

A Circular Economy Approach in the Development of Superabsorbent Polymeric Matrices: Evaluation of the Mineral Retention
 , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Mixing of Doughs, 3D-Printing and Injection Molding
2.1.2. Preparation of the Salt-Containing and Antioxidant-Containing Solutions
2.2. Methods
2.2.1. Water Uptake Capacity and Soluble Matter Loss
2.2.2. Mineral Analysis—Induced Coupled Plasma (ICP)
2.2.3. Color Measurements
2.3. Statistical Analysis
3. Results and Discussion
3.1. Characterization of the Protein Sources
3.2. Water Uptake Capacity—Effect of the Immersion Media
3.2.1. Water Uptake Capacity in Pure Deionized Water
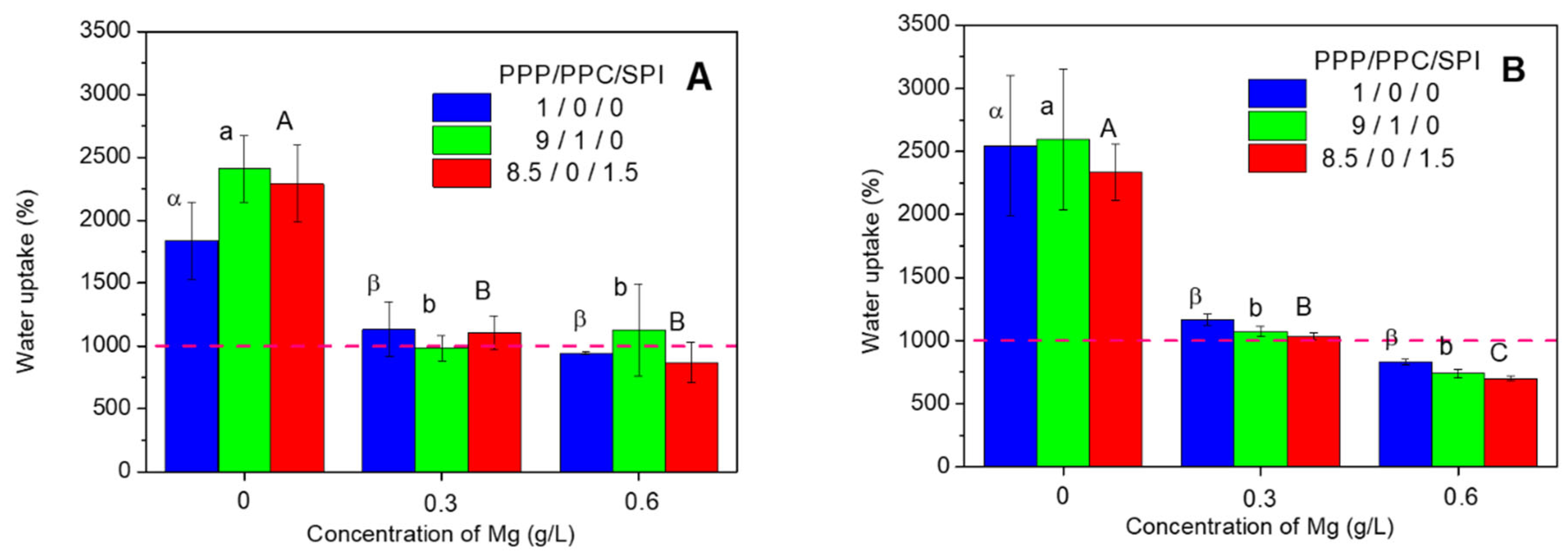
3.2.2. Water Uptake Capacity in Magnesium Glutamate Solution
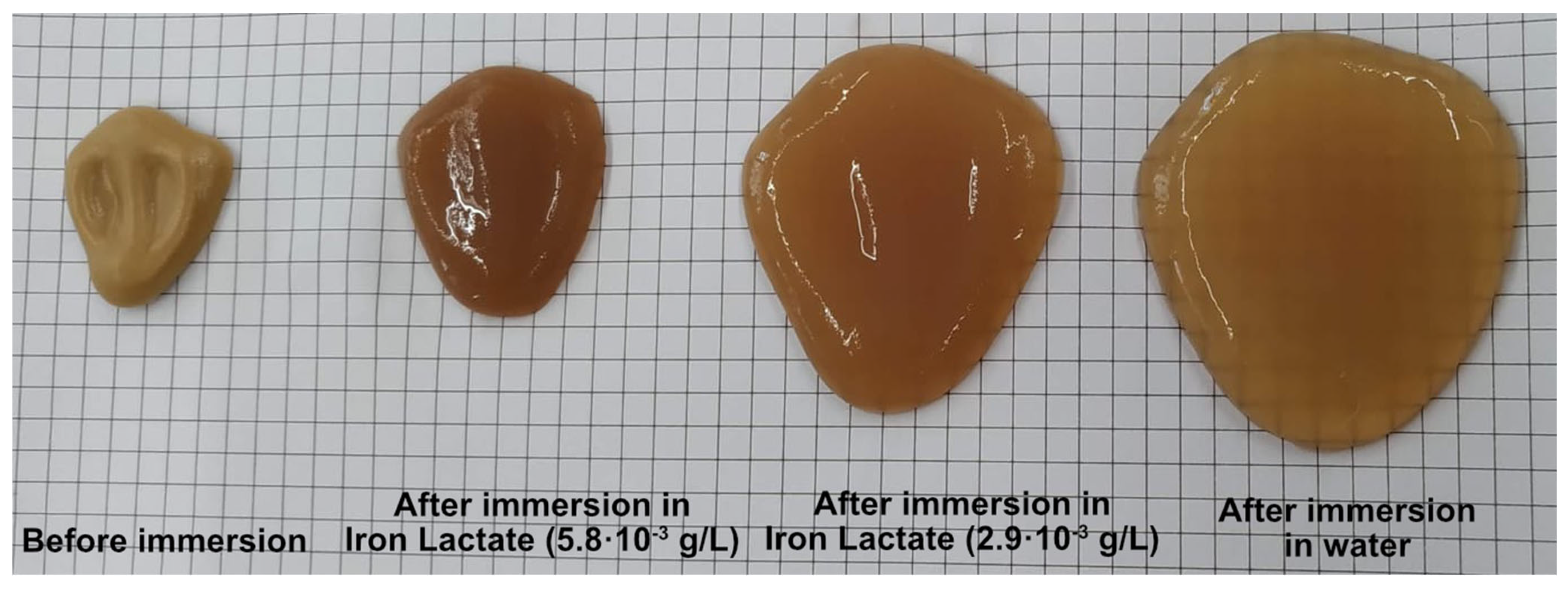
3.2.3. Water Uptake Capacity in Iron Lactate Solution
3.3. Assessment of the Magnesium and Iron Incorporated into Polymeric Samples
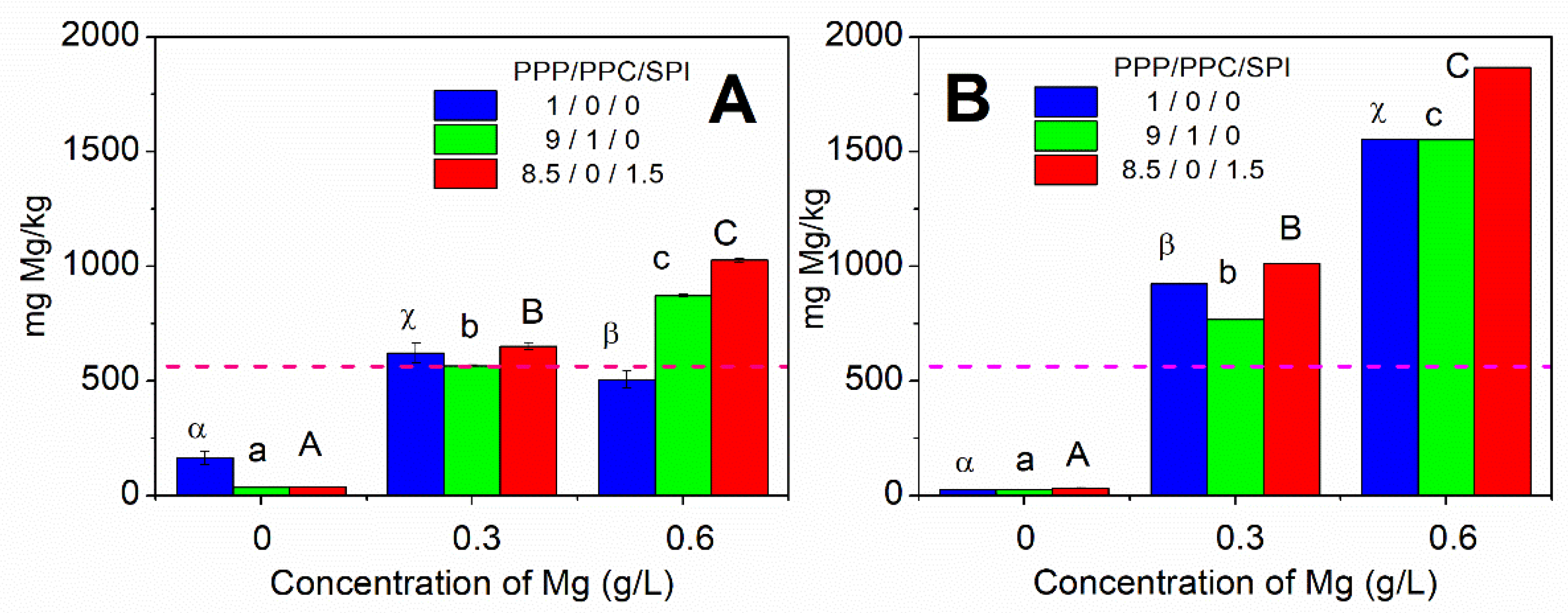
3.3.1. Magnesium
3.3.2. Iron
3.4. Color Measurements
4. Concluding Remarks
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

References
- Saptarshi, S.M.; Zhou, D.C. Basics of 3D Printing; Elsevier Inc.: Amsterdam, The Netherlands, 2019; ISBN 9780323581189. [Google Scholar]
- Dankar, I.; Haddarah, A.; Omar, F.E.L.; Sepulcre, F.; Pujolà, M. 3D printing technology: The new era for food customization and elaboration. Trends Food Sci. Technol. 2018, 75, 231–242. [Google Scholar] [CrossRef]
- Nijdam, J.J.; Agarwal, D.; Schon, B.S. Assessment of a novel window of dimensional stability for screening food inks for 3D printing. J. Food Eng. 2021, 292, 110349. [Google Scholar] [CrossRef]
- Serra, T.; Planell, J.A.; Navarro, M. High-resolution PLA-based composite scaffolds via 3-D printing technology. Acta Biomater. 2013, 9, 5521–5530. [Google Scholar] [CrossRef]
- Li, N.; Qiao, D.; Zhao, S.; Lin, Q.; Zhang, B.; Xie, F. 3D printing to innovate biopolymer materials for demanding applications: A review. Mater. Today Chem. 2021, 20, 100459. [Google Scholar] [CrossRef]
- Sun, J.; Zhou, W.; Huang, D.; Fuh, J.Y.H.; Hong, G.S. An Overview of 3D Printing Technologies for Food Fabrication. Food Bioprocess Technol. 2015, 8, 1605–1615. [Google Scholar] [CrossRef]
- Wu, W.; Du, H.; Sui, H.; Sun, B.; Wang, B.; Yu, Z.; Ni, H.; Li, G.; Zhao, J. Study of printing parameters of pneumatic-injection 3D printing of Fe-based metallic glass. J. Non-Cryst. Solids 2018, 489, 50–56. [Google Scholar] [CrossRef]
- Vantyghem, G.; De Corte, W.; Shakour, E.; Amir, O. 3D printing of a post-tensioned concrete girder designed by topology optimization. Autom. Constr. 2020, 112, 103084. [Google Scholar] [CrossRef]
- Derossi, A.; Caporizzi, R.; Oral, M.O.; Severini, C. Analyzing the effects of 3D printing process per se on the microstructure and mechanical properties of cereal food products. Innov. Food Sci. Emerg. Technol. 2020, 66, 102531. [Google Scholar] [CrossRef]
- Álvarez-Castillo, E.; Oliveira, S.S.; Bengoechea, C.; Sousa, I.; Raymundo, A.; Guerrero, A. A rheological approach to 3D printing of plasma protein based doughs. J. Food Eng. 2020, 288, 110255. [Google Scholar] [CrossRef]
- Gao, J.; Liu, J.; Peng, H.; Wang, Y.; Cheng, S.; Lei, Z. Preparation of a low-cost and eco-friendly superabsorbent composite based on wheat bran and laterite for potential application in Chinese herbal medicine growth. R. Soc. Open Sci. 2018, 5, 180007. [Google Scholar] [CrossRef] [Green Version]
- Xu, L.; Gu, L.; Su, Y.; Chang, C.; Wang, J.; Dong, S.; Liu, Y.; Yang, Y.; Li, J. Impact of thermal treatment on the rheological, microstructural, protein structures and extrusion 3D printing characteristics of egg yolk. Food Hydrocoll. 2020, 100, 105399. [Google Scholar] [CrossRef]
- Rahman, J.M.H.; Shiblee, M.D.N.I.; Ahmed, K.; Khosla, A.; Kawakami, M.; Furukawa, H. Rheological and mechanical properties of edible gel materials for 3D food printing technology. Heliyon 2020, 6, e05859. [Google Scholar] [CrossRef] [PubMed]
- Fernández-Espada, L.; Bengoechea, C.; Cordobés, F.; Guerrero, A. Thermomechanical properties and water uptake capacity of soy protein-based bioplastics processed by injection molding. J. Appl. Polym. Sci. 2016, 133, 43524. [Google Scholar] [CrossRef]
- Álvarez-Castillo, E.; Bengoechea, C.; Guerrero, A. Composites from by-products of the food industry for the development of superabsorbent biomaterials. Food Bioprod. Process. 2020, 119, 296–305. [Google Scholar] [CrossRef]
- Perez-Puyana, V.; Felix, M.; Romero, A.; Guerrero, A. Characterization of pea protein-based bioplastics processed by injection moulding. Food Bioprod. Process. 2016, 97, 100–108. [Google Scholar] [CrossRef]
- Álvarez-Castillo, E.; Bengoechea, C.; Rodríguez, N.; Guerrero, A. Development of green superabsorbent materials from a by-product of the meat industry. J. Clean. Prod. 2019, 223, 651–661. [Google Scholar] [CrossRef]
- Boros, R.; Kannan Rajamani, P.; Kovacs, J.G. Combination of 3D printing and injection molding: Overmolding and overprinting. Express Polym. Lett. 2019, 13, 889–897. [Google Scholar] [CrossRef]
- Yoha, K.S.; Moses, J.A. 3D Printing Approach to Valorization of Agri-Food Processing Waste Streams. Foods 2023, 12, 212. [Google Scholar] [CrossRef]
- Costa, G.T.; Vasconcelos, Q.D.J.S.; Abreu, G.C.; Albuquerque, A.O.; Vilar, J.L.; Aragão, G.F. Systematic review of the ingestion of fructooligosaccharides on the absorption of minerals and trace elements versus control groups. Clin. Nutr. ESPEN 2021, 41, 68–76. [Google Scholar] [CrossRef]
- Abu-Baker, N.N.; Eyadat, A.M.; Khamaiseh, A.M. The impact of nutrition education on knowledge, attitude, and practice regarding iron deficiency anemia among female adolescent students in Jordan. Heliyon 2021, 7, e06348. [Google Scholar] [CrossRef]
- Mohan, A.; Manikandanesan, S.; Manickam, P.; Kolandaswamy, K.; Murhekar, M. Informing primi and elderly pregnant women about iron sucrose administration for moderate anemia can improve treatment compliance in public health facilities, Kancheepuram health district, Tamil Nadu, India, 2017: A cross-sectional study. Clin. Epidemiol. Glob. Health 2021, 10, 100681. [Google Scholar] [CrossRef]
- Pardo, M.R.; Vilar, E.G.; Martín, I.S.M.; Martín, M.A.C. Bioavailability of magnesium food supplements: A systematic review. Nutrition 2021, 89, 111294. [Google Scholar] [CrossRef] [PubMed]
- Zhou, H.; Liang, B.; Jiang, H.; Deng, Z.; Yu, K. Magnesium-based biomaterials as emerging agents for bone repair and regeneration: From mechanism to application. J. Magnes. Alloys 2021, 9, 779–804. [Google Scholar] [CrossRef]
- Porri, D.; Biesalski, H.K.; Limitone, A.; Bertuzzo, L.; Cena, H. Effect of magnesium supplementation on women’s health and well-being. NFS J. 2021, 23, 30–36. [Google Scholar] [CrossRef]
- Chandra Roy, V.; Ho, T.C.; Lee, H.-J.; Park, J.-S.; Nam, S.Y.; Lee, H.; Getachew, A.T.; Chun, B.-S. Extraction of astaxanthin using ultrasound-assisted natural deep eutectic solvents from shrimp wastes and its application in bioactive films. J. Clean. Prod. 2021, 284, 125417. [Google Scholar] [CrossRef]
- Ren, Y.; Deng, J.; Huang, J.; Wu, Z.; Yi, L.; Bi, Y.; Chen, F. Using green alga Haematococcus pluvialis for astaxanthin and lipid co-production: Advances and outlook. Bioresour. Technol. 2021, 340, 125736. [Google Scholar] [CrossRef] [PubMed]
- Kim, B.; Youn Lee, S.; Lakshmi Narasimhan, A.; Kim, S.; Oh, Y.-K. Cell disruption and astaxanthin extraction from Haematococcus pluvialis: Recent advances. Bioresour. Technol. 2022, 343, 126124. [Google Scholar] [CrossRef]
- Özşen, D.; Erge, H.S. Degradation Kinetics of Bioactive Compounds and Change in the Antioxidant Activity of Wild Strawberry (Fragaria vesca) Pulp During Heating. Food Bioprocess Technol. 2013, 6, 2261–2267. [Google Scholar] [CrossRef]
- Duru, N.; Karadeniz, F.; Erge, H.S. Changes in Bioactive Compounds, Antioxidant Activity and HMF Formation in Rosehip Nectars During Storage. Food Bioprocess Technol. 2012, 5, 2899–2907. [Google Scholar] [CrossRef]
- Patras, A.; Brunton, N.P.; Tiwari, B.K.; Butler, F. Stability and Degradation Kinetics of Bioactive Compounds and Colour in Strawberry Jam during Storage. Food Bioprocess Technol. 2011, 4, 1245–1252. [Google Scholar] [CrossRef]
- Sanders, B. Global Pig Slaughter Statistics and Charts. 2018. Available online: https://faunalytics.org/global-pig-slaughter-statistics-and-charts/ (accessed on 5 June 2023).
- Gatnau, R.; Polo, J.; Robert, E. Plasma protein antimicrobialsubstitution at negligible risk. In Feed Manufacturing in the Mediterranean Region. Improving Safety: From Feed to Food; Brufau, J., Ed.; CIHEAM-IAMZ: Zaragoza, Spain, 2001; pp. 141–150. [Google Scholar]
- Tulbek, M.C.; Lam, R.S.H.; Wang, Y.C.; Asavajaru, P.; Lam, A. Chapter 9—Pea: A Sustainable Vegetable Protein Crop. In Sustainable Protein Sources; Nadathur, S.R., Wanasundara, J.P.D., Scanlin, L., Eds.; Academic Press: San Diego, CA, USA, 2017; pp. 145–164. ISBN 978-0-12-802778-3. [Google Scholar]
- Tian, H.; Guo, G.; Xiang, A.; Zhong, W.H. Intermolecular interactions and microstructure of glycerol-plasticized soy protein materials at molecular and nanometer levels. Polym. Test. 2018, 67, 197–204. [Google Scholar] [CrossRef]
- Cho, S.Y.; Rhee, C. Mechanical properties and water vapor permeability of edible films made from fractionated soy proteins with ultrafiltration. LWT—Food Sci. Technol. 2004, 37, 833–839. [Google Scholar] [CrossRef]
- Fernández-Espada, L.; Bengoechea, C.; Cordobés, F.; Guerrero, A. Protein/glycerol blends and injection-molded bioplastic matrices: Soybean versus egg albumen. J. Appl. Polym. Sci. 2016, 133, 42980. [Google Scholar] [CrossRef]
- Cuadri, A.A.A.; Romero, A.; Bengoechea, C.; Guerrero, A. Natural superabsorbent plastic materials based on a functionalized soy protein. Polym. Test. 2017, 58, 126–134. [Google Scholar] [CrossRef]
- Álvarez-Castillo, E.; Pelagio, M.J.; Bengoechea, C.; Guerrero, A. Plasma based superabsorbent materials modulated through chemical cross-linking. J. Environ. Chem. Eng. 2021, 9, 105017. [Google Scholar] [CrossRef]
- Álvarez-Castillo, E.; Del Toro, A.; Aguilar, J.M.; Guerrero, A.; Bengoechea, C. Optimization of a thermal process for the production of superabsorbent materials based on a soy protein isolate. Ind. Crops Prod. 2018, 125, 573–581. [Google Scholar] [CrossRef]
- Jiménez-Rosado, M.; Pérez-Puyana, V.; Cordobés, F.; Romero, A.; Guerrero, A. Development of soy protein-based matrices containing zinc as micronutrient for horticulture. Ind. Crops Prod. 2018, 121, 345–351. [Google Scholar] [CrossRef]
- Jiménez-Rosado, M.; Perez-Puyana, V.; Sánchez-Cid, P.; Guerrero, A.; Romero, A. Incorporation of ZnO Nanoparticles into Soy Protein-Based Bioplastics to Improve Their Functional Properties. Polymers 2021, 13, 486. [Google Scholar] [CrossRef]
- Glusac, J.; Davidesko-Vardi, I.; Isaschar-Ovdat, S.; Kukavica, B.; Fishman, A. Tyrosinase-crosslinked pea protein emulsions: Impact of zein incorporation. Food Res. Int. 2019, 116, 370–378. [Google Scholar] [CrossRef] [PubMed]
- Hurtado, S.; Saguer, E.; Toldrà, M.; Parés, D.; Carretero, C. Porcine plasma as polyphosphate and caseinate replacer in frankfurters. Meat Sci. 2012, 90, 624–628. [Google Scholar] [CrossRef]
- Hurtado, S.; Dagà, I.; Espigulé, E.; Parés, D.; Saguer, E.; Toldrà, M.; Carretero, C. Use of porcine blood plasma in “phosphate-free frankfurters”. Procedia Food Sci. 2011, 1, 477–482. [Google Scholar] [CrossRef] [Green Version]
- Nakauma, M.; Funami, T.; Noda, S.; Ishihara, S.; Al-Assaf, S.; Nishinari, K.; Phillips, G.O. Comparison of sugar beet pectin, soybean soluble polysaccharide, and gum arabic as food emulsifiers. 1. Effect of concentration, pH, and salts on the emulsifying properties. Food Hydrocoll. 2008, 22, 1254–1267. [Google Scholar] [CrossRef]
- Raeker, M.Ö.; Johnson, L.A. Thermal and Functional Properties of Bovine Blood Plasma and Egg White Proteins. J. Food Sci. 1995, 60, 685–690. [Google Scholar] [CrossRef]
- Sridharan, S.; Meinders, M.B.J.; Bitter, J.H.; Nikiforidis, C. V Pea flour as stabilizer of oil-in-water emulsions: Protein purification unnecessary. Food Hydrocoll. 2020, 101, 105533. [Google Scholar] [CrossRef]
- Zhang, S.; Holmes, M.; Ettelaie, R.; Sarkar, A. Pea protein microgel particles as Pickering stabilisers of oil-in-water emulsions: Responsiveness to pH and ionic strength. Food Hydrocoll. 2020, 102, 105583. [Google Scholar] [CrossRef]
- Horwitz, W.; Chichilo, P.; Reynolds, H. Official Methods of Analysis of the Association of Official Analytical Chemists; Association of Official Analytical Chemists: Washington, DC, USA, 1970. [Google Scholar]
- Demirkesen, I. Formulation of Chestnut Cookies and their Rheological and Quality Characteristics. J. Food Qual. 2016, 39, 264–273. [Google Scholar] [CrossRef]
- The European Parliament and the Council of the European Union. Regulation (EU) 1169/2011 on the provision of food information to consumers, amending Regulations (EC) No 1924/2006 and (EC) No 1925/2006 of the European Parliament and of the Council, and repealing Commission Directive 87/250/EEC, Council Directive 90/49. Off. J. Eur. Union 2011, 17, 18–63. [Google Scholar]
- Fradinho, P.; Raymundo, A.; Sousa, I.; Domínguez, H.; Torres, M.D. Edible Brown Seaweed in Gluten-Free Pasta: Technological and Nutritional Evaluation. Foods 2019, 8, 622. [Google Scholar] [CrossRef] [Green Version]
- Bao, Y.; Ma, J.; Li, N. Synthesis and swelling behaviors of sodium carboxymethyl cellulose-g-poly(AA-co-AM-co-AMPS)/MMT superabsorbent hydrogel. Carbohydr. Polym. 2011, 84, 76–82. [Google Scholar] [CrossRef]
- Álvarez-Castillo, E.; Aguilar, J.M.; Bengoechea, C.; López-Castejón, M.L.; Guerrero, A. Rheology and Water Absorption Properties of Alginate–Soy Protein Composites. Polymers 2021, 13, 1807. [Google Scholar] [CrossRef] [PubMed]
- Sun-Waterhouse, D.; Wadhwa, S.S. Industry-Relevant Approaches for Minimising the Bitterness of Bioactive Compounds in Functional Foods: A Review. Food Bioprocess Technol. 2013, 6, 607–627. [Google Scholar] [CrossRef]
- Kabakci, C.; Sumnu, G.; Sahin, S.; Oztop, M.H. Encapsulation of Magnesium with Lentil Flour by Using Double Emulsion to Produce Magnesium Enriched Cakes. Food Bioprocess Technol. 2021, 14, 1773–1790. [Google Scholar] [CrossRef]
- Kiskini, A.; Kapsokefalou, M.; Yanniotis, S.; Mandala, I. Effect of Iron Fortification on Physical and Sensory Quality of Gluten-Free Bread. Food Bioprocess Technol. 2012, 5, 385–390. [Google Scholar] [CrossRef]
- Saffarionpour, S.; Diosady, L.L. Multiple Emulsions for Enhanced Delivery of Vitamins and Iron Micronutrients and Their Application for Food Fortification. Food Bioprocess Technol. 2021, 14, 587–625. [Google Scholar] [CrossRef]
- Tume, R.K.; Sikes, A.L.; Tabrett, S.; Smith, D.M. Effect of background colour on the distribution of astaxanthin in black tiger prawn (Penaeus monodon): Effective method for improvement of cooked colour. Aquaculture 2009, 296, 129–135. [Google Scholar] [CrossRef]
- Batista, A.P.; Nunes, M.C.; Fradinho, P.; Gouveia, L.; Sousa, I.; Raymundo, A.; Franco, J.M. Novel foods with microalgal ingredients—Effect of gel setting conditions on the linear viscoelasticity of Spirulina and Haematococcus gels. J. Food Eng. 2012, 110, 182–189. [Google Scholar] [CrossRef]
- Castellar, M.R.; Obón, J.M.; Fernández-López, J.A. The isolation and properties of a concentrated red-purple betacyanin food colourant from Opuntia stricta fruits. J. Sci. Food Agric. 2006, 86, 122–128. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (%) | PPP | SPI | PPC |
|---|---|---|---|
| Proteins | 74.0 ± 1.7 | 91.8 ± 0.9 | 88.0 ± 1.2 |
| Ashes | 16.0 ± 0.1 | 5.0 ± 0.2 | 6.0 ± 0.1 |
| Moisture | 9.0 ± 0.4 | 6.0 ± 0.4 | 5.0 ± 0.5 |
| Lipids | 2.0 ± 0.1 | 1.0 ± 0.2 | 1.5 ± 0.2 |
| L* | a* | b* | ΔE* | ||
|---|---|---|---|---|---|
| 3D-Printing | 1/0/0 | 79.04 g | 4.75 C | 24.01 γ | |
| 1/0/0 ast | 74.46 d,e | 6.89 F | 24.75 δ | 5.12 | |
| 8.5/0/1.5 | 81.98 h | 3.66 B | 21.86 γ | ||
| 8.5/0/1.5 ast | 78.26 f,g | 6.02 D,E | 25.52 ε | 5.73 | |
| 9/1/0 | 81.23 h | 3.07 A | 22.12 α | ||
| 9/1/0 ast | 77.88 f | 6.30 E | 23.37 β | 4.82 | |
| Injection-moulding | 1/0/0 | 71.33 a | 6.95 F | 31.41 θ | |
| 1/0/0 ast | 73.08 b,c | 8.10 G | 28.30 η | 4.05 | |
| 8.5/0/1.5 | 73.74 c,d | 6.00 D,E | 28.30 η | ||
| 8.5/0/1.5 ast | 72.85 b | 7.78 G | 27.69 ζ | 2.08 | |
| 9/1/0 | 74.96 e | 5.515 D | 28.21 ζ,η | ||
| 9/1/0 ast | 72.99 e | 7.99 D | 28.26 η | 3.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Álvarez-Castillo, E.; Oliveira, S.; Bengoechea, C.; Sousa, I.; Raymundo, A.; Guerrero, A. A Circular Economy Approach in the Development of Superabsorbent Polymeric Matrices: Evaluation of the Mineral Retention. Sustainability 2023, 15, 12088. https://0-doi-org.brum.beds.ac.uk/10.3390/su151512088
Álvarez-Castillo E, Oliveira S, Bengoechea C, Sousa I, Raymundo A, Guerrero A. A Circular Economy Approach in the Development of Superabsorbent Polymeric Matrices: Evaluation of the Mineral Retention. Sustainability. 2023; 15(15):12088. https://0-doi-org.brum.beds.ac.uk/10.3390/su151512088
Chicago/Turabian StyleÁlvarez-Castillo, Estefanía, Sonia Oliveira, Carlos Bengoechea, Isabel Sousa, Anabela Raymundo, and Antonio Guerrero. 2023. "A Circular Economy Approach in the Development of Superabsorbent Polymeric Matrices: Evaluation of the Mineral Retention" Sustainability 15, no. 15: 12088. https://0-doi-org.brum.beds.ac.uk/10.3390/su151512088