varela, A.E.; Patterson, W.I. Control of part weight in injection molding of amorphous thermoplastics. Polym. Eng. Sci. 2004, 39, 940–952. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Fluidity Test | Tensile Test |
|---|---|---|
| Barrel heating-film temperature (melt temperature) | 210 °C | 210 °C |
| Mold heating, water temperature (mold temperature) | 60 °C | 60 °C |
| Maximum system pressure | 170 bar | 170 bar |
| Screw speed | 100 rpm | 100 rpm |
| Back pressure | 5 bar | 5 bar |
| Plasticizing time | 10 s | 10 s |
| Injection pressure | 100% | 100% |
| Injection speed | 70 mm/s | 70 mm/s |
| Injection time | 1.5 s | 1.5 s |
| Packing pressure switching point | 0 mm | 5 mm |
| Packing pressure | 0% | 20% |
| Packing time | 0 s | 10 s |
| Cooling time | 10 s | 20 s |
| Exp. | Screw Speed (rpm) | Back Pressure (bar) | Melt Temperature (°C) |
|---|---|---|---|
| 1 | 50 | 5 | 210 |
| 2 | 100 | 5 | 210 |
| 3 | 150 | 5 | 210 |
| 4 | 100 | 0 | 210 |
| 5 | 100 | 10 | 210 |
| 6 | 100 | 5 | 190 |
| 7 | 100 | 5 | 230 |
| 8 | 100 | 5 | 210 |
| 9 | 100 | 5 | 210 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, P.-W.; Peng, H.-S. Number of Times Recycled and Its Effect on the Recyclability, Fluidity and Tensile Properties of Polypropylene Injection Molded Parts. Sustainability 2021, 13, 11085. https://0-doi-org.brum.beds.ac.uk/10.3390/su131911085
Huang P-W, Peng H-S. Number of Times Recycled and Its Effect on the Recyclability, Fluidity and Tensile Properties of Polypropylene Injection Molded Parts. Sustainability. 2021; 13(19):11085. https://0-doi-org.brum.beds.ac.uk/10.3390/su131911085
Chicago/Turabian StyleHuang, Po-Wei, and Hsin-Shu Peng. 2021. "Number of Times Recycled and Its Effect on the Recyclability, Fluidity and Tensile Properties of Polypropylene Injection Molded Parts" Sustainability 13, no. 19: 11085. https://0-doi-org.brum.beds.ac.uk/10.3390/su131911085