
Fluidization Roasting Technology of Jingtieshan Iron Ore in the Absence of Carbon Additives

1
School of Resources and Civil Engineering, Northeastern University, Shenyang 110819, China
2
National-Local Joint Engineering Research Center of High-Efficient Exploitation Technology for Refractory Iron Ore Resources, Shenyang 110819, China
*
Author to whom correspondence should be addressed.
Sustainability 2022, 14(20), 13629; https://0-doi-org.brum.beds.ac.uk/10.3390/su142013629
Submission received: 19 September 2022
/
Revised: 14 October 2022
/
Accepted: 18 October 2022
/
Published: 21 October 2022
(This article belongs to the Special Issue Combined Beneficiation and Metallurgy for Comprehensive Utilization of Metal Mineral Resources)
Abstract
:This study presents a fluidization roasting technology for siderite-bearing iron ore without the use of carbon additives. Samples of Jingtieshan iron ore were subjected to fluidization magnetization roasting, and the effects of roasting temperature, time, and N2 flow rate on the magnetic separation performance were explored. An iron concentrate with an iron grade of 57.40% and recovery of 91.17% was acquired at a roasting temperature of 700 °C, roasting time of 10.0 min, an N2 flow rate of 600 mL/min, grinding particle size of −125 μm, and constant magnetic intensity of 99.47 kA/m. The samples were characterized by X-ray diffraction, optical microscopy, scanning electron microscopy–energy dispersive spectroscopy, and vibrating sample magnetometry. The results revealed that hematite and goethite were reduced to magnetite by the CO generated during siderite decomposition; meanwhile, siderite was transformed into magnetite with the consumption of CO during the reduction process. The saturation magnetization of the roasted ore significantly increased owing to the formation of ferrimagnetic magnetite, which was easily recovered in the subsequent magnetic separation.
1. Introduction
The steel industry is a cornerstone of economic and social development. The resulting products are essential raw materials for social infrastructure construction. Iron ore is the primary raw material for the steel industry. Although the reserves of iron ore are abundant, the global distribution is uneven, with most reserves concentrated in Australia, Brazil, Russia, China, and the United States [1] The iron ore in Australia, Russia, South Africa, and India are mainly rich ores with an iron grade of more than 55%, whereas the iron grades of iron ore in China, Canada, and the United States are relatively low [2]. China is currently the world’s largest producer, consumer, and trader of steel [3]. However, iron ore in China is characterized by a low iron grade, complex mineral composition, and fine grain size of iron minerals [4,5]. For a long time, China has suffered from a shortage of iron ore supply and has heavily relied on imports [6]. Therefore, developing and utilizing refractory iron ore in China is critical for relieving the pressure on the iron ore supply as well as for providing better solutions for the global exploitation of refractory iron ores.
As a typical refractory iron ore in China, Jingtieshan iron ore is characterized by a complex mineral composition primarily including specularite (hematite aggregate with a metallic luster), limonite, siderite, ankerite, quartz, barite, and muscovite, as well as low-grade iron, and uneven particle size [7,8]. With reserves of more than 500 million tons [9], it is an important iron ore resource in northwest China. So far, for lump ores larger than 15 mm, the beneficiation process has consisted of shaft furnace roasting followed by weak magnetic separation and reverse flotation to produce an iron concentrate with an iron grade of 59.70% and a recovery of 77.60%. For fine-grained ores of −15 mm size, adopting a process of high-intensity magnetic pre-concentration followed by grinding and high-intensity magnetic separation resulted in an iron concentrate with an iron grade of 46.60% and a recovery of 65.70% [8,10,11]. Nevertheless, because of the fine-grained feed particle size, uneven roasting performance, and high CO2 emissions caused by coal fuels and reductants, shaft furnace magnetization roasting is characterized by high production costs and severe environmental pollution in the industrial production process. In addition, the fine ore of −15 mm cannot effectively benefit from high-intensity magnetic separation. This is because the iron-bearing gangues are difficult to separate from iron minerals and the fine-grained iron minerals are not recovered. Thus, the low recovery associated with high-intensity magnetic separation leads to a waste of resources.
Innovative processes are essential for the development and efficient utilization of Jingtieshan iron ore. With technological advancements and improved industrial equipment, magnetization roasting has become a promising method for processing refractory iron ore [3,12]. An innovative suspension magnetization roasting technology was reported for the exploitation of many types of refractory iron ore resources, and recoveries were better than that from original processing methods [7,13,14,15,16]. For the Jingtieshan iron ore, the process of grinding was followed by suspension magnetization roasting, and reverse flotation was proposed; using this process, the iron recovery increased by 15% compared with that of the original high-intensity magnetic separation [7]. At present, an industrial production line of suspension magnetization roasting with a capacity of 1.65 million tons per year has been running stably, producing an iron concentrate with a grade of 53.99% and a recovery of 89.08% [3].
Because of increased human activity, CO2 levels exceeding the absorption capacity of natural carbon sinks are emitted into the natural environment, leading to global warming [17,18]. The steel industry accounts for 7.2% of global CO2 emissions [19]. The current magnetization roasting technology mainly relies on carbon reductants such as blast furnace gas, coal gas, and products from natural gas pyrolysis, which greatly increase CO2 emissions. Therefore, sustainable development with the adoption of technological innovation is critical to the iron and steel industry. Studies on green low-carbon reductants for magnetization roasting have attracted significant interest over the last few years. A variety of green and renewable reductants, including straw, waste coconuts, horse manure, biomass briquettes, and green hydrogen, have been demonstrated as renewable reductants for magnetization roasting [14,20,21,22,23,24,25]. In addition, it has been reported that siderite can be used as a reductant for the magnetization roasting of hematite, which can effectively reduce CO2 emissions by decreasing the consumption of carbon reductants [26,27]. Jingtieshan ore is a typical siderite-bearing iron ore resource, and the primary iron minerals are hematite, limonite, and siderite. Thus, we expect to develop a magnetization roasting technology to exploit the Jingtieshan iron ore resource in the absence of carbon reductants.
In this study, a fluidization roasting technology for siderite-bearing iron ore without carbon additives is presented. Experiments on magnetization roasting and magnetic separation of Jingtieshan iron ore were carried out, and the effects of roasting temperature, roasting time, and the N2 flow rate were investigated. X-ray diffraction (XRD), optical microscopy (OM), scanning electron microscopy operating in back-scattered electron mode with energy dispersive spectrometry system (BSE-EDS), and vibrating sample magnetometry (VSM) experiments were performed to analyze the samples.
2. Materials and Methods
2.1. Materials
Jingtieshan iron ore (raw ore) was obtained from Gansu Province, China. The chemical composition analysis results in Table 1 show that the total Fe (TFe) and FeO contents were 34.15% and 16.90%, respectively. The amount of primary impurity SiO2 was 23.62%; other impurities were Al2O3, CaO, MgO, and Ba, amounting to 2.30%, 1.34%, 2.75%, and 2.61%, respectively. The amounts of the non-desirable elements P and S were 0.016% and 0.947%, respectively. The main iron minerals in the raw ore were hematite, limonite, and siderite (Table 2), and the main gangue minerals were quartz, barite, muscovite, and dolomite. [7,26]. Laser particle size analysis revealed that the raw ore was 90% (volume content) passing 388 µm.
2.2. Methods and Equipment
2.2.1. Experimental Apparatus and Procedure
As shown in Figure 1, the magnetization roasting experiments were carried out in a fluidized bed vertical tube furnace (OTF-1200S-S-FB, Hefei Kejing Material Technology Co., Ltd, Hefei, China). The heating rate was 10 °C/min, with a temperature control accuracy of ±1 °C. During the magnetization roasting experiments, N2 was introduced into the furnace tube to evacuate the air, and the furnace was heated to the preset temperature. The raw ore was weighed 15 g and placed on a porous quartz plate. In the fluidized state, the raw ore was roasted for a specified time. The different N2 flows for fluidization were controlled by a multi-channel gas flowmeter in each experiment. After magnetization roasting, the roasted ore was cooled to 20 °C under an N2 atmosphere. After being ground to a particle size of less than 125 μm using a ball mill (XMQ-240×90, Wuhan Exploration Machinery Factory, Wuhan, China), the roasted ore was separated through a Davis magnetic tube with a constant magnetic field intensity of 99.47 kA/m. Magnetic iron concentrates and tailings were acquired.
2.2.2. Characterization Methods
The titanium (III) chloride reduction potassium dichromate titration method (routine methods) was used to determine the TFe grade [28]. The potassium dichromate titration method was applied to determine the FeO content. The S content was determined using a LECO SC-144DR sulfur analyzer (LECO Corporation, St. Joseph, MO, USA). The content of other components was determined using X-ray fluorescence (XRF) spectrometry (ZSX Primus II, Rigaku Corp., Tokyo, Japan). The thermodynamic analysis was performed using HSC Chemistry 6.0 software, Outokumpu Research Oy, Helsinki, Finland. XRD analysis was carried out using an X-ray diffractometer (D8 advance, Bruker AXS GmbH, Karlsruhe, Germany) with Cu Kα radiation at 40 kV and 40 mA, respectively. The step scan mode with a step size of 0.02° and a step time of 2 s was applied to acquire enough data points for peak-fitting and an adequate number of counts. The qualitative and quantitative analyses for diffractograms were performed using HighScore Plus software (3.0.5), Panalytical B. V., Almelo, The Netherlands. The quantitative mineralogical composition was obtained through Rietveld refinement with RWP (weighted profile R-factor) values < 6% and GOF (goodness of fit) values < 8%. The particle size of the samples was analyzed using a laser particle size analyzer (Malvern 3000, Malvern Instruments, Malvern, UK). The mineralogy of the samples was observed and analyzed by OM (AXIO SCOPE A1, Zeiss, Jena, Germany) and BSE-EDS (Thermo Scientific Apreo 2C, Thermo Fisher Scientific, Brno, Czech Republic; Oxford Ultim Max 40, Oxford Instruments, Oxford, UK). The magnetic hysteresis loops of the samples were measured using a VSM instrument (JDAW-2000D, Yingpu Magnetoelectric Technology Development Co., Ltd., Changchun, China).
3. Results and Discussion
3.1. Thermodynamic Analysis
The Gibbs free energy (ΔrGmθ) of the main chemical reactions of iron minerals during magnetization roasting was calculated, as shown in Equations (1)–(4) and Figure 2a [29]. In the magnetization roasting process, goethite was transformed into hematite during dehydroxylation, as shown in Equation (1). Thermal decomposition of siderite occurred during high-temperature roasting with the generation of CO and CO2, as shown in Equation (2) [30]. Subsequently, hematite was reduced to magnetite by the CO generated during siderite decomposition, as shown in Equation (3). Concurrently, siderite was transformed into magnetite with the consumption of CO during the reduction. Overall, hematite, goethite, and siderite were transformed into magnetite during magnetization roasting in the absence of carbon additives, as shown in Equation (4).
The limonite content in the raw ore was very low, and it was treated as hematite for equilibrium phase analysis. From Table 2, the molar ratio of hematite and siderite was about 1.37 to 1. Accordingly, a reaction equilibrium phase analysis was performed, as shown in Figure 2b. It can be seen that the siderite was completely decomposed during the roasting process. The CO generated by the decomposition of siderite reduced hematite to magnetite [31,32]. However, due to the low content of siderite in the raw ore the hematite could not be completely reduced. Wustite was an unstable intermediate product that can exist stably at high temperatures [31]. However, when the temperature was lowered, the wustite reacted with CO2 to form magnetite. Equilibrium composition analysis shows that magnetite theoretically became the dominant iron mineral in the roasted ores.
3.2. Magnetization Roasting and Magnetic Separation
Magnetization roasting was conducted under an N2 atmosphere without carbon additives. The effects of the roasting temperature (600–800 °C), roasting time (6.0–14.0 min), and N2 flow rate (200–1000 mL/min) were studied. The roasted ores were ground below 125 μm and processed by magnetic separation with a magnetic intensity of 99.47 kA/m, and the results are shown in Figure 3. The experiments were replicated in triplicate under each condition. Error bars represent the mean ± SD of triplicate samples.
The effect of roasting temperature was explored at a roasting time of 14.0 min and an N2 flow rate of 600 mL/min. Figure 3a indicates that increasing the roasting temperature can increase the iron recovery from 83.36% at 600 °C to 92.37% at 700 °C. As the roasting temperature increased from 700 °C to 800 °C, the iron recovery fluctuated between 91.70% and 92.77%. However, as the temperature increased, the iron grade continuously decreased. Increasing the roasting temperature to a suitable range could promote the decomposition of siderite and reduction of hematite, thereby increasing the magnetite content in the roasted ores, as well as the iron recovery [33]. However, when the roasting temperature was too high, the decomposition of siderite proceeded too quickly, resulting in an incomplete reaction between CO and hematite [7]. To obtain a satisfactory separation index, the optimal roasting temperature was determined to be 700 °C.
Experiments to study the effect of roasting time were performed at a roasting temperature of 700 °C and N2 flow rate of 600 mL/min, as shown in Figure 3b. The iron grade stabilized between 57.26% and 57.60% with an increase in roasting time. In contrast, when the roasting time was extended from 6.0 min to 10.0 min, the iron recovery increased noticeably. As the roasting time increased, the iron recovery tended to be stable between 90.77% and 91.29% because siderite cannot completely decompose in shorter times. The result is an incomplete conversion of siderite and hematite into magnetite, which reduces iron recovery [7]. The magnetization roasting reaction was completed after 10.0 min, and the separation index showed an insignificant change. Hence, 10.0 min is the recommended roasting time.
In the N2 flow rate experiments, the roasting temperature and time were 700 °C and 10.0 min, respectively. Figure 3c shows that when the N2 flow rate was between 200 and 600 mL/min, the iron recovery was relatively stable, varying from 91.17% to 91.29%. However, as the N2 flow rate was increased to 800–1000 mL/min, the iron recovery decreased significantly. At a high N2 flow rate, CO produced by the decomposition of siderite could not effectively interact with hematite and was discharged with the fluidizing N2 gas. This led to a decrease in the magnetite content in the roasting ores [26]. At the same time, to obtain a high iron grade, the best N2 flow rate was determined to be 600 mL/min.
The experimental results indicated that an iron grade of 57.40% and iron recovery of 91.17% could be obtained under the optimum conditions of a roasting temperature of 700 °C, a roasting time of 10.0 min, an N2 flow rate of 600 mL/min, a grinding particle size of −125 μm, and a constant magnetic intensity of 99.47 kA/m. The flowsheet and separation index of the magnetization roasting and magnetic separation of Jingtieshan iron ore are shown in Figure 4 and Table 3, respectively. The iron concentrate produced by magnetic separation can be used for steel production. And the iron tailings can be used in the construction industry or to backfill the mining area [34,35].
3.3. XRD Analysis
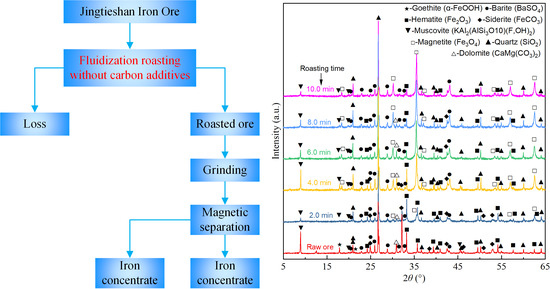
The phase transformations occurring during magnetization roasting were analyzed by XRD. The XRD patterns and quantitative XRD analysis data of the raw ore and roasted ores are shown in Figure 5 and Table 4, respectively. According to the results, the main iron minerals in the raw ore were hematite, siderite, and goethite, and the main gangue minerals were quartz, dolomite, muscovite, and barite. During the magnetization roasting process, hematite, goethite, and siderite were gradually transformed into magnetite. The characteristic diffraction peaks of goethite disappeared at 2.0 min, which is due to the required goethite dehydroxylation temperature being reached [21]. At the initial stage of the reaction (2.0 min), most of the hematite was not reduced, siderite did not completely decompose, and their characteristic diffraction peaks were still dominant. At this time, the characteristic diffraction peaks of magnetite appeared, indicating that magnetite was produced. As the reaction progressed, siderite decomposed continuously, and the intensities of the characteristic diffraction peaks gradually weakened and disappeared at 8.0 min. Concurrently, since hematite was reduced to magnetite by CO [31], the intensities of the hematite characteristic diffraction peaks also gradually reduced. When the roasting time was 10.0 min, there were only a few hematite characteristic diffraction peaks with a weak diffraction intensity in the case of the roasted ores. However, the magnetite characteristic diffraction peaks were dominant, suggesting that most of the hematite had been transformed into magnetite. Additionally, the characteristic diffraction peaks of dolomite gradually weakened and disappeared at 10.0 min, indicating that the decomposition of dolomite occurred in this process. The mineralogy changes can be further obtained based on the quantitative XRD analysis data in Table 4. The main iron minerals in the roasted ore at a roasting time of 10.0 min were ferrimagnetic magnetite, and the main gangue minerals were diamagnetic quartz and muscovite, which is conducive to the efficient magnetic separation between gangue minerals and iron minerals. Additionally, the relative content of muscovite increased, which is due to the obvious weight loss in magnetization roasting and the strengthening of its characteristic diffraction peaks in the quantitative analyses.
3.4. OM and BSE-EDS Analysis
The OM images of the samples at different stages are shown in Figure 6. The BSE images and the EDS spectra are exhibited in Figure 7, and the EDS analysis data are included in Table 5. Figure 6a and Figure 7a depict the complex mineral composition of the raw ore, which included liberated grains of hematite and siderite, as well as fine-grained hematite and siderite embedded in the quartz and the jasper (mineral assemblages) [36]. As shown in Figure 6b and Figure 7b, siderite decomposed completely after magnetization roasting; hematite with a smaller particle size was completely reduced to magnetite; for large hematite particles, hematite on the surface was reduced to magnetite, and some hematite was still present inside the particle. Given that the siderite content in the raw ore was low, CO generated by siderite decomposition was insufficient to entirely reduce hematite to magnetite [32]. As shown in Figure 6c and Figure 7c, the minerals in the iron concentrate were mainly fine magnetite and coarse magnetite with some hematite in the core. Although a small amount of hematite persisted inside the magnetite particles, it could be effectively recovered in the subsequent magnetic separation owing to the embedded ferrimagnetic magnetite. As shown in Figure 6d and Figure 7d, in the tailing, hematite encapsulated in the quartz and the iron in the jasper cannot be reduced to magnetite during magnetization roasting, which will lower the iron recovery in the subsequent magnetic separation. In addition, jasper is an aggregate of microcrystalline quartz and other mineral phases that may include some iron, which reduces the iron recovery when it enters the iron tailings during magnetic separation.
3.5. VSM Analysis
Based on the above analysis, hematite, goethite, and siderite were transformed into magnetite during magnetization roasting. It caused significant variation in the magnetism of samples because hematite, goethite, and siderite were weakly magnetic while magnetite is ferrimagnetic. In this study, the magnetic hysteresis loop and magnetic parameters of the raw ore, the roasted ore, and the iron concentrate under the optimal conditions of 700 °C, 10.0 min, and an N2 flow rate of 600 mL/min were analyzed using VSM, and the results are shown in Figure 8. The saturation magnetization was significantly enhanced from 0.69 Am2/kg for the raw ore to 35.89 Am2/kg for the roasted ore during magnetization roasting. Concurrently, the remanence was increased from 0.14 Am2/kg to 5.12 Am2/kg. It was attributed to the formation of ferrimagnetic magnetite in magnetization roasting. Consequently, the synthetic magnetite and gangue minerals in the roasted ore were effectively separated through magnetic separation. The saturation magnetization of the iron concentrate was further improved to 52.66 Am2/kg because gangue minerals were removed and the content of magnetite increased in the iron concentrate. Eventually, the strongly magnetic iron minerals were concentrated in the iron concentrate, and the gangue minerals remained in the tailings.
4. Conclusions
A fluidization magnetization roasting technology without carbon additives was applied to successfully recover iron from Jingtieshan iron ore. The appropriate roasting conditions for a fluidized bed vertical tube furnace were determined to be a roasting temperature of 700 °C, a roasting time of 10.0 min, and an N2 flow rate of 600 mL/min. An iron concentrate with an iron grade of 57.40% and recovery of 91.17% was obtained from the roasted ore by magnetic separation. Siderite, goethite, and hematite were transformed into magnetite during the magnetization roasting process, and the magnetism of iron minerals was significantly improved. Therefore, iron minerals and weakly magnetic gangue minerals were effectively separated in the magnetic separation process. No additional carbon reductants were employed in the magnetizing roasting process. The reduction of hematite and goethite was attributed to CO generated by the decomposition of siderite. Rather than employing additional carbon reductants in traditional reduction roasting, this study innovatively proposes to adopt siderite as a reductant. This low-carbon technology is environmentally friendly and allows for the sustainable utilization of iron ore resources.
Author Contributions
Conceptualization, X.Z.; Data curation, X.Z.; Formal analysis, Q.Z.; Investigation, X.Z. and Q.Z.; Methodology, X.Z.; Project administration, Y.S., Y.L. and Y.H.; Resources, X.Z., Y.S., Y.L. and Y.H.; Writing—original draft, Q.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Key Research and Development Program of China (No. 2021YFC2902401), National Natural Science Foundation of China (Nos. 51734005, 52104249, 51874071) and the China Post doctoral Science Foundation Funded Project (No. 2021M700726).
Conflicts of Interest
The authors declare no conflict of interest.
References
- National Minerals Information Center. Mineral Commodity Summaries; US Geological Survey: Reston, VA, USA, 2021.
- Han, H.; Lu, L. Chapter 13-Thermal Beneficiation of Refractory Iron Ore. In Iron Ore, 2nd ed.; Lu, L., Ed.; Woodhead Publishing: Sawston, UK, 2022; pp. 421–456. [Google Scholar]
- Yu, J.; Han, Y.; Li, Y.; Gao, P. Recent advances in magnetization roasting of refractory iron ores: A technological review in the past decade. Miner. Process. Extr. Metall. Rev. 2020, 41, 349–359. [Google Scholar] [CrossRef]
- Zhou, W.; Han, Y.; Sun, Y.; Li, Y. Strengthening iron enrichment and dephosphorization of high-phosphorus oolitic hematite using high-temperature pretreatment. Int. J. Miner. Metall. Mater. 2020, 27, 443–453. [Google Scholar] [CrossRef]
- Wan, J.; Chen, T.; Zhou, X.; Luo, Y.; Liu, W.; Lu, Q. Efficient improvement for the direct reduction of high-iron red mud by co-reduction with high-manganese iron ore. Miner. Eng. 2021, 174, 107024. [Google Scholar] [CrossRef]
- Huang, J.; Liu, J.; Zhang, H.; Guo, Y. Sustainable risk analysis of China’s overseas investment in iron ore. Resour. Policy 2020, 68, 101771. [Google Scholar] [CrossRef]
- Zhang, X.; Han, Y.; Sun, Y.; Li, Y. Innovative utilization of refractory iron ore via suspension magnetization roasting: A pilot-scale study. Powder Technol. 2019, 352, 16–24. [Google Scholar] [CrossRef]
- Shen, Z. Application examples of flotation machines. In Principles and Technologies of Flotation Machines; Shen, Z., Ed.; Springer: Singapore, 2021; pp. 435–487. [Google Scholar]
- Li, H.; Zhang, Z.; Li, L.; Zhang, Z.; Chen, J.; Yao, T. Types and general characteristics of the BIF-related iron deposits in China. Ore Geol. Rev. 2014, 57, 264–287. [Google Scholar] [CrossRef]
- Liu, L.; Wu, F.; Tan, W. Effect of cetyl trimethyl ammonium bromide on shrinkage cracks in filter cakes during pressure filtration of iron ore concentrates. Powder Technol. 2016, 297, 239–246. [Google Scholar] [CrossRef]
- Luo, L.; Huang, H.; Yu, Y. Characterization and technology of fast reducing roasting for fine iron materials. J. Cent. South Univ. 2012, 19, 2272–2278. [Google Scholar] [CrossRef]
- Roy, S.K.; Nayak, D.; Rath, S.S. A review on the enrichment of iron values of low-grade iron ore resources using reduction roasting-magnetic separation. Powder Technol. 2020, 367, 796–808. [Google Scholar] [CrossRef]
- Sun, Y.S.; Zhu, X.R.; Han, Y.X.; Li, Y.J.; Gao, P. Iron recovery from refractory limonite ore using suspension magnetization roasting: A pilot-scale study. J. Clean. Prod. 2020, 261, 121221. [Google Scholar] [CrossRef]
- Tang, Z.; Zhang, Q.; Sun, Y.; Gao, P.; Han, Y. Pilot-scale extraction of iron from flotation tailings via suspension magnetization roasting in a mixture of CO and H2 followed by magnetic separation. Resour. Conserv. Recy. 2021, 172, 105680. [Google Scholar] [CrossRef]
- Zhang, Q.; Sun, Y.; Wang, S.; Han, Y.; Li, Y.; Gao, P. Growth behavior and kinetics of magnetite during magnetization roasting. J. Ind. Eng. Chem. 2022. [Google Scholar] [CrossRef]
- Yuan, S.; Wang, R.; Gao, P.; Han, Y.; Li, Y. Suspension magnetization roasting on waste ferromanganese ore: A semi-industrial test for efficient recycling of value minerals. Powder Technol. 2022, 396, 80–91. [Google Scholar] [CrossRef]
- Fernández-Martínez, M.; Sardans, J.; Chevallier, F.; Ciais, P.; Obersteiner, M.; Vicca, S.; Canadell, J.G.; Bastos, A.; Friedlingstein, P.; Sitch, S.; et al. Global trends in carbon sinks and their relationships with CO2 and temperature. Nat. Clim. Chang. 2019, 9, 73–79. [Google Scholar] [CrossRef] [Green Version]
- Fung, I.Y.; Doney, S.C.; Lindsay, K.; John, J. Evolution of carbon sinks in a changing climate. Proc. Natl. Acad. Sci. USA 2005, 102, 11201. [Google Scholar] [CrossRef] [Green Version]
- Ritchie, H.; Roser, M. CO₂ and Greenhouse Gas Emissions.2020. Available online: OurWorldInData.org (accessed on 20 December 2021).
- Nayak, D.; Dash, N.; Ray, N.; Rath, S.S. Utilization of waste coconut shells in the reduction roasting of overburden from iron ore mines. Powder Technol. 2019, 353, 450–458. [Google Scholar] [CrossRef]
- Altiner, M. Roasting of a low-grade goethite ore using horse residue and its beneficiation by magnetic separation. Mining. Metall. Explor. 2020, 37, 1357–1365. [Google Scholar] [CrossRef]
- Rath, S.S.; Rao, D.S.; Tripathy, A.; Biswal, S.K. Biomass briquette as an alternative reductant for low grade iron ore resources. Biomass Bioenergy 2018, 108, 447–454. [Google Scholar] [CrossRef]
- Ponomar, V.P.; Dudchenko, N.O.; Brik, A.B. Reduction roasting of hematite to magnetite using carbohydrates. Int. J. Miner. Process. 2017, 164, 21–25. [Google Scholar] [CrossRef]
- Rath, S.S.; Rao, D.S.; Mishra, B.K. A novel approach for reduction roasting of iron ore slime using cow dung. Int. J. Miner. Process. 2016, 157, 216–226. [Google Scholar] [CrossRef]
- Petrus, H.T.B.M.; Putera, A.D.P.; Sugiarto, E.; Perdana, I.; Warmada, I.W.; Nurjaman, F.; Astuti, W.; Mursito, A.T. Kinetics on roasting reduction of limonitic laterite ore using coconut-charcoal and anthracite reductants. Miner. Eng. 2019, 132, 126–133. [Google Scholar] [CrossRef]
- Zhu, X.; Han, Y.; Sun, Y.; Li, Y.J.; Wang, H. Siderite as a novel reductant for clean utilization of refractory iron ore. J. Clean. Prod. 2020, 245, 118704. [Google Scholar] [CrossRef]
- Ponomar, V.P.; Dudchenko, N.O.; Brik, A.B. Synthesis of magnetite powder from the mixture consisting of siderite and hematite iron ores. Miner. Eng. 2018, 122, 277–284. [Google Scholar] [CrossRef]
- Zhang, Q.; Sun, Y.; Wang, S.; Han, Y.; Li, W.; Li, Y. Whether magnetization roasting requires complete phase reconstruction of iron minerals: A study of phase transition and microstructure evolution. Powder Technol. 2022, 411, 117934. [Google Scholar] [CrossRef]
- Nunna, V.; Hapugoda, S.; Pownceby, M.I.; Sparrow, G.J. Beneficiation of low-grade, goethite-rich iron ore using microwave-assisted magnetizing roasting. Miner. Eng. 2021, 166, 106826. [Google Scholar] [CrossRef]
- Zhu, X.; Han, Y.; Sun, Y.; Gao, P.; Li, Y. Thermal Decomposition of Siderite Ore in Different Flowing Atmospheres: Phase Transformation and Magnetism. Miner. Process. Extr. Metall. Rev. 2022, 1–8. [Google Scholar] [CrossRef]
- Zhang, Q.; Sun, Y.; Han, Y.; Li, Y.; Gao, P. Producing magnetite concentrate via self-magnetization roasting in N2 atmosphere: Phase and structure transformation, and extraction kinetics. J. Ind. Eng. Chem. 2021, 104, 571–581. [Google Scholar] [CrossRef]
- Zhang, Q.; Sun, Y.; Han, Y.; Li, Y.; Gao, P. Reaction behavior and non-isothermal kinetics of suspension magnetization roasting of limonite and siderite. Int. J. Miner. Metall. Mater. 2022. [Google Scholar] [CrossRef]
- Sun, Y.S.; Zhu, X.R.; Han, Y.X.; Li, Y.J. Green magnetization roasting technology for refractory iron ore using siderite as a reductant. J. Clean. Prod. 2019, 206, 40–50. [Google Scholar] [CrossRef]
- Lu, Z.; Cai, M. Disposal Methods on Solid Wastes from Mines in Transition from Open-Pit to Underground Mining. Procedia Environ. Sci. 2012, 16, 715–721. [Google Scholar] [CrossRef]
- Li, C.; Sun, H.; Yi, Z.; Li, L. Innovative methodology for comprehensive utilization of iron ore tailings: Part 2: The residues after iron recovery from iron ore tailings to prepare cementitious material. J. Hazard. Mater. 2010, 174, 78–83. [Google Scholar] [CrossRef]
- Sun, H.; Wu, J.; Yu, P.; Li, J. Geology, geochemistry and sulfur isotope composition of the Late Proterozoic Jingtieshan (Superior-type) hematite-jasper-barite iron ore deposits associated with stratabound Cu mineralization in the Gansu Province, China. Miner. Depos. 1998, 34, 102–112. [Google Scholar] [CrossRef]
Figure 1.
Schematic of magnetization roasting and magnetic separation experiments.

Figure 2.
Thermodynamic analysis of raw ore; (a) Gibbs free energy as a function of temperature for Equations (1)–(4), (b) equilibrium composition of raw ore at different temperatures.
Figure 2.
Thermodynamic analysis of raw ore; (a) Gibbs free energy as a function of temperature for Equations (1)–(4), (b) equilibrium composition of raw ore at different temperatures.

Figure 3.
Effect of roasting conditions on the magnetic separation performance of roasted ores; (a) effect of roasting temperature was studied at 14.0 min and an N2 flow rate of 600 mL/min, (b) effect of roasting time was studied at 700 °C and an N2 flow rate of 600 mL/min, (c) effect of N2 flow rate was studied at 700 °C and a roasting time of 10.0 min.
Figure 3.
Effect of roasting conditions on the magnetic separation performance of roasted ores; (a) effect of roasting temperature was studied at 14.0 min and an N2 flow rate of 600 mL/min, (b) effect of roasting time was studied at 700 °C and an N2 flow rate of 600 mL/min, (c) effect of N2 flow rate was studied at 700 °C and a roasting time of 10.0 min.

Figure 4.
Flowsheet for the magnetization roasting and magnetic separation of Jingtieshan iron ore.

Figure 5.
XRD patterns of raw ore and roasted ores with a roasting temperature of 700 °C and a N2 flow rate of 600 mL/min.
Figure 5.
XRD patterns of raw ore and roasted ores with a roasting temperature of 700 °C and a N2 flow rate of 600 mL/min.

Figure 6.
Optical microscopy (OM) images of the samples under the optimum conditions (a) raw ore, (b) roasted ore, (c) iron concentrate, (d) iron tailing. 1—Quartz; 2—Hematite; 3—Jasper (an aggregate of microcrystalline quartz and other mineral phases inclusion of iron); 4—Siderite; 5—Magnetite.
Figure 6.
Optical microscopy (OM) images of the samples under the optimum conditions (a) raw ore, (b) roasted ore, (c) iron concentrate, (d) iron tailing. 1—Quartz; 2—Hematite; 3—Jasper (an aggregate of microcrystalline quartz and other mineral phases inclusion of iron); 4—Siderite; 5—Magnetite.

Figure 7.
BSE images (left column) and EDS spectra (right column) of the samples under the optimum conditions; (a1) BSE image of raw ore, (a2) EDS spectra of raw ore, (b1) BSE image of roasted ore under the optimum conditions, (b2) EDS spectra of roasted ore under the optimum conditions, (c1) BSE image of iron concentrate, (c2) EDS spectra of iron concentrate, (d1) BSE image of iron tailing, (d2) EDS spectra of iron tailing.
Figure 7.
BSE images (left column) and EDS spectra (right column) of the samples under the optimum conditions; (a1) BSE image of raw ore, (a2) EDS spectra of raw ore, (b1) BSE image of roasted ore under the optimum conditions, (b2) EDS spectra of roasted ore under the optimum conditions, (c1) BSE image of iron concentrate, (c2) EDS spectra of iron concentrate, (d1) BSE image of iron tailing, (d2) EDS spectra of iron tailing.

Figure 8.
VSM analysis of the different samples; (a) magnetic hysteresis loops, (b) magnetic parameters.
Figure 8.
VSM analysis of the different samples; (a) magnetic hysteresis loops, (b) magnetic parameters.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition analysis of the raw ore (mass%).
| Composition | TFe | FeO | SiO2 | Al2O3 | CaO | MgO | Ba | K | P | S | LOI * |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Content | 34.15 | 16.90 | 23.62 | 2.30 | 1.34 | 2.75 | 2.61 | 0.81 | 0.016 | 0.947 | 15.90 |
* LOI: loss on ignition at 1000 °C.
Table 2.
Iron phase analysis of the raw ore (mass%).
| Iron Phase | Fe in Siderite | Fe in Magnetite | Fe in Hematite/Limonite | Fe in Pyrite | Fe in Silicate | Total |
|---|---|---|---|---|---|---|
| Content | 12.87 | 0.32 | 20.45 | 0.21 | 0.31 | 34.15 |
| Percentage | 37.69 | 0.94 | 59.88 | 0.61 | 0.91 | 100.00 |
Table 3.
Separation index for the magnetization roasting and magnetic separation of Jingtieshan iron ore (mass%).
Table 3.
Separation index for the magnetization roasting and magnetic separation of Jingtieshan iron ore (mass%).
| Samples | Yield | Fe Grade | Fe Recovery |
|---|---|---|---|
| Raw ore | 100.00 | 34.15 | 100.00 |
| Roasted ore | 85.70 | 39.85 | 100.00 |
| Loss | 14.30 | 0.00 | 0.00 |
| Iron concentrate | 54.24 | 57.40 | 91.17 |
| Iron tailing | 31.46 | 9.59 | 8.83 |
Table 4.
Quantitative XRD analysis data of the raw ore and roasted ores with a roasting temperature of 700 °C and an N2 flow rate of 600 mL/min.
Table 4.
Quantitative XRD analysis data of the raw ore and roasted ores with a roasting temperature of 700 °C and an N2 flow rate of 600 mL/min.
| Roasting Time/min | Minerals Content/Mass% | |||||||
|---|---|---|---|---|---|---|---|---|
| Hematite | Quartz | Siderite | Goethite | Dolomite | Muscovite | Barite | Magnetite | |
| raw ore | 16.49 | 16.79 | 35.84 | 0.57 | 13.46 | 12.10 | 4.74 | 0 |
| 2.0 | 25.18 | 17.40 | 17.63 | 0 | 8.13 | 9.23 | 7.21 | 15.21 |
| 4.0 | 8.92 | 16.16 | 0.54 | 0 | 14.77 | 26.70 | 5.43 | 27.47 |
| 6.0 | 5.83 | 17.84 | 0.22 | 0 | 10.20 | 17.43 | 5.46 | 43.02 |
| 8.0 | 5.08 | 15.66 | 0.17 | 0 | 2.97 | 29.77 | 5.68 | 40.66 |
| 10.0 | 4.47 | 16.16 | 0 | 0 | 0 | 32.96 | 5.25 | 41.15 |
Table 5.
Results of EDS analysis of samples under the optimum conditions.
| Samples | Points | Minerals | Elements/At% | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| O | Si | Fe | Mn | Mg | Al | S | Ba | |||
| (a) raw ore | 1 | Barite | 58.69 | - | - | - | - | - | 15.36 | 15.21 |
| 2 | Hematite | 54.16 | - | 36.00 | - | - | - | - | - | |
| 3 | Quartz | 59.40 | 29.15 | - | - | - | - | - | - | |
| 4 | Hematite | 54.51 | - | 34.70 | - | - | - | - | - | |
| 5 | Siderite | 52.24 | - | 15.24 | 0.55 | 3.80 | - | - | - | |
| (b) roasted ore under the optimum conditions | 1 | Magnetite | 51.04 | - | 38.57 | - | - | - | - | - |
| 2 | Jasper * | 62.19 | 16.53 | 0.82 | - | 0.52 | 8.05 | - | - | |
| 3 | Magnetite | 50.53 | - | 38.61 | - | - | - | - | - | |
| 4 | Magnetite | 52.04 | - | 31.83 | 0.73 | 4.05 | - | - | - | |
| (c) iron concentrate | 1 | Magnetite | 50.24 | 0.64 | 39.01 | - | - | - | - | - |
| 2 | Magnetite | 50.01 | - | 31.24 | 3.55 | 4.90 | - | - | - | |
| 3 | Hematite | 54.54 | 0.23 | 34.90 | - | - | 0.23 | - | - | |
| 4 | Magnetite | 48.34 | - | 38.73 | - | - | - | - | - | |
| (d) iron tailing | 1 | Hematite | 53.49 | - | 35.85 | - | - | - | - | - |
| 2 | Jasper * | 55.60 | 9.30 | 7.46 | - | 8.51 | 8.94 | - | - | |
| 3 | Barite | 58.34 | - | - | - | - | - | 16.63 | 15.65 | |
Jasper *: an aggregate of micro-crystalline quartz and other mineral phases.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhu, X.; Zhang, Q.; Sun, Y.; Li, Y.; Han, Y. Fluidization Roasting Technology of Jingtieshan Iron Ore in the Absence of Carbon Additives. Sustainability 2022, 14, 13629. https://0-doi-org.brum.beds.ac.uk/10.3390/su142013629
AMA Style
Zhu X, Zhang Q, Sun Y, Li Y, Han Y. Fluidization Roasting Technology of Jingtieshan Iron Ore in the Absence of Carbon Additives. Sustainability. 2022; 14(20):13629. https://0-doi-org.brum.beds.ac.uk/10.3390/su142013629
Chicago/Turabian StyleZhu, Xinran, Qiang Zhang, Yongsheng Sun, Yanjun Li, and Yuexin Han. 2022. "Fluidization Roasting Technology of Jingtieshan Iron Ore in the Absence of Carbon Additives" Sustainability 14, no. 20: 13629. https://0-doi-org.brum.beds.ac.uk/10.3390/su142013629
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.