Structural Application of Eco-Friendly Composites from Recycled Wood Fibres Bonded with Magnesium Lignosulfonate






Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Formaldehyde Content
3.2. Mechanical and Physical Properties
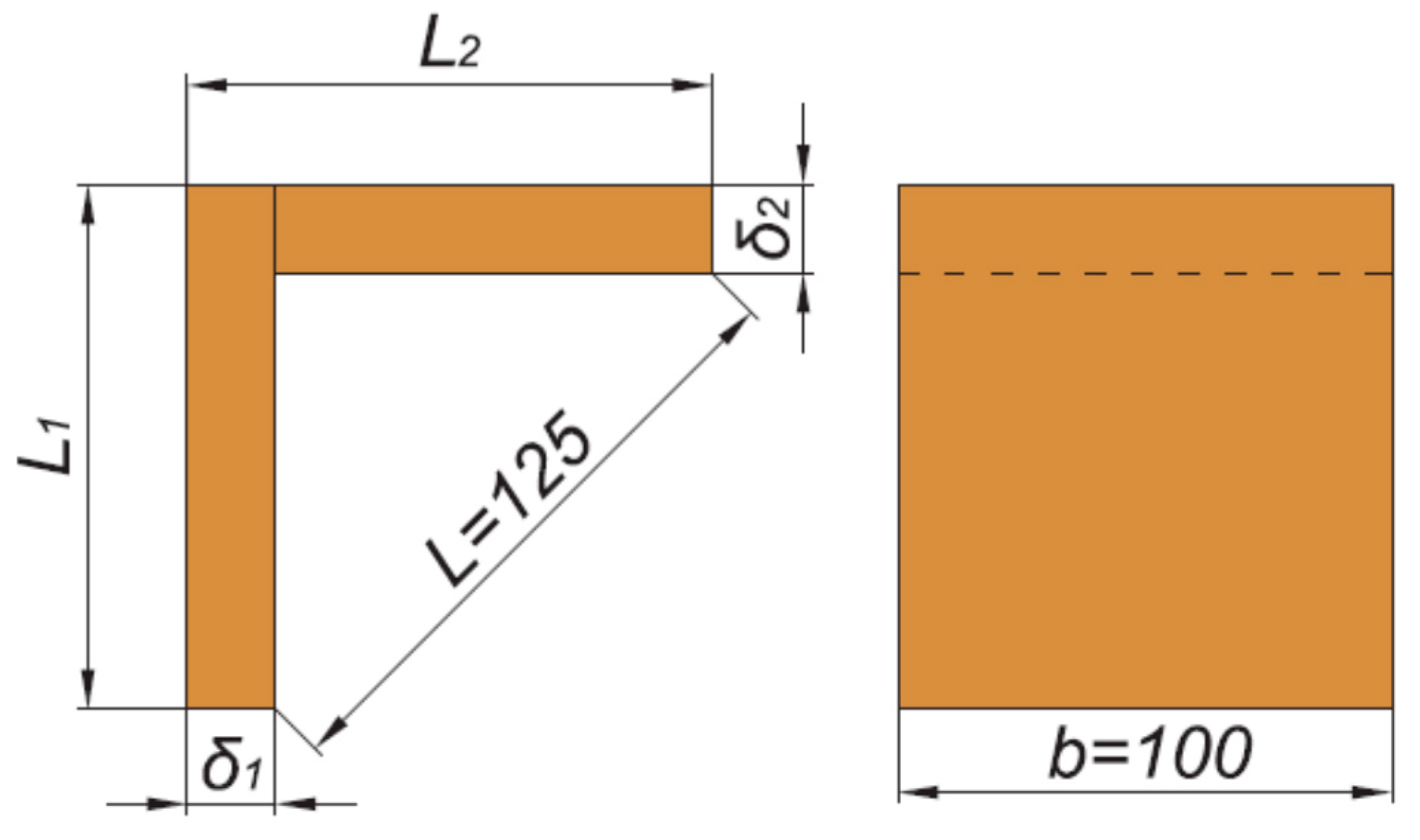
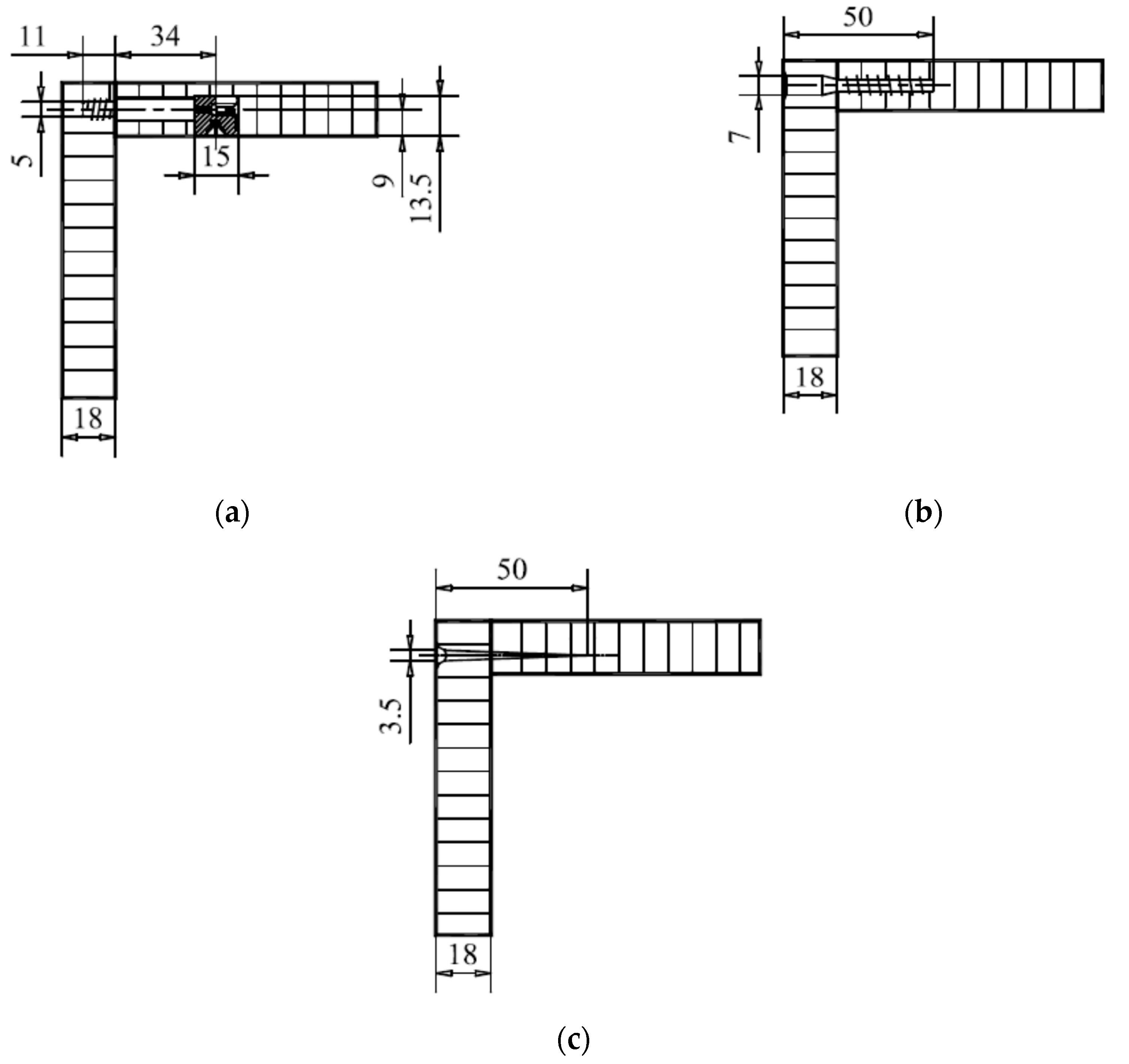
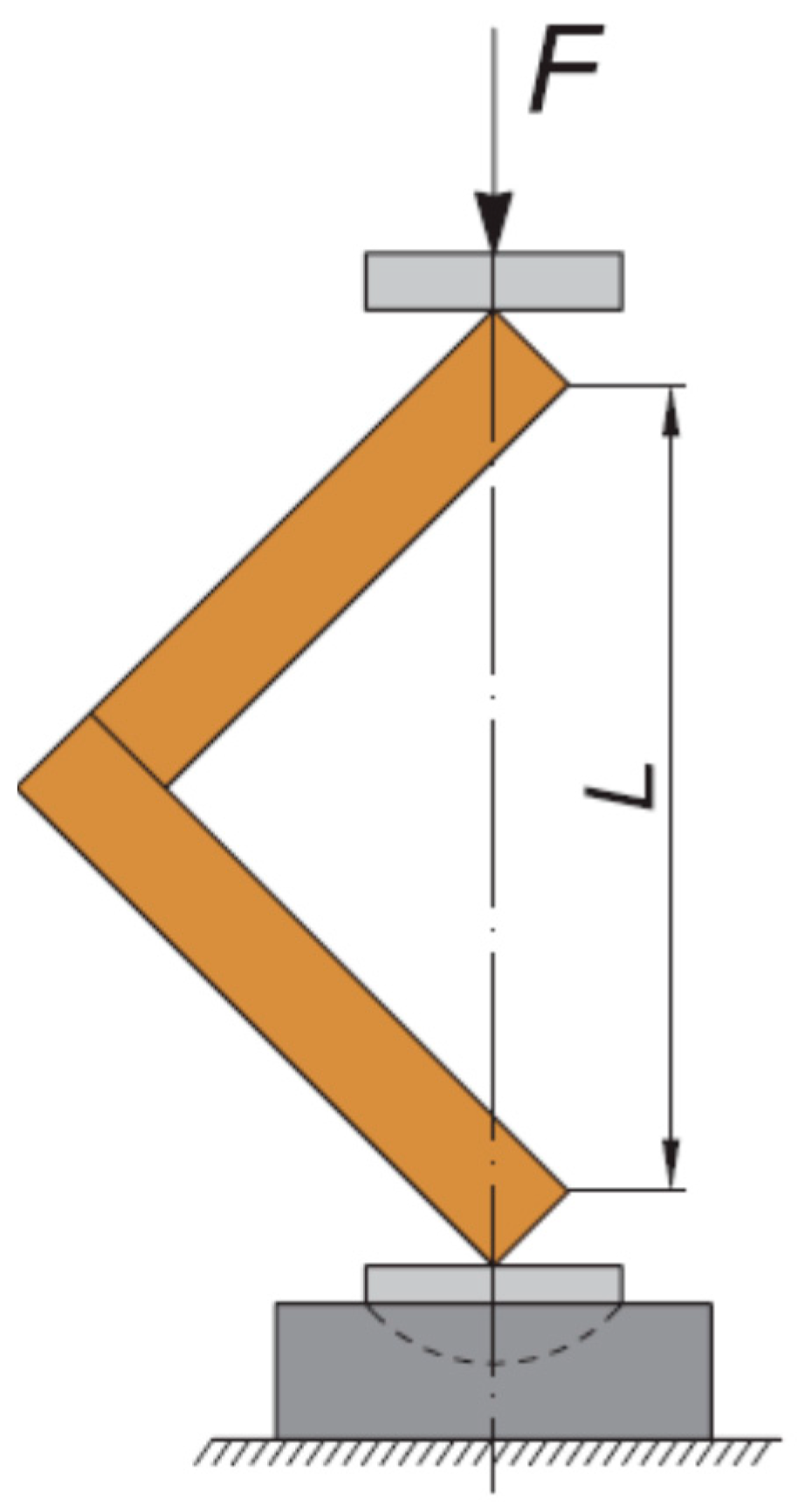
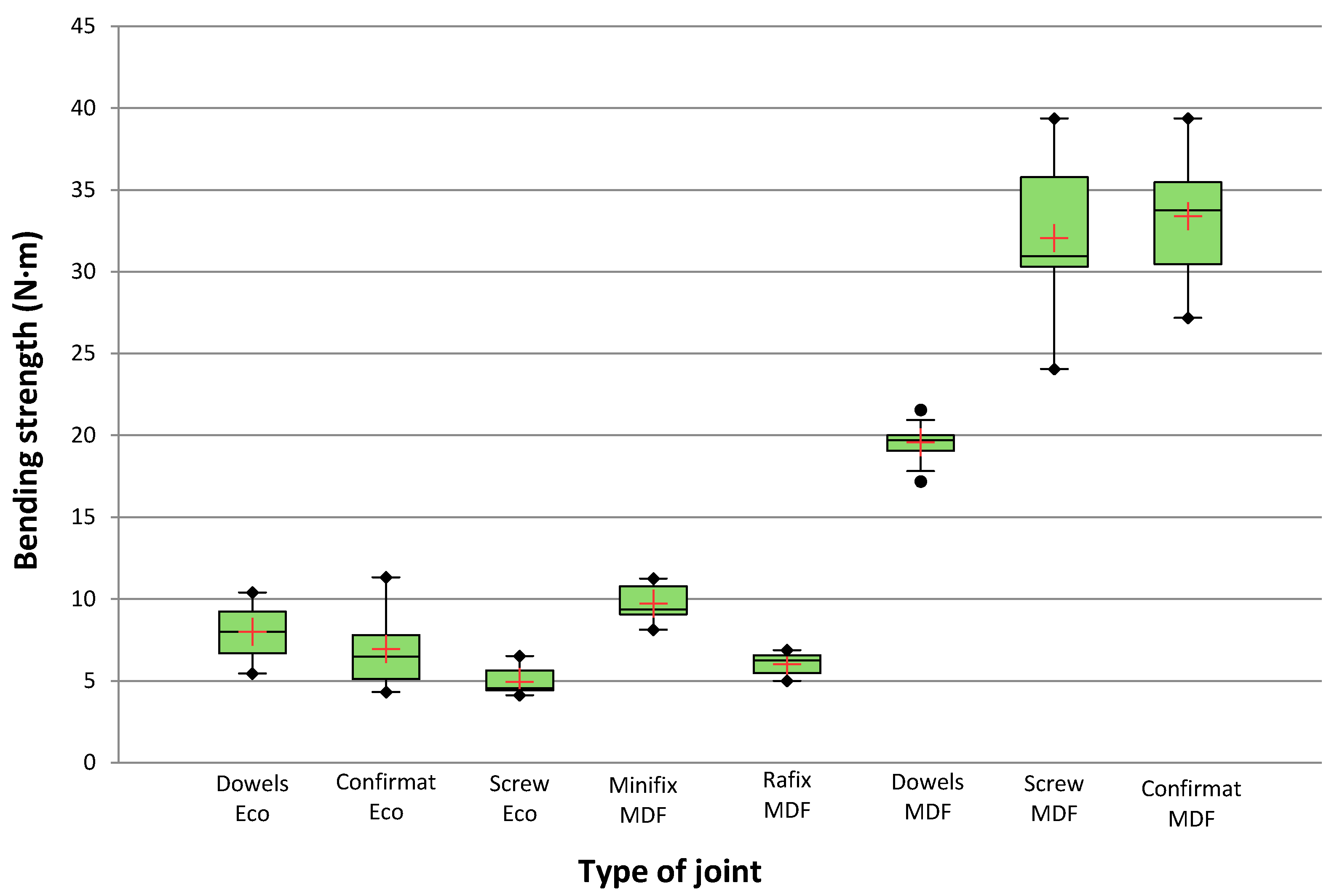
3.3. Bending Strength of the L-type Corner Joints Made of the Fabricated Eco-friendly Composites
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Arias, A.; González-García, S.; González-Rodríguez, S.; Feijoo, G.; Moreira, M.T. Cradle-to-gate Life Cycle Assessment of bio-adhesives for the wood panel industry. A comparison with petrochemical alternatives. Sci. Total Environ. 2020, 738, 140357. [Google Scholar] [CrossRef] [PubMed]
- Vis, M.; Mantau, U.; Allen, B. (Eds.) Study on the Optimised Cascading Use of Wood, No 394/PP/ENT/RCH/14/7689, Final Report; Publications Office: Brussels, Belgium, 2016; p. 337. [Google Scholar]
- Nitzsche, R.; Budzinski, M.; Gröngröft, A. Techno-economic assessment of a woodbased biorefinery concept for the production of polymer-grade ethylene, organosolv lignin and fuel. Bioresour. Technol. 2016, 200, 928–939. [Google Scholar] [CrossRef] [PubMed]
- Radoykova, T.; Nenkova, S.; Valchev, I. Balck liquor lignin products, isolation and characterization. J. Chem. Technol. Metall. 2013, 48, 524–529. [Google Scholar]
- Bajpai, P. Generation of Waste in Pulp and Paper Mills. In Management of Pulp and Paper Mill Waste; Springer: Berlin/Heidelberg, Germany, 2015; ISBN 978-3-319-11788-1. [Google Scholar]
- Krigstin, S.; Sain, M. Characterization and potential utilization of recycled paper mill sludge. Pulp. Paper Can. 2006, 107, 29–32. [Google Scholar]
- Abubakr, S.; Smith, A.; Scott, G. Sludge characteristics and disposal alternatives for the pulp and paper industry. Madison. In Proceedings of the 1995 International Environmental Conference, Atlanta, GA, USA, 7–10 May 1995; pp. 269–279. [Google Scholar]
- Ochoa de Alda, J.A.G. Feasibility of recycling pulp and pulp and paper sludge in the paper and board industries. Resour. Conserv. Recycl. 2008, 52, 965–972. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V. Possibilities for manufacturing eco-friendly medium density fibreboards from recycled fibres–A review. In Proceedings of the 30th International Conference on Wood Science and Technology-ICWST 2019 “Implementation of Wood Science in Woodworking Sector” and 70th Anniversary of Drvna Industrija Journal, Zagreb, Croatia, 12–13 December 2019; ISBN 978-953-292-062-8. [Google Scholar]
- Davis, E.; Shaler, S.M.; Goodell, B. The incorporation of paper deinking sludge into fibreboard. For. Prod. J. 2003, 53, 46–54. [Google Scholar]
- Geng, X.; Deng, J.; Zhang, S.Y. Characteristics of pulp and paper sludge and its utilization for the manufacture of medium density fibreboard. Wood Fiber. Sci. 2007, 39, 345–351. [Google Scholar]
- Migneault, S.; Koubaa, A.; Nadji, H.; Riedl, B.; Zhang, S.Y.; Deng, J. Medium-density fibreboard produced using pulp and paper sludge from different pulping processes. Wood Fiber. Sci. 2010, 42, 292–303. [Google Scholar]
- Mantanis, G.I.; Athanassiadou, E.T.; Barbu, M.C.; Wijnendaele, K. Adhesive systems used in the European particleboard, MDF and OSB industries. Wood Mater. Sci. Eng. 2018, 13, 104–116. [Google Scholar] [CrossRef]
- Youngquist, J.A. Wood-based composites and panel products. In Wood Handbook: Wood as an Engineering Material; USDA Forest Service, Forest Products Laboratory: Madison, WI, USA, 1999; pp. 1–31. [Google Scholar]
- Frihart, C.R. Wood adhesion and adhesives. In Handbook of Wood Chemistry and Wood Composites; Rowell, R.M., Ed.; CRC Press: Boca Raton, FL, USA, 2005; pp. 214–278. [Google Scholar]
- Kumar, R.N.; Pizzi, A. Environmental Aspects of Adhesives–Emission of Formaldehyde. In Adhesives for Wood and Lignocellulosic Materials; Wiley-Scrivener Publishing: Hoboken, NJ, USA, 2019; pp. 293–312. [Google Scholar]
- Byung-Dae, P.; Jae-Woo, K. Dynamic mechanical analysis of urea-formaldehyde resin adhesives with different formaldehyde-to-urea molar ratios. J. Appl. Polym. Sci. 2008, 108, 2045–2051. [Google Scholar]
- Costa, N.; Pereira, J.; Ferra, J.; Cruz, P.; Martins, J.; Magalhāes, F.; Mendes, A.; Carvalho, L.H. Scavengers for achieving zero formaldehyde emission of wood-based panels. Wood Sci. Technol. 2013, 47, 1261–1272. [Google Scholar] [CrossRef]
- Ružiak, I.; Igaz, R.; Krišťák, L.; Réh, R.; Mitterpach, J.; Očkajová, A.; Kučerka, M. Influence of Urea-formaldehyde Adhesive Modification with Beech Bark on Chosen Properties of Plywood. BioResources 2017, 12, 3250–3264. [Google Scholar] [CrossRef] [Green Version]
- Yang, M.; Rosentrater, K.A. Life cycle assessment and techno-economic analysis of pressure sensitive bio-adhesive production. Energies 2019, 12, 4502. [Google Scholar] [CrossRef] [Green Version]
- Dunky, M. Adhesives in the wood industry. In Handbook of Adhesive Technology; Pizzi, A., Mittal, K.L., Eds.; Marcel Dekker: New York, NY, USA, 2003; Chapter 47; pp. 872–941. [Google Scholar]
- Jivkov, V.; Simeonova, R.; Marinova, A.; Gradeva, G. Study on the gluing abilities of solid surface composites with different wood based materials and foamed PVC. In Proceedings of the 24th International Scientific Conference Wood Is Good–User Oriented Material, Technology and Design, Zagreb, Croatia, 18 October 2013; pp. 49–55, ISBN 978-953-292-031-4. [Google Scholar]
- Solt, P.; Konnerth, J.; Gindl-Altmutter, W.; Kantner, W.; Moser, J.; Mitter, R.; Van Herwijnen, H. Technological performance of formaldehyde-free adhesive alternatives for particleboard industry. Int. J. Adhes. Adhes. 2019, 94, 99–131. [Google Scholar] [CrossRef]
- Zhang, W.; Ma, Y.; Wang, C.; Li, S.; Zhang, M.; Chu, F. Preparation and properties of lignin-phenol-formaldehyde resins based on different biorefinery residues of agricultural biomass. Ind. Crops Prod. 2013, 43, 326–333. [Google Scholar] [CrossRef]
- Tudor, E.M.; Barbu, M.C.; Petutschnigg, A.; Réh, R.; Krišťák, Ľ. Analysis of Larch-Bark Capacity for Formaldehyde Removal in Wood Adhesives. Int. J. Environ. Res. Public Health 2020, 17, 764. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tudor, E.M.; Dettendorfer, A.; Kain, G.; Barbu, M.C.; Réh, R.; Krišťák, Ľ. Sound-Absorption Coefficient of Bark-Based Insulation Panels. Polymers 2020, 12, 1012. [Google Scholar] [CrossRef]
- U.S. Consumer Product Safety Commission. An Update on Formaldehyde (Publication 725); U.S. Consumer Product Safety Commission: Bethesda, MD, USA, 2013.
- Kim, K. Environment-friendly adhesives for surface bonding of wood-based flooring using natural tannin to reduce formaldehyde and TVOC emission. Bioresour. Technol. 2009, 100, 744–748. [Google Scholar] [CrossRef]
- International Agency for Research on Cancer. IARC Classifies Formaldehyde as Carcinogenic to Humans; IARC: Lyon, France, 2004. [Google Scholar]
- Kelly, T.J. Determination of Formaldehyde and Toluene Diisocyanate Emissions from Indoor Residential Sources (No. 97-9); California Environmental Protection Agency: Sacramento, CA, USA, 1997.
- Réh, R.; Igaz, R.; Krišťák, L.; Ružiak, I.; Gajtanska, M.; Božíková, M.; Kučerka, M. Functionality of Beech Bark in Adhesive Mixtures Used in Plywood and Its Effect on the Stability Associated with Material Systems. Materials 2019, 12, 1298. [Google Scholar] [CrossRef] [Green Version]
- Antov, P.; Savov, V.; Neykov, N. Reduction of Formaldehyde Emission from Engineered Wood Panels by Formaldehyde Scavengers—A Review. In Proceedings of the 13th International Scientific Conference WoodEMA 2020 and 31st International Scientific Conference ICWST 2020 Sustainability of Forest-based Industries in the Global Economy, Vinkovci, Croatia, 28–30 September 2020; pp. 7–11. [Google Scholar]
- Sundin, B.; Risholm-Sundman, M.; Edenholh, K. Emission of formaldehyde and other volatile organic compounds (VOC) from sawdust and lumber, different wood-based panels and other building materials: A comparative study. In Proceedings of the 26th International Particleboard/Composite Materials Symposium, Washington State University, Pullman, DC, USA, 7–9 April 1992. [Google Scholar]
- Roffael, E.; Johnsson, B.; Engström, B. On the measurement of formaldehyde release from low-emission wood-based panels using the perforator method. Wood Sci. Technol. 2010, 44, 369–377. [Google Scholar] [CrossRef] [Green Version]
- Kovatchev, G. Influence of the belt type over vibration of the cutting mechanism in woodworking shaper. In Proceedings of the 11th International Science Conference “Chip and Chipless Woodworking Processes”, Zvolen, Slovakia, 13–15 September 2018; pp. 105–110. [Google Scholar]
- Widyorini, R.; Xu, J.; Umemura, K.; Kawai, S. Manufacture and properties of binderless particleboard from bagasse I: Effects of raw material type, storage methods, and manufacturing process. J. Wood Sci. 2005, 51, 648–654. [Google Scholar] [CrossRef]
- Pizzi, A. Recent developments in eco-efficient bio-based adhesives for wood bonding: Opportunities and issues. J. Adhes. Sci. Technol. 2006, 20, 829–846. [Google Scholar] [CrossRef]
- Kües, U. Wood Production, Wood Technology, and Biotechnological Impacts. Universitätsverlag Göttingen. 2007. Available online: https://univerlag.uni-goettingen.de/handle/3/isbn-978-3-940344-11-3 (accessed on 17 September 2020).
- Papadopoulou, E. Adhesives from renewable resources for binding wood-based panels. J. Environ. Prot. Ecol. 2009, 10, 1128–1136. [Google Scholar]
- Navarrete, P.; Mansouri, H.R.; Pizzi, A.; Tapin-Lingua, S.; Benjelloun-Mlayah, B.; Pasch, H. Wood panel adhesives from low molecular mass lignin and tannin without synthetic resins. J. Adhes. Sci. Technol. 2010, 24, 1597–1610. [Google Scholar] [CrossRef]
- Nordström, E.; Demircan, D.; Fogelström, L.; Khabbaz, F.; Malmström, E. Green binders for wood adhesives. In Applied Adhesive Bonding in Science and Technology; Interhopen Books: London, UK, 2017; pp. 47–71. [Google Scholar] [CrossRef] [Green Version]
- Hemmilä, V.; Adamopoulos, S.; Karlsson, O.; Kumar, A. Development of sustainable bio-adhesives for engineered wood panels-A review. RSC Adv. 2017, 7, 38604–38630. [Google Scholar] [CrossRef]
- Pizzi, A.; Papadopoulos, A.; Policardi, F. Wood Composites and Their Polymer Binders. Polymers 2020, 12, 1115. [Google Scholar] [CrossRef]
- Antov, P.; Mantanis, G.I.; Savov, V. Development of wood composites from recycled fibres bonded with magnesium lignosulfonate. Forests 2020, 11, 613. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Tajvidi, M.; Taghiyari, R.; Mantanis, G.I.; Esmailpour, A.; Hosseinpourpia, R. Nanotechnology for wood quality improvement and protection. In Nanomaterials for Agriculture and Forestry Applications; Husen, A., Jawaid, M., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 469–489. [Google Scholar]
- Hosseinpourpia, R.; Adamopoulos, S.; Mai, C.; Taghiyari, H.R. Properties of medium-density fiberboards bonded with dextrin-based wood adhesives. Wood Res. 2019, 64, 185–194. [Google Scholar]
- Antov, P.; Savov, V.; Neykov, N. Sustainable Bio-based Adhesives for Eco-Friendly Wood Composites. A Review. Wood Res. 2020, 65, 51–62. [Google Scholar] [CrossRef]
- Valyova, M.; Ivanova, Y.; Koynov, D. Investigation of free formaldehyde quantity in the production of plywood with modified ureaformaldehyde resin. Wood Des. Technol. 2017, 6, 72–77. [Google Scholar]
- Li, R.J.; Gutierrez, J.; Chung, Y.; Frank, C.W.; Billington, S.L.; Sattely, E.S. A lignin-epoxy resin derived from biomass as an alternative to formaldehyde-based wood adhesives. Green Chem. 2018, 20, 1459–1466. [Google Scholar] [CrossRef]
- Gadhave, R.V.; Srivastava, S.; Mahanwar, P.A.; Gadekar, P.T. Lignin: Renewable Raw Material for Adhesive. Open J. Polym. Chem. 2019, 9, 27–38. [Google Scholar] [CrossRef] [Green Version]
- Pizzi, A. Wood products and green chemistry. Ann. For. Sci. 2016, 73, 185–203. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Zhao, S.; Pang, H.; Zhang, W.; Zhang, S.; Li, J. Developing eco-friendly high-strength soy adhesives with improved ductility through multiphase core–shell hyperbranched polysiloxane. ACS Sustain. Chem. Eng. 2019, 7, 7784–7794. [Google Scholar] [CrossRef]
- Li, Z.; Wang, J.; Li, C.; Gu, Z.; Cheng, L.; Hong, Y. Effects of montmorillonite addition on the performance of starch-based wood adhesive. Carbohydr. Polym. 2015, 115, 394–400. [Google Scholar] [CrossRef]
- Wang, P.; Cheng, L.; Gu, Z.; Li, Z.; Hong, Y. Assessment of starch-based wood adhesive, quality by confocal Raman microscopic detection of reaction homogeneity. Carbohydr. Polym. 2015, 131, 75–79. [Google Scholar] [CrossRef]
- Santos, J.; Antorrena, G.; Freire, M.S.; Pizzi, A.; González-Álvarez, J. Environmentally friendly wood adhesives based on chestnut (Castanea sativa) shell tannins. Eur. J. Wood Wood Prod. 2017, 75, 89–100. [Google Scholar] [CrossRef]
- Ndiwe, B.; Pizzi, A.; Tibi, B.; Danwe, R.; Konai, N.; Amirou, S. African tree bark exudate extracts as biohardeners of fully biosourced thermoset tannin adhesives for wood panels. Ind. Crops Prod. 2019, 132, 253–268. [Google Scholar] [CrossRef]
- Lora, J.H.; Glasser, W.G. Recent industrial applications of lignin: A sustainable alternative to nonrenewable materials. J. Polym. Environ. 2002, 10, 39–48. [Google Scholar] [CrossRef]
- Sharma, S.; Kumar, A. (Eds.) Lignin: Biosynthesis and Transformation for Industrial Applications; Springer Series on Polymer and Composite Materials, Switzerland AG; Springer Nature: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Mandlekar, N.; Cayla, A.; Rault, F.; Giraud, S.; Salaün, F.; Malucelli, G.; Guan, J.-P. An overview on the use of lignin and its derivatives in fire retardant polymer systems, lignin-trends and applications, 2018, InTech. Matheus Poletto, IntechOpen. Lignin Trends Appl. 2018. [Google Scholar] [CrossRef] [Green Version]
- Bajwa, D.S.; Pourhashem, G.; Ullah, A.H.; Bajwa, S.G. A concise review of current lignin production, applications, products and their environmental impact. Ind. Crop. Prod. 2019, 139, 111526. [Google Scholar] [CrossRef]
- Pizzi, A. Bioadhesives for wood and fibres. Rev. Adhes. Adhes. 2013, 1, 88–113. [Google Scholar] [CrossRef]
- Waldron, K. Advances in Biorefineries: Biomass and Waste Supply Chain Exploitation; Woodhead Publishing: London, UK, 2014. [Google Scholar]
- Ferdosian, F.; Pan, Z.; Gao, G.; Zhao, B. Bio-based adhesives and evaluation for wood composites application. Polymers 2017, 9, 70. [Google Scholar] [CrossRef] [Green Version]
- Yotov, N.; Valchev, I.; Petrin, S.; Savov, V. Lignosulphonate and waste technical hydrolysis lignin as adhesives for eco-friendly fibreboard. Bulg. Chem. Commun. 2017, 49, 92–97. [Google Scholar]
- Klapiszewski, Ł.; Oliwa, R.; Oleksy, M.; Jesionowski, T. Calcium lignosulfonate as eco-friendly additive of crosslinking fibrous composites with phenol-formaldehyde resin matrix. Polymers 2018, 63, 102–108. [Google Scholar] [CrossRef]
- Jin, Y.; Cheng, X.; Zheng, Z. Preparation and characterization of phenol–formaldehyde adhesives modified with enzymatic hydrolysis lignin. Bioresour. Technol. 2010, 101, 2046–2048. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Mantanis, G.I.; Neykov, N. Medium-density fibreboards bonded with phenol-formaldehyde resin and calcium lignosulfonate as an eco-friendly additive. Wood Mater. Sci. Eng. 2020. [Google Scholar] [CrossRef]
- Laurichesse, S.; Avérous, L. Chemical modification of lignins: Towards biobased polymers. Prog. Polym. Sci. 2014, 39, 1266–1290. [Google Scholar] [CrossRef]
- Hemmilä, V.; Adamopoulos, S.; Hosseinpourpia, R.; Sheikh, A.A. Ammonium lignosulfonate adhesives for particleboards with pMDI and furfuryl alcohol as cross-linkers. Polymers 2019, 11, 1633. [Google Scholar] [CrossRef] [Green Version]
- Miller, J.; Faleiros, M.; Pilla, L.; Bodart, A.C. Lignin: Technology, Applications and Markets, Special Market Analysis Study; RISI, Inc., Market-Intell LCC: Charlottesville, VA, USA, 2016. [Google Scholar]
- Berlin, A.; Balakshin, M. Industrial Lignins: Analysis, Properties, and Applications. In Bioenergy Research: Advances and Applications; Chapter 18; Gupta, V.K., Tuohy, M., Kubicek, C., Saddler, J., Xu, F., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 315–336. [Google Scholar]
- Lora, J. Industrial commercial lignins: Sources, properties and applications. In Monomers, Polymers and Composites from Renewable Resources; Belgacem, M.N., Gandini, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2008; pp. 225–241. [Google Scholar]
- EN 310. Wood-Based Panels-Determination of Modulus of Elasticity in Bending and of Bending Strength; European Committee for Standardization: Brussels, Belgium, 1999. [Google Scholar]
- EN 317. Particleboards and Fibreboards-Determination of Swelling in Thickness after Immersion in Water; European Committee for Standardization: Brussels, Belgium, 1998. [Google Scholar]
- EN 322. Wood-Based Panels-Determination of Moisture Content; European Committee for Standardization: Brussels, Belgium, 1998. [Google Scholar]
- EN 323. Wood-Based Panels-Determination of Density; European Committee for Standardization: Brussels, Belgium, 2001. [Google Scholar]
- EN ISO 12460-5. Wood-Based Panels-Determination of Formaldehyde Release–Part 5. Extraction Method (Called the Perforator Method); European Committee for Standardization: Brussels, Belgium, 2015. [Google Scholar]
- Kyuchukov, G.; Jivkov, V. Furniture Construction. Structural Elements and Furniture Joints, 1st ed.; Bismar: Sofia, Bulgaria, 2016; 452p. [Google Scholar]
- Jivkov, V.; Grbac, I. Influence of the cyclic loading on bending strength of different end corner joints made of MDF. In Proceedings of the 22nd International Scientific Conference “Wood is good–EU Preaccession Challenges of the Sector”, Zagreb, Croatia, 21 October 2011; pp. 59–66. [Google Scholar]
- Roffael, E. Volatile organic compounds and formaldehyde in nature, wood and wood based panels. Holz. Roh. Werkst. 2006, 64, 144–149. [Google Scholar] [CrossRef]
- Salem, M.Z.M.; Böhm, M. Understanding of formaldehyde emissions from solid wood: An overview. BioResources 2013, 8, 4775–4790. [Google Scholar] [CrossRef]
- Schäfer, M.; Roffael, E. On the formaldehyde release of wood. Holz. Roh. Werkst. 2000, 58, 259–264. [Google Scholar] [CrossRef]
- Birkeland, M.J.; Lorenz, L.; Wescott, J.M.; Frihart, C.R. Determination of native (wood derived) formaldehyde by the desiccator method in particleboards generated during panel production. Holzforschung 2010, 64, 429–433. [Google Scholar] [CrossRef]
- European Committee for Standardization, EN 312. Particleboards–Specifications; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- European Committee for Standardization, EN 622-5. Fibreboards-Specifications-Part 5: Requirements for Dry Process Boards; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Panel No. | Density ρ, (kg·m−3) | Water Absorption (24 h) A, (%) | Thickness Swelling (24 h) Gt, (%) | Bending Strength (MOR) fm, (N·mm−2) | Modulus of Elasticity (MOE) Em, (N·mm−2) | Internal Bond Strength ft, (N·mm−2) |
|---|---|---|---|---|---|---|
| 1 | 772 ± 8.72 | 150.97 ± 4.87 | 76.74 ± 2.81 | 17.0 ± 0.67 | 1990 ± 53 | 0.14 ± 0.03 |
| 2 | 736 ± 9.71 | 175.52 ± 4.25 | 78.24 ± 2.35 | 18.9 ± 0.76 | 2260 ± 61 | 0.12 ± 0.01 |
| 3 | 681 ± 6.78 | 184.36 ± 5.73 | 83.63 ± 2.76 | 20.6 ± 1.32 | 2450 ± 72 | 0.14 ± 0.02 |
| 4 | 757 ± 10.12 | 144.65 ± 5.91 | 83.63 ± 2.95 | 17.0 ± 1.49 | 1930 ± 49 | 0.14 ± 0.02 |
| 5 | 743 ± 9.36 | 180.06 ± 4.74 | 89.08 ± 3.03 | 20.6 ± 0.93 | 2280 ± 67 | 0.12 ± 0.01 |
| 6 | 751 ± 6.92 | 163.36 ± 6.01 | 94.08 ± 3.12 | 16.6 ± 1.37 | 2180 ± 56 | 0.14 ± 0.02 |
| 7 | 737 ± 8.53 | 178.99 ± 5.38 | 75.58 ± 2.24 | 17.8 ± 1.52 | 2320 ± 42 | 0.15 ± 0.03 |
| Statistic | Dowels Eco | Confirmat Eco | Screw Eco | Minifix MDF | Rafix MDF | Dowels MDF | Screw MDF | Confirmat MDF |
|---|---|---|---|---|---|---|---|---|
| No. of observations | 17 | 17 | 9 | 15 | 15 | 15 | 15 | 17 |
| Mean (N·m) | 8.02 | 6.95 | 4.94 | 9.75 | 6.02 | 19.58 | 32.06 | 33.42 |
| Minimum (N·m) | 5.45 | 4.31 | 4.12 | 8.13 | 5.00 | 17.19 | 24.06 | 27.19 |
| Maximum (N·m) | 10.40 | 11.32 | 6.52 | 11.25 | 6.88 | 21.56 | 39.38 | 39.37 |
| Median (N·m) | 8.01 | 6.49 | 4.56 | 9.38 | 6.25 | 19.69 | 30.94 | 33.75 |
| Variance (N·m) | 2.07 | 4.47 | 0.61 | 1.11 | 0.44 | 1.53 | 19.97 | 11.99 |
| St. Dev. (N·m) | 1.44 | 2.12 | 0.78 | 1.05 | 0.66 | 1.24 | 4.47 | 3.46 |
| Covariance | 0.18 | 0.30 | 0.16 | 0.11 | 0.11 | 0.06 | 0.14 | 0.10 |
| Type of Joint | Groups of Homogeneities (α = 0.05) | |||
|---|---|---|---|---|
| A | B | C | D | |
| Confirmat MDF | 33.417 | |||
| Screw MDF | 32.063 | |||
| Dowels MDF | 19.583 | |||
| Minifix MDF | 9.750 | |||
| Dowels Eco | 8.016 | 8.016 | ||
| Confirmat Eco | 6.951 | |||
| Rafix MDF | 6.021 | |||
| Screw Eco | 4.939 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Antov, P.; Jivkov, V.; Savov, V.; Simeonova, R.; Yavorov, N. Structural Application of Eco-Friendly Composites from Recycled Wood Fibres Bonded with Magnesium Lignosulfonate. Appl. Sci. 2020, 10, 7526. https://0-doi-org.brum.beds.ac.uk/10.3390/app10217526
Antov P, Jivkov V, Savov V, Simeonova R, Yavorov N. Structural Application of Eco-Friendly Composites from Recycled Wood Fibres Bonded with Magnesium Lignosulfonate. Applied Sciences. 2020; 10(21):7526. https://0-doi-org.brum.beds.ac.uk/10.3390/app10217526
Chicago/Turabian StyleAntov, Petar, Vassil Jivkov, Viktor Savov, Ralitsa Simeonova, and Nikolay Yavorov. 2020. "Structural Application of Eco-Friendly Composites from Recycled Wood Fibres Bonded with Magnesium Lignosulfonate" Applied Sciences 10, no. 21: 7526. https://0-doi-org.brum.beds.ac.uk/10.3390/app10217526