
Adaptation of the Lean 6S Methodology in an Industrial Environment under Sustainability and Industry 4.0 Criteria




{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- The environmental effect of Lean 6S is mainly related to waste reduction.
- Lean 6S is mainly used for reducing variations in products and processes.
- Only a few studies have introduced Lean 6S in combined Industry 4.0 and LCA approaches.
- The actual research work is mainly focused on the product rather than the system life cycle.
- The introduction of Industry 4.0 allows more insight into the manufacturing processes’ data, thus producing a greater opportunity and expected outcomes of Six Sigma application.
2. Material and Methods
- An industrial company “pressured” by a client in coherence with ISO27001 on information security;
- A strategy that was created from the physical (the workshop and then the office) and went to digital information;
- A process that needs better management and includes the ICT provider;
- Manage the treatment and resolution of ICT service requests by email and manage internal communication;
- Organize a common folder with resources shared by a large group;
- Organize the work of an ICT department and the service that it provides to the organization;
- Organize collaborative environment together with the classic file management system in the traditional operating system;
- Organize systems where different devices are used and ensure access to information on the move;
- Regulate a work system with internal messaging tools;
- Organize the work with a document manager (Alfresco, Moodle, Intranet …).
- Flexible robotics. Collaborative robotics to unite and share machine capabilities with people’s skills;
- Advanced mechatronics. Advanced mechanical technologies to make processes more flexible and automated;
- Big data and cloud computing. Taking advantage of their potential by streamlining their management and analysis processes;
- Internet of Things. Sensorization of the systems to monitor their use;
- Advanced materials. The demand for new products for which new materials and consequently new processes adapted to these new realities are necessary;
- Additive manufacturing. Ability to produce 3D parts or components from the addition of different layers in 2D.
3. Results
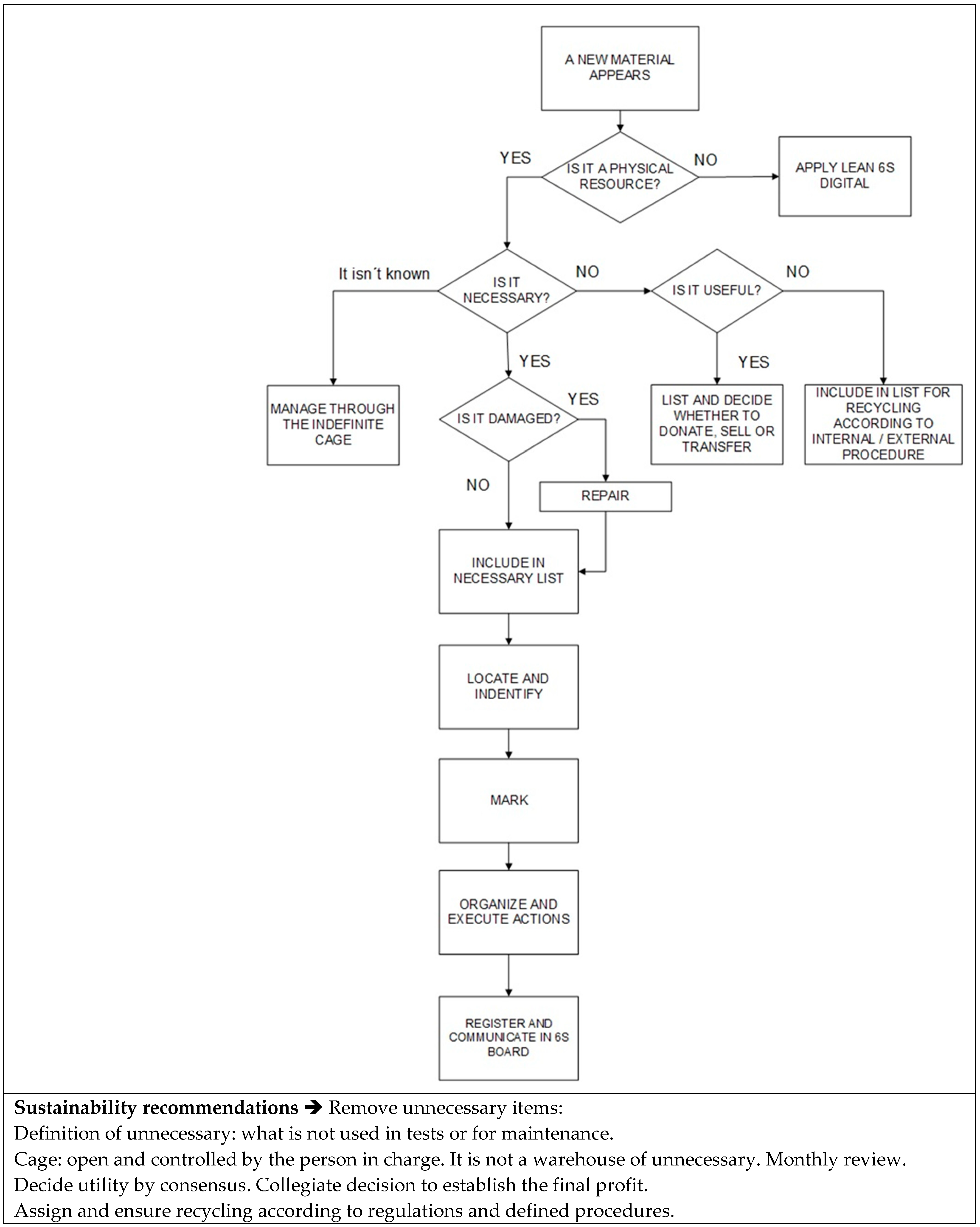
- Remove unnecessary items:
- Correctly define the necessary and unnecessary resources (files, emails, applications or other digital information objects). Assess obsolescence;
- Use software to detect the amount and location (local network, hard drives, intranets, cloud storage, devices (laptop, tablet, smartphones)) of duplicate information, empty folders and old information;
- Detect and identify the information to be processed: files, emails, applications, etc.;
- Narrow the scope of documents to be explored;
- Make backup copy prior to implantation;
- Decide when and how (teams) the information will be processed;
- Establish cage management criteria for doubtful information.
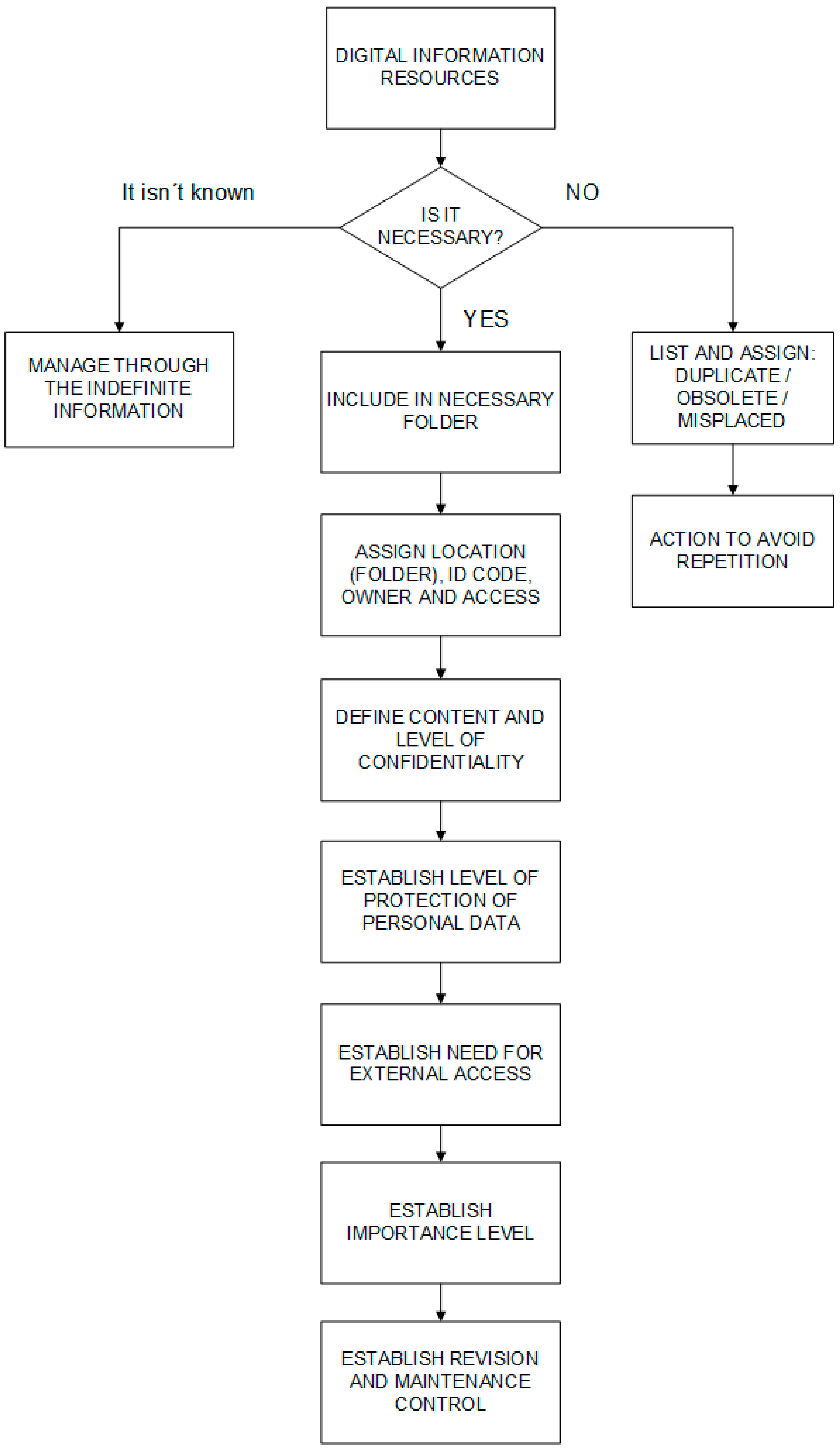
- Order necessary items:
- Define how documents/information should be located and identified;
- Identification: name of the document, tags or metadata that help to locate it and describe the contents;
- Coding needs to facilitate “unequivocal interpretation” of content;
- Do not overcomplicate the folder/subfolder tree. Coding can help eliminate levels.
- Signal:
- Explain what is contained in each storage area (folders and documents) and how it is managed;
- Maintain an updated manual where the criteria for grouping and identification are explained.
- Continue improving:
- Guarantee that the system will be maintained over time;
- Explain the criteria to the team and review them from time to time with ongoing audits.
- Indicators of the area after implantation:
- Measure before starting the process. Indicators to measure the before and after;
- Compare the number of necessary before and after.
- Other general comments:
- Analyze whether the data affected by the LOPD or other sensitive ones are well protected with robust management;
- Describe the criteria for the location of the elements: what is contained on each storage location and how it is managed;
- Identify and locate the elements according to the agreed criteria.
- Saving time in workplace operation;
- The improvement of environmental performance through the control of materials in the workplace;
- Compliance with legal requirements and other environmental requirements inherent in the generation, emission or discharge of any type of pollutant or waste;
- Control of the overabundance of digital information to eliminate problems in locating content;
- Improvement in the organization of digital information supports and the use of electronic messaging and document management resources;
- Facilitate access to information on the go;
- Computer security is the guarantee of the procedure;
- Establishment of a shared labeling structure for digital documentation;
- Reduction of computer security risks;
- Decrease handling errors;
- Saving physical storage space;
- Improved equipment performance;
- The generation of a level of efficiency in the information management;
- Waste reduction;
- Variation reduction in the processes and the products.
- It is advisable to previously experiment with the implementation of the traditional Lean 6S methodology;
- The implementation team must not exceed six people and must be assigned sufficient working hours;
- It should start with a simple pilot area of guaranteed success, with a well-defined scope;
- The selection of a coordinator of the implementation process with knowledge of the processes to be evaluated and with ICT knowledge, environmental management and data processing;
- The training of the implementation team in the management of basic computer tools for the use and organization of information files. Try to know previous experiences of implementing Lean 6S in an office environment (Lean Office);
- The incorporation of a worker with advanced knowledge in ICT and another with responsibility for the environmental management system to the implementation team;
- The selection of the pilot area with traditional physical resources and the influence of global digital information, where the probability of success is high, to provoke motivation and interest in the environment;
- Integration in the first and second phase of environmental management and digital control criteria;
- Review of waste treatment procedures in the third phase;
- Integration in the fourth phase of computer security and environmental security criteria;
- Extension of the fifth phase to visual management through screens or adapted peripherals;
- Review of the sixth phase regarding the process of conducting audits, integrating new digital tools to eliminate the cause of a non-conformity and prevent it from happening again. It is necessary to ensure that the new standards are selected by its advantages: simpler structures to organize the information, less volume of data and more descriptive identifications, all of them to achieve an improvement in productivity;
- The handling of large volumes of data through big data dynamics can cause confusion with the Lean 6S mentality, which is focused on eliminating the unnecessary. Therefore, a detailed prior analysis of the functionalities of digital paradigms is required to guarantee the balance between the impact of algorithms and artificial intelligence with human intervention [20].
- Which tools (software and hardware) are to be used during the implementation;
- The necessary and unnecessary resources (files, emails, applications or other digital information objects);
- A software to detect the amount and location (local network, hard drives, intranets, cloud storage, devices (laptop, tablet, smartphones)) of duplicate information, empty folders and old information;
- A backup prior to implementation;
- Management of the location, identification and information coding;
- A robust management of the data affected by the LOPD or other sensitive ones.
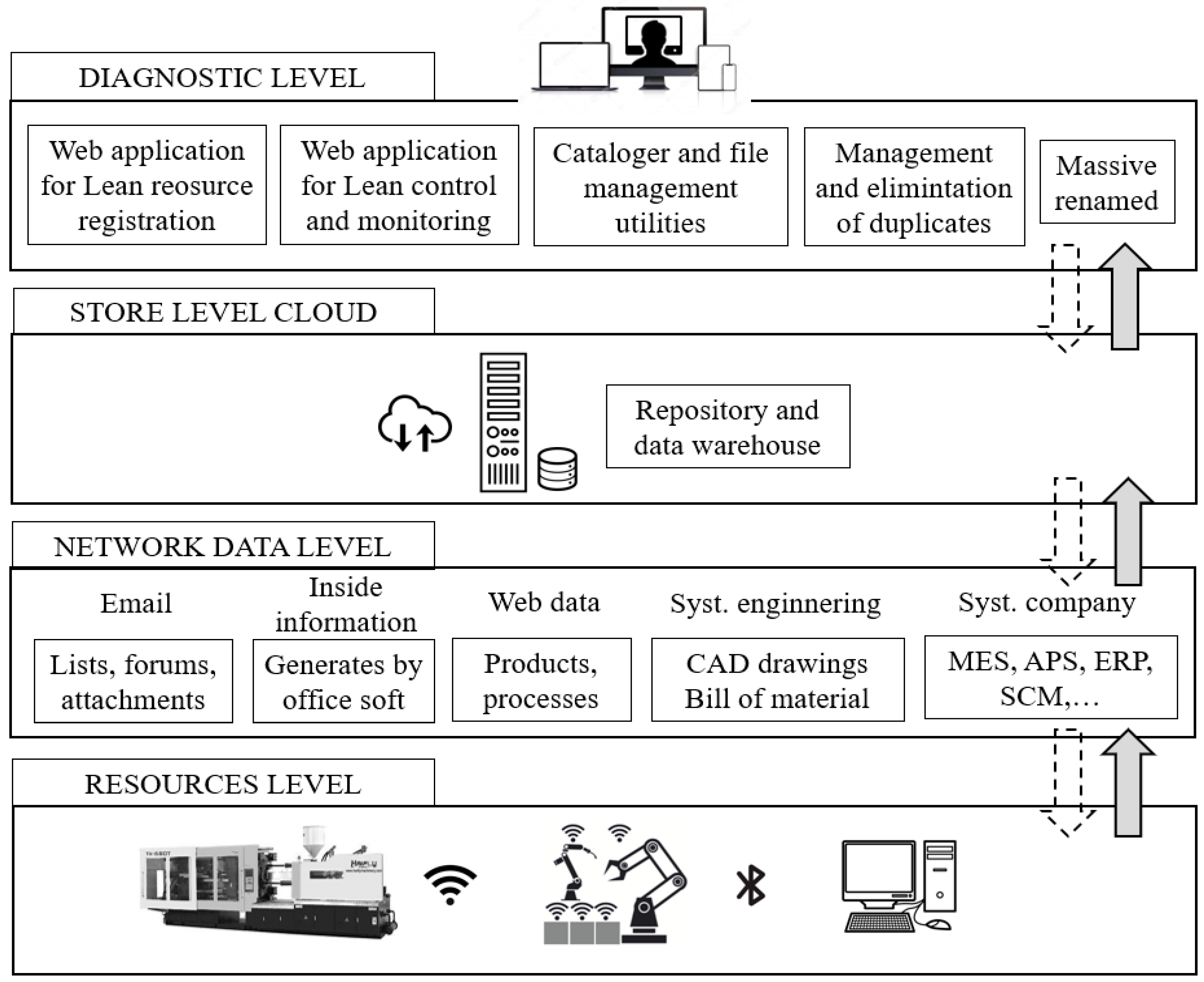
- Each level has a degree of independence and responsibility since it has very defined functions. It is the ICT area that must set the flow of communication to ensure order between the levels;
- Each level can be tested individually;
- Maintenance is easy as the source of errors is quickly identified for changes, allowing for continuous operation;
- To avoid cyberattack problems, security can be accomplished by isolating servers on different subnets;
- Four levels are established: resources, network data, storage and diagnostics;
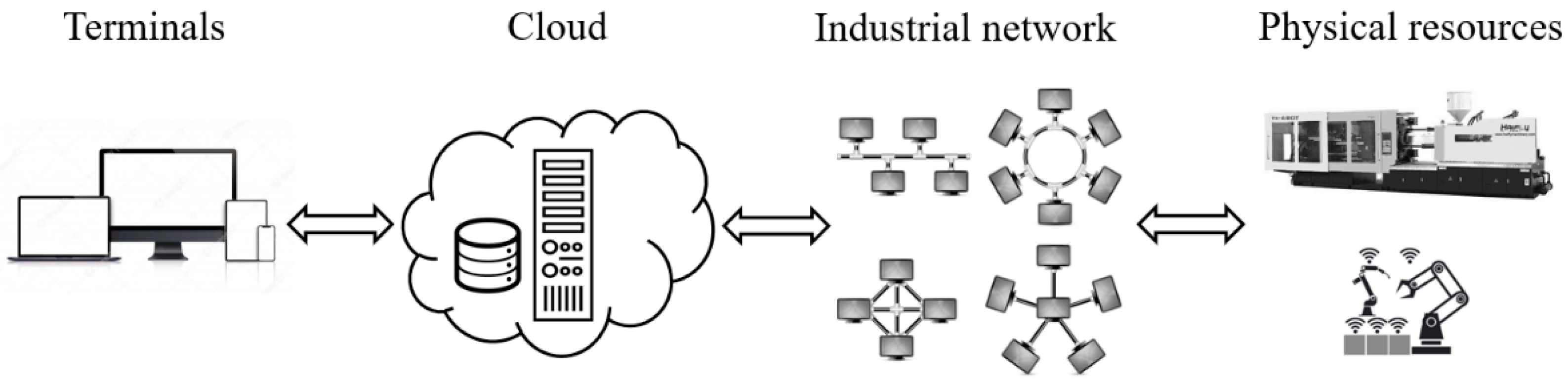
- Resources’ level. It comprises various types of physical devices such as products and machines that can communicate with each other over the industrial network and collaborate to achieve a goal throughout the system;
- Network data level. It forms a kind of important infrastructure that not only allows communication between devices but it must also be able to connect the physical resource layer with the cloud;
- Storage level. Cloud. Network of servers that provide layered services in the form of infrastructure to control and virtualize a huge pool of resources. It facilitates the future application of big data because both storage space and computing capacity can be scaled on demand;
- Diagnostic level. Terminals. Links people to the company. With terminals such as PCs, tablets and mobile phones, workers can access the data provided, apply different settings or perform maintenance and diagnostics, even remotely via the Internet.
4. Discussion
- Involvement of the Management and the ICT area;
- Project planning;
- Strategic relevance;
- Commitment and advanced training of the team;
- Adequate pilot area;
- Plan to advance the extension of the implementation;
- Agile audits;
- Tangible results.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Alkaya, E.; Bogurcu, M.; Ulutas, F.; Demirer, G.N. Adaptation to climate change in industry: Improving resource efficiency through sustainable production applications. Water Environ. Res. 2015, 87, 14–25. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, S.; Wan, J.; Li, D.; Zhang, C. Implementing smart factory of industry 4.0: An outlook. Int. J. Distrib. Sens. Netw. 2016, 12, 3159805. [Google Scholar] [CrossRef] [Green Version]
- ISO 14001:15. Sistemas de gestión Ambiental—Requisitos con Orientación para su uso. Available online: https://www.uaem.mx/dgds/files/Marco/GENERALES/ISO%2014001%202015%20para%20cursos.pdf (accessed on 19 July 2021).
- United Nations. Sustainable Development Goals. 2021. Available online: https://www.un.org/sustainabledevelopment/es/objetivos-de-desarrollo-sostenible/ (accessed on 22 July 2021).
- Kamble, S.; Gunasekaran, A.; Dhone, N.C. Industry 4.0 and lean manufacturing practices for sustainable organisational performance in Indian manufacturing companies. Int. J. Prod. Res. 2020, 58, 1319–1337. [Google Scholar] [CrossRef]
- Rosin, F.; Forget, P.; Lamouri, S.; Pellerin, R. Impacts of Industry 4.0 technologies on Lean principles. Int. J. Prod. Res. 2020, 58, 1644–1661. [Google Scholar] [CrossRef]
- Sony, M. Industry 4.0 and lean management: A proposed integration model and research propositions. Prod. Manuf. Res. 2018, 6, 416–432. [Google Scholar] [CrossRef] [Green Version]
- Buer, S.V.; Strandhagen, J.O.; Chan, F.T. The link between Industry 4.0 and lean manufacturing: Mapping current research and establishing a research agenda. Int. J. Prod. Res. 2018, 56, 2924–2940. [Google Scholar] [CrossRef] [Green Version]
- Sanders, A.; Elangeswaran, C.; Wulfsberg, J.P. Industry 4.0 implies lean manufacturing: Research activities in industry 4.0 function as enablers for lean manufacturing. J. Ind. Eng. Manag. (Jiem) 2016, 9, 811–833. [Google Scholar] [CrossRef] [Green Version]
- Arcidiacono, G.; Pieroni, A. The revolution lean six sigma 4.0. Int. J. Adv. Sci. Eng. Inf. Technol 2018, 8, 141–149. [Google Scholar] [CrossRef] [Green Version]
- Jiménez, M.; Romero, L.; Domínguez, M.; Espinosa, M.M. 5S methodology implementation in the laboratories of an industrial engineering university school. Saf. Sci. 2015, 78, 163–172. [Google Scholar] [CrossRef]
- Jiménez, M.; Romero, L.; Fernández, J.; Espinosa, M.M.; Domínguez, M. Extension of the Lean 5S methodology to 6S with an additional layer to ensure occupational safety and health levels. Sustainability 2019, 11, 3827. [Google Scholar] [CrossRef] [Green Version]
- Jiménez, M.; Romero, L.; Fernández, J.; Espinosa, M.M.; Domínguez, M. Application of Lean 6s Methodology in an Engineering Education Environment during the SARS-CoV-2 Pandemic. Int. J. Environ. Res. Public Health 2020, 17, 9407. [Google Scholar] [CrossRef] [PubMed]
- De Pablos, C.; López, J.J.; Martín-Romo, S.; Medina, S. Organización y Transformación de los Sistemas de Información en la Empresa; Esic Editorial: Madrid, Spain, 2012. [Google Scholar]
- Bhat, V.S.; Bhat, S.; Gijo, E.V. Simulation-based lean six sigma for Industry 4.0: An action research in the process industry. Int. J. Qual. Reliab. Manag. 2020, 38. [Google Scholar] [CrossRef]
- Dogan, O.; Gurcan, O.F. Data perspective of Lean Six Sigma in industry 4.0 Era: A guide to improve quality. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Paris, France, 26–27 July 2018; IEOM Society: Southfield, MI, USA, 2018; pp. 943–953. [Google Scholar]
- Titmarsh, R.; Assad, F.; Harrison, R. Contributions of lean six sigma to sustainable manufacturing requirements: An Industry 4.0 perspective. Procedia Cirp 2020, 90, 589–593. [Google Scholar] [CrossRef]
- Dombrowski, U.; Richter, T.; Krenkel, P. Interdependencies of Industrie 4.0 & lean production systems: A use cases analysis. Procedia Manuf. 2017, 11, 1061–1068. [Google Scholar]
- Sodhi, H. When Industry 4.0 meets Lean Six Sigma: A review. Ind. Eng. J. 2020, 13, 1–12. [Google Scholar] [CrossRef]
- Ormaetxe, J.I. 5S digitales: Productividad personal y de equipo en la administración pública. Rev. Vasca De Gestión De Pers. Y Organ. Publicas. 2019, 16, 92–107. (In spanish) [Google Scholar]
- Peças, P.; Encarnação, J.; Gambôa, M.; Sampayo, M.; Jorge, D. PDCA 4.0: A New Conceptual Approach for Continuous Improvement in the Industry 4.0 Paradigm. Appl. Sci. 2021, 11, 7671. [Google Scholar] [CrossRef]
- Zhou, K.; Liu, T.; Zhou, L. Industry 4.0: Towards future industrial opportunities and challenges. In Proceedings of the 12th International conference on fuzzy systems and knowledge discovery (FSKD), Zhangjiajie, China, 15–17 August 2015; pp. 2147–2152. [Google Scholar]
- Yáñez Brea, F. Las 20 tecnologías clave de la industria 4.0: El camino hacia la fábrica del futuro. Independently published. 2017. [Google Scholar]
- Chiarini, A.; Kumar, M. Lean Six Sigma and Industry 4.0 integration for Operational Excellence: Evidence from Italian manufacturing companies. Prod. Plan. Control 2020, 1–18. [Google Scholar] [CrossRef]
- Garrell, A.; Guilera, L. La industria 4.0 en la Sociedad Digital; Marge Books: Barcelona, Spain, 2019. [Google Scholar]
- Everis. Estudio Smart Industry 4.0, 2ª Edición. Available online: https://e17r5k-datap1.s3-eu-west-1.amazonaws.com/evercorp/s3fs-public/estudio_smart_industry_2019_2.pdf?GTDlRQKRZJ4wxrPzuK8BvpoRhvEYuAi_ (accessed on 22 July 2021).
- Rossini, M.; Costa, F.; Tortorella, G.L.; Portioli-Staudacher, A. The interrelation between Industry 4.0 and lean production: An empirical study on European manufacturers. Int. J. Adv. Manuf. Technol. 2019, 102, 3963–3976. [Google Scholar] [CrossRef]
- Zhang, L.; Luo, X.; Ren, L.; Mai, J.; Pan, F.; Zhao, Z.; Li, B. Cloud based 3D printing service platform for personalized manufacturing. Sci. China Inf. Sci. 2020, 63, 1–3. [Google Scholar] [CrossRef] [Green Version]
- Schuh, G.; Pitsch, M.; Rudolf, S.; Karmann, W.; Sommer, M. Modular sensor platform for service-oriented cyber-physical systems in the European tool making industry. Procedia Cirp 2014, 17, 374–379. [Google Scholar] [CrossRef] [Green Version]
- Blancarte, O.J. Introducción a la Arquitectura de Software: Un enfoque práctico; Independently published; 2020. (In spanish) [Google Scholar]
- Raisinghani, M.S.; Idemudia, E.C. Green information systems for sustainability. In Green Business: Concepts, Methodologies, Tools, and Applications; Handbook of Research on Waste Management Techniques for Sustainability; IGI Global: Hershey, PA, USA, 2015; pp. 212–226. [Google Scholar]
- Shafiq, S.I.; Velez, G.; Toro, C.; Sanin, C.; Szczerbicki, E. Designing intelligent factory: Conceptual framework and empirical validation. Procedia Comput. Sci. 2016, 96, 1801–1808. [Google Scholar] [CrossRef] [Green Version]
- Gupta, S.; Jain, S.K. The 5S and kaizen concept for overall improvement of the organisation: A case study. Int. J. Lean Enterp. Res. 2014, 1, 22–40. [Google Scholar] [CrossRef]
- Sukdeo, N. The application of 6S methodology as a lean improvement tool in an ink manufacturing company. In Proceedings of the 2017 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 10–13 December 2017; pp. 1666–1671. [Google Scholar]
- Vimal, K.E.K.; Vinodh, S. Development of checklist for evaluating sustainability characteristics of manufacturing processes. Int. J. Process Manag. Benchmarking 2013, 3, 213–232. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiménez, M.; Espinosa, M.d.M.; Domínguez, M.; Romero, M.; Awad, T. Adaptation of the Lean 6S Methodology in an Industrial Environment under Sustainability and Industry 4.0 Criteria. Sustainability 2021, 13, 12449. https://0-doi-org.brum.beds.ac.uk/10.3390/su132212449
Jiménez M, Espinosa MdM, Domínguez M, Romero M, Awad T. Adaptation of the Lean 6S Methodology in an Industrial Environment under Sustainability and Industry 4.0 Criteria. Sustainability. 2021; 13(22):12449. https://0-doi-org.brum.beds.ac.uk/10.3390/su132212449
Chicago/Turabian StyleJiménez, Mariano, Mª del Mar Espinosa, Manuel Domínguez, María Romero, and Tamar Awad. 2021. "Adaptation of the Lean 6S Methodology in an Industrial Environment under Sustainability and Industry 4.0 Criteria" Sustainability 13, no. 22: 12449. https://0-doi-org.brum.beds.ac.uk/10.3390/su132212449